EP1121990B2 - Dispositif pour le laminage de bandes d'épaisseur variable périodiquement - Google Patents
Dispositif pour le laminage de bandes d'épaisseur variable périodiquement Download PDFInfo
- Publication number
- EP1121990B2 EP1121990B2 EP01102289A EP01102289A EP1121990B2 EP 1121990 B2 EP1121990 B2 EP 1121990B2 EP 01102289 A EP01102289 A EP 01102289A EP 01102289 A EP01102289 A EP 01102289A EP 1121990 B2 EP1121990 B2 EP 1121990B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- band
- reel
- pay
- thickness
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/16—Control of thickness, width, diameter or other transverse dimensions
- B21B37/24—Automatic variation of thickness according to a predetermined program
- B21B37/26—Automatic variation of thickness according to a predetermined program for obtaining one strip having successive lengths of different constant thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/48—Tension control; Compression control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/38—Control of flatness or profile during rolling of strip, sheets or plates using roll bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/48—Tension control; Compression control
- B21B37/52—Tension control; Compression control by drive motor control
- B21B37/54—Tension control; Compression control by drive motor control including coiler drive control, e.g. reversing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/02—Feeding or supporting work; Braking or tensioning arrangements, e.g. threading arrangements
- B21B39/08—Braking or tensioning arrangements
Definitions
- the present invention relates to the rolling of strips, by means of a roll stand with a roller set to limit the roll gap and a Anstellsystem for determining the width of the roll gap.
- a roll stand In front of the rolling stand is an uncoiler and a take-up reel is arranged downstream of the rolling stand.
- the strip material to be reduced in thickness is unwound from the unwinding reel, passed through the nip between the rolls of the set of rolls, and again wound up in tension on the wind-up reel.
- the aim is the most uniform thickness of the strip-shaped rolling stock after leaving the nip, as of course also located on the unwinding reel in the form of a coil strip-shaped réellezgut should have the same thickness as possible over the entire length. So it should be in the known solutions, the strip-shaped rolling stock as constant as possible output thickness and a constant, smaller final thickness. If, for example, in bodywork, flat sheets in different areas have different thicknesses, metal strips of different thicknesses are welded together.
- metal strips have already been rolled, which have successive strip sections of different thicknesses in the longitudinal direction of the strip. Uniquely sections of different thicknesses follow one another, this can be done relatively easily by changing the width of the roll gap.
- JP-A-10 034204 is a voltage control for a reversible mill known. This control is concerned with keeping the tension of a strip stable during starting and during normal operation of the rolling mill.
- dancer rollers between the uncoiler and the rolling stand and between the rolling stand and the coiler are arranged and position-controlled.
- control strategy is preferably used with such a rolling mill according to the invention.
- the rolling stand (main drive) is speed-controlled to the desired set speed. In stationary rolling operation, therefore, the rolls rotate at practically constant peripheral speed.
- the dancer rolls are force-controlled with the task of applying the desired strip tension.
- the reels are speed-controlled, wherein the target speed is adjusted taking into account the respective coil diameter to the average value of the belt speed.
- the dancers compensate for the variable flow of material at the entrance and exit of the mill stand.
- the strip pullers on the inlet and outlet sides of the rolling stand are practically (in close tolerances) constant.
- the tape thickness can be varied relatively arbitrarily, without risking tape breaks and damage to the system.
- a rolling mill according to the invention with a respective compensating roll or dancer roll at the inlet and the outlet side of a roll stand is in Fig. 2 shown and described below. It is understood that this is only an embodiment of the invention.
- a rolling stand 1 In the center of the rolling mill, a rolling stand 1 is arranged, in which two work rolls 2, 3 determine the width of the roll gap through which the strip-shaped rolling material 4 is forcibly passed to the actual thickness of the rolling material 4 in front of the rolling stand 1 for smaller target thickness after the rolling stand. 1 to reduce.
- the structure of the roll stand 1 corresponds to the prior art, so that further illustration and description is omitted and only two support rollers or rollers 5, 6 and a device 7 are shown, with the device 7, the rollers perpendicular to the metal strip are adjustable to determine or change the width of the roll gap.
- the input thickness of the strip 4 in front of the roll stand 1 is assumed to be constant, as is the section 8 of the polyline in the diagram according to FIG Fig.
- this target thickness of the strip material is not intended to be constant but to be different, wherein the nominal thickness change is to be repeated periodically, specifically at a relatively high strip speed (part figure 1a).
- reel 10 and roll stand 1 on the one hand and reel 11 and rolling stand 1 on the other hand depending on a balance or dancer roll 12 and 13 respectively.
- the rolling mill 1 is speed-controlled and adjusted to the desired target speed
- the dancer rollers 12, 13 are force-controlled to apply the desired strip tension
- the reels 10 and 11 are speed controlled, the target speed taking into account the respective coil diameter to the mean of the Belt speed is set, ie that as much tape 4 is unwound from the reel 10, as the rolling stand 1 moves and that as much tape 4 is wound from the reel 11, as the rolling stand 1 emits on the outlet side.
- the dancer rollers 12, 13 are adjustable up and down, as expressed by the double arrows 14, 15.
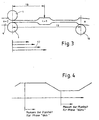
- the problem may arise that the rolling force varies periodically or cyclically according to the periodically or cyclically variable changes in thickness of the strip material. This can lead to successive waves forming in the strip material in the middle region thereof in the strip longitudinal direction, when the thickness decrease of the rolled strip is relatively small, and such waves forming in the edge regions of the rolled strip, when the reduction in thickness of the rolled strip is relatively large.
- the sections can be "thin".
- Fig. 3 the problem is clarified.
- the rolling stand 1 is followed by a thickness measurement on the rolled strip 4 in the thick region n + 1, at a distance of 18 from the rolling mill, while in the direction of Walzbandvorschubes previous thick band area n at a distance 19 from the rolling stand 12 by means of a flatness measuring system 16, the flatness of the rolled strip is determined. While a possible deviation of the flatness actual value from the nominal value in the region n is determined, the next following thick region n + 1 has already left the roll stand 1, a consideration for the region n + 1 is no longer possible, but only for later thick strip sections from n + 2, for which a new setting has been made.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
- Metal Rolling (AREA)
Claims (7)
- Dispositif pour le laminage de bandes (4) d'épaisseur périodiquement variable, le dispositif de laminage comprenant une cage de laminoir (1) pourvue d'un lot de cylindres et d'un système d'approche pour déterminer l'emprise, cage à laquelle est amenée du côté entrée le matériau en bande (4) d'une épaisseur initiale à partir d'un dévidoir (10) et depuis laquelle le matériau en bande (4) présentant l'épaisseur finale désirée respective est amené du côté sortie à un enrouleur (11),
caractérisé en ce que
il est prévu un rouleau compensateur ou rouleau fou (12, 13) qui est agencé aussi bien entre le dévidoir (10) et la cage de laminoir (1) qu'entre la cage de laminoir (1) et l'enrouleur (11), rouleau autour duquel le matériau en bande (4) est mené en forme de boucle et qui, à une vitesse périphérique constante des cylindres (2, 3) déterminant l'emprise de la cage de laminoir (1), sont régulés vis-à-vis de la force pour appliquer une traction de bande désirée, et en ce que
le dévidoir et l'enrouleur (10, 11) sont régulés vis-à-vis de la vitesse de rotation. - Dispositif selon la revendication 1,
caractérisé en ce que
la vitesse de rotation de consigne du dévidoir et de l'enrouleur (10, 11) est réglée à la valeur moyenne de la vitesse de bande en prenant en compte le diamètre respectif de bobine, et en ce que la bande (4) est débobinée du dévidoir (10) en une quantité égale en moyenne à la bande tirée dans l'emprise, et la bande est enroulée sur l'enrouleur (11) en une quantité égale à la bande quittant l'emprise. - Dispositif selon les revendications 1 et 2,
caractérisé en ce que
des déplacements des rouleaux fous (12, 13) suite à des perturbations d'équilibre entre le tirage de bande depuis le dévidoir (10) et l'entrée de bande dans l'emprise et/ou entre la sortie de bande hors de l'emprise et l'enroulement de la bande sur l'enrouleur (11) sont détectés et convertis en signaux de régulation pour les vitesses de rotation du dévidoir et de l'enrouleur. - Dispositif selon l'une des revendications 1 à 3,
caractérisé par
un moyen pour poursuivre le flux de matériau et pour livrer des signaux d'ordre pour la définition de l'épaisseur de base qui varie en succession périodique. - Dispositif selon la revendication 4,
caractérisé en ce que
le moyen pour poursuivre le flux de matériau est un registre à décalage connu en soi. - Dispositif selon la revendication 4 ou 5,
caractérisé par
des moyens pour améliorer la constance de la traction de bande par détermination de la périodicité de la variation d'épaisseur de bande et par l'imposition d'une grandeur parasite pour la compensation des forces d'accélération agissant sur les rouleaux compensateurs ou rouleaux fous (12, 13). - Dispositif selon l'une des revendications 4 à 6,
caractérisé par
une régulation de planéité à palpage cyclique, qui, à base d'un système de mesure pour poursuivre le matériau, compare la valeur réelle de planéité de bande mesurée dans la zone de la sortie de bande hors de l'emprise à une valeur de consigne de planéité de bande prédéterminée, et qui forme des ordres de correction pour la flexion des cylindres et le cas échéant pour d'autres composantes qui influent sur la planéité de la bande.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10004532 | 2000-02-02 | ||
| DE10004532A DE10004532A1 (de) | 2000-02-02 | 2000-02-02 | Vorrichtung zum Walzen von Bändern mit periodisch veränderlicher Bandenddicke |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1121990A2 EP1121990A2 (fr) | 2001-08-08 |
| EP1121990A3 EP1121990A3 (fr) | 2004-01-14 |
| EP1121990B1 EP1121990B1 (fr) | 2006-05-24 |
| EP1121990B2 true EP1121990B2 (fr) | 2012-02-29 |
Family
ID=7629574
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01102289A Expired - Lifetime EP1121990B2 (fr) | 2000-02-02 | 2001-02-01 | Dispositif pour le laminage de bandes d'épaisseur variable périodiquement |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1121990B2 (fr) |
| AT (1) | ATE327058T1 (fr) |
| DE (2) | DE10004532A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3210681A1 (fr) | 2016-02-23 | 2017-08-30 | BILSTEIN GmbH & Co. KG | Dispositif et procédé de laminage de matériau en bande à épaisseur variable |
| EP3610961A1 (fr) | 2018-08-15 | 2020-02-19 | Muhr und Bender KG | Dispositif, installation de laminage et procédé de régulation d'une tension de la bande lors du laminage flexible de la bande métallique |
| US11701695B2 (en) | 2018-12-06 | 2023-07-18 | Sms Group Gmbh | Method for operating a roll stand for stepped rolling |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10310399B4 (de) * | 2003-03-07 | 2005-03-03 | Sundwig Gmbh | Vorrichtung und Verfahren zum Walzen von Metallbändern |
| DE10315357B4 (de) * | 2003-04-03 | 2005-05-25 | Muhr Und Bender Kg | Verfahren zum Walzen und Walzanlage zum Walzen von Metallband |
| DE102005031461A1 (de) * | 2005-07-04 | 2007-01-11 | Bilstein Gmbh & Co. Kg | Verfahren zur Herstellung eines mikrolegierten Kaltbandes mit einem auf den Dickenverlauf abgestimmten Eigenschaftsprofil |
| DE102006011939A1 (de) * | 2006-03-15 | 2007-09-27 | Siemens Ag | Walzverfahren für ein Walzgut zum Einbringen einer Stufe in das Walzgut |
| DE102006047463A1 (de) * | 2006-10-07 | 2008-04-17 | ACHENBACH BUSCHHüTTEN GMBH | Walzwerk und Verfahren zum flexiblen Kalt- oder Warm- Einweg- oder Reversierwalzen von Metallband |
| DE102008035738B4 (de) | 2007-07-31 | 2020-06-18 | Danieli Germany GmbH | Walzvorrichtung |
| CN105772512B (zh) * | 2014-12-23 | 2018-04-27 | 宝山钢铁股份有限公司 | 变厚度板成卷轧制时张力稳定方法 |
| CN106670242B (zh) * | 2017-02-09 | 2018-05-04 | 广西南南铝加工有限公司 | 在线控制离线带材板形的装置 |
| CN114074121B (zh) * | 2021-11-18 | 2023-05-26 | 东北大学 | 一种变厚度板带材等速度轧制的速度补偿方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE556915A (fr) * | 1956-04-23 | |||
| JPH1034204A (ja) * | 1996-07-29 | 1998-02-10 | Kawasaki Steel Corp | 可逆圧延機における張力制御装置 |
| DE19818207C2 (de) * | 1998-04-23 | 2000-05-31 | Schloemann Siemag Ag | Steckel-Warmwalzwerk |
-
2000
- 2000-02-02 DE DE10004532A patent/DE10004532A1/de not_active Withdrawn
-
2001
- 2001-02-01 AT AT01102289T patent/ATE327058T1/de not_active IP Right Cessation
- 2001-02-01 EP EP01102289A patent/EP1121990B2/fr not_active Expired - Lifetime
- 2001-02-01 DE DE50109838T patent/DE50109838D1/de not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3210681A1 (fr) | 2016-02-23 | 2017-08-30 | BILSTEIN GmbH & Co. KG | Dispositif et procédé de laminage de matériau en bande à épaisseur variable |
| EP3610961A1 (fr) | 2018-08-15 | 2020-02-19 | Muhr und Bender KG | Dispositif, installation de laminage et procédé de régulation d'une tension de la bande lors du laminage flexible de la bande métallique |
| WO2020035261A1 (fr) | 2018-08-15 | 2020-02-20 | Muhr Und Bender Kg | Dispositif, laminoir et procédé pour régler une tension de bande lors du laminage flexible d'une bande métallique |
| US11666957B2 (en) | 2018-08-15 | 2023-06-06 | Muhr Und Bender Kg | Controlling a strip tension during the flexible rolling of metal strip |
| US11701695B2 (en) | 2018-12-06 | 2023-07-18 | Sms Group Gmbh | Method for operating a roll stand for stepped rolling |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1121990A3 (fr) | 2004-01-14 |
| DE10004532A1 (de) | 2001-08-30 |
| EP1121990A2 (fr) | 2001-08-08 |
| ATE327058T1 (de) | 2006-06-15 |
| EP1121990B1 (fr) | 2006-05-24 |
| DE50109838D1 (de) | 2006-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1406735B1 (fr) | Laminoir a froid et procede de laminage a froid d'une bande metallique | |
| EP3210681B1 (fr) | Dispositif et procédé de laminage de matériau en bande à épaisseur variable | |
| EP3333106B1 (fr) | Procédé d'enroulement d'un matériau d'enroulement et machine à enrouler | |
| EP1121990B2 (fr) | Dispositif pour le laminage de bandes d'épaisseur variable périodiquement | |
| EP1074317B1 (fr) | Procédé pour le laminage flexible d'une bande métallique | |
| DE69330683T2 (de) | Verfahren zum Entzundern und Kaltwalzen von Metallband | |
| EP1908534B1 (fr) | Laminoir et procédé de laminage flexible à froid ou à chaud à voie unique ou inverse d'une bande de métal | |
| EP0121148A1 (fr) | Procédé pour la fabrication de feuillard à chaud avec section et planéité de bande de haute qualité | |
| EP2741870B1 (fr) | Installation de laminage et procédé de laminage | |
| DE102008002315A1 (de) | Verfahren zur Optimierung der Betriebsweise einer Vorrichtung zum Aufwickeln einer Materialbahn in einer Rollenschneidmaschine und Rollenschneidmaschine | |
| EP2621645B1 (fr) | Procédé de commande d'un train de laminoir tandem, dispositif de commande et/ou de régulation pour un train de laminoir tandem, code de programme lisible par machine, support de stockage et train de laminoir tandem | |
| DE10310399B4 (de) | Vorrichtung und Verfahren zum Walzen von Metallbändern | |
| DE10357622A1 (de) | Verfahren und Anlage zum Walzen von Walzgut | |
| DE102004041321A1 (de) | Walzwerk zum Walzen von metallischem Band | |
| DE4010352A1 (de) | Verfahren und vorrichtung zum verbessern der banddickentoleranz an einem auf einem kaltbandwalzwerk gewalztem band | |
| EP3691803B1 (fr) | Laminoir multiflexible | |
| DE2043370A1 (de) | Verfahren zum kontinuierlichen Kaltwalzen auf Vielwalzen Walzgerusten in Tandem Anordnung und Anlage zur Durchfuhrung des Verfahrens | |
| EP3610961B1 (fr) | Dispositif, installation de laminage et procédé de régulation d'une tension de la bande lors du laminage flexible de la bande métallique | |
| WO2016193089A1 (fr) | Procede de laminage à gradins d'un feuillard metallique | |
| EP3808689A1 (fr) | Procédé d'enroulement d'une bande de marchandises déroulée et dispositif d'enroulement | |
| DE19939166B4 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| EP4368308B1 (fr) | Procédé et système d'enroulement | |
| EP0936002B1 (fr) | Procédé de laminage pour une bande, en particulier une bande métallique | |
| EP4717371A1 (fr) | Procédé et laminoir réversible pour laminer une bande métallique | |
| WO2025051509A1 (fr) | Procédé de fonctionnement d'un système de traitement de bande |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040714 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17Q | First examination report despatched |
Effective date: 20041115 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KLOECKNER, JUERGEN, DR.-ING. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060524 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50109838 Country of ref document: DE Date of ref document: 20060629 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060904 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061024 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060524 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: SMS DEMAG AG Effective date: 20070226 |
|
| EN | Fr: translation not filed | ||
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: SMS DEMAG AG |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: JOSEF FROEHLING GMBH & CO. KG |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| BERE | Be: lapsed |
Owner name: JOSEF FROHLING G.M.B.H. Effective date: 20070228 |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: JOSEF FROEHLING GMBH & CO. KG Effective date: 20071031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070309 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060825 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20080220 Year of fee payment: 8 Ref country code: SE Payment date: 20080221 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090219 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| EUG | Se: european patent has lapsed | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090901 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090202 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| R26 | Opposition filed (corrected) |
Opponent name: SMS SIEMAG AG Effective date: 20070226 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20120229 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 50109838 Country of ref document: DE Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50109838 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200225 Year of fee payment: 20 Ref country code: DE Payment date: 20200220 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50109838 Country of ref document: DE |