Die Erfindung betrifft ein Verfahren zum Auftragen eines Beschichtungsmittels auf
die Oberfläche eines Werkstücks. Ferner betrifft die Erfindung eine Vorrichtung zur
Durchführung des Verfahrens.
Unter einem Beschichtungsmittel ist im Sinne der vorliegenden Erfindung ein
naßchemisches Beschichtungsmaterial, insbesondere ein Lack zu verstehen.
Lacke als solche sind in vielfacher Ausgestaltung aus dem Stand der Technik
bekannt. Sie werden zu meist in einer dünnen Schicht auf die Oberfläche eines
Werkstücks aufgetragen und bilden durch eine chemische Reaktion und/oder
physikalische Veränderung einen auf der Oberfläche des Werkstücks haftenden
festen Film aus, der je nach Anwendungsfall eine dekorative und/oder schützende
Funktion besitzt. Die Hauptkomponenten eines Lackes sind in der Regel
Bindemittel, Lösungsmittel, Pigmente, Füllstoffe und andere Zusätze, wie
beispielsweise Lackhilfsmittel. Je nach Beschaffenheit des Bindemittels können
Lacke organische Lösungsmittel und/oder Wasser enthalten oder auch
lösungsmittelfrei sein.
Das Auftragen eins Lackes auf die Oberfläche eines Werkstücks wird als
Lackieren bezeichnet und kann in Abhängigkeit der Oberfläche des Werkstücks,
des aufzutragenden Lackes sowie der gewünschten Eigenschaften der späteren
Lackschicht unter Verwendung unterschiedlichster Verfahren erfolgen. So zum
Beispiel durch Anstreichen mit dem Pinsel, durch Aufspritzen mit Hilfe von
Spritzgeräten oder auch durch Fluten, Tauchen, Gießen oder Walzen. Die
Lackierung von Metallbändern oder -blechen kann zudem durch Coil Coating mit
Einbrennlacken erfolgen, bei Pulverbeschichtung durch elektrostatische
Beschichtung oder Sintern in der Wirbelschicht sowie schließlich durch die
insbesondere in der Automobilindustrie häufig angewandte elektrophoretische
Lackierung.
Glatte Lackschichten können insbesondere mit dem Tauchverfahren ausgebildet
werden. Dabei hängt die Dicke der Lachschicht in erster Linie von der Viskosität
und Rheologie des Lackes sowie von der Ausziehgeschwindigkeit des Werkstücks
aus dem Tauchbad ab. Mit Nachteil kommt es allerdings im Abtropfbereich des
Werkstücks zu einer nicht vermeidbaren Ansammlung von Lack, was eine in der
Regel ungewollte Verdickung der Lackschicht in diesem Bereich zur Folge hat.
Ferner ist zu berücksichtigen, daß durch den Tauchvorgang das gesamte
Werkstück benetzt wird. Dies ist immer dann von Nachteil, wenn nicht das
gesamte Werkstück, sondern nur Teilbereiche desselben mit einer Lackschicht
versehen werden sollen.
Für das gezielte Lackieren ausgesuchter Werkstückoberflächenbereiche eignet
sich insbesondere das Spritzverfahren. Hierbei wird ein Spritzkegel erzeugt, der
mit einem zu meist vorgebbaren Preßluftdruck auf die zu beschichtende
Oberfläche gelenkt wird. Auf diese Weise können gezielt auch nur Teilbereiche
einer Werkstückoberfläche beschichtet, d.h. lackiert werden.
Zwar hat sich das Spritzverfahren ob des vorgenannten Vorteils in vielen
Bereichen durchgesetzt, und dies unabhängig davon, ob mit der Lackierung eine
schützende oder dekorative Oberflächenbeschichtung ausgebildet werden soll,
doch weisen auch die mit dem Spritzverfahren erzeugbaren Lackschichten eine zu
meist beträchtliche Stärke auf. Insbesondere im Vergleich mit der Wellenlänge des
für das menschliche Auge wahrnehmbaren Lichtes sind die mit konventionellen
Verfahren erzielbaren Lackschichtdicken sehr groß. Dieser Umstand macht sich
insbesondere bei transparenten Lacksystemen in nachteiliger Weise bemerkbar,
denn es wird die durch einen Lackauftrag bewirkte strukturelle Veränderung der
Werkstückoberfläche vom Betrachter häufig als hochglänzend und "speckig"
wahrgenommen. Auch läßt sich das Auftreten von Orangenhauteffekten nicht
immer gänzlich vermeiden. Derlei Effekte werden vom Betrachter gleichfalls als
unschön empfunden und führen nicht selten zu Reklamationen.
Zur Vermeidung der vorgenannten Nachteile ist es daher Aufgabe der
Erfindung, ein Verfahren zum Auftragen eines Beschichtungsmittels auf die
Oberfläche eines Werkstücks bereitzustellen, mit dem Schichtdicken ausgebildet
werden können, die unterhalb der Wellenlänge des sichtbaren Lichts liegen.
Ferner soll mit der Erfindung eine Vorrichtung zur Durchführung des Verfahrens
vorgeschlagen werden.
Hinsichtlich des Verfahrens wird zur Lösung dieser Ausgabe mit der Erfindung
vorgeschlagen, ein Verfahren zum Auftragen eines Beschichtungsmittels auf die
Oberfläche eines Werkstücks, bei dem das Beschichtungsmittel feinstverteilt in
einen Gasstrom eingemischt wird, das Beschichtungsmittel-Gas-Gemisch in einen
gegenüber der umgebenden Atmosphäre abgedichteten Volumenraum geführt
wird und ein innerhalb des Volumenraums angeordnetes Werkstück vom
Beschichtungsmittel-Gas-Gemisch umspült wird.
Wesentlicher Vorteil dieses Verfahrens besteht darin, daß in Abhängigkeit der
Teilchendurchmesser des feinstverteilt bereitgestellten Beschichtungsmittels auch
solche Schichtdicken ausgebildet werden können, deren Dicke unterhalb der
Wellenlänge des Lichtes liegt und somit etwaige strukturelle Veränderungen oder
ungewünschte Oberflächeneffekte für das menschliche Auge unsichtbar und
mithin nicht wahrnehmbar sind. Zu diesem Zweck wird das aufzutragende
Beschichtungsmittel zu Teilchen mit einem Teilchendurchmesser von 10-8m bis 10-6m
feinstverteilt. Die Teilchen werden sodann in einen Gasstrom eingemischt, so
daß ein aus Trägergas und Beschichtungsmittelschwebeteilchen bestehendes
Aerosol entsteht. Dieses wird in einen gegenüber der umgebenden Atmophäre
abgedichteten Volumenraum geführt. Innerhalb des Volumenraums ist das die zu
beschichtende Oberfläche aufweisende Werkstück angeordnet, das nunmehr der
Aerosol-Atmosphäre ausgesetzt wird. Umher schwebende Teilchen des
Beschichtungsmittels treffen auf die Oberfläche des Werkstücks und benetzen
dieses, so daß in Abhängig der Dichte des Beschichtungsmittel-Gas-Gemisches
sowie der Verweilzeit des Werkstücks innerhalb dieser Atmophäre eine
geschlossene Oberflächenbeschichtung erzielt wird, deren Schichtdicke der
Teilchendurchmesser des Beschichtungsmittels entsprechend im wenige 10 nm-Bereich,
vorzugsweise wenige 100 nm-Bereich, liegen. Das Ausbilden einer
geschlossen Oberflächenbeschichtung kann dabei zusätzlich durch eine
elektrische oder elektrostatische Aufladung der Beschichtungsmittelteilchen
und/oder des zu beschichtenden Werkstücks unterstützt werden.
Im Unterschied zu konventionellen Verfahren können somit erstmalig transparente
Beschichtungsmittel in Umgebungsatmosphäre in solch dünnen Schichtdicken
aufgetragen werden, daß sie vom Menschen als solche nicht mehr
wahrgenommen werden können. Für den Menschen unsichtbar lassen sich so
gezielt Oberflächeneigenschaften von Werkstücken verändern. Beispielsweise
können Oberflächen von Gebrauchsgegenständen mit einer farblosen
Schutzschicht überzogen werden, so daß ein späteres Reinigen des
Gegenstandes, beispielsweise das Abwischen von Fingerabdrücken, sehr viel
einfacher und schneller erfolgen kann. Insbesondere die Oberfläche von
schwarzen Kunststoffteilen, wie zum Beispiel die Oberfläche von Autoarmaturen,
oder die Oberfläche metallisch glänzender oder matter, beispielsweise verchromter
Oberflächen kann aufgrund einer nach dem erfindungsgemäßen Verfahren
erfolgten Versiegelung sehr viel einfacher gepflegt und gereinigt werden.
Die Feinstverteilung und Einmischung des Beschichtungsmittels in den Gasstrom
zur Ausbildung einer vorzugsweise gesättigten Beschichtungsmittel-Atmosphäre
innerhalb des Volumenraums kann auf unterschiedliche Weise erfolgen und ist in
erster Linie von dem Aggregatzustand des Beschichtungsmittels abhängig. So
kann ein erfindungsgemäßes Beschichtungsmittel-Gas-Gemisch beispielsweise
erzeugt werden durch eine mechanische Zerstäubung feiner Pulver, durch
Kondensation von Dämpfen bei Abkühlung unter den Tau- oder Gefrierpunkt,
durch Verbrennungsprozesse oder Versprühen von Lösungen bzw.
Lösungsgemischen, Solen, Emulsionen oder Suspensionen, wobei die Lösungsoder
Dispersionsmittel sofort verdampfen. Handelt es sich bei den feinstverteilten
Beschichtungsmittelteilchen um Feststoffe, so liegt das Beschichtungsmittel-Gas-Gemisch,
je nach Art der Entstehung, entweder als Rauch oder als Staub vor. Im
Falle von flüssigen Beschichtungsmittelteilchen entsteht Nebel.
Gemäß einem weiteren Merkmal der Erfindung wird das Beschichtungsmittel-Gas-Gemisch
in den Volumenraum eingeblasen. Dies ermöglicht das Einbringen eines
bereits vorgemischten und in der Zusammensetzung auf den speziellen Einzelfall
abgestimmten Beschichtungsmittel-Gas-Gemisches. Zudem kann durch das
Einblasen eine erhöhte Bewegung der einzelnen Schwebeteilchen erreicht
werden, so daß sich eine insgesamt gleichmäßigere Verteilung der
Beschichtungsmittelteilchen innerhalb des Volumenraums einstellt. Dies bewirkt in
vorteilhafter Weise die Ausbildung einer ebenfalls gleichmäßigeren, d.h.
insbesondere einer gleichmäßigeren dünnen Beschichtungsmittelschicht.
Gemäß einem weiteren Merkmal der Erfindung wird das Beschichtungsmittel-Gas-Gemisch
innerhalb des Volumenraums umgewälzt. Auch durch diese Maßnahme
wird das Beschichtungsmittel-Gas-Gemisch in vorteilhafter Weise gleichmäßig im
Volumenraum verteilt, so daß eine gleichfalls gleichmäßige Beschichtung
sichergestellt ist. In diesem Zusammenhang ist zu berücksichtigen, daß je größer
der Durchmesser der Beschichtungsmittelteilchen ist, desto stärker ist ihr
Bestreben, sich in Richtung auf den Boden des Volumenraums abzusetzen. Eine
Umwälzung des Beschichtungsmittel-Gas-Gemisches erfolgt somit nicht nur in
Abhängigkeit der Dichte des Gemisches, sondern auch in Abhängigkeit des
Durchmessers der Teilchen, wobei die Notwenigkeit einer Umwälzung mit
steigendem Teilchendurchmesser zunimmt.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß das
Beschichtungsmittel-Gas-Gemisch in einem geschlossenen Kreislauf geführt wird.
Insbesondere aus gesundheitlichen bzw. umweltpolitischen Gründen ist das
Führen in einem geschlossenen Kreislauf von Vorteil. Beispielsweise kann auf
diese Weise sichergestellt werden, daß das Beschichtungsmittel oder Teilchen
hiervon nicht ungewollt an die Umgebung abgegeben werden. Zudem lassen sich
auf einfachere Weise Reinigungssysteme installieren, die sowohl eine
Wiederaufbereitung des Beschichtungsmittels an sich, als auch des Trägergases
ermöglichen.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß das
Beschichtungsmittel-Gas-Gemisch über wenigstens eine Zuführungsleitung unter
Druck in den Volumenraum eingeleitet wird und der resultierende
Beschichtungsmittel-Gas-Gemisch-Strahl das Beschichtungsmittel-Gas-Gemisch
innerhalb des Volumenraums umwälzt. Der Vorteil dieser Art von Umwälzung führt
zu einer sehr effektiven, schnellen und sicheren Aufbringung des
Beschichtungsmittels. Es sind zusätzliche kostenintensive Anlagenkomponenten
zur Umwälzung nicht notwendig und der Volumenraum, in dem die Beschichtung
vor sich geht, ist auf einfache Weise zu konstruieren und zu reinigen. Auch läßt
sich über den beaufschlagten Druck, wodurch das Beschichtungsmittel-Gas-Gemisch
aus der Zuführung gedrückt wird, die Umwälzung und damit die
Beschichtung beeinflussen.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß der
Beschichtungsmittel-Gas-Gemisch-Strahl auf eine Innenfläche des Volumenraums
gerichtet wird. Dadurch kann der Strahl eine vorteilhaft weiträumige Umwälzung
und Verteilung des Beschichtungsmittel-Gas-Gemisches bewirken. Verwendet
man beispielsweise eine Kugel als Volumenraum, so kann der Strahl entlang der
Innenfläche umgelenkt werden, so daß ein Kugel füllender Wirbel entsteht.
Dadurch wird eine optimale Beschichtung gewährleistet.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß zwei
Beschichtungsmittel-Gas-Gemisch-Strahlen in gegenläufiger Richtung strömen. Es
ist zum einen möglich, daß hierbei die Strahlen aufeinander prallen und starke
Verwirbelungen hervorrufen, wodurch die bereits oben genannten Vorteile einer
Umwälzung während der Beschichtung bestehen und zum zweiten ist es möglich
parallel aneinander vorbeilaufende, gegenläufige Beschichtungsmittel-Gas-Gemisch-Strahlen
zu erzeugen, die weitreichende Verwirbelungen über den
gesamten Volumenraum bewirken. Bei Anordnung der gegenläufigen Strahlen auf
verschiedenen Seiten zur Mittelachse des Volumenraums, kann ein weiträumiger
Wirbel der den gesamten Volumenraum ausfüllt erzeugt werden. Die Vorteile der
mit der Verwirbelung einhergehenden Umwälzung sind bereits eingehend genannt
worden.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß der
wenigstens eine Beschichtungsmittel-Gas-Gemisch-Strahl in einer zur
Horizontalen geneigten Richtung in den Volumenraum eintritt. Dies birgt
vorteilhafte Möglichkeiten je nach Form des Volumenraums und des zu
beschichtenden Werkstücks die Umwälzung des Beschichtungsmittel-Gas-Gemisches
zu bestimmen. So können auch boden- und deckennahe Bereiche mit
der notwendigen Teilchendichte versorgt werden.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß ein
Beschichtungsmittel-Gas-Gemisch-Strahl in einer zur Horizontalen nach oben
geneigten Richtung und ein zweiter Beschichtungsmittel-Gas-Gemisch-Strahl in
einer zur Horizontalen nach unten geneigten Richtung eingeleitet wird. Durch
diese Ausrichtung zweier Strahlen, kann der gesamte Volumenraum vorteilhaft
umgewälzt werden.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß die
Werkstücke innerhalb des Volumenraums mittels eines Gestells positioniert
werden. Dadurch können die Werkstücke bereits außerhalb des Volumenraums
geeignet fixiert werden und mit dem Gestell in dem Volumenraum positioniert
werden. So wird zum ersten eine sichere Positionierung und Entfernung der
Werkstücke aus dem Volumenraum gewährleistet und zum zweiten kann eine
geeignete Gestellausgestaltung gewählt werden, um eine optimale Umwälzung
des Beschichtungsmittel-Gas-Gemisches zu bewerkstelligen.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß das
Beschichtungsmittel-Gas-Gemisch in Abhängigkeit einer vorgebbaren Funktion
über eine Zuführungsleitung in den Volumenraum gefördert und nach
Durchströmen des Volumenraums über eine Abgasleitung abgesogen wird. Auf
diese Weise wird eine genaue Steuerung bzw. Regelung der Gemischatmosphäre
innerhalb des Volumenraums ermöglicht und so kann im Bedarfsfall eine
Nachförderung oder ein vorgeschaltetes Absaugen erfolgen. Ein maßgebliches
Entscheidungskriterium ist hierbei die Dichte des Beschichtungsmittel-Gas-Gemisches.
Gemäß einem weiteren Merkmal der Erfindung wird das Beschichtungsmittel-Gas-Gemisch
nach einem Absaugen aus dem Volumenraum gefiltert. Hierdurch wird
gewährleistet, daß nicht ungewollt Teilchen in die Umgebung gelangen. Abhängig
vom jeweiligen Anwendungsfall eigenen sich bevorzugt ein Aktivkohlefilter.
Gemäß einem weiteren Merkmal der Erfindung wird die Dichte des
Beschichtungsmittel-Gas-Gemisches im Volumenraum erfaßt und zur Einstellung
eines vorgebbaren Wertes im Bedarfsfall nachgeregelt. Das Aufrechthalten einer
vorbestimmten Dichte ist insofern von mitentscheidender Wichtigkeit für die mit
dem erfindungsgemäßen Verfahren erzielbare Beschichtungsgüte, als daß die in
einem abhängigen Funktionenverhältnis zur Verweilzeit des Werkstücks im
Volumenraum stehende Gemischdichte entscheidenden Einfluß auf die sich pro
Zeiteinheit ausbildende Schichtdicke hat. Durch zusätzliche Umwälzbewegungen
des Beschichtungsmittel-Gas-Gemisches im Volumenraum kann diese
Abhängigkeit zwar variiert werden, doch ist insbesondere die Dichte des
Gemisches ein bevorzugtes Maß dafür, um festzustellen, wie viele
Beschichtungsmittelteilchen pro Volumenteil im Gas enthalten sind. Vorzugsweise
wird die Dichte des Beschichtungsmittel-Gas-Gemisches optisch erfaßt. Diese Art
der Erfassung ist einfach durchzuführen und über dem zuverlässig.
Gemäß einem weiteren Merkmal der Erfindung wird das Beschichtungsmittel in
flüssiger und/oder fester Form in den Gasstrom eingemischt. Wie bereits oben
ausgeführt, liegt dann je nach Art der Entstehung des Beschichtungsmittel-Gas-Gemisches,
entweder Rauch oder Staub vor; im Falle von flüssigen
Beschichtungsmittelteilchen liegt Nebel vor.
Zur Bildung des Beschichtungsmittel-Gas-Gemisches wird gemäß einem weiteren
vorteilhaften Vorschlag der Erfindung ein Inertgas, vorzugsweise Stickstoff,
verwendet. Insbesondere die Empfindlichkeit mancher Beschichtungsmittel
gegenüber beispielsweise in der Umgebungsluft enthaltende Feuchtigkeit kann
somit berücksichtigt und unerwünschte Reaktion können so unterbunden werden.
Auch können sich so keine explosiven Gemische ausbilden.
Neben den vorgenannten transparenten Lacksystemen können mit dem
erfindungsgemäßen Verfahren auch andere Beschichtungsmittel verarbeitet und
auf die Oberfläche eines Werkstücks ausgetragen werden, entscheidend ist
jedoch, daß sich das jeweilige Beschichtungsmittel derart feinstverteilen läßt, daß
Teilchen mit einem Teilchendurchmesser von 10-8 m bis 10-6 m vorliegen, so daß,
wie zuvor beschrieben, ein Aerosol mit Nanokompositen ausgebildet werden kann.
Hinsichtlich der Vorrichtung wird mit der Erfindung zur Lösung vorgeschlagen,
eine Vorrichtung zur Durchführung des zuvor dargelegten Verfahrens,
gekennzeichnet durch einen Volumenraum, eine Zuführungs- und eine
Abführungsleitung für das Beschichtungsmittel-Gas-Gemisches sowie eine
Umwälzeinrichtung.
Erfindungsgemäß wird innerhalb des Volumenraums eine Beschichtungsmittel-Gas-Atmosphäre
geschaffenen. Das zu beschichtende Werkstück wird dann
innerhalb des Volumenraums angeordnet, vorzugsweise in die Atmosphäre
eingetaucht und dabei von dem die Beschichtungsmittelteilchen tragenden Gas
umspült. Um dafür Sorge zu tragen, daß eine in jeder Hinsicht annähernd gleiche
Beschichtung des Werkstücks erfolgt, ist das im Volumenraum befindliche
Beschichtungsmittel-Gas-Gemisch umzuwälzen, so daß sich eine gleichmäßige
Verteilung der Beschichtungsmittelteilchen über den gesamten Volumenraum
einstellt. Zum diesem Zweck verfügt die erfindungsgemäße Vorrichtung über eine
entsprechende Umwälzeinrichtung. Für eine Zuführung bzw. Abführung des
Beschichtungsmittel-Gas-Gemisches verfügt die erfindungsgemäße Vorrichtung
über entsprechende Zuführungs- und Abführungsleitungen.
Insgesamt wird mit der erfindungsgemäßen Vorrichtung eine leicht zu
handhabende, wirtschaftlich zu betreibende und auch industriellen
Großanforderungen gerecht werdende Einrichtung zur Durchführung des zuvor
beschriebenen Verfahrens zur Verfügung gestellt.
Gemäß einem weiteren Merkmal der Erfindung weist die Umwälzeinrichtung einen
Lüftungsventilator auf. Andere Arten der Umwälzung sind in gleichem Maße
denkbar, doch stellt insbesondere der Lüftungsventilator eine leicht zu
handhabende, wenig kostenintensive und im Reparaturfall eine einfach
auszutauschende Komponente dar.
Gemäß einem weiteren Merkmal der Erfindung ist vorgesehen, daß zum Beispiel
der Volumenraum in einen Beschichtungsraum, eine erste Kammer und eine
zweite Kammer unterteil ist, wobei der Beschichtungsraum und die erste Kammer
sowie die erste Kammer und die zweite Kammer jeweils strömungstechnisch
miteinander in Verbindung stehen. Sinn und Zweck dieser Aufteilung besteht in
einer optimierten Umwälzung. Durch den Ventilator, der zwischen der ersten und
der zweiten Kammer angeordnet ist, entsteht in der zweiten Kammer ein
Unterdruck. Dieser sorgt dafür, daß das Beschichtungsmittel-Gas-Gemisch von
der einen Kammer in die andere Kammer und von da aus in den
Beschichtungsraum umgewälzt wird. Vorzugsweise wird hierbei zudem eine
Querumwälzung durch zusätzliche strömungstechnische Verbindungen
sichergestellt.
Gemäß einem weiteren Merkmal der Erfindung erfolgt die strömungstechnische
Verbindung jeweils mittels schlitzartig ausgebildete Durchbrüche. Diese Art der
strömungstechnischen Verbindung ist vergleichsweise einfach umzusetzen und
ermöglicht je nach Ausrichtung der Durchbrüche eine nahezu vollständige
Durchmischung, d.h. Umwälzung des Beschichtungsmittel-Gas-Gemisches.
Gemäß einem weiteren Merkmal der Erfindung ist wenigstens eine
Zuführungsleitung am Volumenraum angebracht, aus der ein das
Beschichtungsmittel-Gas-Gemisch im Volumenraum umwälzender
Beschichtungsmittel-Gas-Gemisch-Strahl einleitbar ist.
Gemäß einem weiteren Merkmal der Erfindung sind mehrere Zuführungsleitungen
am Volumenraum angebracht, aus denen gegenläufig gerichtete
Beschichtungsmittel-Gas-Gemisch-Strahlen in den Volumenraum einleitbar sind.
Gemäß einem weiteren Merkmal der Erfindung sind mehrere Zuführungsleitungen
am Volumenraum angebracht, aus denen jeweils wenigstens ein
Beschichtungsmittel-Gas-Gemisch-Strahl zur Horizontalen geneigt einleitbar ist.
Gemäß einem weiteren Merkmal der Erfindung sind mehrere Zuführungsleitungen
am Volumenraum angebracht, wobei ein Beschichtungsmittel-Gas-Gemisch-Strahl
zur Horizontalen nach oben geneigt einleitbar ist und ein zweiter
Beschichtungsmittel-Gas-Gemisch-Strahl zur Horizontalen nach unten geneigt
einleitbar ist.
Gemäß einem weiteren Merkmal der Erfindung ist die Zuführungsleitung in den
Seitenwänden angebracht. Der Vorteil dieser Anordnung ist eine einfache
Anbringung der Zuführungsleitungen. Im Deckel müßten beim Öffnen des
Volumenraums die Zuführungsleitungen mit bewegt werden, was durch die
erfindungsgemäße Vorrichtung vermeidbar ist. Der Boden ist wegen seiner
erschwerten Zugänglichkeit ebenfalls für Zuführungsleitungen ungeeignet.
Gemäß einem weiteren Merkmal der Erfindung ist im Volumenraum ein Gestell zur
Aufnahme und Positionierung der Werkstücke befindlich.
Gemäß einem weiteren Merkmal der Erfindung hat der Beschichtungsraum die
Form eines Rotationskörpers. Dadurch ergibt sich der Vorteil, daß sich leicht ein
den Volumenraum ausfüllender Wirbel bildet, da die Beschichtungsmittel-Gas-Gemisch-Strahlen
von den Wänden mit geringem Energieverlust umgelenkt
werden.
Gemäß einem weiteren Merkmal der Erfindung ist ein strömungstechnisch an die
Zuführungsleitung angeschlossener Vorratsbehälter für das Beschichtungsmittel-Gas-Gemisch
vorgesehen. Aus diesem Vorratsbehälter kann in vorteilhafter Weise
je nach Bedarf die gewünschte Menge an Beschichtungsmittel-Gas-Gemisch
abgegeben werden. Ein weiterer Vorteil eines solchen Vorratsbehälters besteht
darin, daß bereits innerhalb des Vorratsbehälters ein Druck- und
Teilchenausgleich des Beschichtungsmittel-Gas-Gemisches mit der Folge eintritt,
daß das den Vorratsbehälter über die Zuführungsleitung verlassende und in den
Volumenraum einströmende Beschichtungsmittel-Gas-Gemisch stets zumindest
annähernd die gleiche Dichte aufweist.
Gemäß einem weiteren Merkmal der Erfindung ist innerhalb der Abführungsleitung
ein Filter, vorzugsweise ein Aktivkohlefilter, auswechselbar angeordnet. Auf diese
Weise können Teilchen, die nicht in die Umgebung gelangen dürfen auf einfache
und effiziente Weise aus dem System ausgefiltert und entsorgt bzw.
wiedergewonnen werden.
Gemäß einem weiteren Merkmal der Erfindung ist eine optische Meßeinrichtung
zur Erfassung der Dichte des im Volumenraum befindlichen Beschichtungsmittel-Gas-Gemisches
vorgesehen. Zudem kann eine Regelungseinrichtung vorgesehen
sein, die mit der Meßeinrichtung die Dichte des im Volumenraum befindlichen
Beschichtungsmittel-Gas-Gemisches mißt und ein der Dichte entsprechendes
Signal abgibt, die mit einer Vergleichsschaltung dieses Signal mit einem
vorgebbaren Dichtewert vergleicht und im Bedarfsfall eine Dichtänderung
veranlaßt. Dies ermöglicht eine kontinuierliche Verfahrensdurchführung mit stets
reproduzierbaren Beschichtungsergebnissen.
Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der Beschreibung
anhand der Figuren. Diese zeigen:
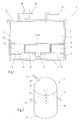
- Fig. 1:
- eine schematische Seitenansicht einer erfindungsgemäßen Vorrichtung
zur Durchführung des Verfahrens mit einer Umwälzeinrichtung,
- Fig. 2:
- eine perspektivische Darstellung einer erfindungsgemäßen Vorrichtung
zur Durchführung des Verfahrens mit zwei Zuführungsleitungen, die
ohne gesonderter Umwälzeinrichtung arbeitet.
Fig. 1 zeigt ein durch Seitenwände 2, einen Boden 3 und einen Deckel 4
begrenzten Volumenraum 1. Der Volumenraum 1 ist gegenüber der ihn
umgebenden Atmosphäre dicht verschlossen.
Der Volumenraum ist unterteilt in einen Beschichtungsraum 5, eine erste Kammer
6 und eine zweite Kammer 7. Dabei stehen der Beschichtungsraum 5 und die
erste Kammer 6 sowie die erste Kammer 6 und die zweite Kammer 7 jeweils
strömungstechnisch miteinander in Verbindung. Die erste Kammer 6 ist ihrerseits
in zwei äußere Bereiche 8 und 9 sowie einen mittleren Bereich 10 untergliedert.
Der mittlere Bereich 10 der ersten Kammer 6 steht über einen Ventilator 11 mit der
zweiten Kammer 7 in strömungstechnischer Verbindung. Zudem sind schlitzartig
ausgebildete Durchbrüche 12 und 13 zwischen dem Bearbeitungsraum 5 und der
ersten Kammer 6 sowie 19 und 20 zwischen der ersten und der zweiten Kammer 6
und 7 vorgesehen. Darüber hinaus liegen Durchbrüche 14 und 15 zwischen dem
Beschichtungsraum 5 und dem mittleren Bereich 10 der ersten Kammer 6 vor.
Der Ventilator 11 bläst von der zweiten Kammer 7 in die erste Kammer 6 und zwar
in den mittleren Bereich 10 der ersten Kammer 6. Dadurch entsteht ein Unterdruck
in der zweiten Kammer 7. Als Folge hiervon wird durch die Durchbrüche 12, 13, 19
und 20 zwischen dem Bearbeitungsraum 5 und der zweiten Kammer 7 die im
Bearbeitungsraum 5 befindliche Beschichtungsmittel-Atmosphäre angesaugt. Über
den Ventilator 11 gelangt die angesaugte Atmosphäre sodann in den mittleren
Bereich 10 der zweite Kammer 6. Die Durchbrüche 12 und 13 sind im Vergleich
zu den Durchbrüchen 14 und 15 versetzt angeordnet, so daß nicht ein einfaches
Durchblasen der angesaugten Atmosphäre stattfindet, sondern es vielmehr zu
einer Quervermischung kommt.
Für die Zuführung bzw. Abführung eines Beschichtungsmittel-Gas-Gemisches ist
eine entsprechende Zuführungsleitung 16 sowie eine Abführungsleitung 17
vorgesehen. Ein strömungstechnisch an die Zuführungsleitung angeschlossener
Vorratsbehälter für das Beschichtungsmittel-Gas-Gemisch ist mit 18 bezeichnet.
Aus diesem Vorratsbehälter 18 kann je nach Bedarf die gewünschte Menge an
Beschichtungsmittel-Gas-Gemisch abgegeben werden.
Mit dem erfindungsgemäßen Verfahren werden feinstverteilte Beschichtungsmittel
bereitgestellt, die mittels eines Gasstromes in den Volumenraum 1 gefördert
werden und im Beschichtungsraum 5 vorzugsweise ein in die dort herrschende
Atmosphäre eingetauchtes Werkstück umspülen. Dabei wird auf dem Werkstück
ein Schichtdicke ausgebildet, die in ihrer Dicke unterhalb der Wellenlänge des
sichtbaren Lichts liegt. Somit sind etwaige strukturelle Veränderungen oder
ungewünschte Oberflächeneffekte für das menschliche Auge unsichtbar und
mithin nicht wahrnehmbar. Die Zuführungsleitung 16 und die Durchbrüche 14 und
15 so ausgerichtet, daß die Beschichtungsmittel-Gas-Gemisch-Strahlen eine
weitläufige Umwälzung im Beschichtungsraum 5 bevorzugen.
Das aufzutragende Beschichtungsmittel wird in Teilchen mit einem
Teilchendurchmesser von 10-8m bis 10-6m feinstverteilt. Die Teilchen werden
sodann in einen Gasstrom eingemischt, so daß ein aus Trägergas und
Beschichtungsmittelschwebeteilchen bestehendes Aerosol entsteht. Dieses wird in
den gegenüber der umgebenden Atmophäre abgedichteten Volumenraum 1
geführt. Umher schwebende Teilchen des Beschichtungsmittels treffen auf die
Oberfläche des innerhalb des Beschichtungsraums 5 angeordneten und in dieser
Figur nicht dargestellten Werkstücks und benetzen diese, so daß in Abhängig der
Dichte des Beschichtungsmittel-Gas-Gemisches sowie der Verweilzeit des
Werkstücks innerhalb dieser Atmophäre eine geschlossene
Oberflächenbeschichtung erzielt wird, deren Schichtdicke der
Teilchendurchmesser des Beschichtungsmittels entsprechend im nm-Bereich
liegen.
Fig. 2 zeigt ein durch eine Seitenwand 23, einen Boden 22 und einen Deckel 24
begrenzten Volumenraum 21. Der Volumenraum 21 ist gegenüber der ihn
umgebenden Atmosphäre dicht verschlossen. In dieser Ausführungsform ist der
gesamte Volumenraum 21 gleichzeitig der Beschichtungsraum.
In den Seitenwänden 23 sind zwei Zuführungsleitungen 25 und 26 angebracht,
durch die Beschichtungsmittel-Gas-Gemisch eingeströmt wird. Die
Zuführungsleitungen 25 und 26 sind so angeordnet, daß sie sich auf der
voneinander gegenüberliegenden Seite befinden. Die Zuführungsleitung 26 ist zur
Horizontalen nach unten geneigt und weist auf den vorderen Teil der Seitenwand
23. Die Zuführungsleitung 25 ist zur Horizontalen nach oben geneigt und weist auf
den hinteren Teil der Seitenwand 23. Die Zuführungsleitung 26 befindet sich etwas
höher in der Seitenwand 23 als die Zuführungsleitung 25. Dadurch sind die
Zuführungsleitungen 25 und 26 so ausgerichtet, daß die aus ihnen austretenden
Beschichtungsmittel-Gas-Gemisch-Strahlen gegenläufig orientiert sind und in dem
Volumenraum wird eine weitläufige Umwälzung erzielt. Wegen der Ausrichtung der
Zuführungsleitungen 25 und 26 auf die Seitenwand 23 ist gewährleistet, daß die
austretenden Strahlen umgelenkt werden und einen weiträumigen Wirbel entlang
der Seitenwand 23 um die senkrechte Mittelachse des Volumenraums 21 herum
erzeugen.
Ein strömungstechnisch an die Zuführungsleitungen 25 und 26 angeschlossener
Vorratsbehälter für das Beschichtungsmittel-Gas-Gemisch kann je nach Bedarf die
gewünschte Menge an Beschichtungsmittel-Gas-Gemisch abgeben. Das
Beschichtungsmittel-Gas-Gemisch wird unter Druck in den Volumenraum 21
gepreßt, um die entsprechende Geschwindigkeit zu besitzen, die eine
ausreichende Umwälzung des Beschichtungsmittel-Gas-Gemisches gewährleistet.
Der Deckel 24 des Volumenraums 21 ist als Glocke ausgestaltet, in der eine
Abführungsleitung 27 angeschlossen ist, in der sich ein Ventil 28 zur Steuerung
des austretenden Beschichtungsmittel-Gas-Gemisches befindet. Innerhalb des
Volumenraums 21 befinden sich Gestelle und Träger 29 für die Positionierung der
zu beschichtenden Werkstücke. Die Gestelle und Träger 29 sind im Deckel 24
befestigt.
Bezugszeichenliste
- 1
- Volumenraum
- 2
- Seitenwand
- 3
- Boden
- 4
- Deckel
- 5
- Beschichtungsraum
- 6
- erste Kammer
- 7
- zweite Kammer
- 8
- äußere Bereich
- 9
- äußere Bereich
- 10
- mittlere Bereich
- 11
- Ventilator
- 12
- Durchbruch
- 13
- Durchbruch
- 14
- Durchbruch
- 15
- Durchbruch
- 16
- Zuführungsleitung
- 17
- Abführungsleitung
- 18
- Vorratsbehälter
- 19
- Durchbruch
- 20
- Durchbruch
- 21
- Volumenraum
- 22
- Boden
- 23
- Seitenwand
- 24
- Deckel
- 25
- Zuführungsleitung
- 26
- Zuführungsleitung
- 27
- Abführungsleitung
- 28
- Ventil
- 29
- Gestell