EP1208929A1 - Stranggiesskokille und Verfahren zum Erzeugen dünner Metallbänder - Google Patents
Stranggiesskokille und Verfahren zum Erzeugen dünner Metallbänder Download PDFInfo
- Publication number
- EP1208929A1 EP1208929A1 EP01126089A EP01126089A EP1208929A1 EP 1208929 A1 EP1208929 A1 EP 1208929A1 EP 01126089 A EP01126089 A EP 01126089A EP 01126089 A EP01126089 A EP 01126089A EP 1208929 A1 EP1208929 A1 EP 1208929A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- continuous casting
- casting
- mold according
- side plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0408—Moulds for casting thin slabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/045—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for horizontal casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
Definitions
- the invention relates to a continuous casting mold for casting relatively thin strands made of metal, especially steel with comparatively high casting speeds and a method for producing thin metal strips with the same Continuous casting.
- the advantage of the casting and rolling process is that the strip is for one row of applications is already operational.
- the hot rolling of the strip can omitted.
- the structure of the tape ensures for a number of applications the required mechanical properties. They are of further advantage small dimensions of the casting machine and the ability to wind up the tape to be able to.
- Rapid wear of the side seals is particularly disadvantageous and the difficulty, the required geometric accuracy of the tape to be observed because the rollers deform due to the high thermal load.
- the main feature is the mold with funnel-shaped pouring area, which on the sides towards the format of the cast Stranges is reduced. In the casting direction, the pouring area can at least extend to the lower edge of the mold.
- pinch rollers in the Strand guidance can reduce the strand thickness, for example, to 40 mm and less become.
- the aim of the present invention is now to provide a continuous casting mold and a Name procedures that allow steel strips with a thickness to cast between about 5 and about 40 mm directly in the continuous casting process.
- this object is achieved by two forming the cast strand, coolable broadside plates in vertical position with a coolable, bottom-side End plate and at least one of the shaping cavity final side plate and one from above into the cavity of the mold protruding immersion pouring tube as well as with one of the side plates arranged outlet gap for the cast strand and means to this sideways pull out of the mold.
- Figure 1 shows that the mold cavity 5 of the mold 10 by two cooled broad side plates 1, 1 ', a cooled end plate 2 and an optionally heated side plate 3 is formed.
- the broad sides 1, 1 'and the end plate 2 consist of one of the known mold materials such as Copper with alloy additives such as Silver, chrome, zirconium, beryllium.
- the Side plate 3 consists of a material with a comparatively low thermal conductivity, such as. Ceramics.
- the broad side plates 1, 1 ' have in the upper lateral, facing the side plate 3 a funnel-shaped extension 18 on.
- This extension 18 can both by in any contour vertical and horizontal direction can be specified.
- the outer contour lines 8, 9 of the extension 18 can have any course.
- the Expansion can extend to the end of the mold, which is the exit gap 12 forms.
- the continuous casting process with the mold according to the invention provides that the Melt over that arranged at the starting point 15 perpendicular to the casting direction Immersion pouring tube 4 is inserted into the mold.
- Immersion pouring tube 4 is inserted into the mold.
- On the broad side walls 1, 1 'and on the end plate 2 forms a due to the high heat dissipation Strand shell, which determines the shape of the casting strand at the mold outlet 12.
- This strand is laterally removed from the mold by a suitable device 13, e.g. a pair of driven rollers pulled out.
- the width of the casting strand is determined by the position of the bath level and in it Height adjustable position of the end plate 2 determined. Height and slope of the End plate 2 can be changed both before and during the casting process can be set.
- the broad side plates 1, 1 Due to the funnel-shaped expansion 18 of the cavity 5, the broad side plates 1, 1 'over the height a variable length of the horizontal inner contour on. For a fault-free formation of the strand shell, one must over the Height of the mold ensures constant length of the horizontal inner contour his.
- the essential feature of the invention is therefore the inclination of the edges 6, 6 'in the casting direction in at least one height region of the mold, as shown in FIG. 2 is shown. The inclination can vary both over the height of the mold be unchangeable as well.
- the end plate 2 In order to adapt to the shrinkage of the casting strand, the end plate 2 have a taper from the starting point 15 in the casting direction 16. At the same The vertical contours of the broad sides 1, 1 'from the vertical can be used for this purpose be inclined.
- a lubricant preferably Mineral oil, graphite or wax or a mixture of these constantly on this edge fed. This is done through holes 7 in the broad side plates 1, 1 'and / or in the side plate 3.
- the Bath level 17 is given a conventional mold powder at regular intervals become.
- the slag that forms is with the strand in the casting direction transported and can be outside the mold by an air or water jet to be blown away.
- this is before and optionally also heated during the casting process, e.g. electrical or by a gas or oil powered burner.
- the side plate 3 can consist of different layers or areas with different Composition and different properties exist.
- An embodiment of the invention according to FIG. 2 provides that above the bathroom mirror at least one further narrow side part 14 is placed, that for clamping the broadside plates 1, 1 'is used.
- the length of this as a component a narrow side parts 14 used is less than that End plate 2. Since the narrow side parts 14 do not come into contact with the melt, The invention provides that these are preferably not provided with cooling be made of an inexpensive material with sufficient strength are made.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Die Erfindung betrifft eine Stranggießkokille (10) zum Gießen relativ dünner Stränge aus Metall, insbesondere aus Stahl, mit vergleichsweise hohen Gießgeschwindigkeiten. Die Stranggießkokille ist gekennzeichnet durch zwei den Gußstrang formende, kühlbare Breitseitenplatten (1, 1') in vertikaler Position mit einer kühlbaren, bodenseitigen Abschlußplatte (2), sowie mit wenigstens einer den formgebenden Hohlraum (5) abschließenden, insbesondere heizbaren Seitenplatte (3) und einem von oben in den Hohlraum (5) der Kokille (10) hineinragenden Tauchgießrohr (4), sowie mit einem der Seitenplatte (3) entgegengesetzt angeordneten Austrittsspalt (12) für den Gußstrang (11) und Mitteln (13), um diesen seitwärts aus der Kokille (10) herauszuziehen. <IMAGE>
Description
Die Erfindung betrifft eine Stranggießkokille zum Gießen relativ dünner Stränge
aus Metall, insbesondere aus Stahl mit vergleichsweise hohen Gießgeschwindigkeiten
und ein Verfahren zur Erzeugung von dünnen Metallbändern mit dieser
Stranggießkokille.
Die Evolution des Stranggießens hat in den letzten Jahren zur Entwicklung einer
Reihe von Verfahren zur Erzeugung dünner Bänder, insbesondere aus Stahl, geführt.
Der Vorteil von Verfahren zur Erzeugung dünner Metallbänder aus der
Schmelze besteht in den geringen Investitionskosten und den vergleichsweise
geringen Verarbeitungskosten, vor allem Dank der Energieeinsparung.
Für das Vergießen dünner Bänder mit einer Dicke von 1,5 - 3,0 mm verwendet
man die unter dem Oberbegriff des Gießwalzens zusammengefaßten Verfahren.
Sie beruhen auf dem Einsatz von zwei horizontal angeordneten wassergekühlten
Rollen, deren Abstand die Dicke des Bandes vorgibt. Die Schmelze wird in den
Spalt zwischen den Rollen zugeführt. Die Breite des Bandes wird durch die Position
der beiden aus Feuerfest-Material gefertigten Seitenabdichtungen eingestellt.
Der Vorteil des Gießwalzverfahrens besteht darin, dass das Band für eine Reihe
von Anwendungen bereits einsatzfähig ist. Das Warmwalzen des Bandes kann
entfallen. Das Gefüge des Bandes gewährleistet für eine Reihe von Anwendungen
die erforderlichen mechanischen Eigenschaften. Von weiterem Vorteil sind die
geringen Abmessungen der Gießmaschine und die Möglichkeit, das Band aufwikkeln
zu können.
Von Nachteil ist insbesondere ein schneller Verschleiß der Seitenabdichtungen
und die Schwierigkeit, die erforderliche geometrische Genauigkeit des Bandes
einzuhalten, weil sich die Rollen aufgrund der hohen thermischen Belastung verformen.
Zum Vergießen von dünnen Brammen mit einer Dicke von 40 - 150 mm hat sich
das Dünnbrammengießen durchgesetzt. Wesentliches Merkmal ist die Kokille mit
trichterförmigem Eingießbereich, der zu den Seiten hin auf das Format des gegossenen
Stranges reduziert ist. In Gießrichtung kann der Eingießbereich mindestens
bis zur Unterkante der Kokille reichen. Durch Einsatz von Quetschrollen in der
Strangführung kann die Strangdicke bspw. bis auf 40 mm und weniger reduziert
werden.
Ziel der vorliegenden Erfindung ist es nunmehr, eine Stranggießkokille und ein
Verfahren zu benennen, die es ermöglichen, Bänder aus Stahl mit einer Dicke
zwischen etwa 5 und etwa 40 mm direkt im Stranggießverfahren zu vergießen.
Gemäß der Erfindung wird diese Aufgabe gelöst durch zwei den Gußstrang formende,
kühlbare Breitseitenplatten in vertikaler Position mit einer kühlbaren, bodenseitigen
Abschlußplatte sowie mit wenigstens einer den formgebenden Hohlraum
abschließenden Seitenplatte und einem von oben in den Hohlraum der Kokille
hineinragenden Tauchgießrohr sowie mit einem der Seitenplatte entgegengesetzt
angeordneten Austrittsspalt für den Gußstrang und Mitteln, um diesen seitwärts
aus der Kokille herauszuziehen.
Die Vorteile der Erfindung sind:
- Geringe Durchbruchgefahr wegen geringem ferrostatischem Druck,
- die Strömung der Schmelze hat praktisch keinen Einfluß auf die Oberflächenqualität des gegossenen Bandes,
- sehr geringe Bauhöhe,
- die Kokillenoszillation entfällt,
- keine aufwendigen Rollensegmente,
- das Band ist so dünn, dass es unmittelbar nach der Kokille aufgewickelt werden kann.
Weitere Ausgestaltungen der Erfindung sind in den Unteransprüchen beschrieben.
Die erfindungsgemäße Kokille wird zur weiteren Erläuterung anhand von Zeichnungen
beschrieben.
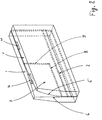
- Figur 1
- zeigt die Kokille räumlich mit Tauchgießrohr, entfernter Seitenplatte und seitlich austretendem Gußstrang.
- Figur 2
- zeigt die Breitseitenplatten der Kokille mit Schmalseitenteilen zum Aufbringen von Klemmkräften.
- Figur 3
- zeigt die Draufsicht einer Variante der Kokille mit zwei seitlichen Austrittsspalten für den Gußstrang.
Figur 1 zeigt, dass der formgebende Kokillenhohlraum 5 der Kokille 10 durch zwei
gekühlte Breitseitenplatten 1, 1', eine gekühlte Abschlußplatte 2 und eine gegebenenfalls
beheizbare Seitenplatte 3 gebildet wird. Die Breitseiten 1, 1' und die Abschlußplatte
2 bestehen aus einem der bekannten Kokillenwerkstoffe wie z.B.
Kupfer mit Legierungszusätzen wie z.B. Silber, Chrom, Zirkonium, Beryllium. Die
Seitenplatte 3 besteht aus einem Werkstoff mit vergleichsweise geringer Wärmeleitfähigkeit,
wie z.B. Keramik.
Zur Aufnahme des Tauchrohres 4 weisen die Breitseitenplatten 1, 1' im oberen
seitlichen, zur Seitenplatte 3 zugewendeten Bereich eine trichterförmige Erweiterung
18 auf. Diese Erweiterung 18 kann durch eine beliebige Kontur sowohl in
vertikaler als auch horizontaler Richtung vorgegeben werden. Die äußeren Konturlinien
8, 9 der Erweiterung 18 können einen beliebigen Verlauf aufweisen. Die
Erweiterung kann sich bis an das Ende der Kokille erstrecken, welche den Austrittsspalt
12 bildet.
Das Stranggießverfahren mit der erfindungsgemäßen Kokille sieht vor, dass die
Schmelze über das am Ausgangspunkt 15 senkrecht zur Gießrichtung angeordnete
Tauchgießrohr 4 in die Kokille eingeführt wird. An den Breitseitenwänden 1,
1' und an der Abschlußplatte 2 bildet sich aufgrund der hohen Wärmeabfuhr eine
Strangschale, welche am Kokillenaustritt 12 die Form des Gießstranges bestimmt.
Dieser Strang wird seitlich aus der Kokille durch eine geeignete Vorrichtung 13,
z.B. ein angetriebenes Rollenpaar, herausgezogen.
Die Breite des Gießstranges wird durch die Lage des Badspiegels und die in ihrer
Höhe einstellbare Position der Abschlußplatte 2 bestimmt. Höhe und Neigung der
Abschlußplatte 2 können sowohl vor als auch während des Gießvorganges veränderlich
eingestellt werden.
Aufgrund der trichterförmigen Erweiterung 18 des Hohlraumes 5 weisen die Breitseitenplatten
1, 1' über die Höhe eine veränderliche Länge der horizontalen Innenkontur
auf. Für eine fehlerfreie Entstehung der Strangschale muß eine über die
Höhe der Kokille unveränderliche Länge der horizontalen Innenkontur gewährleistet
sein. Wesentliches Merkmal der Erfindung ist deshalb die Neigung der Kanten
6, 6' in Gießrichtung in zumindest einem Höhenbereich der Kokille, wie dies in Fig.
2 dargestellt ist. Die Neigung kann über die Höhe der Kokille sowohl veränderlich
als auch unveränderlich sein.
Zur Anpassung an den Schrumpf des Gießstranges kann die Abschlußplatte 2
eine Verjüngung vom Ausgangspunkt 15 in Gießrichtung 16 aufweisen. Zum selben
Zweck können die vertikalen Konturen der Breitseiten 1, 1' von der Senkrechten
geneigt werden.
Damit die sich an der Kante (6, 6') bildende Stranghaut nicht an den Breitseitenplatten
1, 1' und an der Abschlußplatte 2 anklebt, wird ein Schmiermittel, vorzugsweise
Mineralöl, Graphit oder Wachs oder deren Gemisch ständig an diese Kante
zugeführt. Dies erfolgt durch Bohrungen 7 in den Breitseitenplatten 1, 1' und/oder
in der Seitenplatte 3.
Zur Vermeidung eines Kontaktes der Schmelze mit Luftsauerstoff kann auf den
Badspiegel 17 in regelmäßigen Abständen ein herkömmliches Gießpulver aufgegeben
werden. Die sich bildende Schlacke wird mit dem Strang in Gießrichtung
transportiert und kann außerhalb der Kokille durch einen Luft- oder Wasserstrahl
weggeblasen werden.
Zur Vermeidung des Anbackens von Stahl an der Seitenplatte 3 wird diese vor
und gegebenenfalls auch während des Gießvorgangs erwärmt, z.B. elektrisch
oder durch einen gas- bzw. ölbetriebenen Brenner.
Die Seitenplatte 3 kann aus verschiedenen Schichten bzw. Bereichen mit unterschiedlicher
Zusammensetzung und unterschiedlichen Eigenschaften bestehen.
Eine Ausgestaltung der Erfindung sieht gemäß Fig. 2 vor, dass über dem Badspiegel
zumindest ein weiteres Schmalseitenteil 14 plaziert wird, das zum Klemmen
der Breitseitenplatten 1, 1' verwendet wird. Die Länge dieser als Bestandteil
einer Klemmvorrichtung benutzten Schmalseitenteile 14 ist geringer als die der
Abschlußplatte 2. Da die Schmalseitenteile 14 nicht mit der Schmelze kontaktieren,
sieht die Erfindung vor, dass diese vorzugsweise nicht mit einer Kühlung versehen
werden und aus einem preiswerten Material mit ausreichender Festigkeit
angefertigt sind.
Eine weitere Ausgestaltung der Kokille 10 sieht gemäß Fig. 3 vor, dass die Kokille
aus zwei der beschriebenen Kokillen gemäß Fig. 1 und Fig. 2 mit einer gemeinsamen
Seitenwand 3 besteht. Daraus ergeben sich zusätzliche Vorteile:
- die Gießleistung verdoppelt sich,
- es können zwei unterschiedlich dicke und breite Bänder gleichzeitig vergossen werden.
- 1, 1'
- Breitseitenplatte
- 2
- Abschlußplatte (Boden)
- 3
- Seitenplatte
- 4
- Tauchgießrohr
- 5
- trichterförmig erweiterter Hohlraum
- 6
- Kanten
- 7
- Bohrungen für Schmiermittel
- 8
- Kontur horizontal
- 9
- Kontur vertikal
- 10
- Kokille
- 11
- Strang
- 12
- Austrittsspalt
- 13
- Ausziehmittel
- 14
- Schmalseiten zum Aufbringen von Klemmkräften
- 15
- Ausgangspunkt
- 16
- Gießrichtung
- 17
- Badspiegel
- 18
- Erweiterung
Claims (16)
- Stranggießkokille zum Gießen relativ dünner Stränge aus Metall, insbesondere aus Stahl, mit vergleichsweise hohen Gießgeschwindigkeiten,
gekennzeichnet durch
zwei den Gußstrang formende, kühlbare Breitseitenplatten (1, 1') in vertikaler Position mit einer kühlbaren, bodenseitigen Abschlußplatte (2), sowie mit wenigstens einer den formgebenden Hohlraum (5) abschließenden Seitenplatte (3) und einem von oben in den Hohlraum (5) der Kokille (10) hineinragenden Tauchgießrohr (4), sowie mit einem der Seitenplatte (3) entgegengesetzt angeordneten Austrittsspalt (12) für den Gußstrang (11) und Mitteln (13), um diesen seitwärts aus der Kokille (10) herauszuziehen. - Stranggießkokille nach Anspruch 1,
dadurch gekennzeichnet, dass zur Ausbildung eines Aufnahmeraumes für das Tauchgießrohr (4) die Breitseitenplatten (1, 1') im der Seitenplatte (3) zugewendeten Bereich eine Erweiterung (18) des Formhohlraumes (5) aufweisen. - Stranggießkokille nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass die Erweiterung (18) des Formhohlraumes (5) durch eine beliebige Kontur, einschließlich linearer, bogenförmiger, konkaver, konvexer und konkav-konvexer Teilbereiche sowohl in vertikaler, als auch horizontaler Richtung vorgebbar ist. - Stranggießkokille nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass die seitlichen Begrenzungslinien (8) und (9) der Erweiterung (18) des Kokillenhohlraumes (5) durch eine beliebige Kontur, einschließlich linearer, bogenförmiger, konkaver, konvexer und konkav-konvexer Teilbereiche vorgebbar sind. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass die Breitseitenplatten (1, 1') und die Abschlußplatte (2), aus einem Werkstoff mit sehr guter Wärmeleitfähigkeit, und die Seitenplatte (3) aus einem Werkstoff mit deutlich geringerer Wärmeleitfähigkeit besteht. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass die Konturen der die Erweiterung des Formhohlraumes (5) begrenzenden Kanten (6, 6') zumindest in einem Höhenbereich der Kokille (10) in Gießrichtung mit veränderlichem Verlauf geneigt sind. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass die Konturen der die Erweiterung des Formhohlraumes (5) begrenzenden Kanten (6, 6') zumindest in einem Höhenbereich der Kokille (10) in Gießrichtung mit unveränderlichem Verlauf geneigt sind. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass sich die Erweiterung (5) bis an die Austrittsseite (12) der Kokille (10) erstreckt. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 8,
dadurch gekennzeichnet, dass in Anpassung an den Schrumpf des Gußstranges (1) die Abschlußplatte (2) des Bodenbereichs eine Verjüngung in Gießrichtung, und/oder die Breitseitenplatten (1, 1') eine Neigung aus der Senkrechten aufweisen. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 9,
dadurch gekennzeichnet, dass die Breitseitenplatten (1, 1') jeweils aus zwei oder mehreren Platten mit gemeinsamem oder unterteiltem Kühlkreislauf bestehen. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 10,
dadurch gekennzeichnet, dass die Seitenplatte (3) und/oder Breitseitenplatten (1, 1') Bohrungen (7) aufweisen, durch welche ein Schmiermittel für den Strang wie Mineralöl, Graphit oder Wachs, bzw. deren Gemische an die Kokillenplatten zuführbar ist. - Stranggießkokille nach einem oder mehreren der Ansprüche 1 bis 11,
dadurch gekennzeichnet, dass zum Aufbringen von Klemiktäften auf die Breitseitenplatten (1, 1') zumindest ein Schmalseitenteil (14) zum Aufbringen von Klemmkräften diesen zugeordnet ist. - Stranggießkokille nach Anspruch 1,
dadurch gekennzeichnet, dass sie mit wenigstens zwei sich von einem insbesondere mittig angeordneten Tauchgießrohr (4') nach beiden Seiten erstreckenden Formhohlräumen (5, 5') ausgebildet ist, die sich in entgegengesetzte Richtungen gegen die Austrittsspalte (12, 12') erstrecken. - Verfahren zum Stranggießen von relativ dünnen Strängen aus Metall, insbesondere aus Stahl, unter Verwendung der Vorrichtung nach den vorgenannten Ansprüchen 1 bis 13,
dadurch gekennzeichnet, dass Höhe und Neigung der den Kokillenboden ausbildenden Abschlußplatte (2) sowohl vor, als auch während des Gießvorganges veränderbar in Gießrichtung eingestellt werden. - Verfahren nach Anspruch 14,
dadurch gekennzeichnet, dass die Seitenplatte (3) vor und/oder während des Gießvorganges elektrisch oder mit Brennem beheizt wird. - Verfahren nach einem der Ansprüche 1 oder 15,
dadurch gekennzeichnet, dass zur Vermeidung eines Kontaktes der Schmelze mit Luftsauerstoff auf den Badspiegel (17) ein herkömmliches Gießpulver aufgegeben wird, wobei die sich bildende Schlacke mit dem Strang (11) in Gießrichtung (16) transportiert und außerhalb der Kokille (10) durch einen Luft- oder Wasserstrahl abgeblasen wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2000158414 DE10058414A1 (de) | 2000-11-24 | 2000-11-24 | Stranggießkokille und Verfahren zum Erzeugen dünner Metallbänder |
| DE10058414 | 2000-11-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1208929A1 true EP1208929A1 (de) | 2002-05-29 |
Family
ID=7664545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01126089A Withdrawn EP1208929A1 (de) | 2000-11-24 | 2001-11-02 | Stranggiesskokille und Verfahren zum Erzeugen dünner Metallbänder |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1208929A1 (de) |
| DE (1) | DE10058414A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113275523A (zh) * | 2021-05-24 | 2021-08-20 | 沈阳诚至信电炉有限公司 | 一种上引法铜带坯结晶器及铸造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3450188A (en) * | 1966-08-23 | 1969-06-17 | Enn Vallak | Continuous casting method and arrangement |
| US3467168A (en) * | 1966-04-25 | 1969-09-16 | Oglebay Norton Co | Continuous casting apparatus and method including mold lubrication,heat transfer,and vibration |
| GB2114483A (en) * | 1982-02-09 | 1983-08-24 | Vni I Pk I Metall Mashino Stro | Process and machine for the production of metal castings |
| EP0092539A1 (de) * | 1982-04-20 | 1983-10-26 | VOEST-ALPINE Aktiengesellschaft | Horizontalstranggiessanlage zum kontinuierlichen Giessen eines Stranges mit Brammenquerschnittsformat |
| US4540037A (en) * | 1982-09-27 | 1985-09-10 | Concast Ag | Method and apparatus for bidirectional horizontal continuous casing |
| EP0611619A2 (de) * | 1993-02-16 | 1994-08-24 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Giessform zum Stranggiessen von dünnen Brammen |
| DE19919332A1 (de) * | 1999-04-28 | 2000-11-02 | Sms Demag Ag | Verfahren und Vorrichtung zum Reinigen einer stranggegossenen Gußoberfläche |
-
2000
- 2000-11-24 DE DE2000158414 patent/DE10058414A1/de not_active Withdrawn
-
2001
- 2001-11-02 EP EP01126089A patent/EP1208929A1/de not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3467168A (en) * | 1966-04-25 | 1969-09-16 | Oglebay Norton Co | Continuous casting apparatus and method including mold lubrication,heat transfer,and vibration |
| US3450188A (en) * | 1966-08-23 | 1969-06-17 | Enn Vallak | Continuous casting method and arrangement |
| GB2114483A (en) * | 1982-02-09 | 1983-08-24 | Vni I Pk I Metall Mashino Stro | Process and machine for the production of metal castings |
| EP0092539A1 (de) * | 1982-04-20 | 1983-10-26 | VOEST-ALPINE Aktiengesellschaft | Horizontalstranggiessanlage zum kontinuierlichen Giessen eines Stranges mit Brammenquerschnittsformat |
| US4540037A (en) * | 1982-09-27 | 1985-09-10 | Concast Ag | Method and apparatus for bidirectional horizontal continuous casing |
| EP0611619A2 (de) * | 1993-02-16 | 1994-08-24 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Giessform zum Stranggiessen von dünnen Brammen |
| DE19919332A1 (de) * | 1999-04-28 | 2000-11-02 | Sms Demag Ag | Verfahren und Vorrichtung zum Reinigen einer stranggegossenen Gußoberfläche |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113275523A (zh) * | 2021-05-24 | 2021-08-20 | 沈阳诚至信电炉有限公司 | 一种上引法铜带坯结晶器及铸造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10058414A1 (de) | 2002-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0149734B1 (de) | Kokille zum Stranggiessen von Stahlband | |
| DE2909848C2 (de) | Vorrichtung zum Stranggießen von Bändern, Knüppeln oder Drähten aus Metall | |
| EP0551311B1 (de) | Flüssigkeitsgekühlte kokille für das stranggiessen von strängen aus stahl im brammenformat | |
| EP0615802B1 (de) | Walzbarren-Stranggussanlage | |
| EP1181997A1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Giessen von Stahlband aus Stahlschmelze | |
| DE3330810C2 (de) | Vorrichtung und Verfahren zum Stranggießen von Metall | |
| EP0062606B1 (de) | Vorrichtung zum Kühlen eines Giessstranges während des Stranggiessens | |
| DE60000858T2 (de) | Verfahren und vorrichtung zum stranggiessen mit hoher geschwindigkeit | |
| WO2003092931A1 (de) | Anpassung des wärmeüberganges bei stranggiesskokillen, insbesondere im giessspiegelbereich | |
| DE3440236C2 (de) | ||
| DE3440237A1 (de) | Vorrichtung zum bandstranggiessen von metallen, insbesondere von stahl | |
| DE2854144C2 (de) | Vorrichtung zum Zuführen einer Schmelze zu einer horizontalen Stranggießkokille für Rundstränge | |
| EP1208929A1 (de) | Stranggiesskokille und Verfahren zum Erzeugen dünner Metallbänder | |
| DE19639299C2 (de) | Vorrichtung zur Herstellung eines Vielkant- oder Profil-Formats in einer Stranggießanlage | |
| US5348075A (en) | The manufacture of thin metal slab | |
| DE2853868C2 (de) | Verfahren zum Stranggießen von Stahl sowie dementsprechend hergestellter Stahlstrang | |
| EP0972590B1 (de) | Stranggiesskokille | |
| DE3856161T2 (de) | Verfahren und vorrichtung zum direkten giessen von metall zur bildung langer körper | |
| DE4006842A1 (de) | Bandgiessanlage mit oszillierender durchlaufkokille | |
| EP0869853B1 (de) | Verfahren zum stranggiessen von dünnbrammen aus metall | |
| DE1801659A1 (de) | Verfahren und Vorrichtung zur Herstellung von Gussteilen aus Metallen | |
| DE19801822C1 (de) | Verfahren und Vorrichtung zum Stranggießen von Metallen | |
| DE10148150B4 (de) | Flüssigkeitsgekühlte Stranggießkokille | |
| CH639298A5 (en) | Continuous casting method | |
| EP0846510B1 (de) | Verwendung einer Kokille zum Herstellen von Barren aus Leichtmetall oder einer Leichtmetall-legierung, insbesondere aus Magnesium oder einer Magnesiumlegierung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20011105 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20040602 |