EP1063311A1 - Verwendung einer zinnreichen Kupfer-Zinn-Eisen-Legierung - Google Patents
Verwendung einer zinnreichen Kupfer-Zinn-Eisen-Legierung Download PDFInfo
- Publication number
- EP1063311A1 EP1063311A1 EP00111779A EP00111779A EP1063311A1 EP 1063311 A1 EP1063311 A1 EP 1063311A1 EP 00111779 A EP00111779 A EP 00111779A EP 00111779 A EP00111779 A EP 00111779A EP 1063311 A1 EP1063311 A1 EP 1063311A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tin
- iron
- copper
- copper alloy
- joined
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 title claims abstract description 9
- 229910000640 Fe alloy Inorganic materials 0.000 title claims 3
- ORTNWICOMQLICI-UHFFFAOYSA-N [Fe].[Cu].[Sn] Chemical compound [Fe].[Cu].[Sn] ORTNWICOMQLICI-UHFFFAOYSA-N 0.000 title claims 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 30
- 229910052742 iron Inorganic materials 0.000 claims abstract description 10
- 239000010949 copper Substances 0.000 claims abstract description 9
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 6
- 229910052802 copper Inorganic materials 0.000 claims abstract description 6
- 238000005476 soldering Methods 0.000 claims description 14
- 229910052718 tin Inorganic materials 0.000 claims description 14
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 11
- 229910000679 solder Inorganic materials 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 9
- 230000008569 process Effects 0.000 claims description 9
- 238000005304 joining Methods 0.000 claims description 5
- 238000003466 welding Methods 0.000 claims description 5
- 229910052698 phosphorus Inorganic materials 0.000 claims description 4
- 239000011521 glass Substances 0.000 claims description 3
- 229910052725 zinc Inorganic materials 0.000 claims description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 2
- 230000004927 fusion Effects 0.000 claims description 2
- 229910002804 graphite Inorganic materials 0.000 claims description 2
- 239000010439 graphite Substances 0.000 claims description 2
- 229910052748 manganese Inorganic materials 0.000 claims description 2
- 239000011574 phosphorus Substances 0.000 claims description 2
- 229910000881 Cu alloy Inorganic materials 0.000 claims 7
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims 1
- 229910017052 cobalt Inorganic materials 0.000 claims 1
- 239000010941 cobalt Substances 0.000 claims 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims 1
- 230000003203 everyday effect Effects 0.000 claims 1
- 239000012535 impurity Substances 0.000 claims 1
- 239000011572 manganese Substances 0.000 claims 1
- 239000011701 zinc Substances 0.000 claims 1
- 229910045601 alloy Inorganic materials 0.000 abstract description 48
- 239000000956 alloy Substances 0.000 abstract description 48
- 239000000463 material Substances 0.000 description 21
- 229910016347 CuSn Inorganic materials 0.000 description 11
- 229910000906 Bronze Inorganic materials 0.000 description 10
- 238000005219 brazing Methods 0.000 description 10
- 239000010974 bronze Substances 0.000 description 8
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 7
- 238000002845 discoloration Methods 0.000 description 7
- 230000004907 flux Effects 0.000 description 6
- 238000000137 annealing Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 230000006872 improvement Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000011282 treatment Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000005097 cold rolling Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000004035 construction material Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000004870 electrical engineering Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 229910018565 CuAl Inorganic materials 0.000 description 1
- 229910016377 CuSnFe Inorganic materials 0.000 description 1
- 101000993059 Homo sapiens Hereditary hemochromatosis protein Proteins 0.000 description 1
- 229910020900 Sn-Fe Inorganic materials 0.000 description 1
- 229910019314 Sn—Fe Inorganic materials 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005662 electromechanics Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000029142 excretion Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005494 tarnishing Methods 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/02—Alloys based on copper with tin as the next major constituent
Definitions
- the invention relates to the use of CuSn alloys with tin contents above 12%. for components joined under the influence of heat.
- CuSn alloys are widely used both as cast materials and as wrought materials. This class of materials can be found in numerous applications in electrical engineering, in machine and apparatus construction as well as in precision engineering, but also in the jewelry industry.
- the usual compositions are in the range from 0.1 to 11% Sn, 0.01 to 0.4% P, balance Cu.
- the advantages of these so-called phosphor bronzes are that they are very readily available and inexpensive worldwide and, in addition to very good physical properties, also offer the designer excellent characteristics for mechanical strength and ductility. They have sufficient corrosion resistance for a wide variety of applications.
- the industries mentioned above provide their components for use under high mechanical loads. This naturally results in the demand for high-strength construction materials.
- the conventional CuSn wrought alloys already occupy an outstanding position among the Cu materials with regard to the mechanical properties:
- the common phosphor bronze with approx. 8% Sn typically reaches yield strength values of approx. 800 MPa through cold forming with a large change in shape .
- the conventional wrought CuSn alloys can no longer be used as construction materials.
- solder When using an additional material, namely the solder, its strength plays a role for the mechanical stability of the bonded composite. Therefore there is a desire for unbreakable solders.
- the strength of a solder scales usually with its solidus or working temperature, i.e. high strength brazing alloys only melt at high temperatures. This relationship is not a disadvantage because this gives the designer the opportunity to create brazed components for the To be used at higher temperatures.
- the use is more melting Solders also desirable from a manufacturing point of view, because it is, for example, expanded with working temperatures that are too high Range of different brazing alloys possible, several joining operations on one component to be carried out one after the other.
- an alloy is used for the components to be joined in the case of the basic composition of copper has an Sn content of 12 to 20% Sn and a Fe content of 0.1 to 4% is alloyed.
- the high Sn content and the Fe admixtures ensure particularly high strength and resistance to softening. Contrary to the conventional view, deoxidation, for example with P, is described above, not necessary. When setting Fe contents in the Alloy obviously becomes the occurrence of the dreaded Sn oxide prevented that additional deoxidizing measures are dispensed with can.
- the Fe additives also surprisingly provide an improvement resistance to heat discoloration.
- the primary shaping of an alloy according to the invention is expediently carried out using a casting process in which the formation of brittle phases is suppressed from the molten state by cooling sufficiently quickly.
- a casting process in which the formation of brittle phases is suppressed from the molten state by cooling sufficiently quickly.
- Such high cooling rates are used, for example, in strip casting or spray compacting reached.
- the preforms produced with these processes are characterized by uniform, low-segregation primary structures. In addition to the high strength, this structural state ensures a releasable kneadability, so that the preforms shaped in this way can be handled without problems using the classic forming processes.
- the alloy is outstandingly hard-solderable with a wide variety Soldering. Obviously, none of the Fe contents according to the invention arise of those oxides on the surface which have poor wettability or would cause poor solder flow. The use of the proposed Alloy for joined components thus fulfills the wishes formulated above in an excellent way.
- P can be added to the CuSnFe alloy according to the invention up to about 0.5%.
- P causes a moderate increase in mechanical strength after cold working.
- a P content of mmd. 0.01% can be used.
- Levels of more than 0.5% should be avoided since the scale layers formed during soldering in an oxygen-containing atmosphere tend to flake off .
- high P concentrations reduce the ductility of the CuSn alloys .
- high P contents lead to the formation of coarse Fe phosphide particles, which are undesirable for many applications. They permanently disrupt the structure. Therefore, P must be set in a mass ratio Fe / P ⁇ 2/1 in order to ensure a favorable formation of the structure due to the freely separating Fe.
- the alloy can lead to intermetallic phases or graphite can be added up to a volume fraction of 3 volume%.
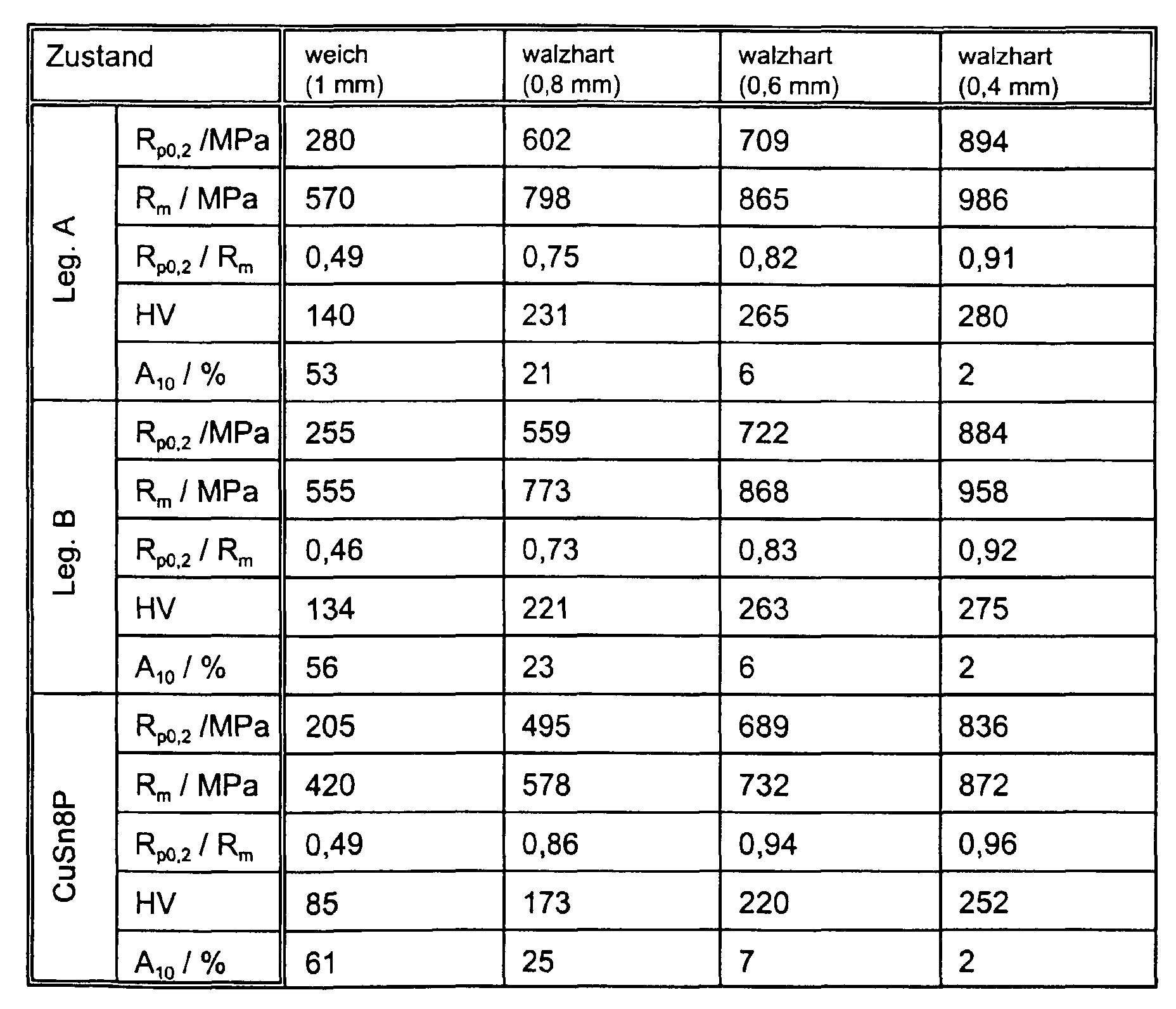
- compositions of the tapes are summarized below: alloy Cu /% Sn /% Fe /% P /% A 84.03 15.24 0.73 B 84.69 15.00 0.31 CuSn8P 91.88 7.95 0.17 (Alloy A and B according to the invention)
- Alloys A and B according to the invention differ from the alloy of conventional phosphor bronze by their significantly higher strength values. Nevertheless, the measured values for the elongation at break A 10 and the yield point ratio R p0.2 / R m , which were determined on the alloys according to the invention, are in good agreement with the corresponding values obtained after comparable processing steps for the CuSn8P alloy deoxidized with P receives. Because one can deduce the effectiveness of deoxidation from the amount of elongation at break , it can be concluded from this agreement that Fe has a positive influence on the primary and forming of CuSn alloys in the same way as P.
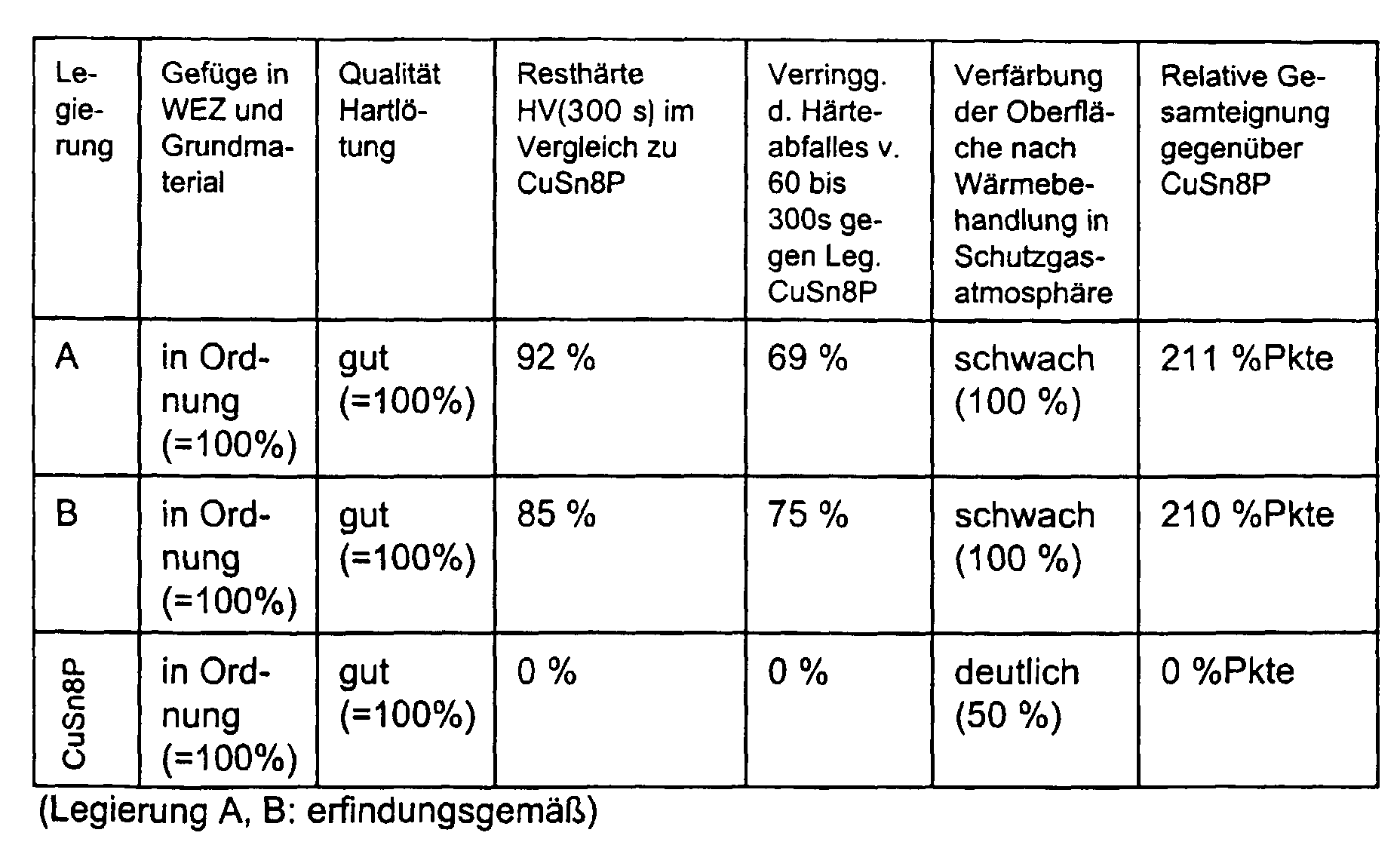
- soldering behavior two hard-rolled, 1 mm thick strip strips of the same alloy were brazed after their surfaces were degreased and mechanically cleaned. A commercially available silver solder with a working temperature of 710 ° C was used. Soldering was carried out under protective gas without the use of a flux. The result of the soldering was evaluated both by mechanical torsion testing and by metallographic inspection. The strength of the joined materials in the immediate vicinity of the soldering gap - i.e. in the heat affected zone (HAZ) - was characterized by the Vickers hardness HV. The table below shows the results obtained.
- HZ heat affected zone
- the amount of residual hardness of alloy A or B was evaluated after five minutes of annealing in relation to the usual phosphor bronze alloy: HV (alloy A or B, 700 ° C, 300 s) / HV (CuSnP, 700 ° C, 300 s) - 1.
- HV alloy A or B, 700 ° C, 300 s
- HV CuSnP, 700 ° C, 300 s
- the alloys A and B were compared with the alloy CuSn8P in terms of reducing the difference between the hardness after 60 s and 300 s: 1 - [HV (Leg. A or B, 700 ° C, 60 s) - HV (Leg.
- the microstructure of the alloys according to the invention is mentioned above To characterize heat treatment as follows: There is a low-segregation structure before, which is free of oxides, although - as is common in the prior art considered necessary - no phosphorus was alloyed. It can only Excretions are detected in which the alloying elements according to the invention Fe and Sn are enriched. The average grain sizes are in the alloys according to the invention after the above heat treatment only about 25 ⁇ m. This is due to the grain-refining effect of Fe. If desired, it is also possible to add the alloys according to the invention after joining reshape without creating roughness on the component surface, how to this is known from prior art tin bronze alloys.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Adornments (AREA)
- Contacts (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Arc Welding In General (AREA)
- Eyeglasses (AREA)
- Electroplating And Plating Baths Therefor (AREA)
Abstract
Description
- Urformen von Blöcken durch Sprühkompaktieren (zum Vergleich wurde zusätzlich ein Block aus einer herkömmlichen Phosphor-Bronze mit 8 % Sn durch Kokillenguß hergestellt und anschließend bei 700 °C / 6 h homogenisiert, dieser Block wurde mit den sprühkompaktierten Vorformen verarbeitet),
- Heraustrennen von 10 mm dicken Streifen durch Sägen und Fräsen,
- Warmwalzen der überfrästen Gußblöcke bei 680°C (CuSn8P bei 760 °C) mit einer Querschnittsabnahme von 70 %,
- Kaltwalzen der gereinigten Warmwalzstreifen mit einer Querschnittsänderung von 40 % bezogen auf den Querschnitt der Warmwalzstreifen,
- Glühbehandlung bei 600 °C / 3 h,
- Kaltwalzen der weichen Bänder mit einer Querschnittsänderung von 45 % bezogen auf den Querschnitt nach der ersten Kaltumformung,
- Glühbehandlung bei 600 °C / 3 h,
- Fertigwalzen über 0,8 mm und 0,6 mm an 0,4 mm mit einer Querschnittsänderung von letztlich 60 % bezogen auf den Querschnitt nach der zweiten Kaltumformung.
| Legierung | Cu / % | Sn / % | Fe / % | P / % |
| A | 84,03 | 15,24 | 0,73 | |
| B | 84,69 | 15,00 | 0,31 | |
| CuSn8P | 91,88 | 7,95 | 0,17 | |
| (Legierung A und B erfindungsgemäß) |
| Legierung | Härte HV Grundmaterial | Niedrigste Härte in WEZ nach Hartlötung | Gefüge in WEZ und Grundmaterial | Qualität Hartlötung |
| A | 270 | 159 | in Ordnung | gut |
| B | 265 | 148 | in Ordnung | gut |
| CuSn8P | 240 | 78 | in Ordnung | gut |
| (Legierung A und B erfindungsgemäß; WEZ: Wärmeeinflußzone) |
| Legierung | Härte HV Beginn | Härte HV nach 60 s | Härte HV nach 180 s | Härte HV nach 300 s | Resthärte HV(300 s) im Vergleich zu CuSn8P | Verringg. d. Härteabfalles v. 60 bis 300 s gegen CuSn8P |
| A | 270 | 145 | 141 | 140 | 92% | 69% |
| B | 265 | 138 | 135 | 134 | 85% | 75% |
| CuSn8P | 240 | 89 | 78 | 73 | 0 % | 0 % |
| (Legierung A, B: erfindungsgemäß) |
| Legierung | Veränderung der Oberflächenfarbe nach der beschriebenen Wärmebehandlung im Vergleich zum ungeglühten Ausgangszustand |
| A | schwache Verfärbung |
| B | schwache Verfärbung |
| CuSn8P | deutliche Verfärbung |
Claims (12)
- Verwendung einer Kupfer-Zinn-Eisen-Legierung,
die aus 12 bis 20 % Zinn; 0,1 bis 4 % Eisen; Rest Kupfer und üblichen Verunreinigungen besteht,
zur Herstellung von durch Wärmeeinwirkung gefügten Bauteilen, wobei wenigstens eines der zu fügenden Teile aus der Kupfer-Zinn-Eisen-Legierung besteht. - Verwendung nach Anspruch 1,
wobei bei einem Lötverfahren als gewähltem Fügeverfahren die Arbeitstemperatur des Lotes > 300 °C beträgt. - Verwendung nach Anspruch 1,
wobei zum Fügen ein Schmelzschweiß- oder ein Preßschweißverfahren eingesetzt wird. - Verwendung nach Anspruch 1, 2 oder 3
mit Gebrauchsgegenständen des täglichen Bedarfs, wie etwa Schmuck oder Bekleidungsaccessoires, als gefügten Teilen. - Verwendung nach Anspruch 1, 2 oder 3
mit Brillen bzw. Brillenteilen, wie etwa Brillenbügeln, Brillenscharnieren, Augenrandprofilen, als gefügten Teilen. - Verwendung einer Kupfer-Legierung nach Anspruch 1
mit 13 bis 16 % Zinn; 0,5 bis 2,5 % Eisen;
für den Zweck nach einem oder mehreren der Ansprüche 1 bis 5. - Verwendung einer Kupfer-Legierung nach Anspruch 1
mit 12 bis 15 % Zinn; 1 bis 4 % Eisen;
für den Zweck nach einem oder mehreren der Ansprüche 1 bis 5. - Verwendung einer Kupfer-Legierung nach Anspruch 1
mit 15 bis 20 % Zinn; 1,5 bis 4 % Eisen;
für den Zweck nach einem oder mehreren der Ansprüche 1 bis 5 - Verwendung einer Kupfer-Legierung nach Anspruch 1 oder 6 bis 8, bei der das Eisen ganz oder teilweise durch Kobalt ersetzt ist,
für den Zweck nach einem oder mehreren der Ansprüche 1 bis 5. - Verwendung einer Kupfer-Legierung nach Anspruch 1 oder 6 bis 9, die zusätzlich Mangan und/oder Zink bis zu insgesamt 5 % enthält,
für den Zweck nach einem oder mehreren der Ansprüche 1 bis 5. - Verwendung einer Kupfer-Legierung nach Anspruch 1 oder 6 bis 10, die zusätzlich 0,01 bis 0,5 % Phosphor enthält,
für den Zweck nach einem oder mehreren der Ansprüche 1 bis 5. - Verwendung einer Kupfer-Legierung nach Anspruch 1 oder 6 bis 11, die zusätzlich bis zu 3 Volumen-% Blei und /oder intermetallische Phasen und/oder Graphit als Spanbrecher enthält, für den Zweck nach einem oder mehreren der Ansprüche 1 bis 5.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19927646 | 1999-06-17 | ||
| DE19927646A DE19927646C5 (de) | 1999-06-17 | 1999-06-17 | Verwendung einer zinnreichen Kupfer-Zinn-Eisen-Legierung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1063311A1 true EP1063311A1 (de) | 2000-12-27 |
| EP1063311B1 EP1063311B1 (de) | 2002-07-03 |
Family
ID=7911553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00111779A Expired - Lifetime EP1063311B1 (de) | 1999-06-17 | 2000-06-03 | Verwendung einer zinnreichen Kupfer-Zinn-Eisen-Legierung |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1063311B1 (de) |
| JP (1) | JP2001049368A (de) |
| AT (1) | ATE220121T1 (de) |
| DE (2) | DE19927646C5 (de) |
| ES (1) | ES2178986T3 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10133144A1 (de) | 2001-07-07 | 2003-01-30 | Rheinmetall Landsysteme Gmbh | Gepanzertes Fahrzeug |
| DE20211557U1 (de) * | 2002-07-12 | 2002-09-26 | Berkenhoff GmbH, 35452 Heuchelheim | Legierung, insbesondere für Brillengestelle |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3655367A (en) * | 1970-07-15 | 1972-04-11 | Albert B Bleecker | Copper alloy |
| GB1496749A (en) * | 1976-04-30 | 1977-12-30 | Olin Corp | Copper base alloy |
| US4116686A (en) * | 1976-05-13 | 1978-09-26 | Olin Corporation | Copper base alloys possessing improved processability |
| GB1542181A (en) * | 1976-05-11 | 1979-03-14 | Heraeus Gmbh W C | Process for producing dental metal castings |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE659207C (de) * | 1935-12-10 | 1938-04-28 | Aeg | Verfahren zur Erhoehung der elektrischen Leitfaehigkeit von Zinnbronzen |
| US2128954A (en) * | 1936-10-31 | 1938-09-06 | American Brass Co | Hot workable bronze |
| US2128955A (en) * | 1937-11-26 | 1938-09-06 | American Brass Co | Hot workable phosphor bronze |
| US4478651A (en) * | 1982-12-03 | 1984-10-23 | Olin Corporation | Protective film on Cu-Sn alloys |
| DE19927136C1 (de) * | 1999-06-15 | 2001-03-01 | Wieland Werke Ag | Verwendung einer Kupfer-Zinn-Eisen-Legierung |
-
1999
- 1999-06-17 DE DE19927646A patent/DE19927646C5/de not_active Expired - Fee Related
-
2000
- 2000-06-03 EP EP00111779A patent/EP1063311B1/de not_active Expired - Lifetime
- 2000-06-03 AT AT00111779T patent/ATE220121T1/de not_active IP Right Cessation
- 2000-06-03 DE DE50000258T patent/DE50000258D1/de not_active Expired - Lifetime
- 2000-06-03 ES ES00111779T patent/ES2178986T3/es not_active Expired - Lifetime
- 2000-06-15 JP JP2000179810A patent/JP2001049368A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3655367A (en) * | 1970-07-15 | 1972-04-11 | Albert B Bleecker | Copper alloy |
| GB1496749A (en) * | 1976-04-30 | 1977-12-30 | Olin Corp | Copper base alloy |
| GB1542181A (en) * | 1976-05-11 | 1979-03-14 | Heraeus Gmbh W C | Process for producing dental metal castings |
| US4116686A (en) * | 1976-05-13 | 1978-09-26 | Olin Corporation | Copper base alloys possessing improved processability |
Non-Patent Citations (1)
| Title |
|---|
| DR.-ING. KURT DIES: "Kupfer und Kupferlegierungen in der Technik", SPRINGER-VERLAG, BERLIN/HEIDELBERG/NEW YORK, XP002143689, 66292 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1063311B1 (de) | 2002-07-03 |
| DE19927646C1 (de) | 2001-03-01 |
| ES2178986T3 (es) | 2003-01-16 |
| DE19927646C5 (de) | 2006-05-11 |
| ATE220121T1 (de) | 2002-07-15 |
| DE50000258D1 (de) | 2002-08-08 |
| JP2001049368A (ja) | 2001-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10003665C2 (de) | Lötmittel-Legierug | |
| EP2945772B1 (de) | Lotlegierungen | |
| DE19816671A1 (de) | Lötmittel-Legierungen | |
| DE69800106T2 (de) | Korrosionsbeständige, hochfeste Kupferlegierung mit guter Stanzbarkeit | |
| DE112019001192T5 (de) | Lötblech aus einer aluminiumlegierung zum flussmittel-freien löten | |
| DE202009019184U1 (de) | Lotlegierung | |
| US6346215B1 (en) | Copper-tin alloys and uses thereof | |
| DE2234111C2 (de) | Verwendung eines Aluminium-Schweißzusatzwerkstoffes | |
| EP1063311B1 (de) | Verwendung einer zinnreichen Kupfer-Zinn-Eisen-Legierung | |
| EP2625300B1 (de) | Kupferlegierung | |
| DE3304736C2 (de) | Gold-Lötmittel | |
| DE60006195T2 (de) | Kupfer-Legierung für elektrische oder elektronische Bauteile | |
| EP1061147B1 (de) | Verwendung einer Kupfer-Zinn-Eisen-Legierung | |
| AT393697B (de) | Verbesserte metallegierung auf kupferbasis, insbesondere fuer den bau elektronischer bauteile | |
| AT394579B (de) | Ferromagnetische ni-fe-legierung, und verfahren zur herstellung eines legierungsgegenstandes mit ausgezeichneter oberflaechenbeschaffenheit aus dieser legierung | |
| EP1061146B1 (de) | Kupfer-Zinn-Eisen-Titan-Legierung | |
| DE112020003138T5 (de) | Aluminiumlegierungshartlotblech und herstellungsverfahren davon | |
| EP1647352A1 (de) | Lotmaterial | |
| EP1063310B1 (de) | Verwendung einer zinnreichen Kupfer-Zinn-Eisen-Legierung | |
| DE4344714A1 (de) | Verfahren zum Punktschweißen von Aluminiumlegierungen | |
| DE102004040778B4 (de) | Silberhartlotlegierungen | |
| EP3041966B1 (de) | Kupferlegierung, die eisen und phosphor enthält | |
| DE3638663A1 (de) | Kupferlegierung und ihre verwendung | |
| EP4481076A1 (de) | Neusilberlegierung | |
| DE2701258A1 (de) | Kupferlegierung und verfahren zu ihrer herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000603 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17Q | First examination report despatched |
Effective date: 20010322 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020703 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020703 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020703 |
|
| REF | Corresponds to: |
Ref document number: 220121 Country of ref document: AT Date of ref document: 20020715 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50000258 Country of ref document: DE Date of ref document: 20020808 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: A. BRAUN, BRAUN, HERITIER, ESCHMANN AG PATENTANWAE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021003 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021003 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021008 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2178986 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 1063311E Country of ref document: IE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030603 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030603 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030603 |
|
| 26N | No opposition filed |
Effective date: 20030404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: WIELAND-WERKE AG Free format text: WIELAND-WERKE AG#GRAF-ARCO-STRASSE 36#89070 ULM (DE) -TRANSFER TO- WIELAND-WERKE AG#GRAF-ARCO-STRASSE 36#89070 ULM (DE) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20100610 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100615 Year of fee payment: 11 Ref country code: ES Payment date: 20100713 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100609 Year of fee payment: 11 |
|
| BERE | Be: lapsed |
Owner name: *WIELAND-WERKE A.G. Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110603 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20120717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110604 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLBEINSTRASSE 36-38, 4051 BASEL (CH) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160601 Year of fee payment: 17 Ref country code: CH Payment date: 20160613 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20160516 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160630 Year of fee payment: 17 Ref country code: IT Payment date: 20160621 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50000258 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170603 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180103 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170603 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170630 |