EP1121991B1 - Procédé de fabrication de tuyaux métalliques - Google Patents
Procédé de fabrication de tuyaux métalliques Download PDFInfo
- Publication number
- EP1121991B1 EP1121991B1 EP00400311A EP00400311A EP1121991B1 EP 1121991 B1 EP1121991 B1 EP 1121991B1 EP 00400311 A EP00400311 A EP 00400311A EP 00400311 A EP00400311 A EP 00400311A EP 1121991 B1 EP1121991 B1 EP 1121991B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rollers
- forming
- metal band
- metal
- form rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C3/00—Profiling tools for metal drawing; Combinations of dies and mandrels for metal drawing
- B21C3/02—Dies; Selection of material therefor; Cleaning thereof
- B21C3/08—Dies; Selection of material therefor; Cleaning thereof with section defined by rollers, balls, or the like
Definitions
- the invention relates to a method and an apparatus for producing Metal pipes according to the preamble of claim 1 and claim 3, (see e.g. US-A-3,260,099).
- the strip edges to be welded are free of grease and oxide and on the other others the strip edges are guided cleanly and exactly during the welding process butt against each other at the same height.
- the band edges of the trimmed degreased metal strip immediately before forming into a slotted tube.
- Forming tools made of steel have proven themselves for metal strips made of steel and copper, which consist of pairs of form rollers or form rollers.
- the metal band will be there gradually deformed into a slotted tube between the form rollers or form rollers.
- the disadvantage of this known device is the fact that by attacking the Brushing device, the surface of the form rollers or form rollers additionally stressed is removed and not only the cold-welded particles. This causes an additional one Wear on the form rollers or form rollers.
- the present invention is therefore based on the object, the described To avoid disadvantages and to provide a method and an apparatus in which cold welding of the tools is prevented from the outset.
- the main advantage of the invention is that the extremely high Hardness of the surface of the form rollers or form rollers the coefficient of friction between the belt and the form roller or the form roller is significantly reduced.
- the attainable hardness is five times higher than the hardness of conventional titanium nitride layers. It will achieved a coefficient of friction of well below 0.1.
- FIGS. 1 to 3 Exemplary embodiments explained in more detail.
- TOG welding arc welding under protective gas
- the first three form stages 4, 5 and 6 each consist of an upper form roller 4a, 5a and 6a and a lower form roller 4b, 5b and 6b, between which the Aluminum strip 1 is gradually converted into the tube shape.
- a vertical one Pair of form rollers 7 and a self-contained form ring 8 complete the Molding device 2.
- rollers 4a, 4b, 5a, 5b, 6a and 6b are suitably made of steel.
- the Rollers 4a, 5a, 5b, 6a and 6b can, however, be made of plastic, e.g. B. polyethylene, polyamide etc. exist.
- the roller 4b must always be made of steel, since this is the strongest is claimed.
- the shaping rollers 4a, 4b, 5a, 5b, 6a and 6b have if they are made of steel, a surface hardness of more than 100 GPa. This extremely high hardness is due to the incorporation of carbon atoms in the crystal lattice of the steel of the forming roller. The process developed for this is published in the magazine " MO metal surface "Carl Hanser Verlag 50th year 4/96 released.
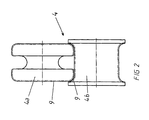
- FIG. 2 shows a view of the first molding stage 4 with the molding rollers 4a and 4b, between which the edge areas of the unspecified metal strip are extreme be strongly deformed.
- the hardened surface of the form rollers 4a and 4b is shown in dashed lines and designated 9.
- FIG. 3 shows a section through a Turkish head that consists of the four rollers 11 a consists.
- the surface of the rollers also has a hardness of more than 100 GPa.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Forging (AREA)
- Metal Extraction Processes (AREA)
Claims (4)
- Procédé pour la fabrication de tubes métalliques, selon lequel une bande métallique (1) à paroi mince manifestant une tendance à la soudure à froid est formée progressivement en un tube fendu (3), les bords longitudinaux sont alignés bout à bout et soudés l'un à l'autre et le diamètre du tube soudé est réduit, où le formage de la bande métallique en tube fendu se fait par des rouleaux (4a, 4b, 5a, 5b, 6a, 6b) ou des cylindres de formage en métal fonctionnant par paire avec un sens de rotation opposé et où les rouleaux ou cylindres de formage guident la bande métallique à former dans la zone des bords entre eux avec un frottement par roulement, caractérisé par le fait que le formage et le guidage de la bande métallique se font avec des rouleaux (4a, 4b, 5a, 5b, 6a, 6b) ou des cylindres de formage et que la réduction se fait avec des rouleaux, dont la dureté de surface est supérieure à 100 GPa.
- Procédé selon la revendication 1, caractérisé par le fait que des atomes de carbone sont en plus incrustés dans la surface des rouleaux ou des cylindres de formage et que la surface présente donc une structure similaire à celle du diamant de grande dureté.
- Dispositif pour la fabrication de tubes métalliques, avec un dispositif de formage pour le formage en un tube fendu (3) d'une bande métallique (1) à paroi mince manifestant une tendance à la soudure à froid, un dispositif de soudage pour le soudage des bords longitudinaux du tube fendu ainsi qu'un dispositif pour la réduction du diamètre du tube, où le dispositif de formage est composé de rouleaux (4a, 4b, 5a, 5b, 6a, 6b) ou de cylindres de formage en métal fonctionnant par paire avec un sens de rotation opposé et où les rouleaux ou cylindres de formage guident la bande métallique à former dans la zone des bords entre eux avec un frottement par roulement, caractérisé par le fait que les rouleaux (4a, 4b, 5a, 5b, 6a, 6b) et/ou cylindres de formage présentent une dureté de surface de plus de 100 GPa et que l'équipement pour la réduction du diamètre du tube est un dispositif de calibrage, dont les rouleaux présentent également une dureté de surface de plus de 100 GPa.
- Dispositif selon la revendication 3, caractérisé par le fait que des atomes de carbone supplémentaires sont incrustés dans la surface des rouleaux ou des cylindres de formage et que la surface présente donc une structure similaire à celle du diamant de grande dureté.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES00400311T ES2184682T3 (es) | 2000-02-01 | 2000-02-01 | Metodo para fabricar tubos de metal. |
| AT00400311T ATE229386T1 (de) | 2000-02-01 | 2000-02-01 | Verfahren zur herstellung von metallrohren |
| EP00400311A EP1121991B1 (fr) | 2000-02-01 | 2000-02-01 | Procédé de fabrication de tuyaux métalliques |
| DK00400311T DK1121991T3 (da) | 2000-02-01 | 2000-02-01 | Fremgangsmåde til fremstilling af metalrør |
| DE50000912T DE50000912D1 (de) | 2000-02-01 | 2000-02-01 | Verfahren zur Herstellung von Metallrohren |
| US09/771,635 US6513699B2 (en) | 2000-02-01 | 2001-01-30 | Process for the production of metal pipes |
| JP2001024554A JP2001246421A (ja) | 2000-02-01 | 2001-01-31 | 金属管製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00400311A EP1121991B1 (fr) | 2000-02-01 | 2000-02-01 | Procédé de fabrication de tuyaux métalliques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1121991A1 EP1121991A1 (fr) | 2001-08-08 |
| EP1121991B1 true EP1121991B1 (fr) | 2002-12-11 |
Family
ID=8173532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00400311A Expired - Lifetime EP1121991B1 (fr) | 2000-02-01 | 2000-02-01 | Procédé de fabrication de tuyaux métalliques |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6513699B2 (fr) |
| EP (1) | EP1121991B1 (fr) |
| JP (1) | JP2001246421A (fr) |
| AT (1) | ATE229386T1 (fr) |
| DE (1) | DE50000912D1 (fr) |
| DK (1) | DK1121991T3 (fr) |
| ES (1) | ES2184682T3 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040250404A1 (en) * | 2003-01-14 | 2004-12-16 | Cripsey Timothy J. | Process for press forming metal tubes |
| CN108895213A (zh) * | 2018-05-30 | 2018-11-27 | 浙江康盛股份有限公司 | 一种超薄壁管及其加工方法 |
| EP3797890B1 (fr) | 2019-09-30 | 2024-03-27 | Nexans | Procédé de fabrication de profilés creux minces et de petit diamètre en métal non-ferreux |
| EP3797891B1 (fr) * | 2019-09-30 | 2023-08-02 | Nexans | Procédé de fabrication en continu de profilés creux, ondulés par sections, minces, de petit diamètre en metal non ferreux |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3260099A (en) * | 1964-07-28 | 1966-07-12 | Frank E Elge | Tube forming machine |
| US3349832A (en) * | 1964-07-31 | 1967-10-31 | Simplex Wire & Cable Co | Method of forming sheathed conductor |
| US3368379A (en) * | 1964-09-17 | 1968-02-13 | Simplex Wire & Cable Co | Tube closing device |
| AT327140B (de) * | 1974-05-20 | 1976-01-12 | Plansee Metallwerk | Mit hartmetall bestuckte oder zur ganze aus hartmetall bestehende walzrollen sowie verfahren zu ihrer herstellung |
| JP2842720B2 (ja) * | 1991-11-29 | 1999-01-06 | 京セラ株式会社 | 伸線用ダイスおよびその製造方法 |
| JP3382968B2 (ja) * | 1992-06-12 | 2003-03-04 | 三菱アルミニウム株式会社 | 管製造用フォーミングロール、管製造方法及び電縫管 |
| JPH0890092A (ja) * | 1994-09-19 | 1996-04-09 | Nanotetsuku Kk | 無潤滑絞り金型および無潤滑絞り加工方法 |
| JPH1044140A (ja) * | 1996-07-31 | 1998-02-17 | Kyocera Corp | 加工用ローラー及びワイヤーソー |
-
2000
- 2000-02-01 AT AT00400311T patent/ATE229386T1/de active
- 2000-02-01 EP EP00400311A patent/EP1121991B1/fr not_active Expired - Lifetime
- 2000-02-01 DK DK00400311T patent/DK1121991T3/da active
- 2000-02-01 DE DE50000912T patent/DE50000912D1/de not_active Expired - Lifetime
- 2000-02-01 ES ES00400311T patent/ES2184682T3/es not_active Expired - Lifetime
-
2001
- 2001-01-30 US US09/771,635 patent/US6513699B2/en not_active Expired - Fee Related
- 2001-01-31 JP JP2001024554A patent/JP2001246421A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| DE50000912D1 (de) | 2003-01-23 |
| ES2184682T3 (es) | 2003-04-16 |
| EP1121991A1 (fr) | 2001-08-08 |
| US20010042773A1 (en) | 2001-11-22 |
| JP2001246421A (ja) | 2001-09-11 |
| ATE229386T1 (de) | 2002-12-15 |
| US6513699B2 (en) | 2003-02-04 |
| DK1121991T3 (da) | 2003-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1479842B1 (fr) | Profilé creux | |
| DE19614656A1 (de) | Verfahren zum Erhöhen der Wandungsstärke bei Hohlprofilen | |
| EP0193589A1 (fr) | Appareil et procédé pour produire les douilles de serrage pour tuyaux. | |
| EP0096087A1 (fr) | Procédé et profilé creux pour fixer aux autres profilés par mandrinage, roulage des bords ou autres | |
| EP2919937A2 (fr) | Procédé permettant de déterminer le contour de la face de dépouille d'un outil de taillage en développante, outil de taillage en développante, et utilisation dudit outil | |
| DE2607755C2 (fr) | ||
| EP0445904B1 (fr) | Procédé de fabrication d'un tube métallique à paroi épaisse pour haute pression | |
| EP1121991B1 (fr) | Procédé de fabrication de tuyaux métalliques | |
| DE7935982U1 (de) | Wälzlagerkäfig | |
| EP0112437A1 (fr) | Outil pour un traitement précis et finissage de coupes cylindriques | |
| DE4117814A1 (de) | Werkzeug fuer feinstbearbeitung | |
| DE3019592C2 (de) | Vorrichtung zum Bearbeiten von Stahlrohren | |
| EP0636432A1 (fr) | Procédé pour la fabrication de tuyaux à ondulations annulaires ou hélicoidales | |
| DE19649992C2 (de) | Zangenartiges Werkzeug | |
| DE19851492A1 (de) | Verfahren zum Herstellen eines Bauteils mittels Innenhochdruck-Umformen | |
| DE3910192A1 (de) | Verfahren zur herstellung von stahlflaschen | |
| DE102014115426B4 (de) | Vorrichtung und Verfahren zum kontinuierlichen voranschreitenden Umformen von Metallbändern zu einem Profil mit längsveränderlichem Querschnitt | |
| DE1075082B (de) | Vorrichtung zur Verformung der inneren Oberfläche eines rohrförmigen Werkstückes | |
| EP2335875A1 (fr) | Ponceuse à courroie pour le traitement des surfaces courbes | |
| DE647719C (de) | Walzenkalibrierung | |
| DE9403594U1 (de) | Einrichtung zur Herstellung von Metallrohren | |
| DE2758138C2 (de) | Verfahren zur Herstellung von Präzisionsstahlrohren aus einzeln abgelängtem Blechmaterial | |
| DE102018005356B4 (de) | Verfahren und Herstellungsvorrichtung zur Herstellung eines Rohrs | |
| EP0892689B1 (fr) | Procede pour augmenter l'epaisseur de la paroi de profiles creux | |
| DE3906565C2 (de) | Verfahren und Vorrichtung zur Herstellung eines bogenförmigen Bauelements |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000927 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20020405 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021211 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021211 |
|
| REF | Corresponds to: |
Ref document number: 229386 Country of ref document: AT Date of ref document: 20021215 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021211 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50000912 Country of ref document: DE Date of ref document: 20030123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030201 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: CRONIN INTELLECTUAL PROPERTY |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030311 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2184682 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 1121991E Country of ref document: IE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030912 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: CRONIN INTELLECTUAL PROPERTY;CHEMIN DE PRECOSSY 31;1260 NYON (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20080215 Year of fee payment: 9 Ref country code: ES Payment date: 20080228 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080220 Year of fee payment: 9 Ref country code: NL Payment date: 20080214 Year of fee payment: 9 Ref country code: SE Payment date: 20080214 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080214 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080327 Year of fee payment: 9 |
|
| BERE | Be: lapsed |
Owner name: *NEXANS Effective date: 20090228 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090201 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090901 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090302 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090202 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20140212 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140225 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20160217 Year of fee payment: 17 Ref country code: DE Payment date: 20160218 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20160218 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50000912 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 229386 Country of ref document: AT Kind code of ref document: T Effective date: 20170201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170901 |