EP1219231A2 - Bürstenmatte und ihre Herstellung - Google Patents
Bürstenmatte und ihre Herstellung Download PDFInfo
- Publication number
- EP1219231A2 EP1219231A2 EP20010304315 EP01304315A EP1219231A2 EP 1219231 A2 EP1219231 A2 EP 1219231A2 EP 20010304315 EP20010304315 EP 20010304315 EP 01304315 A EP01304315 A EP 01304315A EP 1219231 A2 EP1219231 A2 EP 1219231A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plastic
- layer
- lengths
- mesh fabric
- assembly station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims 3
- 229920003023 plastic Polymers 0.000 claims abstract description 61
- 239000004033 plastic Substances 0.000 claims abstract description 61
- 239000004744 fabric Substances 0.000 claims abstract description 30
- 239000002657 fibrous material Substances 0.000 claims abstract description 18
- 239000000463 material Substances 0.000 claims abstract description 18
- 229920000704 biodegradable plastic Polymers 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims description 10
- 239000000203 mixture Substances 0.000 claims description 8
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 8
- 229920002689 polyvinyl acetate Polymers 0.000 claims description 7
- 239000011118 polyvinyl acetate Substances 0.000 claims description 7
- 239000003381 stabilizer Substances 0.000 claims description 7
- 244000043261 Hevea brasiliensis Species 0.000 claims description 6
- 229920003052 natural elastomer Polymers 0.000 claims description 6
- 229920001194 natural rubber Polymers 0.000 claims description 6
- 229920000126 latex Polymers 0.000 claims description 5
- 229920006173 natural rubber latex Polymers 0.000 claims description 5
- 239000002174 Styrene-butadiene Substances 0.000 claims description 4
- 240000000491 Corchorus aestuans Species 0.000 claims description 3
- 235000011777 Corchorus aestuans Nutrition 0.000 claims description 3
- 235000010862 Corchorus capsularis Nutrition 0.000 claims description 3
- 229920000742 Cotton Polymers 0.000 claims description 3
- 239000004816 latex Substances 0.000 claims description 3
- 230000000717 retained effect Effects 0.000 claims description 3
- 239000000126 substance Substances 0.000 claims description 3
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 claims 2
- 239000011248 coating agent Substances 0.000 claims 2
- 238000000576 coating method Methods 0.000 claims 2
- 239000011115 styrene butadiene Substances 0.000 claims 2
- 239000012530 fluid Substances 0.000 claims 1
- 239000004809 Teflon Substances 0.000 description 8
- 229920006362 Teflon® Polymers 0.000 description 8
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 8
- 229920001971 elastomer Polymers 0.000 description 7
- 239000005060 rubber Substances 0.000 description 7
- 239000006185 dispersion Substances 0.000 description 6
- 239000000839 emulsion Substances 0.000 description 5
- 229940075065 polyvinyl acetate Drugs 0.000 description 5
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 4
- 239000005864 Sulphur Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000011787 zinc oxide Substances 0.000 description 4
- 239000012190 activator Substances 0.000 description 3
- 239000007795 chemical reaction product Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000009472 formulation Methods 0.000 description 3
- 230000000855 fungicidal effect Effects 0.000 description 3
- 239000000417 fungicide Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical class [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 2
- 240000004584 Tamarindus indica Species 0.000 description 2
- 235000004298 Tamarindus indica Nutrition 0.000 description 2
- 230000000843 anti-fungal effect Effects 0.000 description 2
- 229940121375 antifungal agent Drugs 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- AYCIIDWZDWOICG-UHFFFAOYSA-N o-ethyl ethylsulfanylmethanethioate;zinc Chemical compound [Zn].CCOC(=S)SCC AYCIIDWZDWOICG-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- 235000013162 Cocos nucifera Nutrition 0.000 description 1
- 244000060011 Cocos nucifera Species 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000010903 husk Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229940049964 oleate Drugs 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 238000009732 tufting Methods 0.000 description 1
Images



Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L23/00—Cleaning footwear
- A47L23/22—Devices or implements resting on the floor for removing mud, dirt, or dust from footwear
- A47L23/26—Mats or gratings combined with brushes ; Mats
- A47L23/266—Mats
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
Definitions
- This invention relates to the formation of a brush-type mat with lengths of fibrous materials embedded and extending up from a base layer of plastic, in which that base layer is essentially formed of a biodegradable plastic, the mat having superior physical and chemical characteristics.
- Brush-type mats are well known, and are often used as doormats. They consist of a base layer of plastic into which are embedded the ends of tufts of fibrous material, portions of these tufts extending up from the base layer. Since such mats are generally used in applications where they are subjected to extremely rigorous conditions, they therefore must be capable of withstanding these conditions. Accordingly, in the past the base layer has usually been constituted of a cured plastic having appropriate physical and chemical characteristics, usually polyvinyl chloride or comparable material, into which the lengths of the fabric material forming the tufted portion of the mat are embedded. Those plastic materials, while generally satisfactory in terms of use, have a significant drawback which has recently become relatively critical, to wit, they are not biodegradable.
- Non-biodegradable curable plastics are, of course, known, but their use in mats of the type under discussion has been contra-indicated because they have not in the past produced mats of adequate physical characteristics, in particular being deficient in the strength with which the tufted lengths of fibrous materials are reliably retained within the plastic layer and the resistance of the mats to tearing or the like.
- the layer which forms the base of the mat is constituted by a layer of biodegradable plastic material such as rubber, preferably to a large degree natural rubber, which is reinforced by a mesh cloth embedded therein prior to the insertion of the lengths of fibrous material thereinto, that mesh cloth preferably being coated with the plastic, as by being dipped thereinto, before reaching and becoming embedded in that plastic layer.
- the thus assembled combination of plastic backing layer, mesh cloth and upstanding lengths of fibrous material is then subjected to plastic curing in order to produce the desired mat material.
- the lengths of fibrous material preferably are formed of coir yarn, as has long been the case.
- the mesh cloth is preferably formed of jute or cotton.
- the fibrous material generally designated 2 which will form the tufts of the mat are preferably constituted by coir yarn, the fibers being extracted from the husks of coconuts, cleaned and then spun by hand or machine to form yarn. That yarn is provided in a plurality of rolls 4. Many lengths of yarn 2 are unwound from the equally numerous rolls 4 and fed over roller 6 to an assembly station 8 of known construction and operation, the continuous yarn lengths 2 at this assembly station 8 being cut into short lengths which eventually become the tufts of the mat.
- a mesh cloth is provided on a roller 12. That cloth is in mesh form so as to facilitate its incorporation into the end product and to better receive the inserted fibrous tufts. It has a width generally the same as the width of the mat to be produced. It passes from the roller 12 over a roller 14, into a bath 16 of appropriate uncured and soft plastic material and then through rollers 18 which serve to feed the cloth 10 under roller 20 and to the leading end of a driven Teflon conveyor belt 22 forming a part of the assembly station 8.
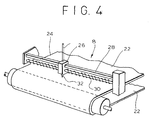
- the plastic feeding mechanism generally designated 24, schematically shown in Fig. 4. It comprises a head 26 slidable back and forth on rod 28 and driven back and forth by rotated screw 30.
- the head 26 has a nozzle 32 directed downwardly towards the upper reach of the Teflon belt 22 and is connected by conduit 34 and pump (not shown) to a suitable source of uncured plastic.
- the head 26, when moved back and forth over the Teflon belt 22 while uncured plastic is being pumped out therefrom, forms on the Teflon belt 22 a layer of uncured plastic material having an appreciable thickness such as 4-8 mm, depending on the desired pulling strength and pile height of the end product, into which layer the mesh cloth 10 is embedded.
- an appreciable thickness such as 4-8 mm
- the vertical portion 8A of the assembly station 8 which is adapted to receive the fibrous material 2 and cut that fibrous material, as it is fed therethrough into short lengths the size of which is determined by the desired thickness of the mat to be produced.
- Those short lengths of fibrous material are, at the assembly station 8, oriented vertically and pushed down so that their lower ends become embedded in the plastic layer formed by the head 26 into which the mesh fabric 10 is embedded.
- the mesh cloth 10 is applied to the Teflon belt 22 before it reaches the plastic feeding mechanism 24, so that the plastic is poured evenly onto the mesh cloth 10 to form the plastic base layer with the mesh cloth 10 embedded therein. The thickness of that plastic layer is maintained relatively constant by means of a doctor blade included in the assembly station 8.
- a continuous embryonic mat is produced consisting of a continuous layer of uncured plastic stabilized and strengthened by the mesh fabric 10 with a substantially continuous series of tufts of fibrous material extending up therefrom. That embryonic mat is then subjected to a treatment such as a heating treatment in order to cure the plastic and thus produce the finished product. As here disclosed, that cure is accomplished in two stages.
- the Teflon belt 22 extends for an appreciable distance from the vertical portion 8A of the assembly station 8, is provided with an internal heat source (not shown) and may be provided with a cover 36 to define at least a preliminary heat treatment or vulcanizing chamber through which the continuous embryonic mat, when it leaves the assembly station, slowly passes. That may, for example, involve travel of 10 meters at a temperature of about 160° C. This will usually not completely cure the resin but will sufficiently cure it so that it will readily release from the Teflon belt 22.
- This semi-cured matting is fed onto a second conveyor belt 36 which may be formed of stainless steel. It too is provided with heating means (not shown), and as the mat moves along with the belt 36 its curing is completed.
- the belt 36 may be approximately 30 meters in length, the temperature to which the matting is subjected may be about 160° C. and the matting may move along with the belt 36 for approximately 45 minutes.
- the finally cured matting thus produced, generally designated 38, is wound up on a reel 40, ready for cutting and shearing, as is conventional.
- the plastic material in the bath 16 and the plastic material fed onto the Teflon belt 22 and the mesh cloth 10 are preferably the same. As indicated above, it is important that the composition of the plastic material be biodegradable.
- a preferred biodegradable material is rubber latex and in particular, but not exclusively, natural rubber latex, combined with the usual and known compounding agents such as accelerators, vulcanizing agents, activators, and coloring agents.
- One particular formulation which has produced good results is as follows, the wet weights being set forth in the proportions to produce 100 kilograms of material: Wet Wt. 1. Styrene Butadiene Rubber latex (SBR) (50% dry rubber compound) 10.00 kg 2. Natural rubber latex (50% dry rubber compound) 40.00 kg 3.
- An alternative and particularly preferred formulation is as follows: Wet Wt. 1. SBR or Styrene Butadiene Rubber latex (50% dry rubber) plus or minus 10% 3.00 kg 2. Natural rubber latex (53% dry rubber content) 60.00 kg 3. Emulsion MC140 strength 35% (poly Vinyl acetate emulsion)(VA) 20.00 kg 4. 10% Ammoniated oleate (stabilizer) or an alternate stabilizer 4.00 kg 5. Fungicide (Phenolic based anti fungal) 0.06 kg 6. Sulphur (Vulcanizing agent) (Rubber grade 50% dispersion) 2.00 kg 7. ZDC (Zinc Diethyl Dithiocarbonate) (50% dispersion) (Accelerator to increase speed of vulcanization) 2.00 kg 8. Zinc Oxide (40% dispersion) (Activator) 0.80 kg 9. Saturated ammonium chloride solution 30% 0.20 kg 10. Ammoniated water (5%) 10.00 kg 11. Pigment as required for color
- the proportions of all of the elements may be varied, and in particular the proportions of the first four elements may be varied by plus or minus 10%.
- Other biodegradable plastics may be substituted, in particular in place of the polyvinyl acetate.
- the disclosed specific formulation is primarily natural rubber to which a minor amount of synthetic rubber has been added to improve the physical characteristics of the end product, which is also the case with respect to the polyvinyl acetate and stabilizer, but those elements and may be omitted or provided in somewhat different proportions, and other biodegradable plastics may be substituted for them.
- the sulphur, ZDC and zinc oxide are ball milled and set aside.
- the polyvinyl acetate emulsion is mixed with the ammoniate water, after which the stabilizer, fungicide and pigment are added and mixing continues. After those materials are thoroughly mixed the rubber latex and the previously mixed sulphur, ZDC and zinc oxide are added, mixing continues, and finally the other compounds are mixed into the overall composition, after which that composition is ready for feeding through the feeding mechanism 24.
- the thus constituted mats, after curing the plastic, are particularly well suited for strenuous use, for example, as a door mat, because the tough fibrous tufts which extend up from the plastic base are retained in that base with a reliability (pulling strength) exceeding that characteristic of prior art mats using a conventional polyvinyl chloride plastic, while the plastic backing itself exhibits improved stability and tearing strength when compared with the prior art.
- This is due to a large degree to the reinforcement of that plastic layer by the cloth 10, the mesh nature of which not only facilitates its embedment in the plastic layer but also facilitates lengthwise insertion of ends of the tufting material 2 into the plastic layer for retention therein.
- the mats of the present invention are biodegradable.
Landscapes
- Laminated Bodies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US748460 | 2000-12-27 | ||
| US09/748,460 US20020119716A1 (en) | 2000-12-27 | 2000-12-27 | Method of making a brush-type mat and the mat produced thereby |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1219231A2 true EP1219231A2 (de) | 2002-07-03 |
Family
ID=25009538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20010304315 Withdrawn EP1219231A2 (de) | 2000-12-27 | 2001-05-15 | Bürstenmatte und ihre Herstellung |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20020119716A1 (de) |
| EP (1) | EP1219231A2 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1293160A2 (de) | 2002-09-25 | 2003-03-19 | Travancore Mats & Matting Co. | Bürstenmatte und ihre Herstellung |
| WO2005055770A1 (en) * | 2003-12-12 | 2005-06-23 | Prasad Arun | Coir fibre tufting machine |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004031501A1 (en) | 2002-10-01 | 2004-04-15 | Dodge-Regupol, Incorporated | Noise and vibration mitigating mat |
| US20060244187A1 (en) | 2005-05-02 | 2006-11-02 | Downey Paul C | Vibration damper |
| CN100534262C (zh) * | 2005-09-16 | 2009-08-26 | 富葵精密组件(深圳)有限公司 | 膜孔形成装置及方法 |
| WO2013136341A1 (en) | 2012-03-16 | 2013-09-19 | Prasad Arun | A coir mat, a method for making the coir and an apparatus for making the coir mat |
| JP6386791B2 (ja) * | 2014-05-21 | 2018-09-05 | クリーンテックス・ジャパン株式会社 | マット及びマットの製造方法 |
| US20180202150A1 (en) | 2015-06-25 | 2018-07-19 | Pliteq Inc. | Impact damping mat, equipment accessory and flooring system |
| CA3005384C (en) | 2015-06-25 | 2020-09-22 | Pliteq Inc. | Impact damping mat, equipment accessory and flooring system |
| EP3935932A1 (de) * | 2020-07-07 | 2022-01-12 | Andreas Stihl AG & Co. KG | Schneidmesser für einen schneidkopf und schneidkopf für eine motorsense |
| US20260033701A1 (en) * | 2022-08-29 | 2026-02-05 | Sharun Padinjareveettil VARGHESE | A rubber base mat with coir fibres and a method of manufacturing thereof |
-
2000
- 2000-12-27 US US09/748,460 patent/US20020119716A1/en not_active Abandoned
-
2001
- 2001-05-15 EP EP20010304315 patent/EP1219231A2/de not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1293160A2 (de) | 2002-09-25 | 2003-03-19 | Travancore Mats & Matting Co. | Bürstenmatte und ihre Herstellung |
| EP1293160A3 (de) * | 2002-09-25 | 2004-07-07 | Travancore Mats & Matting Co. | Bürstenmatte und ihre Herstellung |
| WO2005055770A1 (en) * | 2003-12-12 | 2005-06-23 | Prasad Arun | Coir fibre tufting machine |
Also Published As
| Publication number | Publication date |
|---|---|
| US20020119716A1 (en) | 2002-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1219231A2 (de) | Bürstenmatte und ihre Herstellung | |
| US7399514B2 (en) | Synthetic turf | |
| DE69610840T2 (de) | Feuchtigkeitsstabile polstoffteppichboden | |
| CN1860020A (zh) | 织物用的高强度、低成本、可再循环的背衬及其制造方法 | |
| US3573147A (en) | Synthetic turf products having variable blade widths | |
| DE69428594T2 (de) | Hitzestabilisiertes tuchgewebe | |
| US3554824A (en) | Method of making a tufted fabric | |
| DE102012216871A1 (de) | Umweltfreundlicher Tuftingteppich für ein Fahrzeug mit einer verbesserten Abriebbeständigkeit | |
| US2748446A (en) | Tufted rug and method of making same | |
| DE2209082A1 (de) | Faserverstärktes elastomeres Erzeugnis, Verfahren zu seiner Herstellung sowie Faserbündel zur Einlagerung in dem Erzeugnis | |
| US1816574A (en) | Pile or tufted sheet fibrous material | |
| CN1990956B (zh) | 生产纱片的方法及用此方法生产的纱片所生产的合成草结构 | |
| US7060141B2 (en) | Brush-type mat and method of making same | |
| DE2919975A1 (de) | Antistatische ausruestung von polyurethan-schaeumen | |
| CN106346922B (zh) | 一种汽车抗拉伸定型平地毯 | |
| US3944452A (en) | Artificial turf preparation | |
| DE1952397A1 (de) | Textiler Bodenbelag mit Kunststoffunterschicht | |
| DE1444109A1 (de) | Verfahren zur Herstellung eines Garns,einer Schnur oder eines Gewebes aus einem makromolekularen Polyalkylenterephthalat,welches gut an Kautschuk haftet | |
| JPH11277662A (ja) | 熱硬化性発泡樹脂成形体の製造方法及びその装置 | |
| DE69011490T2 (de) | Verfahren zur Herstellung von mit Latex verklebten Polgeweben. | |
| JP5229601B2 (ja) | 抗菌性マットおよびその製造方法 | |
| US3007836A (en) | Method and apparatus for producing a rug with a laminated backing | |
| Gorton | Latex product manufacturing technology | |
| US1726905A (en) | Fibrous product and method for making the same | |
| US5620762A (en) | Textile fiber-working units and compositions for their fiber-working surface layer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 20020925 |