EP1240849B1 - Bürstenherstellungsmaschine sowie Verfahren zum Herstellen von Bürsten - Google Patents
Bürstenherstellungsmaschine sowie Verfahren zum Herstellen von Bürsten Download PDFInfo
- Publication number
- EP1240849B1 EP1240849B1 EP20010106555 EP01106555A EP1240849B1 EP 1240849 B1 EP1240849 B1 EP 1240849B1 EP 20010106555 EP20010106555 EP 20010106555 EP 01106555 A EP01106555 A EP 01106555A EP 1240849 B1 EP1240849 B1 EP 1240849B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drum
- machining
- station
- brush
- movement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D3/00—Preparing, i.e. Manufacturing brush bodies
- A46D3/06—Machines for both drilling bodies and inserting bristles
- A46D3/062—Machines for both drilling bodies and inserting bristles of the carousel or drum type
Definitions
- the invention relates to a brush manufacturing machine with a rotatable drum as a rotating transport device, to which workpiece holders for holding brush bodies are connected, the workpiece holders being movable and rotating to processing stations and input / output stations arranged around the drum by rotating the drum the assigned processing stations can be positioned at least for a hole-to-hole movement.
- the invention relates to a method for producing brushes, wherein the brush body is transported by means of a rotatable drum having a workpiece holder for the brush body into the region of processing stations by rotating the drum and is positioned there at least for a hole-to-hole movement.
- Brush manufacturing machines with drums as revolving Transport equipment are also called “carousel machines” known as disclosed in GB 275 692.
- the workpiece holder with The brush bodies are turned one after the other by rotating the drum the processing stations arranged around the outside of the drum fed.
- Input and output station at least one drilling station, at least one tamping station and possibly also one Shear station and further post-processing stations are provided his. After tamping or shearing, the drum continues to rotate, so that the brush arrives at the input and output station.
- the drive motors for the rotary movement of the drum and the positioning movements of the workpiece holders are fixed in place, the movement being transmitted to the workpiece holders via mechanical elements. This requires a not inconsiderable mechanical effort, especially since linear movements and / or pivoting movements should be possible both in the longitudinal direction and in the transverse direction of the brushes.
- the corresponding positioning movement in the longitudinal direction of the brushes can be carried out by rotating the drum. For the lateral movements across the brush when drilling as well as when tamping, this movement can be transmitted from a motor. However, mechanical transmission to both the drilling station and the tamping station is then required.
- the drilling station and the tamping station are shut down, whereby they remain in their retracted position and the drum rotates for example 90 ° or 120 ° depending on the number of processing stations.
- considerable mechanical effort is again required.
- the shearing station and the input and output station have positioning movements which are not required there and make handling more difficult.
- a positioning movement for automatic insertion of the brush body is a hindrance.
- the inventive solution to this problem relating to the brush manufacturing machine consists in particular in that the workpiece holders have independent electrical positioning drives for positioning movements and that at least one connecting cable is provided for the control and power supply of the positioning drives, which has one end for the individual workpiece holders with the rotary movement of the Rotating drum and fixedly connected with its other end and is rotatably arranged by at least the rotary movement of the drum for a machining cycle, and that the drum has a rotary drive for forward and backward movement.
- positioning motors arranged at the workpiece holders can be provided, which thus take part in the rotary movement of the drum.
- the positioning motors Due to the arrangement of the positioning motors directly on each workpiece holder, the simplest and most reliable drive transmissions are sufficient. In addition, the moving mass can be considerably reduced by the transmission mechanisms that are no longer required, also taking into account a possibly higher number of positioning motors, which favors a higher rotational speed of the drum. Finally, the direct drives otherwise avoid unavoidable mechanical play in the drive transmission, so that the positioning precision is improved. A higher working speed can also be achieved with directly installed motors.
- the problem of the electrical connection between a stationary external connection and the connection in the case of the positioning motors which make the rotary movement of the drum is solved by rotating the drum backwards again after a certain forward rotary movement. Since this is usually only one turn, the electrical cable connection is only exposed to low loads.
- the neutral position of the connecting cable can be chosen so that it lies approximately midway between the forward and the backward rotary movement, so that the total movement of the cable is halved from the neutral position.
- the connecting cable runs between an attachment point rotating with the drum and a fixed attachment point approximately in the extension of the axis of rotation of the drum.
- one of the hole-to-hole positioning movements preferably the positioning movement in the longitudinal direction of the brush body, can take place by the rotary movement of the drum.
- one of the two hole-to-hole positioning movements can thus take place via a common drive, namely the rotary drive for the drum.
- An advantageous embodiment of the invention provides that the workpiece holders are preferably arranged to hold brush bodies oriented with their longitudinal extent in the circumferential direction of the drum, and that the machining of the brush body at the drilling station ends at the end facing away from the tamping station and at a tamping station downstream of the drilling station begins at the end facing away from the drilling station. This reduces the indexing movement of the drum by approximately the width or length of the brush body, depending on whether it is clamped in the longitudinal or transverse direction.
- the invention provides that the Workpiece holders are positioned independently of one another at least in one positioning direction by means of electrical drives connected to a stationary control device via cables and that after a machining cycle with machining of the brush bodies or brushes at least part of the individual machining stations and respective further rotation of the drum from one machining station to another , the drum is turned back to a starting position.
- the direct positioning control provided for the individual workpiece holders also makes it possible, among other things, to switch quickly and easily to other brush patterns, because no complex mechanical changeover as previously required, but the selection another control program is sufficient.
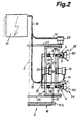
- a rotatable drum 2 shown in FIGS. 1 and 2 is part of a brush manufacturing machine 1, 1a (see also FIGS. 2 to 8).
- the drum 2 is only shown on one side in FIGS. 1 and 2. It is rotatably mounted about the central axis 3 indicated by dash-dotted lines and forms a circumferential transport device with which workpiece holders 4 attached to it can be transported in a circle and can be assigned to various processing stations arranged around the drum. 3 to 5, a drilling device 5 and a tamping device 6 or, as shown in FIGS. 6 to 9, a drilling device 5, a tamping device 6 and a shearing device 7 are possible.
- brush bodies 9 clamped in the workpiece holders 4 are first brought into the area of the drilling device 5 by rotation of the drum 2 and, after drilling, into the area of the stuffing device 6.
- the indexing movement at three stations, as shown in FIGS. 3 to 5, is 120 °, while at four stations, as shown in FIGS. 6 to 9, the indexing movement takes place by 90 °.
- the workpiece holders 4 with the clamped brush bodies 9 must be positioned at least in two coordinate directions along and across the brush body extension.
- the number of workpiece holders 4 attached to the drum 2 generally corresponds to the number of stations arranged around the outside, and the circumferential distance is also provided in accordance with the arrangement of the stations, a uniform and symmetrical arrangement being provided.
- two workpiece holders 4 are arranged one above the other at a peripheral point of the drum 2 and are coupled to one another in motion.
- the workpiece holders 4 have electrical positioning drives for positioning movements which are independent of one another, these positioning drives participating in the rotary movement of the drum 2 for positioning the workpiece holders 4 at the different machining stations and the changing station.
- Direct drives within the drum 2 and directly at the workpiece holders 4 minimize the effort of the mechanical transmission, in particular complicated transmission mechanisms from fixed drives in the area of the rotatable drum 2 and onto the workpiece holders 4 being avoided.
- the power supply and control of the positioning drives takes place via one or more cables 10, which are connected at one end to the individual workpiece holders 4 or the positioning drives 14, 20, 25 arranged there, and on the other hand are fixed, for example, to an external control cabinet 11 with a control device located therein is / are connected.
- the cable 10 is arranged and designed in such a way that its end regions can be rotated relative to one another by about one revolution without any problems. One revolution is sufficient to drive to all the stations arranged on the circumference of the drum 2.
- the twisting movement is even less than 360 °, for example 270 ° or 240 °, depending on the arrangement and number of stations.
- the drum is rotated back into an initial position so that the electrical cable 10 is only slightly mechanically loaded. 1 and 2 it can be clearly seen that the cable 10 is fed approximately in the region of the drum center axis 3, so that there is only a small torsional load and no buckling and bending load.
- two coupled workpiece holders 4 are provided at a circumferential position, which can carry out pivoting movements in the transverse and longitudinal directions of the brush body 9 as positioning movements.
- the double arrows Pf 1 indicate a pivoting movement in the transverse direction of the brush body 9.
- the clamping jaws for holding the brush bodies 9 having workpiece holders 4 are connected to pivot levers 12 whose free ends facing away from the workpiece holder 4 are connected to one another via a coupling rod 13.
- a positioning drive 14 acts on this coupling rod 13, by means of which the coupling rod 13 can be moved back and forth in accordance with the double arrow Pf 2 in order to pivot the brush bodies 9 or brushes held in the transverse direction in accordance with the arrow Pf 1.
- the bearings of the swivel levers 12 are attached to a holding frame 15, which in turn is connected to a swivel frame 22, by means of which the two workpiece holders 4 can be swiveled with the holding frame 15, so that the brush bodies carry out a swiveling movement in the longitudinal direction.
- the swivel frame 22 is approximately U-shaped and is pivotally mounted with its leg ends on the upper and lower end walls 23 and 24 of the drum 2, respectively.
- In the upper pivot bearing there is a positioning drive 25 with which the positioning takes place in the longitudinal pivoting direction.
- the electrical cable 10 leading from the stationary control cabinet 11 to the drum 2 is led to the individual positioning drives 14, 25 rotating with the drum 2 in order to supply them with operating voltage and with control signals for positioning.
- the two coupled workpiece holders 4, each arranged at a circumferential position of the drum, are in the transverse and in the longitudinal direction of the brush body 9 both via pivoting movements and via linear movements Movements can be positioned.
- the double arrows Pf 1 also mark the pivoting movement in the transverse direction of the brush body 9.
- the holding frame 15, on which the bearing points for the pivoting levers 12 are attached, can be moved up and down in the direction of the double arrow Pf 3 in this exemplary embodiment.
- a linear displacement movement of the brush bodies 9 in the transverse direction is also possible.
- an external drive is provided for this linear transverse movement, which transmits the lifting movement according to arrow Pf 4 to the holding frame 15 via a fork-shaped driver 16 and a driver of a push rod 17 which engages laterally therein.
- the holding frame 15 is mounted on linear guides 18 parallel to the longitudinal extent of the brush body 9.
- a holder 19 is attached to the linear guides 18, on which the positioning drive 20 for the linear longitudinal movement is located.
- a toothed rack 21 can be fastened to the holding frame 15, for example, with which a drive toothed wheel of the positioning drive 20 meshes.
- the support frame 15 is connected to the pivot frame 22.
- the drive configurations described above relate to a mechanically coupled double workpiece holder 4, which is located at a circumferential position of the drum 2.
- a mechanically coupled double workpiece holder 4 is provided;
- each individual workpiece holder with separate positioning drives.
- mechanical transmission between the two workpiece holders 4 belonging to one unit would not be necessary.
- the drum 2 indicated by dash-dotted lines for the production of a brush 26 can be rotated by two indexing movements of 120 ° each.
- a brush body 9 is fed and brought in front of the drilling device 5 by a switching movement. The switching takes place over an angle of 120 °, which is indicated by the arrow Pf 5 in FIG. 4.
- the drilled brush body 9 is brought from the drilling station to the tamping device by rotation through a further 120 ° into the area of the tamping device 6 and is tucked there with brush bundles 28.
- the drum 2 is turned back by two switching movements, that is to say in the exemplary embodiment by 240 °, which is indicated by the arrow Pf 6.
- the finished brush 26 with the brush body 9 is then located at the changing station 8 and can be removed there or it is ejected and a new brush body is fed.
- Drilling and tamping are carried out in rows along longitudinal rows and each change at one end to a next longitudinal row. With an odd number of longitudinal rows, the drilling or tamping process begins at one end of the brush body and ends at the other. Thus, if, when drilling on a brush body oriented with its longitudinal extension approximately in the circumferential direction of the drum 2, at the end of the brush body which faces the next processing station, that is to say the stuffing device 6, the drilling process ends in a position of the brush body where it is laterally is shifted from a central position closer to the tamping station, as indicated in FIG. 5.
- FIGS. 6 to 9 shows a brush production machine 1a, in which a shearing device 7 is provided as an additional processing station.
- a brush body is fed to a changing station 8, transported by a step-by-step movement, which is 90 ° here, to a stuffing device 6, provided with drill holes 27 there and then by a next step-by-step movement Transport to the stuffing device 6, where bristle bundles 28 are stuffed into the drill holes 27 of the brush body.
- the drum continues to rotate until the stuffed brush body is located at the shearing device 7.
- the brush 26 is rotated by a three-quarter turn to the change station 8 and replaced there with a new brush body 9.
- one of the two positioning movements of the brush body can also be carried out by rotationally positioning the entire drum 2.
- This positioning is preferably carried out in the longitudinal direction of the brush body.
- the rotary drive of the drum can thus serve at the same time for the indexing movement from one processing station to the next and also for positioning the brush bodies, in particular in the longitudinal direction. It should be taken into account here that all the holes that are made in the brush body at the drilling station run radially to the central axis through the pivot point located in the central axis 3 of the drum 2.
- the respective brush body can be additionally pivoted transversely to the longitudinal extent and parallel to the central axis of the drum 2.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
Außerdem bezieht sich die Erfindung auf ein Verfahren zum Herstellen von Bürsten, wobei Bürstenkörper mittels einer Werkstückhalter für Bürstenkörper aufweisenden, drehbaren Trommel in den Bereich von Bearbeitungsstationen durch Drehen der Trommel transportiert und dort zumindest für eine Loch-zu-Loch-Bewegung positioniert werden.
In Längsrichtung der Bürsten kann die entsprechende Positionierbewegung durch Drehen der Trommel erfolgen. Für die Seitenbewegungen quer zur Bürste beim Bohren wie auch beim Stopfen kann die Übertragung dieser Bewegung von einem Motor aus erfolgen. Allerdings ist dann eine mechanische Übertragung sowohl zur Bohrstation als auch zur Stopfstation erforderlich. Nach der Bohrund Stopfbearbeitung werden die Bohrstation und die Stopfstation stillgelegt, wobei sie in ihrer jeweils zurückgezogenen Lage bleiben und die Trommel dreht sich je nach Anzahl der Bearbeitungsstationen um zum Beispiel 90° oder 120° weiter. Um dies zu ermöglichen, ist wiederum ein erheblicher mechanischer Aufwand erforderlich.
Bei einem solchen, gekoppelten Antrieb für die Positionierbewegungen ist nachteilig, daß beispielsweise bei der Abscherstation und der Ein-und Ausgabestation Positionierbewegungen vorhanden sind, die dort nicht erforderlich sind und die Handhabung erschweren. So ist insbesondere bei der Ein-und Ausgabestation eine Positionierbewegung für ein automatisches Einlegen von Bürstenkörper hinderlich.
Für einzelne, gegebenenfalls auch für alle vorgesehenen Positionierbewegungen der Werkstückhalter können bei den Werkstückhaltern angeordnete Positioniermotoren vorgesehen sein, welche somit die Drehbewegung der Trommel mitmachen. Durch die Anordnung der Positioniermotoren direkt jeweils bei einem Werkstückhalter genügen einfachste und betriebssichere Antriebsübertragungen. Außerdem kann durch die nicht mehr erforderlichen Übertragungsmechaniken, auch unter Berücksichtigung einer gegebenenfalls höheren Anzahl von Positioniermotoren, die bewegte Masse erheblich reduziert werden, was eine höhere Drehgeschwindigkeit der Trommel begünstigt. Schließlich wird durch die Direktantriebe sonst unvermeidbares, mechanisches Spiel in der Antriebsübertragung vermieden, so daß die Positionierpräzision verbessert ist. Bei direkt eingebauten Motoren kann auch eine höhere Arbeitsgeschwindigkeit erreichen werden.
Das Problem der elektrischen Verbindung zwischen einem ortsfesten Außenanschluß und dem Anschluß bei den die Drebewegung der Trommel mitmachenden Positioniermotoren wird gelöst, indem die Trommel nach einer bestimmten Vorwärtsdrehbewegung wieder rückwärts gedreht wird. Da es sich hierbei in der Regel nur um eine Umdrehung handelt, ist die elektrische Kabelverbindung nur geringen Belastungen ausgesetzt. Die Neutrallage des Anschlußkabels kann so gewählt sein, daß sie etwa mittig zwischen der Vorwärts- und der Rückwärtsdrehbewegung liegt, so daß die Gesamtbewegung des Kabels jeweils aus der Neutralstellung halbiert ist.
Unter Berücksichtigung einer gewissen Länge des Anschlußkabels und einer elastischen Ausbildung kann so eine besonders hohe Lebensdauer erwartet werden.
Da durch den direkten Anschluß der Positionierantriebe über das oder die Kabel keine beweglichen Kontaktstellen wie zum Beispiel Schleifringe vorhanden sind, ist eine solche Anschlußverbindung auch extrem betriebssicher.
Damit kann für besondere Anwendungsfälle eine der beiden Loch-zu-Loch-Positionierbewegungen über einen gemeinsamen Antrieb, nämlich den Drehantrieb für die Trommel erfolgen.
Damit reduziert sich die Weiterschaltbewegung der Trommel um etwa die Breite oder Länge des Bürstenkörpers, je nachdem ob dieser in Längs- oder Querrichtung eingespannt ist.
Außer den bereits in Verbindung mit der erfindungsgemäßen Herstellungsmaschine erläuterten Vorteilen ist durch die bei den einzelnen Werkstückhaltern vorgesehene, direkte Positionieransteuerung unter anderem auch eine schnelle und einfache Umstellung auf andere Bürstenmuster möglich, weil dazu keine aufwendige, mechanische Umstellung wie bisher erforderlich ist, sondern die Auswahl eines anderen Steuerprogramms genügt.
Nachstehend ist die Erfindung mit ihren wesentlichen Einzelheiten anhand der Zeichnungen näher erläutert.
- Fig. 1
- eine Halbseitenansicht einer zur einer Bürstenherstellungsmaschine gehörenden Trommel mit motorisch schwenkbar positionierbaren Werkstückhaltern,
- Fig. 2
- eine Anordnung etwa wie Fig.1, hier jedoch mit linear und schwenkbar positionierbaren Werkstückhaltern,
- Fig. 3 bis 5
- eine strichpunktiert angedeutete Trommel mit drei außen herum zugeordneten Stationen und
- Fig. 6 bis 9
- eine strichpunktiert angedeutete Trommel mit vier um diese herum angeordneten Stationen zum Bearbeiten und Wechseln von Bürstenkörpern beziehungsweise Bürsten.
Als Bearbeitungsstationen kommen beispielsweise, wie in Fig. 3 bis 5 gezeigt, eine Bohreinrichtung 5 und eine Stopfeinrichtung 6 oder, wie in den Fig. 6 bis 9 gezeigt, eine Bohreinrichtung 5, eine Stopfeinrichtung 6 und eine Abscherreinrichtung 7 in Frage. Hinzu kommen jeweils noch eine Wechselstation 8, wo Bürstenkörper 9 zugeführt und fertige Bürsten 26 entnommen werden.
Bei der Wechselstation in die Werkstückhalter 4 eingespannte Bürstenkörper 9 werden durch Drehung der Trommel 2 zunächst in den Bereich der Bohreinrichtung 5 und nach dem Bohren in den Bereich der Stopfeinrichtung 6 gebracht.
Die Weiterschaltbewegung bei drei Stationen, wie in Fig. 3 bis 5 gezeigt, beträgt dabei 120°, während bei vier Stationen, wie in Fig. 6 bis 9 gezeigt, die Weiterschaltbewegung jeweils um 90° erfolgt. Bei den einzelnen Bearbeitungsstationen müssen die Werkstückhalter 4 mit den eingespannten Bürstenkörpern 9 zumindest in zwei Koordinatenrichtungen längs und quer der Bürstenkörpererstreckung positioniert werden.
Die Anzahl der an der Trommel 2 angebrachten Werkstückhalter 4 entspricht in der Regel der Anzahl der außenherum angeordneten Stationen und auch der Umfangsabstand ist entsprechend der Anordnung der Stationen vorgesehen, wobei eine gleichmäßige und symmetrische Anordnung vorgesehen ist.
In den Fig. 1 und 2 sind an einer Umfangsstelle der Trommel 2 jeweils zwei Werkstückhalter 4 übereinander angeordnet und miteinander bewegungsgekoppelt.
Erfindungsgemäß weisen die Werkstückhalter 4 voneinander unabhängige, elektrische Positionierantriebe für Positionierbewegungen auf, wobei diese Positionierantriebe die Drehbewegung der Trommel 2 zum Positionieren der Werkstückhalter 4 bei den unterschiedlichen Bearbeitungsstationen und der Wechselstation mitmachen. Direktantriebe innerhalb der Trommel 2 und unmittelbar bei den Werkstückhaltern 4 minimieren den Aufwand der mechanischen Übertragung, wobei insbesondere komplizierte Übertragungsmechanismen von ortsfesten Antrieben in den Bereich der drehbaren Trommel 2 und auf die Werkstückhalter 4 vermieden werden.
Die Stromversorgung und Ansteuerung der Positionierantriebe erfolgt über ein oder mehrere Kabel 10, das oder die mit einem Ende bei den einzelnen Werkstückhaltern 4 beziehungsweise den dort angeordneten Positioniereinantrieben 14, 20, 25 angeschlossen ist beziehungsweise sind und andererseits ortfest beispielsweise an einen außenliegenden Schaltschrank 11 mit einer darin befindlichen Steuereinrichtung angeschlossen ist/sind. Das Kabel 10 ist so angeordnet und ausgebildet, daß eine Verdrehung seiner Endbereiche gegeneinander um etwa eine Umdrehung problemlos möglich ist. Eine Umdrehung reicht aus, um alle am Umfang der Trommel 2 angeordneten Stationen anzufahren. In der Praxis beträgt die Verdrehbewegung sogar weniger als 360°, beispielsweise 270° oder aber 240°, je nach Anordnung und Anzahl der Stationen.
Nach einer solchen Vorwärtsbewegung wird die Trommel wieder in eine Ausgangslage zurückgedreht, so daß das Elektrokabel 10 nur geringfügig mechanisch belastet wird.
In Fig. 1 und 2 ist gut erkennbar, daß das Kabel 10 etwa im Bereich der Trommel-Mittelachse 3 zugeführt wird, so daß nur eine kleine Torsionsbelastung und keine Knick- und Biegebelastung vorhanden ist.
Die Doppelpfeile Pf 1 kennzeichnen eine Schwenkbewegung in Querrichtung des Bürstenkörpers 9. Die Klemmbacken zum Halter der Bürstenkörper 9 aufweisenden Werkstückhalter 4 sind dazu mit Schwenkhebeln 12 verbunden, deren freie, dem Werkstückhalter 4 abgewandte Enden über eine Koppelstange 13 miteinander verbunden sind. An dieser Koppelstange 13 greift ein Positionierantrieb 14 an, durch den die Koppelstange 13 gemäß dem Doppelpfeil Pf 2 hin und her bewegt werden kann, um die gehaltenen Bürstenkörper 9 oder Bürsten entsprechend dem Pfeil Pf 1 in Querrichtung zu verschwenken.
Die Lagerstellen der Schwenkhebel 12 sind an einem Haltegestell 15 angebracht, das seinerseits mit einem Schwenkgestell 22 verbunden ist, mittels dem die beiden Werkstückhalter 4 mit dem Haltegestell 15 verschwenkbar sind, so daß die Bürstenkörper eine Schwenkbewegung in Längsrichtung durchführen.
Das Schwenkgestell 22 ist etwa U-förmig ausgebildet und mit seinen Schenkelenden an der oberen und unteren Stirnwand 23 beziehungsweise 24 der Trommel 2 schwenkbar gelagert. Bei der oberen Schwenklagerung befindet sich ein Positionierantrieb 25, mit dem die Positionierung in Längs-Schwenkrichtung erfolgt.
Das von dem ortsfesten Schaltschrank 11 zu der Trommel 2 führende, elektrische Kabel 10 ist an die einzelnen, mit der Trommel 2 mitdrehenden Positionierantriebe 14, 25 geführt, um diese mit Betriebsspannung und mit Steuersignalen zum Positionieren zu versorgen.
Die Doppelpfeile Pf 1 kennzeichnen auch hier die Schwenkbewegung in Querrichtung des Bürstenkörpers 9. Das Haltegestell 15, an dem die Lagerstellen für die Schwenkhebel 12 angebracht sind, ist in diesem Ausführungsbeispiel in Richtung des Doppelpfeiles Pf 3 nach oben und unten verschiebbar. Dadurch ist anstatt oder in Kombination zu der Querschwenkbewegung auch eine lineare Verschiebebewegung der Bürstenkörper 9 in Querrichtung möglich. Im Ausführungsbeispiel ist für diese lineare Querbewegung ein außenliegender, hier nicht näher gezeigter Antrieb vorgesehen, der über einen gabelförmigen Mitnehmer 16 und einen seitlich darin eingreifenden Mitnehmer einer Schubstange 17, die Hubbewegung gemäß dem Pfeil Pf 4 auf das Haltegestell 15 überträgt.
Zur Antriebsübertragung kann beispielsweise an dem Haltegestell 15 eine Zahnstange 21 befestigt sein, mit der ein Antriebszahnrad des Positionierantriebes 20 kämmt.
Auch bei dem in Fig.2 gezeigten Ausführungsbeispiel ist das Haltegestell 15 mit dem Schwenkgestell 22 verbunden. Beim Verschwenken dieses Schwenkgestells 22 werden die beiden Werkstückhalter 4 mit Haltegestell 15, den Linearführungen 18, dem Halter 19 und dergleichen insgesamt verschwenkt, so daß die Bürstenkörper eine Schwenkbewegung in Längsrichtung durchführen, wenn der bei der oberen Schwenklagerung des Schwenkgestells 22 befindliche Positionierantrieb 25 betätigt wird.
Das von dem ortsfesten Schaltschrank 11 zu der Trommel 2 führende, elektrische Kabel 10 ist an die einzelnen, mit der Trommel 2 mitdrehenden Positionierantriebe 14, 20, 25 geführt.
Im Ausführungsbeispiel nach Fig. 1 und 2 ist ein mechanisch gekoppelter Doppel-Werkstückhalter 4 vorgesehen; es besteht aber auch die Möglichkeit, jeden einzelnen Werkstückhalter mit sepparaten Positionierantrieben zu versehen. Im diesem Falle wäre eine mechanische Übertragung zwischen den beiden, zu einer Einheit gehörenden Werkstückhaltern 4 nicht erforderlich. Auch besteht die Möglichkeit, die Positionierantriebe direkt in die Schwenkachsen der Werkstückhalter zu integrieren, so daß ein praktisch unmittelbarer, motorischer Antrieb ohne Zwischenhaltung von Übertragungselementen vorhanden ist. Weiterhin besteht die Möglichkeit, auch den im Ausführungsbeispiel gemäß Fig. 2 ortsfesten Antrieb für die lineare Querbewegung in die Trommel zu integrieren und diesen Antrieb mitdrehen zu lassen.
Der Drehantrieb für die Weiterschaltbewegung der Werkstückhalter von einer Bearbeitungsstation zur nächsten beziehungsweise zur Wechselstation ist im Ausführungsbeipiel nach Fig. 1 und 2 nicht näher dargestellt.
Bei der Wechselstation 8 wird ein Bürstenkörper 9 zugeführt und durch eine Weiterschaltbewegung vor die Bohreinrichtung 5 gebracht. Die Weiterschaltung erfolgt dabei über einen Winkel von 120°, was durch den Pfeil Pf 5 in Fig. 4 angedeutet ist.
Nach dem Bohren der Löcher 27 wird der gebohrte Bürstenkörper 9 von der Bohrstation zur Stopfeinrichtung durch Drehung um weitere 120° in den Bereich der Stopfeinrichtung 6 gebracht und dort mit Bürstenbündeln 28 gestopft. Nach diesem Arbeitsgang erfolgt eine Rückdrehung der Trommel 2 um zwei Schaltbewegungen, also im Ausführungsbeispiel um 240°, was durch den Pfeil Pf 6 angedeutet ist. Die fertige Bürste 26 mit dem Bürstenkörper 9 befindet sich dann bei der Wechselstation 8 und kann dort entnommen werden oder sie wird ausgeworfen und ein neuer Bürstenkörper wird zugeführt.
Um nun das der Stopfstation zugewandte Ende des bei der Bohrstation befindlichen Bürstenkörpers in eine erste Stopfposition zu bringen, genügt eine Weiterschaltbewegung der Trommel 2, die etwa um die Länge des Bürstenkörpers geringer ist als eine 120° Weiterschaltbewegung. Der Umschaltvorgang kann dementsprechend schneller ablaufen und die Stillstandszeit beim Drehen wird reduziert.
Nach dem Stopfen erfolgt ein Weiterdrehen der Trommel, bis der gestopfte Bürstenkörper sich bei der Abschereinrichtung 7 befindet. Nach dem Abscheren wird die Bürste 26 durch eine dreiviertel Umdrehung zur Wechselstation 8 gedreht und dort gegen einen neuen Bürstenkörper 9 ausgetauscht.
Zu berücksichtigen ist hierbei, daß durch den in der Mittelachse 3 der Trommel 2 liegenden Drehpunkt alle Löcher, die bei der Bohrstation in den Bürstenkörper eingebracht werden, radial zu der Mittelachse verlaufen. Um die Möglichkeit eines beliebigen Verlaufes der Bohrlöcher und damit eine beliebige Längsstellung der Borstenbündel zu ermöglichen, kann der jeweilige Bürstenkörper quer zur Längserstreckung und parallel zur Mittelachse der Trommel 2 eine zusätzlich schwenkbar angeordnet sein.
Mit den beiden Positionierbewegungen, nämlich der Drehung der Trommel 2 um die zentrale Mittelachse 3 und die Drehung um eine zusätzliche Achse zwischen Werkstückhalter und Trommelachse, kann diese beliebige Längsausrichtung der Bohrlöcher erreicht werden.
Claims (15)
- Bürstenherstellungsmaschine (1,1a) mit einer drehbaren Trommel als umlaufende Transporteinrichtung, mit der Werkstückhalter (4) zum Halten von Bürstenkörpern (9) verbunden sind, wobei die Werkstückhalter (4) zu Bearbeitungsstationen und Ein-Ausgabestationen, die um die Trommel (2) herum angeordnet sind, durch Drehung der Trommel (2) bewegbar und bei den zugeordneten Bearbeitungsstationen zumindest für eine Loch-zu-Loch-Bewegung positionierbar sind, dadurch gekennzeichnet, daß die Werkstückhalter (4) voneinander unabhängige, elektrische Positionierantriebe (14,20,25) für Positionierbewegungen aufweisen und daß wenigstens ein Anschlußkabel (10) für die Ansteuerung und Stromversorgung der Positionierantriebe (14,20,25) vorgesehen ist, das mit einem Ende bei den einzelnen Werkstückhaltern (4) mit der Drehbewegung der Trommel (2) mitdrehend und mit seinem anderen Ende ortsfest angeschlossen und um wenigstens die Drehbewegung der Trommel (2) für einen Bearbeitungszyklus verdrehbar angeordnet ist, und daß die Trommel (2) einen Drehantrieb für eine Vorwärtsund eine Rückwärtsbewegung aufweist.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß die Drehbewegung der Trommel (2) innerhalb eines Bearbeitungszyklusses eine Drehung von maximal 360° umfaßt, insbesondere weniger als 360° zwischen der Eingabestation (4) und der Ausgabestation (5) für Bürstenkörper (9).
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß die Drehbewegung der Trommel (2) innerhalb eines Bearbeitungszyklusses dem Winkelmaß zwischen der Ein-und/oder Ausgabestation und der letzten Bearbeitungsstation entspricht.
- Maschine nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß das Anschlußkabel (10) zwischen einer mit der Trommel (2) mitdrehenden Befestigungsstelle und einer ortsfesten Befestigungsstelle etwa in Verlängerung der Drehachse der Trommel (2) verläuft.
- Maschine nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß eine der Loch-zu-Loch-Positionierbewegungen, vorzugsweise die Positionierbewegung in Längsrichtung des Bürstenkörpers (9), durch die Drehbewegung der Trommel (2) erfolgt.
- Maschine nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die Positionierbewegung in Längsrichtung des Bürstenkörpers (9), gegebenenfalls zusätzlich zu der Drehbewegung der Trommel (2), durch eine motorische Schwenkbewegung um eine zum Werkstückhalter (4) rückseitig beziehungsweise zur Bestückungsseite eines gehaltenen Bürstenkörpers (9) beabstandete, etwa parallel zur Quererstreckung des Bürstenkörpers (9) verlaufende Schwenkachse vorgesehen ist und daß vorzugsweise der Abstand der Schwenkachse zum Werkstückhalter (4) mittels eines motorischen Antriebs veränderbar ist.
- Maschine nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß die Positionierbewegung in Querrichtung des Bürstenkörpers (9) durch eine motorische Schwenkbewegung um eine zum Werkstückhalter (4) rückseitig beziehungsweise zur Bestückungsseite eines gehaltenen Bürstenkörpers (9) beabstandete, etwa parallel zur Längserstreckung des Bürstenkörpers (9) verlaufende Schwenkachse vorgesehen ist und daß vorzugsweise der Abstand der Schwenkachse zum Werkstückhalter (4) mittels eines motorischen Antriebs veränderbar ist.
- Maschine nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß als Bearbeitungsstationen jeweils wenigstens eine Bohreinrichtung (5), eine Stopfeinrichtung (6), gegebenenfalls eine Abschereinrichtung (7) vorgesehen sind.
- Maschine nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß die Werkstückhalter (4) vorzugsweise zum Halten von mit ihrer Längserstreckung in Umfangsrichtung der Trommel (2) orientierten Bürstenkörpern (9) angeordnet sind und daß die Bearbeitung des Bürstenkörpers (9) an der Bohrstation an dem der Stopfstation abgewandten Ende endet und bei einer der Bohrstation nachgeordneten Stopfstation an dem der Bohrstation abgewandten Ende beginnt
- Maschine nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß an einer Umfangsposition der Trommel (2) mehrere Werkstückhalter (4) für Bürstenkörper (9) angeordnet und gegebenenfalls bei wenigstens einer Bearbeitungsstation mehrere Bearbeitungswerkzeuge vorgesehen sind.
- Verfahren zum Herstellen von Bürsten mittels einer Maschine nach einem der Ansprüche 1 bis 10, wobei Bürstenkörper (9) mittels einer Werkstückhalter (4) für Bürstenkörper (9) aufweisenden, drehbaren Trommel (2) in den Bereich von Bearbeitungsstationen durch Drehen der Trommel (2) transportiert und dort zumindest für eine Loch-zu-Loch-Bewegung positioniert werden, dadurch gekennzeichnet, daß die Werkstückhalter (4) zumindest in eine Positionierrichtung mittels elektrischer, über Kabel (10) an ein ortsfestes Steuergerät angeschlossener Antriebe voneinander unabhängig positioniert werden und daß nach einem Bearbeitungszyklus mit Bearbeitung der Bürstenkörper (9) beziehungsweise von Bürsten (26) bei zumindest einem Teil der einzelnen Bearbeitungsstationen und jeweiliger Weiterdrehung der Trommel (2) von einer Bearbeitungsstationen zu einer nächsten, die Trommel (2) in eine Ausgangslage zurückgedreht wird.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, daß ein Bürstenkörper (9) bei einer Ein-und Ausgabestation () zugeführt, bei nachgeordneten Bearbeitungsstationen nach jeweiligem Weiterdrehen der Trommel (2) bearbeitet, insbesondere gebohrt, mit Borstenbündeln gestopft und gegebenenfalls abgeschert wird und daß dann die Trommel (2) mit der Bürste (26) zu der Ein-und Ausgabestation () zurückgedreht und die Bürste (26) ausgeworfen wird.
- Verfahren nach Anspruch 11 oder 12, dadurch gekennzeichnet, daß die einzelnen Stationen gleichmäßig am Umfang der Trommel (2) verteilt mit etwa gleichen Winkelabständen angeordnet sind.
- Verfahren nach einem der Ansprüche 11 bis 13, dadurch gekennzeichnet, daß die Bearbeitung des Bürstenkörpers (9) an der Bohrstation so vorgenommen wird, daß diese Bearbeitung an dem einer nachgeordneten Stopfstation abgewandten Ende des Bürstenkörpers (9) endet und bei der nachgeordneten Stopfstation an dem der Bohrstation abgewandten Ende des Bürstenkörpers (9) beginnt.
- Verfahren nach einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, daß Bürstenkörpern (9) mit einer geraden Anzahl von Lochreihen, reihenweise mit jeweils direktem Übergang am Ende einer Lochreihe gebohrt werden und daß eine der Reihen doppelt durchlaufen wird, insbesondere mit jeweiligem Überspringen einer Bohrposition.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE50102586T DE50102586D1 (de) | 2001-03-15 | 2001-03-15 | Bürstenherstellungsmaschine sowie Verfahren zum Herstellen von Bürsten |
| EP20010106555 EP1240849B1 (de) | 2001-03-15 | 2001-03-15 | Bürstenherstellungsmaschine sowie Verfahren zum Herstellen von Bürsten |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20010106555 EP1240849B1 (de) | 2001-03-15 | 2001-03-15 | Bürstenherstellungsmaschine sowie Verfahren zum Herstellen von Bürsten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1240849A1 EP1240849A1 (de) | 2002-09-18 |
| EP1240849B1 true EP1240849B1 (de) | 2004-06-16 |
Family
ID=8176800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20010106555 Expired - Lifetime EP1240849B1 (de) | 2001-03-15 | 2001-03-15 | Bürstenherstellungsmaschine sowie Verfahren zum Herstellen von Bürsten |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1240849B1 (de) |
| DE (1) | DE50102586D1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202010004652U1 (de) | 2010-04-07 | 2011-08-23 | Zahoransky Ag | Bürstenherstellungsmaschine |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1392206B1 (it) * | 2008-12-09 | 2012-02-22 | Borghi S P A | Apparato per la produzione di spazzole o scope |
| BE1021817B9 (nl) | 2013-03-29 | 2019-07-11 | Gb Boucherie Nv | Machine voor de vervaardiging van borstels |
| BE1021677B1 (de) | 2013-04-26 | 2016-01-06 | Gb Boucherie Nv | Bürstenherstellungsmachine |
| ES3033768T3 (en) * | 2021-03-04 | 2025-08-07 | Roth Composite Machinery Gmbh | Processing device |
| CN116548725A (zh) * | 2023-06-02 | 2023-08-08 | 扬州市海星数控制刷设备有限公司 | 长刷体四工位钻植一体机及其进行植毛的方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB275692A (en) * | 1926-04-07 | 1927-08-08 | Briton Brush Company Ltd | Improvements in brush making machinery |
| DE1205485B (de) * | 1964-08-24 | 1965-11-25 | Zahoransky Anton Fa | Buerstenbearbeitungsmaschine mit einer Spanntrommel fuer die Buerstenkoerper, Bohr- und Stopfwerkzeugen sowie dazugehoerige Tiefenausgleichsvorrichtungen |
| DE2826357A1 (de) * | 1978-06-16 | 1980-01-03 | Zahoransky Anton Fa | Buerstenherstellungsmaschine sowie verfahren zum herstellen von buersten |
| BE1000374A4 (nl) * | 1987-03-13 | 1988-11-16 | Boucherie Nv G B | Borstelvervaardigingsmachine. |
-
2001
- 2001-03-15 EP EP20010106555 patent/EP1240849B1/de not_active Expired - Lifetime
- 2001-03-15 DE DE50102586T patent/DE50102586D1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202010004652U1 (de) | 2010-04-07 | 2011-08-23 | Zahoransky Ag | Bürstenherstellungsmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50102586D1 (de) | 2004-07-22 |
| EP1240849A1 (de) | 2002-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102007003295A1 (de) | Bürstenherstellungsmaschine | |
| DE60103201T2 (de) | Verfahren und Vorrichtung zur Bürstenherstellung | |
| EP1240849B1 (de) | Bürstenherstellungsmaschine sowie Verfahren zum Herstellen von Bürsten | |
| EP3208034B1 (de) | Werkzeugmagazin | |
| DE1602810A1 (de) | Drehmaschine | |
| DE19916212C2 (de) | Mehrspindelige Werkzeugmaschine, insbesondere Mehrspindeldrehautomat | |
| EP1308237B1 (de) | Werkzeugmaschine | |
| DE2401064A1 (de) | Selbsttaetig arbeitende werkstoffstangen-vorschubeinrichtung fuer mehrspindeldrehautomaten, insbesondere fuer mehrspindellangdrehautomaten | |
| EP0893201A2 (de) | Auszugssystem | |
| DE2624775A1 (de) | Einrichtung zum automatischen wechseln der spannbacken des spannfutters einer werkzeugmaschine | |
| EP4301180B1 (de) | Verfahren zum herstellen von langgestreckten bürsten sowie bürstenbohr- und -stopfmaschine zur durchführung des verfahrens | |
| DE3877025T2 (de) | Maschine zum herstellen von buersten. | |
| DE3146183A1 (de) | "buerstenherstellungsmaschine und verfahren zum herstellen von buersten" | |
| AT512775A4 (de) | Fertigungsanlage zur Herstellung einer Baugruppe aus mehreren Bauteilen | |
| DE3335603A1 (de) | Maschine zur raeumlichen ueberfuehrung von gegenstaenden zwischen positionen mit vorbestimmten koordinaten | |
| DE3906310C2 (de) | Vorrichtung und Verfahren zum Schlingen von Brezeln | |
| DE4036449A1 (de) | Mehrfachspindel-stangenbearbeitungsmaschine | |
| DE2145711A1 (de) | Automatische Werkzeugausrüstung für Nutenwickelmaschine | |
| DE19504370A1 (de) | Mehrspindeldrehmaschine | |
| DE102007044457A1 (de) | Drehmaschine | |
| DE102014104934A1 (de) | Bürstenherstellungsmaschine | |
| DE2319092C3 (de) | Bürstenherstellungsmaschine | |
| DE3016791C2 (de) | ||
| DE10261503B4 (de) | Bürstenherstellungsmaschine | |
| DE10335996A1 (de) | Bürstenherstellungsmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20011012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Designated state(s): BE DE IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE IT |
|
| REF | Corresponds to: |
Ref document number: 50102586 Country of ref document: DE Date of ref document: 20040722 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: ZAHORANSKY AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050317 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200325 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20200323 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200422 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50102586 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20210315 |