EP1077088A1 - Rotor für eine Laborzentrifuge - Google Patents
Rotor für eine Laborzentrifuge Download PDFInfo
- Publication number
- EP1077088A1 EP1077088A1 EP00115951A EP00115951A EP1077088A1 EP 1077088 A1 EP1077088 A1 EP 1077088A1 EP 00115951 A EP00115951 A EP 00115951A EP 00115951 A EP00115951 A EP 00115951A EP 1077088 A1 EP1077088 A1 EP 1077088A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rotor
- section
- receiving sections
- rotor according
- base body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005520 cutting process Methods 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 238000000926 separation method Methods 0.000 claims description 7
- 238000009826 distribution Methods 0.000 claims description 4
- 238000000034 method Methods 0.000 description 25
- 230000008569 process Effects 0.000 description 21
- 239000000463 material Substances 0.000 description 9
- 238000003754 machining Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000007769 metal material Substances 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 238000005119 centrifugation Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 238000009417 prefabrication Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000009750 centrifugal casting Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000010327 methods by industry Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B04—CENTRIFUGAL APPARATUS OR MACHINES FOR CARRYING-OUT PHYSICAL OR CHEMICAL PROCESSES
- B04B—CENTRIFUGES
- B04B7/00—Elements of centrifuges
- B04B7/08—Rotary bowls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B04—CENTRIFUGAL APPARATUS OR MACHINES FOR CARRYING-OUT PHYSICAL OR CHEMICAL PROCESSES
- B04B—CENTRIFUGES
- B04B5/00—Other centrifuges
- B04B5/04—Radial chamber apparatus for separating predominantly liquid mixtures, e.g. butyrometers
- B04B5/0407—Radial chamber apparatus for separating predominantly liquid mixtures, e.g. butyrometers for liquids contained in receptacles
- B04B5/0414—Radial chamber apparatus for separating predominantly liquid mixtures, e.g. butyrometers for liquids contained in receptacles comprising test tubes
Definitions
- the invention relates to a rotor according to the preamble of Claim 1.
- Such rotors are for releasable coupling to the drive shaft of the drive system a laboratory centrifuge, the entire system being determined
- the rotor and drive motor are oscillatable within the centrifuge housing System forms.
- the rotor is in a row in its peripheral area equipped with receptacles for separating vessels, each for holding a Mixture of substances to be broken down by centrifugation are.
- the centrifuge housing can also be designed such that that the centrifugation process according to selectable process parameters, in particular with regard to pressure and temperature can.
- the rotor is also provided with a centrally located hub part, its through hole with a view to the coupling to the drive system the centrifuge is designed.
- the rotor is made exclusively from a blank Made by machining, with careful machining it must be ensured that the axis of rotation of the rotor is a main axis of inertia forms the main body. Because of the comparatively high Operating speeds of these laboratory centrifuges would be caused by imbalance a considerable risk potential for people and Things going out.
- the base body of the rotor is a shaped part.
- the degree of prefabrication of the rotor given in this way is in any case at least created such that the base body already the hub part and the receiving sections intended for receiving the separation vessels in the each includes the spatial distribution corresponding to the finished part. This means, that finishing can actually be limited to the final bore dimensions of the receiving sections and the hub part to create, but otherwise only - if necessary - a such processing is added, which is based on a compensation of any existing Unbalance is directed.
- claims 2 and 3 are based on the specific embodiment of the directed each molding, which has a bowl-like basic shape, on the inside of which are intended to hold the separation vessels Receiving sections are formed.
- the attachment of the holes in the hub part on the one hand and the receiving sections on the other hand can be in different Way, for example by means of a cutting or Cutting process that can be summarized in a simple manner with a forming process is. Equally, however, during the forming process perforation steps can also be provided, so that a perforated molded part for Is made available.
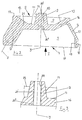
- the basic body of the rotor 1 of a laboratory centrifuge which according to Type of an angular rotor is formed. This has a centrally arranged Hub part 2 on, through the axis 3, the axis of rotation of the rotor within the Laboratory centrifuge is defined.
- the basic body of the rotor consists of an essentially bowl-shaped hollow structure open towards the underside 4, which itself globally tapered towards the top 5.
- receiving sections designated for separation vessels are formed on the inside of the peripheral wall 7 receiving sections designated for separation vessels, but not reproduced has been.
- their respective axes 8 run at an angle to the axis 3 of the rotor, in particular in such a way that the axes 8 along generatrices one with respect to the axis 3 extend rotationally symmetrical circular cone.
- the top 5 of the rotor is surrounded by a ring-like surrounding part of the hub 2 characterized with respect to the axis 3 rotationally symmetrical recess 9, whose bottom surface 10 consists of a first, adjoining the hub part 2, circular ring section extending perpendicular to the axis 3 11 and a second, in the radially outward direction to this circular ring section 11 subsequent, a conical with respect to the axis 3, the recess 9 widening towards the top 5 Cone section 12 is made.
- the hub part 2 protrudes from the upper, radially outer edge 13 on the upper side of the rotor 1, which is an annular, perpendicular to the axis 3 extending surface forms. It also has an outer wall 14, which forms the shape of a truncated cone widening towards the underside 4. With 15 batch blocks are designated, each in a central Position between two receiving sections 6 and in the same way how the latter are formed on the inside of the peripheral wall 7.
- the peripheral wall 7 is in one, on the bottom portion of the base body immediately following, widening conically towards the underside 4 first section 17 and one attached to this section 17 to the bottom then adjoining cylindrical section 18, the said Neck blocks 15 are formed directly on the cylindrical section 18 are and are essentially limited to the axial extent.
- the receiving sections 6 have a global similar to the separation vessels outer design and extend into one, the lower boundary 19th containing plane perpendicular to axis 3.
- the axial extent of the rotor 1 is therefore compared to the angle of inclination of the axes 8 axis 3 and the length of the separation vessels to be accommodated.
- FIGS. 1 and 2 form shown, which is characterized in that in these drawings dotted line, continuously extending mounting hole 20 of the hub part 2 and those also shown in dashed lines Receiving bores 21 of the receiving sections 6 in a subsequent one Process step, for example, by machining have to be manufactured.
- a cold forming process is by comparison for a hot or semi-hot forming process, however, higher forming costs also due to higher dimensional accuracy and surface quality and consequently characterized by lower rework costs.
- a hot forming process e.g. forging results from a lower one Dimensional stability and surface quality the need for further finishing.
- Reworking of the rotor is mainly to eliminate any Unbalance with respect to axis 3, which is a major axis of inertia of the To form the rotor is required. This is also the purpose of the approach blocks 15.
- the degree of production achieved in a forming process can be compared the example shown in FIGS. 1 and 2 are continued. So can a cylindrical through-bore 22 coaxial with the axis 3 in the form a punching process, for example by means of a hollow mandrel in the Hub part 2 are introduced. The finishing of the locating hole 20, which in a top cylindrical part 20 'and one towards the bottom tapered portion 20 '' can then be machined Processing step are carried out.
- the rotor can also be used via another non-cutting working process, e.g. by casting, pressing or Sintering.
- this manufacturing technique results a largely prefabricated rotor body compared to the state of the art set out at the beginning in a significantly lower
- the extent of machining post-processing and its manufacture is associated with a correspondingly lower loss of material.
Landscapes
- Centrifugal Separators (AREA)
Abstract
Zur Verminderung des Fertigungsaufwands, insbesondere im Vergleich zu einem im Wesentlichen auf Zerspanung eines Rohlings beruhenden Fertigungsschritten betreffend den Rotor einer Laborzentrifuge wird ein solcher Rotor vorgeschlagen, der als Umformteil, insbesondere als Schmiedeteil ausgebildet ist. Der Rotor ist durch einen global schüsselartigen Grundkörper gekennzeichnet, der einen Bodenabschnitt (16) und eine sich an diesen radial außenseitig anschließende, sich in Richtung auf den Bodenabschnitt (16) hin konisch verjüngende Umfangswandung (7) aufweist, wobei entlang der Innenseite der Umfangswandung (7) die Aufnahmeabschnitte (6) für langgestreckte Trenngefäße angeformt sind. Eine Durchgangsbohrung des Nabenteils und/oder Aufnahmebohrungen der Aufnahmeabschnitte (6) können über ein Zerteil-, insbesondere ein Schneidverfahren hergestellt werden. Auf diese Weise ergibt sich ein kostengünstig herstellbarer Rotor für eine Laborzentrifuge, der sich gegenüber dem einschlägigen Stand der Technik durch eine geringere Zahl an Nachbearbeitungsschritten auszeichnet. <IMAGE>
Description
Die Erfindung bezieht sich auf einen Rotor entsprechend dem Oberbegriff des
Anspruchs 1.
Derartige Rotoren sind zur lösbaren Kupplung mit der Antriebswelle des Antriebssystems
einer Laborzentrifuge bestimmt, wobei das Gesamtsystem aus
Rotor und Antriebsmotor ein innerhalb des Zentrifugengehäuses schwingfähiges
System bildet. Der Rotor ist in seinem peripheren Bereich mit einer Reihe
von Aufnahmen für Trenngefäße ausgerüstet, die jeweils zur Aufnahme eines
durch Zentrifugation in seine Bestandteile zu zerlegenden Stoffgemisches eingerichtet
sind. Das Zentrifugengehäuse kann ferner derart ausgestaltet sein,
dass der Zentrifugationsprozess nach Maßgabe wählbarer Prozeßparameter,
insbesondere auch betreffend Druck und Temperatur durchgeführt werden
kann.
Der Rotor ist weiterhin mit einem zentral angeordneten Nabenteil versehen,
dessen Durchgangsbohrung mit Hinblick auf die Ankupplung an das Antriebssystem
der Zentrifuge hin ausgestaltet ist.
Üblicherweise wird der Rotor ausgehend von einem Rohling ausschließlich
durch zerspanende Bearbeitung hergestellt, wobei durch eine sorgfältige Bearbeitung
sichergestellt sein muß, dass die Drehachse des Rotors eine Hauptträgheitsachse
dessen Grundkörpers bildet. Aufgrund der vergleichsweise hohen
Betriebsdrehzahlen dieser Laborzentrifugen würde nämlich von Unwuchterscheinungen
ein beträchtliches Gefahrenpotential für Menschen und
Sachen ausgehen.
In Anbetracht der vergleichsweise komplexen Struktur des durch das Nabenteil
und die genannten Aufnahmen charakterisierten Grundkörpers des Rotors gestaltet
sich die zerspanende Bearbeitung relativ komplex sowie kostenaufwendig
und ist mit einem nicht unbeträchtlichen Werkstoffverlust verbunden.
Aus der DE 24 19 865 C2, der GB 2 098 516 A und dem DE 93 07 465.4 U1 ist
es ferner bekannt, den Rotor einer Laborzentrifuge über ein Gießverfahren,
beispielsweise in der Form eines Spritzguss-, oder eines Schleudergussverfahrens
herzustellen. Hierbei kommt ein thermoplastischer Kunststoff, ein warm
aushärtbares Kunstharz oder ein Metall wie z.B. Aluminium zur Anwendung.
Diese spanlosen Herstellungsverfahren dienen der Verminderung des Fertigungsaufwands
zur Herstellung des Rotors.
Es ist vor diesem Hintergrund die Aufgabe der Erfindung, einen Rotor der eingangs
bezeichneten Art in einfacher Weise dahingehend auszugestalten, dass
der dessen Herstellungsprozess zugrunde liegende Rohling eine weitergehendere,
an die endgültige Gestalt des Rotors angepasste Ausgestaltung bereits
erfahren hat, so dass auf die Fertigbearbeitung abzielende, auf einer beispielsweise
zerspanenden Bearbeitung beruhende Maßnahmen weniger aufwendig
ausfallenund insgesamt ein geringerer Werkstoffverlust eintritt. Insgesamt soll
ein im Vergleich zum Stand der Technik kostengünstiger herstellbarer Rotor zur
Verfügung gestellt werden. Gelöst ist diese Aufgabe bei einem solchen Rotor
durch die Merkmale des Kennzeichnungsteils des Anspruchs 1.
Erfindungswesentlich ist hiernach, dass in Abweichung von dem eingangs dargelegten
Stand der Technik der Grundkörper des Rotors ein Umformteil ist. Der
auf diese Weise gegebene Vorfertigungsgrad des Rotors ist in jedem Fall
zumindest derart angelegt, dass der Grundkörper bereits das Nabenteil und
die, zur Aufnahme der Trenngefäße bestimmten Aufnahmeabschnitte in der
jeweils dem Fertigteil entsprechenden räumlichen Verteilung umfaßt. Dies bedeutet,
dass eine Fertigbearbeitung faktisch darauf beschränkt werden kann,
die endgültigen Bohrungsabmessungen der Aufnahmeabschnitte und des Nabenteils
zu erstellen, wobei im übrigen lediglich noch - soweit erforderlich - eine
solche Bearbeitung hinzukommt, die auf einen Ausgleich eventuell vorhandener
Unwuchten gerichtet ist. Infolge eines wesentlich höhreren Vorfertigungsgrades
können dementsprechend die Maßnahmen beschränkt werden, die auf
eine Fertigbearbeitung gerichtet sind, so dass im Ergebnis ein kostengünstig
herstellbarer Rotor als auswechselbares Teil üblicher Laborzentrifugen zur
Verfügung gestellt werden kann. Innerhalb der Gruppe der sogenannten Umformverfahren
werden bekanntlich Druck-, Zug-, und Druck-Zug-Umverfahren,
insbesondere in der, sich aus der Relativbewegung von Werkstück und Werkzeug
jeweils gegebenen konkreten Ausprägung unterschieden. Die Verfahrenstechnik
des Massivumformens bietet sich ferner Form des Kalt- und
Warmumformens an, die in Abhängigkeit von den gewünschten geometrischen
Formen sowie den Eigenschaften des eingesetzten metallischen Werkstoffs in
weiten Grenzen variiert werden können. Beispielsweise ist ein Kaltumformen im
Vergleich zu einem Warmumformen durch höhere Fließspannungen des
Werkstoffs und demzufolge höhere Umformkräfte, ein geringeres
Umformvermögen bis zur Erreichung einer Bruchformänderung, jedoch
gleichermaßen durch eine erheblich bessere Oberflächengüte, eine höhere
Maßhaltigkeit und entsprechend geringe Nachbearbeitungskosten gekennzeichnet.
In Abhängigkeit von dem jeweiligen Umformgrad kommt unter Umständen
eine mehrstufige Kaltverformung in Betracht, ggf. unter Einsatz einer
zwischengeordneten Wärmebehandlung zur Beseitigung von Verfestigungen.
Ein Warmumformverfahren ist demgegenüber durch niedrigere Fließspannungen
des Werkstoffs, ein höheres Umformvermögen, jedoch gleichermaßen
auch eine geringere Maßhaltigkeit und Oberflächenqualität gekennzeichnet.
Allgemein werden durch ein plastisches Fließen Härten, Zugfestigkeit und
Streckgrenze metallischer Werkstoffe erhöht, wobei sich die Werte für die
Kerbschlagzähigkeit, die Dehnung und die Einschnürung jedoch im Allgemeinen
vermindern. Werkstoffabhängig lässt sich durch zweckmäßige Wahl des
Umformverfahrens somit erreichen, dass die ursprünglich eingesetzten Werkstoffe
infolge von umformbedingten Gefügeveränderungen verbesserte Gebrauchseigenschaften
aufweisen. Der an sich bekannte physikalische Zusammenhang
zwischen Umformtemperatur, Fließspannung, Bruchformänderung,
dem maximalen Umformvermögen sowie den durch das Ergebnis des Verfahrens
veranlassten Umformkosten ermöglicht somit zahlreiche, auf eine
Kostenoptimierung gerichtete Gestaltungsmöglichkeiten, so dass in jedem Fall
ein kostengünstig hergestelltes Formteil mit den zu erwartenden Beanspruchungen
angepassten Eigenschaften zur Verfügung gestellt werden kann.
Die Merkmale der Ansprüche 2 und 3 sind auf die konkrete Ausgestaltung des
jeweiligen Formteils gerichtet, welches eine schüsselartige Grundgestalt aufweist,
an deren Innenseite die zur Aufnahme der Trenngefäße bestimmten
Aufnahmeabschnitte angeformt sind. Die Anbringung der Bohrungen des Nabenteils
einerseits und der Aufnahmeabschnitte andererseits kann in unterschiedlicher
Weise erfolgen, beispielsweise mittels eines Zerteil- bzw.
Schneidvorgangs, der in einfacher Weise mit einem Umformverfahren zusammenfassbar
ist. Gleichermaßen können jedoch während des Umformverfahrens
auch Lochungsschritte vorgesehen sein, so dass ein gelochtes Formteil zur
Verfügung gestellt wird.
Die Merkmale der Ansprüche 4 und 5 sind auf die weitere Konkretisierung des
Grundkörpers des Rotors, insbesondere der räumlichen Orientierung der Aufnahmeabschnitte
gerichtet. Im Ergebnis wird auf diesem Wege ein sogenannter
Winkelrotor hergestellt, der zur Aufnahme langgestreckter, im Wesentlichen
zylindrischer Trenngefäße eingerichtet ist, deren Achsen sich unter einem definierten
Winkel zur Rotationsachse des Rotors erstrecken.
Die Erfindung wird im folgenden unter Bezugnahme auf das in den Zeichnungen
schematisch wiedergegebene Ausführungsbeispiel näher erläutert werden.
Es zeigen:
Es wird im folgendem zunächst auf die zeichnerischen Darstellungen der Fig. 1
und 2 Bezug genommen.
Diese zeigen den Grundkörper des Rotors 1 einer Laborzentrifuge, der nach
Art eines Winkelrotors ausgebildet ist. Dieser weist ein zentral angeordnetes
Nabenteil 2 auf, durch dessen Achse 3 die Drehachse des Rotors innerhalb der
Laborzentrifuge definiert ist. Der Grundkörper des Rotors besteht aus einer im
wesentlichen zur Unterseite 4 hin offenen schüsselartigen Hohlstruktur, die sich
global zur Oberseite 5 hin konisch verjüngt.
Mit 6 sind an die Innenseite der Umfangswandung 7 angeformte Aufnahmeabschnitte
für Trenngefäße bezeichnet, auf deren Wiedergabe jedoch verzichtet
worden ist. In dem gezeigten Ausführungsbeispiel sind sechs Aufnahmeabschnitte
in gleichförmiger Umfangsverteilung vorgesehen, deren jeweilige Achsen
8 unter einem Winkel zur Achse 3 der Rotors verlaufen, insbesondere derart,
dass sich die Achsen 8 entlang von Mantellinien eines bezüglich der Achse
3 rotationssymmetrischen Kreiskegels erstrecken.
Die Oberseite 5 des Rotors ist durch eine, das Nabenteil 2 ringartig umgebende,
bezüglich der Achse 3 rotationssymmetrische Ausnehmung 9 gekennzeichnet,
deren Bodenfläche 10 aus einem ersten, an das Nabenteil 2 anschließenden,
sich senkrecht zu der Achse 3 erstreckenden Kreisringabschnitt
11 und einem zweiten, sich in radial auswärtiger Richtung an diesen Kreisringabschnitt
11 anschließenden, einen bezüglich der Achse 3 konisch verlaufenden,
die Ausnehmung 9 in Richtung zur Oberseite 5 hin erweiternden
Kegelabschnitt 12 besteht.
Das Nabenteil 2 ragt oberseitig aus der oberen, radial äußeren Berandung 13
des Rotors 1 heraus, welche eine kreisringartige, sich senkrecht zu der Achse 3
erstreckende Fläche bildet. Es weist im übrigen eine Außenwandung 14 auf,
die die Gestalt eines zur Unterseite 4 hin sich erweiternden Kegelstumpfs bildet.
Mit 15 sind Ansatzblöcke bezeichnet, die sich jeweils in einer mittigen
Position zwischen zwei Aufnahmeabschnitten 6 befinden und in gleicher Weise
wie letztere an der Innenseite der Umfangswandung 7 angeformt sind.
Die Umfangswandung 7 ist in einen, sich an den Bodenabschnitt des Grundkörpers
unmittelbar anschließenden, zur Unterseite 4 hin sich konisch erweiternden
ersten Abschnitt 17 und einen, sich an diesen Abschnitt 17 zur Unterseite
hin anschließenden zylindrischen Abschnitt 18 unterteilt, wobei die genannten
Ansatzblöcke 15 unmittelbar an den zylindrischen Abschnitt 18 angeformt
sind und im wesentlichen auf dessen axiale Erstreckung begrenzt sind.
Die Aufnahmeabschnitte 6 weisen global eine den Trenngefäßen ähnliche
äußere Gestaltung auf und erstrecken sich bis in eine, die untere Berandung 19
enthaltende Ebene senkrecht zu der Achse 3. Die axiale Erstreckung des Rotors
1 wird somit in Abhängigkeit von dem Neigungswinkel der Achsen 8 gegenüber
der Achse 3 sowie der Länge der aufzunehmenden Trenngefäße bestimmt.
Erfindungswesentlich ist nunmehr, dass ein solcher Rotorgrundkörper in einem
Umformverfahren, insbesondere einem Massivumformverfahren aus einem
Rohling hergestellt wird, und zwar im einfachsten Fall in der in den Fig. 1 und 2
dargestellten Form, die dadurch gekennzeichnet ist, dass die in diesen Zeichnungen
gestrichelt wiedergegebene, sich durchgängig erstreckende Aufnahmebohrung
20 des Nabenteils 2 sowie die ebenfalls gestrichelt wiedergegebenen
Aufnahmebohrungen 21 der Aufnahmeabschnitte 6 in einem sich anschließenden
Verfahrensschritt beispielsweise durch zerspanende Bearbeitung
hergestellt werden müssen.
Das Umformverfahren kann in Abhängigkeit von dem projektierten Umformungsgrad,
dem Werkstoff sowie der gewünschten Maßhaltigkeit des Werkstücks
in der Kombination mehrerer Umformungsabschitte warm und/oder kalt
durchgeführt werden. So ist ein Kaltumformverfahren zwar durch im Vergleich
zu einem Warm- oder Halbwarmumformverfahren höhere Umformkosten jedoch
auch durch eine höhere Maßhaltigkeit sowie Oberflächengüte und demzufolge
geringere Nacharbeitskosten gekennzeichnet. Bei einem Warmumformverfahren,
z.B. einem Schmieden ergibt sich aufgrund einer geringeren
Maßhaltigkeit sowie Oberflächengüte die Notwendigkeit weiterer Nachbearbeitung.
Als Warmumformung soll in diesem Sinne eine Verformung oberhalb der Rekristallisationstemperatur
verstanden werden, wohingegen ein Kaltumformen
unterhalb der Rekristallisationstemperatur stattfindet.
Grundsätzlich können mehrere der zahlreichen Verfahrensvarianten des Massivumformens
in Kombination eingesetzt werden, beispielsweise ein
Druck-, Zugdruck- und Zugumformverfahren. Ein besonderer Vorteil dieser
Formgebungsverfahren besteht auch darin, dass entsprechend dem jeweils
eingesetzten metallischen Werkstoff und in Abhängigkeit von dem Parametern
des Umformprozesses eine Werkstoffverfestigung und damit Qualitätsverbesserung
einhergeht.
Nachbearbeitungen des Rotors sind hauptsächlich zur Beseitigung von eventuellen
Unwuchten bezüglich der Achse 3, die eine Hauptträgheitsachse des
Rotors bilden soll, erforderlich. Diesen Zweck dienen unter anderem auch die
genannten Ansatzblöcke 15.
Der in einem Umformverfahren erreichte Verfertigungsgrad kann gegenüber
dem aus den Fig. 1 und 2 ersichtlichen Beispiel weitergeführt werden. So kann
eine zylindrische, zu der Achse 3 koaxiale Durchgangsbohrung 22 in der Form
eines Lochungsvorgangs beispielsweise mittels eines Hohldornes in das
Nabenteil 2 eingebracht werden. Die Fertigbearbeitung der Aufnahmebohrung
20, die in einen oberseitigen zylindrischen Teil 20' und einen zur Unterseite hin
sich konisch erweiternden Abschnitt 20'' unterteilt ist, kann dann einem zerspanenden
Bearbeitungsschritt durchgeführt werden.
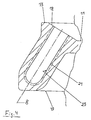
Darüber hinaus kann - wie Fig. 4 zeigt - auch in die Aufnahmeabschnitte 6 des
Rotors 1 mittels eines geeigneten Lochungs- bzw. Schneidverfahrens eine
Bohrung 23 eingebracht werden, deren Kontur im wesentlichen der zur Aufnahme
von Trenngefäßen bestimmten Aufnahmebohrung 21 entspricht, welch
letztere in einem weiteren, die Fertigbearbeitung bildenden zerspanenden Bearbeitungsschritt
hergestellt werden muß.
Der Rotor kann alternativ zu dem oben aufgeführten Umformverfahren auch
über ein weiteres spanloses Arbeitsverfahren, z.B. durch Gießen, Pressen oder
Sintern hergestellt werden. In jedem Fall ergibt sich infolge dieser Herstellungstechnik
ein weitestgehend vorgefertigter Rotorkörper der im Vergleich zu
dem eingangs dargelegten Stand der Technik in einem bedeutend geringeren
Ausmaß einer zerspanenden Nachbearbeitung bedarf und dessen Herstellung
mit einem entsprechend geringeren Werkstoffverlust verbunden ist.
Claims (8)
- Rotor (1) für eine Laborzentrifuge mit einem Grundkörper, der mit einem zentral angeordneten, zur lösbaren Verbindung mit der Antriebswelle der Zentrifuge bestimmten Nabenteil (2) sowie peripher in gleichförmiger Umfangsverteilung angeordneten Aufnahmeabschnitten (6) für langgestreckte Trenngefäße versehen ist,
dadurch gekennzeichnet,dass der Grundkörper ein Umformteil ist. - Rotor nach Anspruch 1,
dadurch gekennzeichnet,dass der Grundkörper ein global schüsselartiges, einen Bodenabschnitt (16) und eine, sich an diesen radial außenseitig anschließende, sich in Richtung auf den Bodenabschnitt (16) konisch verjüngende Umfangswandung (7) aufweisendes Bauteil ist,dass entlang der Innenseite der Umfangswandung (7) die Aufnahmeabschnitte (6) angeformt sind unddass an dem Bodenabschnitt (16), und zwar auf der, der Umfangswandung (7) axial abgekehrten Seite das Nabenteil (2) angeformt ist. - Rotor nach Anspruch 1 oder 2,
gekennzeichnet durchspanlos oder über ein Zerteil-, insbesondere Schneidverfahren hergestellte Durchgangsbohrung (22) des Nabenteils (2) und/oder Aufnahmebohrungen (21) der Aufnahmeabschnitte (6). - Rotor nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet,dass die Aufnahmeabschnite (6) als langgestreckte, global an die Gestalt der Trenngefäße angepaßte Ausformungen der Innenseite der Umfangswandung (7) ausgebildet sind. - Rotor nach Anspruch 4,
dadurch gekennzeichnet,dass sich die Achsen (8) aller Aufnahmeabschnitte (6) entlang der Mantellinien eines zu der Achse (3) des Rotors (1) rotationssymmetrischen Kegels erstrecken. - Rotor nach einem der vorangegangenen Ansprüche 2 bis 5,
dadurch gekennzeichnet,dass der Grundkörper auf der dem Bodenabschnitt (16) axial gegenüberliegenden Seite eine ringartige Ausnehmung (9) aufweist,dass die Ausnehmung (9) aus einem radial inneren, sich senkrecht zu der Achse (3) erstreckenden Kreisringabschnitt (11) und einem, sich radial außenseitig an diesen Kreisringabschnitt (11) anschließenden Kegelflächenabschnitt (12) besteht, unddass die Aufnahmeabschnitte (6) an diesen Kegelflächenabschnitt (12) angeformt sind. - Rotor nach Anspruch 6,
dadurch gekennzeichnet,dass sich die Achsen (8) der Aufnahmebohrungen (21) der Aufnahmeabschnitte (6) - in einem Axialschnitt gesehen - senkrecht zu der Schnittfläche des Kegelabschnitts (12) erstrecken. - Rotor nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet,dass der Grundkörper in gleichförmiger Umfangsverteilung mit Ansatzblöcken (15) ausgerüstet ist.,
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29914207U DE29914207U1 (de) | 1999-08-14 | 1999-08-14 | Rotor für eine Laborzentrifuge |
| DE29914207U | 1999-08-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1077088A1 true EP1077088A1 (de) | 2001-02-21 |
Family
ID=8077495
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00115951A Withdrawn EP1077088A1 (de) | 1999-08-14 | 2000-07-26 | Rotor für eine Laborzentrifuge |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1077088A1 (de) |
| DE (1) | DE29914207U1 (de) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3825178A (en) * | 1971-12-17 | 1974-07-23 | American Hospital Supply Corp | Centrifuge rotor |
| GB2098516A (en) * | 1981-04-14 | 1982-11-24 | Fisons Plc | Centrifuge rotor |
| DE3334655A1 (de) * | 1983-09-24 | 1985-04-18 | Heraeus-Christ Gmbh, 3360 Osterode | Zentrifugenrotor |
| EP0487915A1 (de) * | 1990-11-30 | 1992-06-03 | Firma Andreas Hettich | Winkelkopf für Zentrifugen |
| US5279538A (en) * | 1991-11-18 | 1994-01-18 | E. I. Du Pont De Nemours And Company | Centrifuge rotor having a predetermined region of failure |
| US5310527A (en) * | 1992-12-14 | 1994-05-10 | E. I. Du Pont De Nemours And Company | Tube for use in a pelleting centrifuge rotor |
| EP0832692A2 (de) * | 1996-09-26 | 1998-04-01 | Beckman Instruments, Inc. | Zentrifugenrotor mit reduzierter Massenträgheit |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL8700642A (nl) * | 1987-03-18 | 1988-10-17 | Ultra Centrifuge Nederland Nv | Centrifuge voor het scheiden van vloeistoffen. |
| KR950701843A (ko) * | 1992-06-10 | 1995-05-17 | 개셈 맬렉매다니 모하메드 | 고정각 복합물 원심 분리기 회전자(fixed-angle composite centrifuge rotor) |
| DE9307465U1 (de) * | 1993-05-17 | 1994-02-03 | Fa. Andreas Hettich, 78532 Tuttlingen | Horizontal-Zentrifugenrotor |
-
1999
- 1999-08-14 DE DE29914207U patent/DE29914207U1/de not_active Expired - Lifetime
-
2000
- 2000-07-26 EP EP00115951A patent/EP1077088A1/de not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3825178A (en) * | 1971-12-17 | 1974-07-23 | American Hospital Supply Corp | Centrifuge rotor |
| GB2098516A (en) * | 1981-04-14 | 1982-11-24 | Fisons Plc | Centrifuge rotor |
| DE3334655A1 (de) * | 1983-09-24 | 1985-04-18 | Heraeus-Christ Gmbh, 3360 Osterode | Zentrifugenrotor |
| EP0487915A1 (de) * | 1990-11-30 | 1992-06-03 | Firma Andreas Hettich | Winkelkopf für Zentrifugen |
| US5279538A (en) * | 1991-11-18 | 1994-01-18 | E. I. Du Pont De Nemours And Company | Centrifuge rotor having a predetermined region of failure |
| US5310527A (en) * | 1992-12-14 | 1994-05-10 | E. I. Du Pont De Nemours And Company | Tube for use in a pelleting centrifuge rotor |
| EP0832692A2 (de) * | 1996-09-26 | 1998-04-01 | Beckman Instruments, Inc. | Zentrifugenrotor mit reduzierter Massenträgheit |
Also Published As
| Publication number | Publication date |
|---|---|
| DE29914207U1 (de) | 2000-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0922591A2 (de) | Rad für ein Kraftfahrzeug mit Hohlspeichen | |
| DE19882924B3 (de) | Verfahren zum Formen eines Fahrzeugrades und Radscheibe zur Verwendung in einem Fahrzeugrad | |
| DE2624854C3 (de) | Rollendrückvorrichtung zum Herstellen eines becherförmigen Riemenscheiben-Rohteils | |
| EP1108483B1 (de) | Verfahren und Vorrichtung zum Drückwalzen | |
| EP0907519A1 (de) | Rad für ein kraftfahrzeug | |
| DE4201838A1 (de) | Felge fuer ein kraftfahrzeug | |
| DE10013395C1 (de) | Verfahren zur Herstellung eines einteiligen Kühlkanalkolbens, insbesondere für einen Dieselmotor, sowie ein danach hergestellter einteiliger Kühlkanalkolben | |
| DE102009044678B4 (de) | Verfahren und Vorrichtung zur Herstellung einer formschlüssigen Verbindung von unterschiedlichen topfförmigen Bauteilen einer Bremstrommel | |
| DE3447718A1 (de) | Vorrichtung zum verwinden der schaufeln eines einstueckigen, beschaufelten laufrades | |
| EP0458047B1 (de) | Fräskrone | |
| DE112018002355T5 (de) | Verfahren zum Herstellen eines Edelstahl-Kugelzapfens für ein Kraftfahrzeug-Aufhängungssystem | |
| EP3278894B1 (de) | Drückwalzmaschine und umformverfahren zum herstellen eines rades | |
| EP2381136B1 (de) | Welle mit einem stirnseitig angegossenen Zahnrad und Verfahren zum Herstellen einer solchen Welle | |
| EP0814010B1 (de) | Blech-Lenkrad | |
| EP1077088A1 (de) | Rotor für eine Laborzentrifuge | |
| EP1140387B1 (de) | Verfahren zur herstellung einer luftreifenfelge | |
| DE10152316B4 (de) | Verfahren zur Herstellung eines Kolbens | |
| DE3728142C2 (de) | ||
| EP1963717B1 (de) | Differentialgehäuse und herstellungsverfahren | |
| EP1909985B1 (de) | Verfahren zum umformen einer blechronde | |
| DE10108497A1 (de) | Verfahren zur spanlosen Herstellung eines nabenförmigen Ansatzes an einem rotationssymmetrischen Formling | |
| DE19643820C1 (de) | Verfahren zur spanlosen Herstellung einer Nabe | |
| DE4240613C2 (de) | Topfförmiges Werkstück mit einer axialen Innenverzahnung und einer radialen Stirnverzahnung, Verfahren zur Herstellung des Werkstücks und Vorrichtung zur Durchführung des Verfahrens | |
| DE10230745B4 (de) | Verfahren zur Herstellung eines Kolbens mit kurzer Kompressionshöhe | |
| DE102020127595B4 (de) | Gussrad mit einer rotationsachse für ein kraftfahrzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010313 |
|
| AKX | Designation fees paid |
Free format text: DE FR GB |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20060324 |