EP1046483A1 - Procédé pour le pressage de nattes en panneaux pour la production des panneaux de particules, des panneaux de fibres et autres panneaux lignocellulosiques - Google Patents
Procédé pour le pressage de nattes en panneaux pour la production des panneaux de particules, des panneaux de fibres et autres panneaux lignocellulosiques Download PDFInfo
- Publication number
- EP1046483A1 EP1046483A1 EP00108318A EP00108318A EP1046483A1 EP 1046483 A1 EP1046483 A1 EP 1046483A1 EP 00108318 A EP00108318 A EP 00108318A EP 00108318 A EP00108318 A EP 00108318A EP 1046483 A1 EP1046483 A1 EP 1046483A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- plates
- inlet
- boards
- entry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 title claims abstract description 14
- 238000000034 method Methods 0.000 title claims description 13
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- 239000000835 fiber Substances 0.000 title 1
- 239000002245 particle Substances 0.000 title 1
- 239000000463 material Substances 0.000 claims abstract description 29
- 230000006835 compression Effects 0.000 claims abstract description 15
- 238000007906 compression Methods 0.000 claims abstract description 15
- 230000006837 decompression Effects 0.000 claims abstract description 6
- 239000011093 chipboard Substances 0.000 claims description 6
- 239000002023 wood Substances 0.000 claims description 6
- 239000011094 fiberboard Substances 0.000 claims description 5
- 238000009826 distribution Methods 0.000 claims description 4
- 238000001816 cooling Methods 0.000 abstract description 5
- 229910000831 Steel Inorganic materials 0.000 description 8
- 239000010959 steel Substances 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 6
- 230000001105 regulatory effect Effects 0.000 description 3
- 101100491335 Caenorhabditis elegans mat-2 gene Proteins 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000010792 warming Methods 0.000 description 2
- 241000792859 Enema Species 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000007920 enema Substances 0.000 description 1
- 229940095399 enema Drugs 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/24—Moulding or pressing characterised by using continuously acting presses having endless belts or chains moved within the compression zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B5/00—Presses characterised by the use of pressing means other than those mentioned in the preceding groups
- B30B5/04—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band
- B30B5/06—Presses characterised by the use of pressing means other than those mentioned in the preceding groups wherein the pressing means is in the form of an endless band co-operating with another endless band
Definitions
- the invention relates to a method for pressing Pressed mats to pressed boards in the course of the production of Chipboard, fiberboard and other wood-based panels in a continuous press with protruding on the inlet side highly flexible elastic inlet plates, which a Form inlet mouth, being on the upper and / or lower heated inlet plate for setting an inlet contour arranged in a predetermined distribution and against upper press part and / or lower press part supported cylinder-piston assemblies are articulated via a hydraulic system with a connected Control / regulating device are operated.
- the steel strips are on the press plates and Inlet plates with the interposition of rolling elements z.
- a device for Adjustment of the inlet contour of the inlet mouth provided.
- This device has a plurality of double acting Cylinder-piston arrangements on, the cylinder-piston arrangement in a predetermined distribution on the one hand to the upper and / or lower inlet plate, on the other hand to the Press upper part and / or lower press part are articulated. Furthermore, the cylinder-piston arrangements are computer-controlled or regulated hydraulic system connected. In this way, a highly flexible or flexible press inlet realized. In fact leaves the inlet contour of the inlet mouth is steplessly below Set generation of any continuous bending lines (see DE 197 40 325).
- the invention has for its object a method for Pressing pressed material mats into pressed material plates in the course of Manufacture of chipboard, fiberboard and others Wood-based panels in a continuous press optimize the above-described embodiment.
- the generic method is characterized in that the respective pressed material mat is compressed quickly and strongly in the inlet area of the inlet mouth immediately and consequently at the beginning of the running-in phase, with accelerated supply of heat.
- the invention is based on the knowledge that the flexible or highly flexible design of the inlet mouth allows the area of highest compression in the longitudinal direction of the press depending on at least the respective material to be pressed, the respective mat height, the respective scatter density of the material to be pressed and the like To make the longitudinal direction of the press variable.
- the narrowest gap between the upper and lower sheet steel strip and consequently the upper and lower infeed plate does not always have to be in the same place and relatively far in the press as seen in the case of conventional continuous presses, but rather an immediate and consequently early compression of the respective one Realize pressed material mat.
- This early compression not only enables a higher density, but also the heat input is significantly accelerated.
- the back pressure behavior of pressed material mats changes drastically with increasing temperature. For example, if a "cold" compression requires a pressure of the order of 700 N / cm 2 to achieve a density of approx. 860 kg / m 3 , this pressure will collapse with increasing temperature to below 100 N / cm 2 unchanged density of the pressed material mat.
- the invention is based on a variable product-related - this also applies to the properties of the product - determination of the inlet contour and the resulting accelerated heat supply.
- the material to be pressed is compressed to its nominal size and, after a predetermined compression phase, the pressure gap between the inlet plates is relieved to produce decompression.
- a compact pressed material mat means material densities of up to 1350 kg / m 2 , preferably> 1000 kg / m 2 .
- a comparatively large Hertzian pressure is formed from the pressed material mat between the roller bars and the heated inlet plates and between the roller bars and the steel belts. This enables the roller bars to conduct the necessary amount of heat into the pressed material mat much faster than before. While ⁇ 40 kw / m 2 are considered to be large heat transfer values according to the prior art, up to 100 kw / m 2 are possible according to the teaching of the invention. The compression of the cover layers and the associated warming of the pressed material mat is thus completed earlier than usual.
- the pressing pressure can suddenly occur due to the counter pressure of the pressing material mat still to be pressed and by means of active support by "pulling" cylinders articulated on the inlet mats - Piston assemblies are dismantled.
- the thickness of which is only 2 mm to 12 mm, preferably 5 mm to 9 mm, the amount of heat from the compression is already sufficient to heat the pressed material mat to a substantial extent.
- the pressing process according to the invention can be accelerated and the product properties can be positively influenced.
- the grinding allowance can be reduced, which results in less material used per net cubic meter of product and reduced grinding costs.
- the resulting lower plate thickness results in a shorter heating time and therefore more capacity.
- the invention further provides that the to Inlet plates subsequent heated press plates of the Main press area - as it were, forming a cooling section - With much lower temperatures of e.g. B. 80 ° C to 160 ° C as the heatable inlet plates of the Inlet mouth are operated, e.g. B. with temperature gradation operate.
- the advantage achieved by the invention is that the quick and therefore short exposure time mechanical Components such as the roller bars, steel belts and inlet plates only in a short range of high temperatures must be suspended.
- the subsequent heated ones Press plates can be graded at lower temperatures operate. This is due to the fact that the roller bars with short exposure time high temperature only on the circumference or heat transfer in the layers near the surface realize.
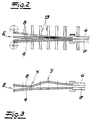
- the steel strips 5 are on the pressure plates 6, 7 and inlet plates 8, 9 under Intermediate support of roller bars 10 supported. Further is a device 11 for adjusting the inlet mouth E and a device 12 for adjusting the inlet contour of the Inlet mouth E provided.
- the device 12 for Setting the inlet contour has a plurality of double-acting differential cylinders 13 as cylinder-piston arrangements on.
- the differential cylinders 13 are in predetermined distribution and according to the embodiment on the one hand on the upper inlet plate 8 and on the other hand hinged to the press upper part 4.
- the Differential cylinder 13 to a computer-controlled or regulated hydraulic system 14 connected. All in all a fully flexible or highly flexible inlet realized.
- the respective mat 2 is - as in particular Fig. 3rd makes it clear - immediately and consequently at the beginning of the Running-in phase in the running-in area of the running-in mouth E under accelerated heat supply quickly and strongly compressed. Furthermore, the mat 2 at X below nominal size compressed and after a given compression phase expanding the press nip between the inlet plates 8, 9 to produce a decompression at Y relieved.
- Which adjoin the inlet plates 8, 9 heatable press plates 6, 7 of the main press area become - as it were, forming a cooling section - With much lower temperatures of e.g. B. 80 ° C to 160 ° C as the heated inlet plates 8, 9 des Inlet mouth E operated. Operation of the press plates 6, 7 can be done field by field with a temperature gradation.
- the same mat density D of approx. 860 kg / m 3 can be achieved by the process according to the invention with a press pressure of approx. 100 N / cm 2 compared to a conventional process with a press pressure of approx. 700 N / cm 2 . This is particularly clear in FIG. 4.
- the differential cylinder 13 can be used within the scope of the invention basically also replaced by other actuators become.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19918492A DE19918492C5 (de) | 1999-04-23 | 1999-04-23 | Verfahren zum Verpressen von Preßgutmatten zu Preßgutplatten im Zuge der Herstellung von Spanplatten, Faserplatten und anderen Holzwerkstoffplatten |
| DE19918492 | 1999-04-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1046483A1 true EP1046483A1 (fr) | 2000-10-25 |
| EP1046483B1 EP1046483B1 (fr) | 2005-10-05 |
Family
ID=7905636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00108318A Expired - Lifetime EP1046483B1 (fr) | 1999-04-23 | 2000-04-15 | Procédé pour le pressage de nattes en panneaux pour la production des panneaux de particules, des panneaux de fibres et autres panneaux lignocellulosiques |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6439113B1 (fr) |
| EP (1) | EP1046483B1 (fr) |
| CN (1) | CN1158170C (fr) |
| CA (1) | CA2306576C (fr) |
| DE (2) | DE19918492C5 (fr) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2352414A1 (fr) * | 2001-07-05 | 2003-01-05 | Industries Fournier Inc. | Dispositif de controle et de retenue des gateaux dans un pressoir rotatif |
| FI110763B (fi) * | 2001-11-21 | 2003-03-31 | Raute Oyj | Jatkuvatoiminen puristin |
| DE10214322B4 (de) * | 2002-03-28 | 2016-07-14 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Kontinuierliche Presse zum Verpressen von Pressgutmatten zu Pressgutplatten |
| DE10261729A1 (de) * | 2002-12-30 | 2004-07-08 | Dieffenbacher Gmbh + Co. Kg | Kontinuierlich arbeitende Presse |
| DE10261730A1 (de) * | 2002-12-30 | 2004-07-08 | Dieffenbacher Gmbh + Co. Kg | Verfahren mit Anlage und kontinuierlich arbeitende Presse zur Herstellung von Holzwerkstoffplatten |
| DE102005009298B4 (de) * | 2005-03-01 | 2016-07-07 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Kontinuierliche Presse |
| DE102005053920B4 (de) * | 2005-11-11 | 2017-06-08 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Verfahren zum Einstellen eines Einlaufkeilverdichters einer kontinuierlich arbeitenden Presse im Zuge der Herstellung von Werkstoffplatten und eine kontinuierlich arbeitende Presse zur Durchführung des Verfahrens |
| CN101733813B (zh) * | 2009-12-02 | 2012-05-09 | 中国林业科学研究院木材工业研究所 | 一种人造板热压冷压转换生产方法及实现该方法的设备 |
| DE102015009469B4 (de) | 2015-07-22 | 2018-05-09 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Kontinuierliche Presse und Verfahren zur Steuerung derselben |
| DE102016119837B4 (de) | 2016-10-18 | 2018-09-06 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zum Verpressen einer Pressgutmatte und kontinuierliche Presse |
| CN106863538B (zh) * | 2017-02-15 | 2018-07-31 | 亚联机械股份有限公司 | 一种改善压制板横向结构均匀性的连续式压制方法及装置 |
| DE102017110875B4 (de) | 2017-05-18 | 2020-07-16 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zum Verpressen einer Pressgutmatte |
| DE102017110865B4 (de) | 2017-05-18 | 2019-10-10 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zum Verpressen einer Pressgutmatte |
| WO2021076045A1 (fr) * | 2019-10-18 | 2021-04-22 | Välinge Innovation AB | Agencement de presse continue et procédé de fabrication de panneaux de construction |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4468188A (en) * | 1982-08-24 | 1984-08-28 | G. Siempelkamp Gmbh & Co. | Belt-type particleboard press |
| US5112209A (en) * | 1987-10-09 | 1992-05-12 | Eduard Kusters Maschinenfabrik Gmbh & Co Kg | Twin-belt press for manufacturing particle boards |
| US5546857A (en) * | 1994-09-21 | 1996-08-20 | G. Siempelkamp Gmbh & Co. | Steel belt press with inlet mouth contour adjustability |
| DE19740325C1 (de) * | 1997-09-13 | 1998-05-20 | Siempelkamp Gmbh & Co | Kontinuierliche Presse zum Verpressen von Preßgutmatten zu Preßgutplatten |
| US5788892A (en) * | 1996-06-03 | 1998-08-04 | Machinenfabrik J. Dieffenbacher Gmbh & Co. | Method and apparatus for producing particle boards |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4956140A (en) * | 1985-12-09 | 1990-09-11 | Aluminum Company Of America Alcoa Laboratories | Methods of and apparatus for producing biaxially oriented polymer product |
| DE3936924C2 (de) * | 1989-11-06 | 1997-04-30 | Dieffenbacher Gmbh Maschf | Verfahren und Vorrichtung zur Beheizung einer kontinuierlich arbeitenden Heizplattenpresse |
| DE4042531C3 (de) * | 1990-10-15 | 2002-02-07 | Dieffenbacher Gmbh Maschf | Kontinuierlich arbeitende Presse |
| DE4301594C2 (de) * | 1993-01-21 | 2002-10-31 | Dieffenbacher Gmbh Maschf | Verfahren und Anlage zur Herstellung von Spanplatten |
| SE502202C2 (sv) * | 1993-05-06 | 1995-09-18 | Sunds Defibrator Ind Ab | Sätt och anordning för förpressning av fibermaterial vid framställning av skivor |
| DE19518879A1 (de) * | 1995-05-28 | 1996-12-05 | Dieffenbacher Gmbh Maschf | Verfahren und Anlage zur Herstellung von Spanplatten |
| DE19622197A1 (de) * | 1996-06-03 | 1997-12-04 | Dieffenbacher Gmbh Maschf | Verfahren zur Steuerung der Preßkraft bei einer kontinuierlich arbeitenden Presse |
| EP0909620B1 (fr) * | 1997-09-13 | 2003-11-19 | Siempelkamp Maschinen- und Anlagenbau GmbH & Co. KG | Presse continue pour le pressage de nattes en panneaux |
| DE19806707C2 (de) * | 1998-02-18 | 2003-11-06 | Siempelkamp Gmbh & Co Kg G | Kontinuierliche Presse zum Verpressen von Preßgutmatten zu Preßgutplatten |
-
1999
- 1999-04-23 DE DE19918492A patent/DE19918492C5/de not_active Expired - Lifetime
-
2000
- 2000-04-15 EP EP00108318A patent/EP1046483B1/fr not_active Expired - Lifetime
- 2000-04-15 DE DE50011275T patent/DE50011275D1/de not_active Expired - Lifetime
- 2000-04-21 US US09/556,730 patent/US6439113B1/en not_active Expired - Lifetime
- 2000-04-21 CN CNB001067990A patent/CN1158170C/zh not_active Expired - Lifetime
- 2000-04-25 CA CA002306576A patent/CA2306576C/fr not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4468188A (en) * | 1982-08-24 | 1984-08-28 | G. Siempelkamp Gmbh & Co. | Belt-type particleboard press |
| US5112209A (en) * | 1987-10-09 | 1992-05-12 | Eduard Kusters Maschinenfabrik Gmbh & Co Kg | Twin-belt press for manufacturing particle boards |
| US5546857A (en) * | 1994-09-21 | 1996-08-20 | G. Siempelkamp Gmbh & Co. | Steel belt press with inlet mouth contour adjustability |
| US5788892A (en) * | 1996-06-03 | 1998-08-04 | Machinenfabrik J. Dieffenbacher Gmbh & Co. | Method and apparatus for producing particle boards |
| DE19740325C1 (de) * | 1997-09-13 | 1998-05-20 | Siempelkamp Gmbh & Co | Kontinuierliche Presse zum Verpressen von Preßgutmatten zu Preßgutplatten |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50011275D1 (de) | 2006-02-16 |
| CN1274635A (zh) | 2000-11-29 |
| US6439113B1 (en) | 2002-08-27 |
| CA2306576A1 (fr) | 2000-10-23 |
| CN1158170C (zh) | 2004-07-21 |
| CA2306576C (fr) | 2005-07-26 |
| DE19918492C5 (de) | 2006-10-05 |
| DE19918492C1 (de) | 2000-10-26 |
| EP1046483B1 (fr) | 2005-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10214322B4 (de) | Kontinuierliche Presse zum Verpressen von Pressgutmatten zu Pressgutplatten | |
| EP0909620B1 (fr) | Presse continue pour le pressage de nattes en panneaux | |
| DE2722356C2 (de) | Verfahren und Vorrichtung zum kontinuierlichen Herstellen von Span-, Faser- o.dgl. Platten | |
| DE19918492C1 (de) | Verfahren zum Verpressen von Preßgutmatten zu Preßgutplatten im Zuge der Herstellung von Spanplatten, Faserplatten und anderen Holzwerkstoffplatten | |
| DE4340982B4 (de) | Kontinuierlich arbeitende Presse | |
| DE1224919B (de) | Verfahren und Vorrichtung zum Herstellen von pressbaren Faserplatten | |
| DE102007063261A1 (de) | Verfahren zur kontinuierlichen Herstellung von bahn- oder plattenförmigen Belägen sowie Anlage hierzu | |
| EP3406435B1 (fr) | Procédé et presse de compression d'une natte de matériau comprimable | |
| DE4017791C2 (de) | Verfahren und Einrichtung zur Stahlbandführung | |
| DE19740325C5 (de) | Kontinuierliche Presse zum Verpressen von Preßgutmatten zu Preßgutplatten | |
| DE69713292T2 (de) | Verfahren zum vorpressen von fasrigem material bei der herstellung von plattenförmigen gegenständen | |
| DE4340983B4 (de) | Kontinuierlich arbeitende Presse | |
| DE69627498T2 (de) | Verfahren zum kontinuierlichen herstellen von holzwerkstoffplatten | |
| EP2527116B1 (fr) | Presse continue et procédé utilisant une telle press | |
| EP4351856B1 (fr) | Appareil et procédé de fabrication de panneaux isolants | |
| EP3010709B1 (fr) | Procédé pour courber le socle de machine et/ou le coulisseau de presse d'une presse à découper et presse à découper | |
| EP2527115A1 (fr) | Presse continue | |
| AT397226B (de) | Verfahren zur behandlung der stahlbänder einer doppelbandpresse | |
| DE69627503T2 (de) | Verfahren zum herstellen von holzwerkstoffplatten | |
| DE2553802A1 (de) | Band-praege-presse | |
| DE1653196A1 (de) | Verfahren zur Heisspressung von Pressplatten aus mit Bindemittel versetzten Teilchen | |
| EP3403816B1 (fr) | Procédé de compression d'une natte de matériau comprimable | |
| DE102005053920B4 (de) | Verfahren zum Einstellen eines Einlaufkeilverdichters einer kontinuierlich arbeitenden Presse im Zuge der Herstellung von Werkstoffplatten und eine kontinuierlich arbeitende Presse zur Durchführung des Verfahrens | |
| DE19824723C1 (de) | Verfahren und kontinuierliche Presse zum Einstellen der Einlaufkontur des Einlaufmauls der Presse | |
| DE102015107381B4 (de) | Kontinuierlich arbeitende Presse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FI IT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010221 |
|
| AKX | Designation fees paid |
Free format text: DE FI IT SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & C |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FI IT SE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REF | Corresponds to: |
Ref document number: 50011275 Country of ref document: DE Date of ref document: 20060216 Kind code of ref document: P |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: METSO PANELBOARD GMBH Effective date: 20060530 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PLBD | Termination of opposition procedure: decision despatched |
Free format text: ORIGINAL CODE: EPIDOSNOPC1 |
|
| PLBM | Termination of opposition procedure: date of legal effect published |
Free format text: ORIGINAL CODE: 0009276 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION PROCEDURE CLOSED |
|
| 27C | Opposition proceedings terminated |
Effective date: 20071223 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50011275 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50011275 Country of ref document: DE Owner name: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH, DE Free format text: FORMER OWNER: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & CO. KG, 47803 KREFELD, DE Effective date: 20141202 Ref country code: DE Ref legal event code: R082 Ref document number: 50011275 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE Effective date: 20141202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190502 Year of fee payment: 20 Ref country code: IT Payment date: 20190430 Year of fee payment: 20 Ref country code: FI Payment date: 20190424 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20190422 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50011275 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MAE |