EP1213065B1 - Stanzwerkzeug mit Justierung - Google Patents
Stanzwerkzeug mit Justierung Download PDFInfo
- Publication number
- EP1213065B1 EP1213065B1 EP20010116300 EP01116300A EP1213065B1 EP 1213065 B1 EP1213065 B1 EP 1213065B1 EP 20010116300 EP20010116300 EP 20010116300 EP 01116300 A EP01116300 A EP 01116300A EP 1213065 B1 EP1213065 B1 EP 1213065B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- punch
- adjusting ring
- wedge
- punching tool
- pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004080 punching Methods 0.000 claims description 36
- 238000003780 insertion Methods 0.000 claims description 5
- 230000037431 insertion Effects 0.000 claims description 5
- 238000000034 method Methods 0.000 claims description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
Definitions
- the invention relates to a punch with a punch, an adjusting ring and a wedge, wherein the punch is clamped after a setup in the Justierring, the Justierring by means of the wedge in a certain angular position in a tool holder is fixed and the angular position between the punch and the adjusting ring is defined by a positive rotation.
- the object of the present invention is to provide a punch that facilitates the establishment of the punch, thereby causing only small Um einsungs- and operating costs.
- the object is achieved by a punching tool of the type described above, in which the rotation of the adjusting ring side is fixed positively on the wedge in the direction of rotation.
- the advantage of the punching tool according to the invention is that the adjusting ring itself can continue to find use and the replacement of the usually only screwed wedge in conjunction with the turntable as a wear part consschauschenden anyway stamping the facilitation of the setup process is achieved.
- the punching tool according to the invention in addition to facilitating the setting process continues to provide an effective anti-rotation for the punch in the adjusting ring, which in particular when carrying out one-sided punching operations, for. B. at obliquely ground punch can be of great importance.
- a pin seated in a bore in the punch is provided as part of the rotation.
- Such a design is particularly simple and inexpensive to provide and only requires the formation of a hole in the punch for receiving the pin.
- a radial bore for receiving the pin in the shaft of the punch or an axial bore in a heavy load shoulder, the height of which is slightly larger than the thickness of the Justierringes, may be provided.
- the wedge preferably has an opening, for example, a groove with fitted width to secure against rotation receiving the pin end.
- a groove which can be formed throughout the height of the wedge, is relatively easy to manufacture.
- the wedge itself can engage directly in a recess or flattening of the punch.
- a pin not necessarily a pin must be provided as a connecting element of the rotation.
- a recess for inserting the punch with mounted pin is provided in the alignment ring in alignment with the opening formed as a groove of the wedge.
- the formation of the recess in the adjusting ring is otherwise easily possible because it is relatively easy to work as a compensation component and the accuracy of the recess no high demands are made, so that, for example, a quick manual post-processing with a file is readily conceivable.
- a quick manual post-processing with a file is readily conceivable.
- an axially lying pin as is provided, for example, in the case of a stamping punch with a heavy-duty shoulder, no further processing of the adjusting ring is of course necessary.
- a punching tool according to the invention by switching existing punching tools.
- a wedge for forming a punching tool according to the invention which is accurately fixed in a radial groove of an adjusting ring and a fitted opening for rotationally secure receiving a punching side fixed securing element, such as a pin, wherein the fitted opening preferably from a radially inward opening groove exists.
- a punching tool for forming a punching tool according to the invention also serves a punch, which has a dowel, which is arranged such that its free end in the mounted position in the engagement region of an opening of the adjusting ring side provided wedge can be brought.
- a punching tool 10 is shown in cross section, which is suitable for receiving in a tool holder size 1 of the system Trumpf.
- the punching tool 10 consists essentially of a punch 12 with a head 14, a shaft 16 and a cutting portion 18, and an adjusting ring 20, which frontally has a radial groove 22 (see also Fig. 2), in which a wedge 24 with Help a screw 26 is fixed.
- the hardened steel wedge 24 forms an outer radial projection 28 which defines the angular relative position of the punch 10 in the tool holder (not shown).
- a radial bore 30 is provided, in which a pin 32 is seated.
- the radially projecting end 34 of the pin 32 is seated in the circumferential direction accurately in the continuous groove 36 (see also Fig. 2) in the wedge 24 and thereby forms an anti-rotation.
- the punch is first inserted with its head through a bore 38 in the adjusting ring 20, wherein a recess provided with the groove 36 in the Justierring 20 recess 40 allows complete insertion of the punch 12 with mounted pin 32 until a paragraph 42 of the punch shaft 16 to the bottom 44 of a recess 46 in the adjusting ring 20 applies and thereby defines the axial position of the punch 12 to the Justierring 20.
- the pin end 34 has been precisely inserted into the groove 36, so that there is no elaborate setup a precisely defined angular position between the punch 10 and the wedge 24 and thus the adjusting ring 20.
- the adjustment ring 20 provided with a clamping slot 48 is now clamped by tightening a clamping screw (not shown) with the punch 12.
- the illustrated punching tool 10 differs only by the modified with a groove 36 wedge 24, the recess 40 in the adjusting ring 20 and the fitted pin in the punch 12. It is therefore readily conceivable, existing punching tools Replacement of the wedge, subsequent formation of the recess 40, which is easily possible in the only annealed adjusting ring 20, and expand by replacing the punch 12, which is already a wearing part, to the illustrated punch 10 with Einricht Anlagen and rotation.
- a punching tool 50 of size 2 of Trumpf system is shown in cross section. Due to the larger diameter of the cutting area 58 of the punch 52, the adjusting ring 60 does not have a recess, but the axial relative position between punch 52 and Justierring 60 is defined by contact with a shoulder 61 of the cutting area 58 on the underside of the adjusting ring.
- the head 54 and the shaft 56 of the punch 52 otherwise correspond to the punch 12 of FIG. 1 and the structure of the rotation with a wedge 64 which sits in a groove 62 and a groove 76 for receiving a free end 74 of a in a Radial bore 70 in the punch shaft 56 seated pin 72, substantially corresponds to the punching tool 10 shown in FIGS.
- a recess 80 is provided in alignment with the groove 76 of the key 74 to allow the insertion of the punch 12 into a bore 78 of the alignment ring 60 with the pin 70 already mounted.
- the punch has 102 corresponding to the usual design of size 3 of the system Trumpf a heavy-duty shoulder 103, in addition to the usual changes also deviations for anti-rotation.
- the heavy load shoulder 103 is slightly higher than the thickness of a suitable Justierrings 110 formed so that it extends into the region of a wedge 114, which in turn ensures a rotationally secure receiving the punch 100 in a tool holder. Due to these circumstances, it is not possible to provide a radial bore in the region of the wedge 114 for receiving an anti-twist device.
- An axial bore 120 is therefore formed in the heavy-duty shoulder 103, in which a locking pin 122 is provided, whose end 124 projects beyond the end face of the heavy-duty shoulder 103.
- the wedge 114 in turn, with the aid of a screw 116 in a groove 112 seated (see also Fig. 5) is screwed to the adjusting ring 110, in turn has to form the anti-rotation and Einricht Anlagen an inwardly open or selectively closed slot 126 whose Width is fitted with the pin diameter.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
- Die Erfindung befaßt sich mit einem Stanzwerkzeug mit einem Stanzstempel, einem Justierring und einem Keil, wobei der Stanzstempel nach einem Einrichtvorgang in dem Justierring verklemmbar ist, der Justierring mit Hilfe des Keils in einer bestimmten Winkelstellung in einer Werkzeughalterung festlegbar ist und die Winkelstellung zwischen dem Stanzstempel und dem Justierring durch eine formschlüssige Verdrehsicherung definiert ist.
- Ein allgemeines Problem bei Stanzstempeln, die mit Hilfe eines Justierrings in einer Werkzeughalterung montiert werden, wie dies beispielsweise das System Trumpf vorsieht, besteht darin, daß der Stanzstempel in seiner Winkelstellung bezüglich des Justierrings aufwendig eingerichtet werden muß. Neben dem Zeitaufwand ist als Kostenfaktor auch die Notwendigkeit teurer Hilfseinrichtungen zu erwähnen. Nach dem Einrichten wird der Stanzstempel mit Hilfe einer Spannvorrichtung in einer Bohrung in dem Justierring verklemmt.
- Es existieren bereits Vorschläge für Stanzwerkzeuge, die den aufwendigen Einrichtvorgang vermeiden. Beispielsweise ist bereits eine einstückige Ausbildung des Stanzwerkzeuges vorgeschlagen worden, die allerdings extrem hohe Kosten nach sich zieht, da die ganze Einheit ein Verschleißteil darstellt. Auch die teilweise einstückige Ausbildung des Stanzwerkzeuges, beispielsweise des Stempelschaftes und des Justierrings bedingt zumindest hohe Umstellungskosten, denn die vorhandenen Justierringe können nicht mehr eingesetzt werden. Bekannt ist es auch bereits, eine Verdrehsicherung zwischen dem Justierring und dem Stanzstempel vorzusehen, wobei allerdings auch in diesem Fall die relativ teuren Justierringe ersetzt oder aufwendig nachgearbeitet werden müssen.
- Aus der US 2, 893, 488 ist ein Stanzwerkzeug bekannt, bei welchem der Stanzstempel in einer ihn umgebenden Buchse linear beweglich geführt ist. Ein solches Konzept ist für das System Trumpf ungeeignet.
- Die Aufgabe der vorliegenden Erfindung besteht darin, ein Stanzwerkzeug zu schaffen, das die Einrichtung des Stanzstempels erleichtert und dabei nur geringe Umstellungs- und Betriebskosten verursacht.
- Erfindungsgemäß wird die Aufgabe durch ein Stanzwerkzeug der eingangs beschriebenen Art gelöst, bei welchem die Verdrehsicherung justierringseitig an dem Keil in Drehrichtung formschlüssig festgelegt ist.
- Der Vorteil des erfindungsgemäßen Stanzwerkzeuges besteht darin, daß der Justierring selbst weiter Verwendung finden kann und nach dem Austausch des üblicherweise nur angeschraubten Keils im Zusammenwirken mit dem als Verschleißteil turnusgemäß ohnehin auszustauschenden Stanzstempel die Erleichterung des Einrichtvorgangs erreicht wird.
- Als weiterer Vorteil ist zu erwähnen, daß der mit dem Keil modifizierte Justierring nach wie vor den Einsatz herkömmlicher Stanzstempel ohne Verdrehsicherung erlaubt, so daß insoweit keine Mehrkosten bei gleichzeitigem Einsatz von Stanzstempeln mit und ohne Verdrehsicherung anfallen.
- Das erfindungsgemäße Stanzwerkzeug bietet neben der Erleichterung des Einrichtvorgangs weiterhin auch eine wirksame verdrehsicherung für den Stanzstempel im Justierring, was insbesondere beim Ausführen einseitiger Stanzvorgänge, z. B. bei schräg geschliffenem Stanzstempel von großer Bedeutung sein kann.
- Vorzugsweise ist als Teil der Verdrehsicherung ein in einer Bohrung im Stanzstempel sitzender Stift vorgesehen. Eine derartige Ausbildung ist besonders einfach und kostengünstig vorzusehen und erfordert lediglich das Ausbilden einer Bohrung im Stanzstempel zur Aufnahme des Stiftes. Je nach Werkzeuggröße kann eine Radialbohrung zur Aufnahme des Stiftes im Schaft des Stanzstempels oder eine Axialbohrung in einer Schwerlastschulter, deren Höhe geringfügig größer als die Dicke des Justierringes ist, vorgesehen sein.
- Um die Kosten für die Umrüstung gering zu halten, weist der Keil vorzugsweise eine Öffnung, beispielsweise eine Nut mit gepaßter Weite zur gegen Verdrehung gesicherten Aufnahme des Stiftendes auf. Eine derartige Nut, die über die Höhe des Keils durchgängig ausgebildet sein kann, ist vergleichsweise leicht herzustellen.
- Selbstverständlich sind weitere Arten der Verdrehsicherung zwischen dem Keil und dem Stanzstempel denkbar, beispielsweise kann der Keil selbst unmittelbar in eine Ausnehmung oder Abflachung des Stanzstempels eingreifen. Auch muß als Verbindungselement der Verdrehsicherung nicht notwendigerweise ein Stift vorgesehen sein.
- Um das Einsetzen des Stanzstempel in den Justierring zu erleichtern, ist in bevorzugter Weiterbildung der Erfindung vorgesehen, daß in dem Justierring fluchtend mit der als Nut ausgebildeten Öffnung des Keils eine Ausnehmung zum Einschieben des Stanzstempels mit montiertem Stift vorgesehen ist. Zwar wäre es grundsätzlich auch denkbar, den Stanzstempel bei fehlender Ausnehmung zunächst ohne Stift zu montieren und den Keil erst nach dem Einfügen des Stiftes in der Bohrung zu montieren, allerdings würde dies wiederum den Einrichtvorgang verzögern.
- Das Ausbilden der Ausnehmung im Justierring ist im übrigen problemlos möglich, da dieser als Vergütungsbauteil relativ leicht zu bearbeiten ist und an die Genauigkeit der Ausnehmung keine hohen Anforderungen gestellt werden, so daß beispielsweise auch eine schnelle manuelle Nachbearbeitung mit einer Feile ohne weiteres denkbar ist. Bei axial liegendem Stift, wie dies beispielsweise bei einem Stanzstempel mit Schwerlastschulter vorgesehen ist, ist selbstverständlich keine Nachbearbeitung des Justierrings notwendig.
- Wie aus den vorstehenden Ausführungen bereits zu ersehen ist, ist es möglich, ein erfindungsgemäßes Stanzwerkzeug durch Umstellen vorhandener Stanzwerkzeuge zu schaffen. So kann man einen Keil zur Ausbildung eines erfindungsgemäßen Stanzwerkzeuges vorsehen, der in einer Radialnut eines Justierrings passgenau festlegbar ist und eine gepaßte Öffnung zur drehsicheren Aufnahme eines stanzstempelseitig festgelegten Sicherungselements, beispielsweise eines Stiftes, aufweist, wobei die gepaßte Öffnung vorzugsweise aus einer sich radial nach innen öffnenden Nut besteht.
- Zur Ausbildung eines erfindungsgemäßen Stanzwerkzeuges dient ferner ein Stanzstempel, der einen Paßstift aufweist, welcher derart angeordnet ist, daß sein freies Ende in montierter Stellung in den Eingriffsbereich einer Öffnung des justierringseitig vorgesehenen Keils bringbar ist.
- Nachfolgend wird anhand der beigefügten Zeichnungen näher auf Ausführungsbeispiele der Erfindung eingegangen: Es zeigen:
- Fig. 1
- einen Querschnitt eines Stanzwerkzeuges;
- Fig. 2
- eine Draufsicht des Stanzwerkzeuges gemäß Fig. 1;
- Fig. 3
- einen Querschnitt eines weiteren Stanzwerkzeuges;
- Fig. 4
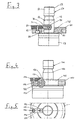
- einen Querschnitt eines Stanzwerkzeuges, dessen Stanzstempel eine Schwerlastschulter aufweist;
- Fig. 5
- eine Teilansicht des Stanzwerkzeuges gemäß Fig. 4.
- In Fig. 1 ist ein Stanzwerkzeug 10 im Querschnitt dargestellt, das zur Aufnahme in einer Werkzeughalterung der Größe 1 des Systems Trumpf geeignet ist. Das Stanzwerkzeug 10 besteht im wesentlichen aus einem Stanzstempel 12 mit einem Kopf 14, einem Schaft 16 und einem Schneidenbereich 18, und einem Justierring 20, welcher stirnseitig über eine Radialnut 22 (siehe auch Fig. 2) verfügt, in welcher ein Keil 24 mit Hilfe einer Schraube 26 festgelegt ist. Der aus gehärtetem Stahl bestehende Keil 24 bildet einen äußeren Radialvorsprung 28, der die Winkelrelativstellung des Stanzwerkzeuges 10 in der Werkzeughalterung (nicht gezeigt) definiert.
- In dem Schaft 16 des Stanzstempels 12 ist eine Radialbohrung 30 vorgesehen, in welcher ein Stift 32 sitzt. Das radial hervorstehende Ende 34 des Stiftes 32 sitzt in Umfangsrichtung passgenau in der durchgängigen Nut 36 (siehe auch Fig. 2) in dem Keil 24 und bildet dadurch eine Verdrehsicherung.
- Bei der Montage wird zunächst der Stempel mit seinem Kopf durch eine Bohrung 38 in dem Justierring 20 eingesteckt, wobei eine fluchtend mit der Nut 36 in dem Justierring 20 vorgesehene Ausnehmung 40 ein vollständiges Einführen des Stanzstempels 12 mit montiertem Stift 32 erlaubt, bis sich ein Absatz 42 des Stempelschaftes 16 an den Boden 44 einer Vertiefung 46 in dem Justierring 20 anlegt und dadurch die axiale Lage des Stanzstempels 12 zu dem Justierring 20 definiert. Das Stiftende 34 ist dabei passgenau in die Nut 36 eingeführt worden, so daß sich ohne aufwendigen Einrichtvorgang eine exakt definierte Winkelstellung zwischen dem Stanzwerkzeug 10 und dem Keil 24 und damit dem Justierring 20 ergibt. Der mit einem Spannschlitz 48 versehene Justierring 20 wird nunmehr durch Anziehen einer Spannschraube (nicht gezeigt) mit dem Stanzstempel 12 verklemmt.
- Von üblichen Stanzwerkzeugen unterscheidet sich das abgebildete Stanzwerkzeug 10 lediglich durch den mit einer Nut 36 modifizierten Keil 24, die Ausnehmung 40 in dem Justierring 20 und den gepaßten Stift in dem Stanzstempel 12. Es ist daher ohne weiteres denkbar, vorhandene Stanzwerkzeuge durch Austausch des Keils, nachträgliches Ausbilden der Ausnehmung 40, was bei dem lediglich vergüteten Justierring 20 problemlos möglich ist, und durch Austausch des Stanzstempels 12, der ohnehin ein Verschleißteil darstellt, zu dem abgebildeten Stanzwerkzeug 10 mit Einrichthilfe und Verdrehsicherung auszubauen.
- In Fig. 3 ist ein Stanzwerkzeug 50 der Größe 2 des Systems Trumpf im Querschnitt dargestellt. Bedingt durch den größeren Durchmesser des Schneidenbereiches 58 des Stanzstempels 52 verfügt der Justierring 60 nicht über eine Vertiefung, sondern die axiale Relativlage zwischen Stanzstempel 52 und Justierring 60 wird durch Anlage einer Schulter 61 des Schneidenbereiches 58 an der Unterseite des Justierrings definiert. Der Kopf 54 und der Schaft 56 des Stanzstempels 52 entsprechen im übrigen dem Stanzstempel 12 gemäß Fig. 1 und auch der Aufbau der Verdrehsicherung mit einem Keil 64, der in einer Nut 62 sitzt und eine Nut 76 zur Aufnahme eines freien Endes 74 eines in einer Radialbohrung 70 in dem Stempelschaft 56 sitzenden Stiftes 72 aufweist, entspricht im wesentlichen dem in Fig. 1 und 2 dargestellten Stanzwerkzeug 10, wodurch sich auch eine Fig. 2 entsprechende Draufsicht auf das Stanzwerkzeug 50 ergibt. Es ist wiederum eine Ausnehmung 80 in Flucht mit der Nut 76 des Keils 74 vorgesehen, um das Einstecken des Stanzstempels 12 in eine Bohrung 78 des Justierrings 60 bei bereits montiertem Stift 70 zu ermöglichen.
- Bei einem Stanzwerkzeug 100, dessen Stanzstempel 102 entsprechend der üblichen Ausführung der Größe 3 des Systems Trumpf eine Schwerlastschulter 103 aufweist, ergeben sich neben den üblichen Änderungen auch Abweichungen für die Verdrehsicherung. Um eine bessere Einleitung der Stanzkräfte in den Stanzstempel 102 zu ermöglichen, ist die Schwerlastschulter 103 geringfügig höher als die Dicke eines geeigneten Justierrings 110 ausgebildet, so daß sie bis in den Bereich eines Keils 114 ragt, der wiederum für eine drehsichere Aufnahme des Stanzwerkzeuges 100 in einer Werkzeughalterung sorgt. Aufgrund dieser Umstände ist es nicht möglich, im Bereich des Keils 114 eine Radialbohrung zur Aufnahme einer Verdrehsicherung vorzusehen. Es ist daher eine Axialbohrung 120 in der Schwerlastschulter 103 ausgebildet, in welcher ein Sicherungsstift 122 vorgesehen ist, dessen Ende 124 über die Stirnfläche der Schwerlastschulter 103 hervorsteht. Der Keil 114, der wiederum mit Hilfe einer Schraube 116 in einer Nut 112 sitzend (siehe auch Fig. 5) mit dem Justierring 110 verschraubt ist, weist seinerseits zur Ausbildung der Verdrehsicherung und Einrichthilfe ein nach innen offenes oder wahlweise geschlossenes Langloch 126 auf, dessen Breite mit dem Stiftdurchmesser gepaßt ist.
- Da der Stift 122 mit seinem Stiftende 124 nicht radial über einen Außendurchmesser des Stanzstempels 102 hinausragt, ist eine Änderung des Justierrings 110 gegenüber Ausführungsformen ohne Verdrehsicherung nicht notwendig und es muß lediglich der Keil 114 zum Zusammenwirken mit dem Stift 122 vorgesehen werden.
- Selbstverständlich ist es denkbar, als Verdrehsicherung statt eines in eine Nut oder ein Langloch eingreifenden Stiftes auch weitere formschlüssige Verbindungen vorzusehen, wobei beispielsweise der Keil auch unmittelbar mit einer entsprechenden Ausformung an der Umfangsfläche des Stanzstempels zusammenwirken kann.
Claims (9)
- Stanzwerkzeug mit einem Stanzstempel (12; 52; 102), einem Justierring (20; 60; 110) und einem Keil (124; 64; 114), wobei der Stanzstempel (12; 52; 102) nach einem Einrichtvorgang in dem Justierring (20; 60; 110) verklemmbar ist, der Justierring (20; 60; 110) mit Hilfe des Keils (24; 64, 114) in einer bestimmten Winkelstellung in einer Werkzeughalterung festlegbar ist und die Winkelstellung zwischen dem Stanzstempel (12; 52; 102) und dem Justierring (20; 60; 110) durch eine formschlüssige Verdrehsicherung definiert ist, dadurch gekennzeichnet, daß die verdrehsicherung (32; 72; 122) justierringseitig an dem Keil (24; 64; 114) in Drehrichtung formschlüssig festgelegt ist.
- Stanzwerkzeug nach Anspruch 1, dadurch gekennzeichnet, daß als Teil der Verdrehsicherung ein in einer Bohrung (30; 70; 120) im Stanzstempel (12; 52; 102) sitzender Stift (32; 72; 122) vorgesehen ist.
- Stanzwerkzeug nach Anspruch 2, dadurch gekennzeichnet, daß der Stift (32; 72) in einer Radialbohrung (30; 70) im Schaft (16; 56) des Stanzstempels (12; 52) sitzt.
- Stanzwerkzeug nach Anspruch 2 oder 3, dadurch gekennzeichnet, daß der Stift (122) in einer Axialbohrung (120) in einer Schwerlastschulter (103) des Stanzstempels (102) sitzt.
- Stanzwerkzeug nach Anspruch 2, dadurch gekennzeichnet, daß in dem Justierring (20; 60) fluchtend mit der als Nut ausgebildeten Öffnung (36; 76) eine Ausnehmung (40; 80) zum Ermöglichen des Einschiebens des Stanzstempels (12; 52) mit montiertem Stift (32; 72) vorgesehen ist.
- Stanzwerkzeug nach einem der vorhergehenden, dadurch gekennzeichnet, daß der Keil (24; 64; 114) eine Öffnung (36; 76; 126) mit gepaßter Weite zur gegen Verdrehung gesicherten Aufnahme eines Teils (32; 72; 122) der Verdrehsicherung aufweist.
- Stanzwerkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Keil (24; 64; 114) in einer Radialnut (22; 62; 112) eines Justierrings (20; 60; 110) passgenau festlegbar ist.
- Stanzwerkzeug nach Anspruch 6 oder 7, dadurch gekennzeichnet, daß die gepaßte Öffnung aus einer sich nach der Montage des Keils (24; 64; 114) an dem Justierring (20; 60; 110) radial nach innen öffnenden Nut (36; 76; 126) besteht.
- Stanzwerkzeug nach einem der Ansprüche 2 bis 8, dadurch gekennzeichnet, daß der Paßstift (32; 72; 122) derart angeordnet ist, daß sein freies Ende (34; 74; 124) in Montierstellung in den Eingriffsbereich des justierringseitig vorgesehenen Keils (24; 64; 114) bringbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10032045 | 2000-07-05 | ||
| DE2000132045 DE10032045C2 (de) | 2000-07-05 | 2000-07-05 | Stanzwerkzeug mit Justierring |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1213065A2 EP1213065A2 (de) | 2002-06-12 |
| EP1213065A3 EP1213065A3 (de) | 2003-10-22 |
| EP1213065B1 true EP1213065B1 (de) | 2006-09-27 |
Family
ID=7647446
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20010116300 Expired - Lifetime EP1213065B1 (de) | 2000-07-05 | 2001-07-05 | Stanzwerkzeug mit Justierung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1213065B1 (de) |
| DE (1) | DE10032045C2 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7954404B2 (en) | 2008-04-29 | 2011-06-07 | Mate Precision Tooling, Inc. | Punch device with adjustment subassembly as retrofit insert or as original equipment |
| US20120042764A1 (en) * | 2009-03-25 | 2012-02-23 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Punching Tools and Related Machines and Methods |
| US9186717B2 (en) | 2012-10-19 | 2015-11-17 | Mate Precision Tooling, Inc. | Punch assembly with separate adjustable punch guiding shim block |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10255219B3 (de) * | 2002-11-27 | 2004-03-18 | Mate Precision Tooling Gmbh | Stanzwerkzeug mit Justierring |
| DE20315143U1 (de) | 2003-10-01 | 2003-11-20 | Mate Precision Tooling GmbH, 61440 Oberursel | Justierring für Stanzstempel |
| DE102006002547B4 (de) * | 2005-12-07 | 2012-03-08 | Dietz Maschinen- Und Werkzeugbau Gmbh | Stanzwerkzeug, insbesondere für Stanzmaschinen mit Werkzeugwechselvorrichtungen |
| CN105149418B (zh) * | 2015-07-31 | 2017-03-08 | 苏州飞华铝制工业有限公司 | 一种多角度冲孔结构 |
| CN111844240A (zh) * | 2020-09-09 | 2020-10-30 | 新子元(上海)科技发展有限公司 | 一种带安全栓的冲切工装 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL125491C (de) * | 1900-01-01 | |||
| US2431566A (en) * | 1945-05-23 | 1947-11-25 | John F Kopczynski | Die |
| US2893488A (en) * | 1956-08-31 | 1959-07-07 | George F Wales | Perforating implement having means to align the punch and die |
| GB2030499A (en) * | 1978-09-07 | 1980-04-10 | Mercer Nairne & Co Ltd | Improved punch assembly |
| IT1280683B1 (it) * | 1995-01-25 | 1998-01-26 | Sapim Amada Spa | Dispositivo di tranciatura con punzone mobile |
| DE19505754C1 (de) * | 1995-02-20 | 1996-05-02 | Mate Punch And Die Gmbh | Stanzstempeleinheit |
| JP3742179B2 (ja) * | 1997-03-12 | 2006-02-01 | 株式会社ミスミグループ本社 | プレス金型におけるパンチ保持装置 |
-
2000
- 2000-07-05 DE DE2000132045 patent/DE10032045C2/de not_active Expired - Lifetime
-
2001
- 2001-07-05 EP EP20010116300 patent/EP1213065B1/de not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7954404B2 (en) | 2008-04-29 | 2011-06-07 | Mate Precision Tooling, Inc. | Punch device with adjustment subassembly as retrofit insert or as original equipment |
| US20120042764A1 (en) * | 2009-03-25 | 2012-02-23 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Punching Tools and Related Machines and Methods |
| JP2012521295A (ja) * | 2009-03-25 | 2012-09-13 | トルンプフ ヴェルクツォイクマシーネン ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | 打ち抜き工具及び該打ち抜き工具を有する工作機械 |
| US9168579B2 (en) * | 2009-03-25 | 2015-10-27 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Punching tools and related machines and methods |
| US9186717B2 (en) | 2012-10-19 | 2015-11-17 | Mate Precision Tooling, Inc. | Punch assembly with separate adjustable punch guiding shim block |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10032045C2 (de) | 2002-05-08 |
| DE10032045A1 (de) | 2002-01-31 |
| EP1213065A3 (de) | 2003-10-22 |
| EP1213065A2 (de) | 2002-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19505754C1 (de) | Stanzstempeleinheit | |
| EP2412991B1 (de) | Selbststanzendes Mutterelement und Zusammenbauteil bestehend aus dem Mutterelement und einem Blechteil | |
| DE2511490A1 (de) | Vorrichtung zum aufweiten von rohrleitungsenden | |
| EP1554068B1 (de) | Abstreifeinrichtung | |
| DE19902461A1 (de) | Mutter mit T-förmigem Querschnitt | |
| WO2014127391A1 (de) | Fräswerkzeug | |
| EP0957273B1 (de) | Befestigungselement und Verfahren zu dessen Herstellung | |
| EP1213065B1 (de) | Stanzwerkzeug mit Justierung | |
| DE69331337T2 (de) | Federspeicherbremszylinder und bolzenverriegelung dafür | |
| EP0776811A1 (de) | Lenkradbefestigung | |
| DE69703686T2 (de) | Schneiderwerkzeug-halterungssystem | |
| DE102007038254B4 (de) | Kupplungsglied für eine Mitnehmerkupplung und Herstellungsverfahren | |
| DE69015386T2 (de) | E-förmiger Haltering. | |
| EP0357985B1 (de) | Verbindung zweier winklig zueinander verlaufender oder fluchtender Profilschienen | |
| EP0275923A2 (de) | Aufspannvorrichtung für Werkstücke | |
| DE10153432C1 (de) | Wälzlager und Verfahren zur Befestigung eines Wälzlagers | |
| DE102018109150A1 (de) | Fräsmeißel | |
| DE3535768C2 (de) | ||
| EP1591676B1 (de) | Einpressmutter | |
| DE9305188U1 (de) | Schnellspannvorrichtung für Stichsägeblätter | |
| DE19734785A1 (de) | Getriebe mit einem selbstkalibrierenden Lagerelement | |
| EP0178417B1 (de) | Teilbares Werkzeug für die spanabhebende Bearbeitung | |
| DE2538606A1 (de) | Befestigungselement | |
| EP3256304A1 (de) | Tragplatten-komponenten-anordnung; verfahren zur positionierung einer komponente mittels einer verdrehsicherung in einer tragplatte | |
| EP4069997B1 (de) | Verfahren zur herstellung einer sperrklinke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040410 |
|
| AKX | Designation fees paid |
Designated state(s): FR GB IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 20050503 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060927 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20061213 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070628 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190619 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190719 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190703 Year of fee payment: 19 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200705 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200705 |