EP1084774A1 - Procédé de fabrication continue d'un tube de métal soudé longitudinalement et ondulé - Google Patents
Procédé de fabrication continue d'un tube de métal soudé longitudinalement et ondulé Download PDFInfo
- Publication number
- EP1084774A1 EP1084774A1 EP00400265A EP00400265A EP1084774A1 EP 1084774 A1 EP1084774 A1 EP 1084774A1 EP 00400265 A EP00400265 A EP 00400265A EP 00400265 A EP00400265 A EP 00400265A EP 1084774 A1 EP1084774 A1 EP 1084774A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hollow shaft
- corrugated
- shaft motor
- speed
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/02—Making hollow objects characterised by the structure of the objects
- B21D51/12—Making hollow objects characterised by the structure of the objects objects with corrugated walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/20—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes or tubes with decorated walls
- B21C37/207—Making helical or similar guides in or on tubes without removing material, e.g. by drawing same over mandrels, by pushing same through dies ; Making tubes with angled walls, ribbed tubes or tubes with decorated walls with helical guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49764—Method of mechanical manufacture with testing or indicating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5185—Tube making
Definitions
- the invention relates to a method and a device according to the preamble of Claims 1 and 7.
- DE-A-16 52 990 describes a device for continuous wave-thin-walled, in particular longitudinally welded smooth tubes are known, in which one of one Retracted spool metal strip formed into a slotted tube on his Longitudinal edges welded and fed to a corrugated device in which the welded smooth tube is provided with a helical corrugation.
- the Corrugated device consists of a housing in which coaxial to the continuous Smooth tube a shaft head is arranged rotatably. In the well head is A Weller roller ring is eccentric to the smooth tube and inclined under the screw pitch freely rotatably mounted on the surface of the Rolls smooth tube and thereby forms the wall of the smooth tube.
- the rotary drive of the shaft head is via a gear with a trigger device coupled, with which the smooth pipe is transported.
- the well head is on a hollow shaft attached, which carries a gear on its outer surface, which with a pinion of a gear train.
- the gear transmission is infinitely variable Gearbox coupled with a main drive motor, which at the same time the Trigger device drives.
- corrugated device is described in DE-A-20 49 235.
- a corrugated tool is mounted in the well head, which has a Deformation rib which produces the corrugation.
- the deformation rib has one helical course, their clear width is smaller than the outer diameter of the smooth tube.
- the deformation rib practically screws onto that Smooth pipe and forms a helical corrugation in the pipe wall.
- This Welltechnik is mainly used for the production of high-frequency cables.
- the present invention is therefore based on the object, the known Corrugation process and corrugation devices to improve that the rotating masses reduced and thereby the rotational speed of the Wellerkopfes increased and thus a higher production speed can be achieved.
- the main advantage of the invention is the fact that by using a Hollow shaft motor the number of rotating machine elements in the shaft device a minimum can be traced.
- the moment of inertia of the rotating Elements is based on the moment of inertia of the hollow shaft or the rotor of the Hollow shaft motor reduced. This results in an increase in the control speed of the drive system, which leads to an improvement in the quality of the corrugated pipes.
- the corrugated tubes for high-frequency transmission z. B. as a waveguide or used as the inner and / or outer conductor of a coaxial high-frequency cable uniform shape of the curl leads to a reduction in the height of Reflection peaks and a reduction in the reflection level.
- FIGS. 1 to 4 Exemplary embodiments explained in more detail.
- Fig. 1 shows a view of a production line 1 for z. B. coaxial radio frequency cables.
- a storage drum 3 From a storage drum 3 is the spacers with unspecified provided inner conductor 5, z. B. a corrugated copper tube, deducted.
- a metal strip 11, z. B. copper From one Supply spool 7 is a metal strip 11, z. B. copper, subtracted by a Cleaning system 9 transported and fed to a molding device 13, in which the Copper tape 11 to a tube concentric with the inner conductor 5 with a longitudinal slot is formed.
- a welding device 15 preferably a TIG Welding device, the longitudinal slot is welded.
- a trigger device 17 Seen in the direction of flow behind the welding device 15, a trigger device 17 is arranged, which welded tube 23 and thus the inner conductor 5 and the copper strip 11 transported.
- the trigger device 17 consists of an endless chain 19, on which in certain Distances to each other collets 21 are mounted. Inside the fume cupboard 31 sprockets 33 and 35 are provided around which the endless chain 19 is led around.
- the sprocket 33 is by means of an electric motor, not shown driven and drives the chain 19 with the collets 21 mounted thereon, whereas the chain wheel 35 serves as a chain tensioning wheel.
- a corrugated device 25 which is arranged in the Wall of the welded tube 23 an annular or helical corrugation molded.
- the high-frequency cable produced in this way is regulated by a dancer 27 a cable drum 29 wound up.
- the tube forms in the finished high-frequency cable 23, after it has been corrugated, the outer conductor.
- the trigger device 17 is the subject of DBP 11 64 355, to which reference is taken.
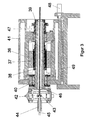
- the corrugated device is shown in a fixed housing 36 .
- the rotor 38 of the electric motor is a hollow shaft trained (hollow shaft motor).
- the rotor 38 is fixedly connected to a hollow shaft 39, for. B. pressed or shrunk.
- the hollow shaft 39 is via roller bearings or bearings 40 and 41 with a longitudinally displaceable inner ring rotatable in the fixed housing 36 stored.
- the shaft head 42 is flanged, which thus the hollow shaft 39 is driven directly by the hollow shaft motor.
- a corrugated washer 43 which generates the corrugation in the smooth tube 45.
- the washer can be an annular, i.e. H. have self-contained deformation rib. In this case it is Inner diameter of the deformation rib larger than the outer diameter of the Smooth tube 45, the washer 43 is freely rotatable and to the longitudinal axis of the smooth tube inclined and eccentric to the pipe axis. The washer 43 rolls on from the surface of the smooth tube 45 when the shaft head 42 rotates and generates due to the eccentric bearing, a helical corrugation (see corrugated tube 46).
- a corrugated washer 43 used with a helical deformation rib.
- the speed of the hollow shaft motor is coupled to the speed of the electric motor for the trigger device via a fixed ratio, however, depending on the dimensions of the corrugated metal tube to be produced.
- the pitch is the distance between two wave crests.
- the speed of the hollow shaft motor is measured by means of a resolver or incremental encoder 47.
- This change in the specified data is determined by a sensor 48 measured.
- the sensor 48 can either be a linear potentiometer or a pressure cell or bending elements known per se can be equipped with strain gauges.
- the measured value is entered in the control loop and the speed of the hollow shaft motor either increased (when pushing) or decreased (when pulling).
- the hollow shaft motor is on one longitudinally displaceable slide 49, the displacement of which by Linear potentiometer 48 or its on a pressure cell or bending element acting axial force is measured.
- control scheme for the corrugated process according to the invention is intended to be illustrated in FIG be made clear.
- the production speed is specified from the desk.
- an empirically determined ratio i soll between the speed of the take-off n A and the speed n Weller is specified.
- the value determined by the measuring device 48 is correspondingly entered into the control circuit and a corrected ratio i corr is added to the predetermined value i soll .
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Electric Cables (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Metal Extraction Processes (AREA)
- Manufacture Of Motors, Generators (AREA)
- Sewing Machines And Sewing (AREA)
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK00400265T DK1084774T3 (da) | 2000-01-28 | 2000-01-28 | Fremgangsmåde til kontinuerlig fremstilling af langsømsvejsede og korrugerede metalrør og indretning til gennemførelse af fremgangsmåden |
| EP00400265A EP1084774B1 (fr) | 2000-01-28 | 2000-01-28 | Procédé de fabrication continue d'un tube de métal soudé longitudinalement et ondulé er dispositif pour la mise en oeuvre de ce procédé |
| DE50001596T DE50001596D1 (de) | 2000-01-28 | 2000-01-28 | Verfahren zur kontinuierlichen Herstellung längsnahtgeschweisster und gewellter Metallrohre und Vorrichtung zur Durchführung des Verfahrens |
| PT00400265T PT1084774E (pt) | 2000-01-28 | 2000-01-28 | Processo para a producao continua de um tubo de metal soldado longitudinalmente por cordao e enrugado e dispositivo para a execucao do processo |
| AT00400265T ATE235974T1 (de) | 2000-01-28 | 2000-01-28 | Verfahren zur kontinuierlichen herstellung längsnahtgeschweisster und gewellter metallrohre und vorrichtung zur durchführung des verfahrens |
| ES00400265T ES2195842T3 (es) | 2000-01-28 | 2000-01-28 | Procedimiento para la fabricacion continua de un tubo metalico ondulado y soldado con una costura longitudinal y dispositivo para llevar a la practica este procedimiento. |
| CNB001380087A CN1214874C (zh) | 2000-01-28 | 2000-12-29 | 连续制造纵向缝焊接波形金属管的方法和设备 |
| US09/759,239 US6405919B2 (en) | 2000-01-28 | 2001-01-16 | Process for the continuous production of longitudinally seam-welded and corrugated metal tubes |
| CA002332191A CA2332191C (fr) | 2000-01-28 | 2001-01-25 | Processus de production continue de tubes metalliques ondules et soudes par cordons de soudure longitudinaux |
| KR1020010003686A KR100668584B1 (ko) | 2000-01-28 | 2001-01-26 | 종방향으로 심용접되어 주름진 금속 튜브의 연속 제조 방법 |
| JP2001018319A JP2001232422A (ja) | 2000-01-28 | 2001-01-26 | 縦シーム溶接され波形付けされた金属管を連続的に製造する方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00400265A EP1084774B1 (fr) | 2000-01-28 | 2000-01-28 | Procédé de fabrication continue d'un tube de métal soudé longitudinalement et ondulé er dispositif pour la mise en oeuvre de ce procédé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1084774A1 true EP1084774A1 (fr) | 2001-03-21 |
| EP1084774B1 EP1084774B1 (fr) | 2003-04-02 |
Family
ID=8173524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00400265A Expired - Lifetime EP1084774B1 (fr) | 2000-01-28 | 2000-01-28 | Procédé de fabrication continue d'un tube de métal soudé longitudinalement et ondulé er dispositif pour la mise en oeuvre de ce procédé |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6405919B2 (fr) |
| EP (1) | EP1084774B1 (fr) |
| JP (1) | JP2001232422A (fr) |
| KR (1) | KR100668584B1 (fr) |
| CN (1) | CN1214874C (fr) |
| AT (1) | ATE235974T1 (fr) |
| CA (1) | CA2332191C (fr) |
| DE (1) | DE50001596D1 (fr) |
| DK (1) | DK1084774T3 (fr) |
| ES (1) | ES2195842T3 (fr) |
| PT (1) | PT1084774E (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1295652A3 (fr) * | 2001-09-22 | 2003-11-12 | Nexans | Procédé pour la fabrication de tubes à soudure longitudinale et ondulés en hélice |
| EP2243567A1 (fr) * | 2009-04-21 | 2010-10-27 | Nexans | Dispositif de fabrication de tuyaux ondulés transversalement par rapport à leur direction longitudinale |
| EP2329896A1 (fr) * | 2009-12-04 | 2011-06-08 | Nexans | Dispositif d'enroulement continu d'un tuyau métallique |
| US9283607B2 (en) | 2011-09-12 | 2016-03-15 | Nexans | Device for corrugating a pipe consisting of metal |
| DE102021101530A1 (de) | 2021-01-25 | 2022-07-28 | Achenbach Buschhütten GmbH & Co. KG | Haspel zum Aufwickeln oder Abwickeln von bandförmigen Material und Verfahren |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100351203B1 (ko) * | 2000-06-13 | 2002-09-05 | 한국기계연구원 | 하니컴체 제조장치 |
| KR100340802B1 (ko) * | 2000-06-13 | 2002-06-20 | 황해웅 | 배기가스 정화용 금속담체의 대량생산용 제조장치 및 그를이용한 금속담체의 제조방법 |
| FR2833746B1 (fr) * | 2001-12-19 | 2004-02-20 | Acome Soc Coop Travailleurs | Procede de fabrication en continu d'un cable coaxial annele |
| DE10221534A1 (de) * | 2002-05-15 | 2003-11-27 | Nexans | Leitungsrohr für den Transport von tiefgekühlten Medien |
| US7503116B2 (en) * | 2004-01-20 | 2009-03-17 | Noble Advanced Technologies, Inc. | Continuous process for producing a shaped steel member |
| US7254977B2 (en) * | 2004-01-20 | 2007-08-14 | Pullman Industries, Inc. | Coolant delivery system and continuous fabrication apparatus which includes the system |
| EP2131407A1 (fr) * | 2008-06-05 | 2009-12-09 | Nexans | Câble supraconducteur avec faibles pertes de CA |
| EP2752256B1 (fr) | 2013-01-07 | 2016-06-15 | Nexans | Dispositif pour le formage d'ondulations sur un tuyau |
| EP2821157A1 (fr) | 2013-07-04 | 2015-01-07 | Nexans | Dispositif et procédé d'impression d'une ondulation dans un tube |
| CN108568638A (zh) * | 2018-05-24 | 2018-09-25 | 天津彼洋科技有限公司 | 多层多道机器人焊接变位机 |
| CN108906946B (zh) * | 2018-07-24 | 2023-05-30 | 广东斯坦德流体系统有限公司 | 一种空心转子成型设备 |
| EP3936275A1 (fr) * | 2020-07-06 | 2022-01-12 | Primetals Technologies Germany GmbH | Méthode et installation de soudage de bandes métalliques |
| CN114749555A (zh) * | 2022-05-11 | 2022-07-15 | 浙江福莱斯伯光电科技有限公司 | 一种金属软管成型装置及其成型方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE690138C (de) * | 1935-10-30 | 1940-04-17 | Pforzheim Metallschlauch | Werkzeug zur Herstellung von Metallschlaeuchen aus glattwandigen Rohren durch schraubengangfoermige Rillung |
| DE1652990B1 (de) * | 1961-05-17 | 1969-10-02 | Kabel Metallwerke Ghh | Einrichtung zum kontinuierlichen Wellen duennwandiger,insbesondere laengsnahtgeschweisster Glattrohre |
| JPS60137526A (ja) * | 1983-12-27 | 1985-07-22 | Hitachi Cable Ltd | 転造加工機 |
| JPH0386314A (ja) * | 1989-08-30 | 1991-04-11 | Mitsubishi Materials Corp | 金属管内外面加工装置 |
| DE4137275A1 (de) * | 1991-11-13 | 1993-05-19 | Kabelmetal Electro Gmbh | Verfahren zur kontinuierlichen herstellung schraubenlinien- oder ringfoermig gewellter metallrohre |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3601570A (en) * | 1967-06-14 | 1971-08-24 | Pacific Roller Die Co Inc | Helical pipe-forming and welding apparatus method |
| DE1778094C3 (de) * | 1968-03-28 | 1978-12-07 | Fraenkische Isolierrohr- & Metallwaren-Werke, Gebr. Kirchner, 8729 Koenigsberg | Vorrichtung zum fortlaufenden Lochen der Wandung von dünnwandigen Faltenrohren |
| US3580024A (en) * | 1968-11-27 | 1971-05-25 | Phelps Dodge Copper Prod | Method and apparatus for corrugating tubes |
| US3613982A (en) * | 1969-02-13 | 1971-10-19 | Caterpillar Tractor Co | Friction welder |
| US3602172A (en) * | 1969-10-29 | 1971-08-31 | Murel B Bray | Vacuum thread trimmer |
| US3700158A (en) * | 1970-04-23 | 1972-10-24 | Friedrich Schatz | Apparatus for making thin walled metal tubing |
| US3662579A (en) * | 1970-10-07 | 1972-05-16 | Armco Steel Corp | Method and apparatus for roll forming ends of helically corrugated pipe |
| US3947947A (en) * | 1970-10-23 | 1976-04-06 | Penn Berks Corporation | Conduit making machine, and method of making an article made thereby |
| US4008592A (en) * | 1975-07-23 | 1977-02-22 | W. E. Hall Company | Method and apparatus for flanging a length of spirally wound corrugated pipe |
| US4205940A (en) * | 1978-03-21 | 1980-06-03 | Westinghouse Electric Corp. | Apparatus for remotely repairing tubes in a steam generator |
| US4339654A (en) * | 1980-02-19 | 1982-07-13 | Thermatool Corp. | Methods for the manufacture of heat exchanger panels |
| US4406142A (en) * | 1981-08-31 | 1983-09-27 | Uop Inc. | Annular corrugator |
| US4413180A (en) * | 1982-02-26 | 1983-11-01 | Automatix Incorporated | Method and apparatus for image acquisition utilizing a hollow shaft motor and a concave, cylindrical reflector |
| US4501948A (en) * | 1982-08-16 | 1985-02-26 | Ga Technologies Inc. | Method and apparatus for forming spiral tubing |
| DE4140729C2 (de) * | 1991-12-11 | 1995-11-16 | Balcke Duerr Ag | Verfahren und Vorrichtung zur Herstellung von Wärmetauscherelementen |
| JP2611720B2 (ja) * | 1993-02-22 | 1997-05-21 | 株式会社デンソー | 連続波状体の切断装置 |
| DE9306460U1 (de) * | 1993-04-29 | 1993-09-16 | Index-Werke Gmbh & Co Kg Hahn & Tessky, 73730 Esslingen | Drehautomat |
| DE19533320C2 (de) * | 1995-09-08 | 1999-01-28 | Ottobeurer Facondreherei Alois | Rundtaktmaschine |
| JPH10113736A (ja) * | 1996-10-08 | 1998-05-06 | Koyo Seiko Co Ltd | 転造加工用スピンドル装置 |
| DE59801046D1 (de) * | 1997-05-14 | 2001-08-23 | Koenig & Bauer Ag | Antrieb für ein rotierendes bauteil einer rotationsdruckmaschine |
-
2000
- 2000-01-28 DE DE50001596T patent/DE50001596D1/de not_active Expired - Lifetime
- 2000-01-28 PT PT00400265T patent/PT1084774E/pt unknown
- 2000-01-28 AT AT00400265T patent/ATE235974T1/de active
- 2000-01-28 ES ES00400265T patent/ES2195842T3/es not_active Expired - Lifetime
- 2000-01-28 DK DK00400265T patent/DK1084774T3/da active
- 2000-01-28 EP EP00400265A patent/EP1084774B1/fr not_active Expired - Lifetime
- 2000-12-29 CN CNB001380087A patent/CN1214874C/zh not_active Expired - Fee Related
-
2001
- 2001-01-16 US US09/759,239 patent/US6405919B2/en not_active Expired - Fee Related
- 2001-01-25 CA CA002332191A patent/CA2332191C/fr not_active Expired - Fee Related
- 2001-01-26 KR KR1020010003686A patent/KR100668584B1/ko not_active Expired - Fee Related
- 2001-01-26 JP JP2001018319A patent/JP2001232422A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE690138C (de) * | 1935-10-30 | 1940-04-17 | Pforzheim Metallschlauch | Werkzeug zur Herstellung von Metallschlaeuchen aus glattwandigen Rohren durch schraubengangfoermige Rillung |
| DE1652990B1 (de) * | 1961-05-17 | 1969-10-02 | Kabel Metallwerke Ghh | Einrichtung zum kontinuierlichen Wellen duennwandiger,insbesondere laengsnahtgeschweisster Glattrohre |
| JPS60137526A (ja) * | 1983-12-27 | 1985-07-22 | Hitachi Cable Ltd | 転造加工機 |
| JPH0386314A (ja) * | 1989-08-30 | 1991-04-11 | Mitsubishi Materials Corp | 金属管内外面加工装置 |
| DE4137275A1 (de) * | 1991-11-13 | 1993-05-19 | Kabelmetal Electro Gmbh | Verfahren zur kontinuierlichen herstellung schraubenlinien- oder ringfoermig gewellter metallrohre |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 009, no. 300 (M - 433) 27 November 1985 (1985-11-27) * |
| PATENT ABSTRACTS OF JAPAN vol. 015, no. 260 (M - 1131) 2 July 1991 (1991-07-02) * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1295652A3 (fr) * | 2001-09-22 | 2003-11-12 | Nexans | Procédé pour la fabrication de tubes à soudure longitudinale et ondulés en hélice |
| EP2243567A1 (fr) * | 2009-04-21 | 2010-10-27 | Nexans | Dispositif de fabrication de tuyaux ondulés transversalement par rapport à leur direction longitudinale |
| EP2329896A1 (fr) * | 2009-12-04 | 2011-06-08 | Nexans | Dispositif d'enroulement continu d'un tuyau métallique |
| CN102179436A (zh) * | 2009-12-04 | 2011-09-14 | 尼克桑斯公司 | 用于金属管连续波纹成形的设备 |
| CN102179436B (zh) * | 2009-12-04 | 2015-03-25 | 尼克桑斯公司 | 用于金属管连续波纹成形的设备 |
| US9283607B2 (en) | 2011-09-12 | 2016-03-15 | Nexans | Device for corrugating a pipe consisting of metal |
| DE102021101530A1 (de) | 2021-01-25 | 2022-07-28 | Achenbach Buschhütten GmbH & Co. KG | Haspel zum Aufwickeln oder Abwickeln von bandförmigen Material und Verfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| DK1084774T3 (da) | 2003-04-22 |
| ATE235974T1 (de) | 2003-04-15 |
| KR20010078061A (ko) | 2001-08-20 |
| DE50001596D1 (de) | 2003-05-08 |
| EP1084774B1 (fr) | 2003-04-02 |
| US6405919B2 (en) | 2002-06-18 |
| ES2195842T3 (es) | 2003-12-16 |
| JP2001232422A (ja) | 2001-08-28 |
| PT1084774E (pt) | 2003-08-29 |
| CA2332191A1 (fr) | 2001-07-28 |
| CN1306890A (zh) | 2001-08-08 |
| US20010010113A1 (en) | 2001-08-02 |
| KR100668584B1 (ko) | 2007-01-17 |
| CN1214874C (zh) | 2005-08-17 |
| CA2332191C (fr) | 2008-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1084774B1 (fr) | Procédé de fabrication continue d'un tube de métal soudé longitudinalement et ondulé er dispositif pour la mise en oeuvre de ce procédé | |
| DE3850873T2 (de) | Verfahren zur herstellung eines spiralförmig aufgewundenen, biegsamen, verriegelten rohrs. | |
| DE2412496B2 (de) | Vorrichtung zur kontinuierlichen Herstellung von schraubenlinienformigen Drahtwickeln | |
| DE1900953A1 (de) | Verfahren und Vorrichtung zum Wellen von Kabelmaenteln od.dgl. | |
| DE4137275A1 (de) | Verfahren zur kontinuierlichen herstellung schraubenlinien- oder ringfoermig gewellter metallrohre | |
| EP1181994B1 (fr) | Dispositif pour la fabrication de tuyaux à ondulations annulaires | |
| EP1295652A2 (fr) | Procédé pour la fabrication de tubes à soudure longitudinale et ondulés en hélice | |
| DE2257981C2 (de) | Vorrichtung zum Durchziehen von Metallrohren mit kreisförmigem Querschnitt durch eine querschnittsverringernde Ziehvorrichtung | |
| DE2458721C3 (de) | Vorrichtung zur Herstellung von Glühlampenwendeln | |
| DE1924483C3 (de) | Vorrichtung zum schraubenlinienförmigen Aufwickeln eines die wandernde Oberfläche eines Wickeldorns bildenden Bandes mit einer der Bandbreite entsprechenden Steigung | |
| DE2043983A1 (de) | Verfahren und Vorrichtung zur Her stellung eines unbegrenzt langen Bandes | |
| DE2832508C3 (de) | Einrichtung zur Herstellung spiralgefalzter und gelochter Rohre | |
| DE2721242C2 (de) | Vorrichtung zum kontinuierlichen schraubenförmigen Wickeln von flexiblen Schläuchen aus einem Band aus flexiblem Material | |
| CH649013A5 (de) | Vorrichtung zum wellen von rohren. | |
| DE2820750C2 (de) | Vorrichtung zum kontinuierlichen Aufbringen einer band- oder drahförmigen Verstärkungswendel auf einen Innenschlauch | |
| DE2264589C3 (de) | Maschine zum Winden von Schraubenfedern | |
| DE3029447C2 (de) | Vorrichtung zum Wellen von Rohren | |
| DE3431120C2 (de) | Verfahren und Vorrichtung zum Wellen von Metallrohren | |
| DE3531699A1 (de) | Einrichtung an einer folienrohrwickelmaschine zur steuerung einer schneidvorrichtung | |
| DE2501943C3 (de) | Vorrichtung zum Herstellen eines Rohres aus einem Blechband | |
| DE2945123A1 (de) | Verfahren und vorrichtung zur herstellung von rohren aus streifenfoermigem material | |
| CH629401A5 (en) | Method and apparatus for the production of a flexible metal tube | |
| DE2156069C3 (de) | Vorrichtung zum kontinuierlichen Herstellen von flexiblen und verstärkten Rohren aus Kunststoff | |
| DE1629490B2 (de) | Vorrichtung zum kontinuierlichen herstellen eines schlauches aus thermoplastischem kunststoff | |
| DE2406910C2 (de) | Vorrichtung zur Herstellung von schraubenlinienförmig gewellten Rohren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000821 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEXANS |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR THE CONTINUOUS PRODUCTION OF A LONGITUDINALLY SEAM WELDED AND CORRUGATED METAL TUBE AND DEVICE FOR CARRYING OUT THIS METHOD |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030402 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: CRONIN INTELLECTUAL PROPERTY |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030402 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50001596 Country of ref document: DE Date of ref document: 20030508 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20030401807 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2195842 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040105 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 20051228 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20060112 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20060127 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20060213 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20060215 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: CRONIN INTELLECTUAL PROPERTY;CHEMIN DE PRECOSSY 31;1260 NYON (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070730 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20070730 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070128 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070129 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20070129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20060125 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20080118 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20110112 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20110117 Year of fee payment: 12 Ref country code: FI Payment date: 20110113 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20110104 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20120123 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20120120 Year of fee payment: 13 |
|
| BERE | Be: lapsed |
Owner name: *NEXANS Effective date: 20120131 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20120801 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120801 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140130 Year of fee payment: 15 Ref country code: FR Payment date: 20140123 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150121 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20150122 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150128 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50001596 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 235974 Country of ref document: AT Kind code of ref document: T Effective date: 20160128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160128 |