EP1256426B1 - Streugutanlage zum Streuen von Streugut, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer - Google Patents
Streugutanlage zum Streuen von Streugut, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer Download PDFInfo
- Publication number
- EP1256426B1 EP1256426B1 EP02009113A EP02009113A EP1256426B1 EP 1256426 B1 EP1256426 B1 EP 1256426B1 EP 02009113 A EP02009113 A EP 02009113A EP 02009113 A EP02009113 A EP 02009113A EP 1256426 B1 EP1256426 B1 EP 1256426B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- scattering
- rotational speed
- rollers
- delivery region
- material delivery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/10—Moulding of mats
- B27N3/14—Distributing or orienting the particles or fibres
Definitions
- the invention relates to a grit plant for spreading glued sprinkling material, in particular wood chips, wood fibers o. The like.
- a scattering belt conveyor to form spreading mats in the production of particleboard, fiberboard or the like.
- Wood-based panels with a grit hopper with a dosing unit for spreading Scattering on a scattering roller conveyor arranged above the Streuand meticulousers with at least one fine-material discharge area and a downstream coarse material discharge area.
- a grit plant whose Streuwalzen letters is composed of a Streuwalzenoberdeck and a Streuwalzenunterdeck, which is located in the last third below the Streuwalzenoberdecks.
- the Spreader roll top deck first casts fines onto the spreader belt conveyor for topping, while the spreader top deck, together with the spreader roll bottom deck, casts a mixture of fines and coarse material to form the middle layer.
- a mixture of coarse material and fine material is then first thrown off to complete the middle layer and then only fines to form the overhead covering layer.
- the invention has for its object to provide a grit system of the embodiment described above, with which the middle layer of the grit mats can be produced with a particularly fine distribution of the fine material as a binder to press it from wood panels with increased transverse tensile strength in a downstream continuous press or cycle press can.
- the invention in a generic grit plant characterized in that the coarse material discharge area has at least one circulating roller rotating in comparison to the scattering rollers of the fine material discharge area by a predetermined amount of increased rotational speed.
- a cover layer or the like can be applied from essentially fine material onto the scattering belt conveyor and subsequently onto this covering layer in the manner described a middle layer of a fine material / coarse mixture.
- the grit plant according to the invention as a middle-layer scattering machine, ie first a lower cover layer is applied to the scatter belt conveyor with a separate, upstream grit plant. Subsequently, this covering layer passes through the spreading material system according to the invention on the scatter belt conveyor. There, an intermediate layer of essentially fine material is first sprinkled onto the cover layer in the fines discharge area.
- the fine material / coarse mixture is sprinkled onto the intermediate layer to form the middle layer.
- a further middle layer or middle layer half and possibly a further intermediate layer can be applied, before then optionally an upper cover layer is applied in a final scattering process.
- the discarding effect achieved according to the teaching of the invention is optimized according to a particular proposal by arranging a coarse material discharge device below the scattering roller of the coarse material discharge area which revolves at an increased rotational speed, the discharge direction of which is opposite to the conveying direction of the scattering roller train and consequently of the scattering material back under the fine material. Throwing area is directed and consequently there fine material is dropped on the thrown off there and, as it were back conveyed coarse material to form the intimate fines / coarse mixture.
- the invention provides that the coarse material discharge device has a GroGgutleit Structure which is arranged at a predetermined distance to the rotating at an increased rotational speed scattering roller and having a roll circumference in the direction below the fines discharge area following surface curvature.
- the invention provides that the coarse material discharge area with several by a predetermined amount Has rotating speed circulating scattering rollers with coarse material discharge devices or Grobgutleit vom assigned on the underside.
- a scattering roller can be arranged between the rotating with speed of rotation rotating scattering rollers of the coarse material discharge area, which rotates with the rotational speed of the scattering rollers of the fines discharge area, on the one hand to allow further fines discharge, on the other hand to reduce an overlap of the discarding curves for the coarse material or to avoid.
- the distance between the scattering rollers of the fine material discharge area may increase at least in the end region of the fine material discharge area in order to achieve the discharge of only particularly fine fine material for the top layer formation at the beginning of the fine material discharge area, and at the end of the fine material discharge area to allow the discharge of fine material and fine coarse material at the beginning of the middle layer formation.
- the metering unit with a controllable metering belt has a metering roller, whose rotational speed by a predetermined amount, for. B. 2 to 12 times higher than the rotational speed of the scattering rollers of the fines discharge area is selected to ensure that the formed on the single deck Streuwalzen Identification discarded grit reaches the end of the Streuwalzen Identification and consequently also the coarse material discharge area with the faster-running scattering rollers.
- Foreign matter such as too coarse material, metal parts, glue, lumps o. The like. Are discharged at the end of the Streuwalzen Identification to a foreign substance discharge conveyor.
- the circulating with high rotational speed or speed scatter rollers in the coarse material discharge area in about a 5-fold to 40-fold higher rotational speed or speed than the scattering rollers of the fine material discharge area.
- the scattering rollers of the fine-material discharge area may have an optionally variable speed of approximately 5 revolutions per minute to 25 revolutions per minute.
- the scattering rollers revolving at increased rotational speed in the coarse material discharge region have an optionally variable rotational speed or rotational speed of approximately 150 revolutions per minute to 200 revolutions per minute.
- the invention proposes that the adjustable rotational speed of the scattering rollers of the fine material discharge area and / or the coarse material discharge area is coupled to the adjustable speed of the metering belt. If, for example, the speed of the metering belt is increased by a predetermined factor during operation of the system, the rotational speed of the spreading rollers is automatically increased by this factor.
- a grit plant for spreading glued grit 1, in particular wood chips, wood fibers o. The like.
- This grit plant has a grit hopper 3 with a metering unit consisting of a metering belt 4 and a metering roller 5 for spreading grit 1 on a scattering roller train 6 arranged above the scatter belt conveyor 2 - also called a spreading head - with at least one fines discharge area 7 and a downstream coarse material discharge area 8 on.
- the scattering roller train 6 and the scattering belt conveyor 2 located underneath are arranged substantially horizontally.
- the scattering rollers 9 of the Streuwalzen No 6 have the same direction of rotation.
- the scattering rollers 9 of the fine material discharge area 7 rotate at a variable speed D 1 .
- the coarse material discharge area 8 has in the embodiment two with in comparison to the scattering rollers 9 of the fine material discharge area 7 by a predetermined amount of increased rotational speed or speed D 2 circulating spreader rollers 10. Below each of the rotating with increased rotational speed or speed D 2 spreader rollers 10th a coarse material discharge device 11 is arranged, the discharge direction is directed against the conveying direction of the scattering material 1 and the Streuwalzen pieces 6 back under the fines discharge area 7. In this way, a Streuwalzen puzzle 6 can be realized as a single deck.
- Fig. 1 shows the grit plant according to the invention in a mode of operation for scattering a cover layer DS and a middle layer MS arranged thereon with a single Streuwalzen Avenue 6.
- a grit plant for example, one or more not shown further grit systems for applying a further middle layer and / or a connect upper cover layer.
- the grit plant in the mode of operation shown in FIG. 4 is used, as it were, as a middle-layer machine for spreading esp. A middle layer.
- a cover layer DS is first sprinkled onto the scatter belt conveyor 2 from an upstream grit plant (not shown).
- An intermediate layer ZS made of fine material is then applied to this lower covering layer DS with the spreading material system shown in FIG. 4.
- the actual Middle layer MS applied from the fine / coarse mixture.
- a further middle layer or a further intermediate layer can then be applied again in an additional grit plant, not shown, and then an upper cover layer can be applied again in an equally separate grit plant. This is not shown.
- the grit plant as a middle layer machine thus arise per middle layer practically two zones.
- the intermediate layer ZS is formed, to which the actual middle layer MS adjoins. This has the advantage that z. B.
- the upper middle layer of the upper cover layer is covered by interposition of the intermediate layer clean, ie coarse chips are really in the middle of the finished plate and do not paint on the optionally coated plate surface. In addition, a trickling through of cover layer material in the middle layer is prevented.
- the coarse material discharge devices 11 each have a coarse material guide surface 12, which is arranged at a predetermined distance a from the spreading roller 10 which revolves at an increased rotational speed and has a surface curvature following the roller circumference in the direction below the fine material discharge region 7.
- a spreader roller 13 is arranged, which rotates with the rotational speed or speed D 1 of the spreader rollers 9 of the fine material discharge area 7.
- the distance between the scattering rollers 9 of the fine material discharge area 7 may increase at least in the end area of the fine material discharge area 7, which is not shown.
- the metering unit has a metering roller 5, the rotational speed of which can be set by a predetermined amount higher than the rotational speed of the scattering rollers 9 of the fines discharge area 7 so that the discarded litter 1 reaches the end of the Streuwalzen Identification 6, at least the coarse material discharge area 8.
- the metering roller 5 rotates at a speed of about 60 revolutions per minute (rpm), namely against the direction of rotation of the scattering rollers 9, 10, 13 of the scattering roller train. Because both the "slow" spreader rollers 9 and 13 and the “fast” spreader rollers 10 all rotate in the same direction.
- the spreader rollers 9 of the fine material discharge area rotate at a speed D 1 of approximately 5 rpm to 25 rpm, while the spreader rollers 10 rotate at a speed D 2 of 150 rpm to 200 rpm. D. h.,
- the rotational speed D 2 is higher by a factor of 6 to 40 than the rotational speed D 1 .
- the spreader rollers 9 and the spreader rollers 13 each rotate at the same speed D 1 .
- the diameter of all scattering rollers 9, 10, 13 is identical and is in the exemplary embodiment in about 90 mm.
- the distance A of the scattering roller train 6 from the scatter belt conveyor 2 or from the scattering material scattered on the scatter belt conveyor amounts to approximately 400 mm to 500 mm.
- Both the belt speed V B of the metering belt 4 and the rotational speeds D 1 , D 2 of the spreader rollers 9, 10, 13 can be varied. It is the rotational speed of the scattering rollers 9 and / or the spreader rolls 10 as it were linearly coupled to the tape speed V B. D.
- the speed of the spreader rollers is increased accordingly by this factor. This preferably applies both to the rotational speed D 1 of the scattering rollers 9 and optionally 13 and also to the rotational speed D 2 of the scattering rollers 10.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Fodder In General (AREA)
- Debarking, Splitting, And Disintegration Of Timber (AREA)
Description
- Die Erfindung betrifft eine Streugutanlage zum Streuen von beleimtem Streugut, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer unter Bildung von Streumatten im Zuge der Herstellung von Spanplatten, Faserplatten o. dgl. Holzwerkstoffplatten, mit einem Streugutbunker mit einer Dosiereinheit zum Aufstreuen von Streugut auf eine oberhalb des Streubandförderers angeordnete Streuwalzenstraße mit zumindest einem Feingut-Abwurfbereich und einem nachgeordneten Grobgut-Abwurfbereich.
- Es ist eine derartige Streugutanlage bekannt, bei welcher die Streuwalzenstraße das Streugut separiert. Zu Beginn der Streuwalzenstraße und folglich im Feingut-Abwurfbereich wird Feingut z. B. zur Deckschichtbildung der Streumatten auf den Streubandförderer abgeworfen, während am Ende der Streuwalzenstraße und folglich im Grobgut-Abwurfbereich praktisch nur noch Grobgut auf den Streubandförderer zur Mittelschichtbildung der Streumatten abgeworfen wird. Obwohl es sich bei dem Streugut um beleimtes Streugut handelt, ist die Bindung des Grobgutes im Mittelschichtbereich verhältnismäßig gering. Als Folge davon wird die Querzugfestigkeit der aus den Streumatten hergestellten Spanplatten, Faserplatten o. dgl. Holzwerkstoffplatten reduziert. Um eine solche Reduzierung der Querzugfestigkeit zu vermeiden, kennt man eine Streugutanlage, deren Streuwalzenstraße aus einem Streuwalzenoberdeck und einem Streuwalzenunterdeck aufgebaut ist, welches sich im letzten Drittel unterhalb des Streuwalzenoberdecks befindet. Das Streuwalzenoberdeck wirft zunächst Feingut auf den Streubandförderer zur Deckschichtbildung ab, während das Streuwalzenoberdeck gemeinsam mit dem Streuwalzenunterdeck ein Gemisch aus Feingut und Grobgut zur Bildung der Mittelschicht abwirft. In einer nachgeschalteten Streugutanlage wird dann zunächst ein Gemisch aus Grobgut und Feingut zur Fertigstellung der Mittelschicht abgeworfen und danach nur noch Feingut zur Bildung der obenliegenden Deckschicht. - Bei dieser bekannten Streugutanlage ist einerseits die Feingutverteilung als Bindemittel zur Bildung der Mittelschicht unbefriedigend, ist andererseits die als Streukopf arbeitende Streuwalzenstraße aus Oberdeck und Unterdeck verhältnismäßig aufwendig. - Hier will die Erfindung Abhilfe schaffen.
- Der Erfindung liegt die Aufgabe zugrunde, eine Streugutanlage der eingangs beschriebenen Ausführungsform zu schaffen, mit der sich die Mittelschicht der Streugutmatten mit einer besonders feinen Verteilung des Feingutes als Bindemittel herstellen lässt, um daraus Holzwerkstoffplatten mit erhöhter Querzugfestigkeit in einer nachgeschalteten kontinuierlichen Presse oder Taktpresse pressen zu können.
- Diese Aufgabe löst die Erfindung bei einer gattungsgemäßen Streugutanlage dadurch, dass der Grobgut-Abwurfbereich zumindest eine mit im Vergleich zu den Streuwalzen des Feingut-Abwurfbereiches um ein vorgegebenes Maß erhöhter Drehgeschwindigkeit umlaufende Streuwalze aufweist. - Diese Maßnahmen der Erfindung haben zur Folge, dass die im Grobgut-Abwurfbereich mit erhöhter Drehgeschwindigkeit umlaufende Streuwalze Grobgut auf der Walzenunterseite entgegen der Streugutförderrichtung in den Feingut-Abwurfbereich gleichsam zurückwirft. Dadurch findet eine besonders innige Mischung zwischen Feingut und Grobgut unterhalb des Feingut-Abwurfbereiches unter Bildung der Mittelschicht oder zumindest der einen Mittelschichthälfte statt. Dabei übernimmt das Feingut die Funktion eines Bindemittels für das Grobgut, wobei aus dem innigen Feingut/Grobgut-Gemisch gleichsam eine besonders feine Bindemittelverteilung erreicht wird. Daraus resultiert eine erhöhte Querzugfestigkeit bei den im nachgeschalteten Pressvorgang hergestellten Spanplatten, Faserplatten o. dgl. Holzwerkstoffplatten.
- Mit der erfindungsgemäßen Streugutanlage lassen sich grundsätzlich zunächst eine Deckschicht o. dgl. aus im Wesentlichen Feingut auf den Streubandförderer und anschließend auf diese Deckschicht in der beschriebenen Weise eine Mittelschicht aus einer Feingut/Grobgut-Mischung aufbringen. Es besteht aber auch die Möglichkeit, die erfindungsgemäße Streugutanlage als Mittelschicht-Streumaschine zu verwenden, d. h. zunächst wird mit einer separaten, vorgeschalteten Streugutanlage eine untere Deckschicht auf den Streubandförderer aufgebracht. Anschließend durchläuft diese Deckschicht auf dem Streubandförderer die erfindungsgemäße Streugutanlage. Dort wird zunächst im Feingut-Abwurfbereich eine Zwischenschicht aus im Wesentlichen Feingut auf die Deckschicht aufgestreut. Anschließend wird auf die erfindungsgemäße Weise das Feingut/Grobgut-Gemisch zur Bildung der Mittelschicht auf die Zwischenschicht aufgestreut. Im Anschluss daran kann beispielsweise mittels einer oder mehrerer weiteren Streugutanlage eine weitere Mittelschicht bzw. Mittelschichthälfte und ggf. eine weitere Zwischenschicht aufgetragen werden, bevor dann ggf. in einem abschließenden Streuvorgang eine obere Deckschicht aufgebracht wird.
- Der nach Lehre der Erfindung erreichte Rückwurfeffekt wird nach einem besonderen Vorschlag dadurch optimiert, dass unterhalb der mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalze des Grobgut-Abwurfbereiches eine Grobgut-Abwurfeinrichtung angeordnet ist, deren Abwurfrichtung entgegen der Förderrichtung der Streuwalzenstraße und folglich des Streugutes zurück unter den Feingut-Abwurfbereich gerichtet ist und folglich dort Feingut auf das dorthin abgeworfene und gleichsam zurückbeförderte Grobgut unter Bildung der innigen Feingut/Grobgut-Mischung abgeworfen wird.
- Weitere erfindungswesentliche Maßnahmen sind im Folgenden aufgeführt. So sieht die Erfindung vor, dass die Grobgut-Abwurfeinrichtung eine Grobgutleitfläche aufweist, die mit vorgegebenem Abstand zu der mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalze angeordnet ist und eine dem Walzenumfang in Richtung unter den Feingut-Abwurfbereich folgende Flächenkrümmung aufweist. Im Rahmen der Erfindung lassen sich der Abstand zwischen der Grobgutleitfläche der zugeordneten Streuwalze sowie die Flächenkrümmung auf das jeweils verwendete Streugut derart abstimmen, dass eine optimale Wurfweite bzw. Rückwurfweite erreicht wird, welche den Grobgutabwurf bis unter den Feingut-Abwurfbereich gewährleistet. - Weiter sieht die Erfindung vor, dass der Grobgut-Abwurfbereich mehrere mit um ein vorgegebenes Maß erhöhter Drehgeschwindigkeit umlaufende Streuwalzen mit unterseitig zugeordneten Grobgut-Abwurfeinrichtungen bzw. Grobgutleitflächen aufweist. Derartige Maßnahmen empfehlen sich aus Sicherheitsgründen unter Berücksichtigung der Tatsache, dass völlig unterschiedliches Streugut (Späne, Fasern, Körnung usw.) Verwendung finden kann, um eben Spanplatten, Faserplatten o. dgl. Holzwerkstoffplatten herzustellen. Dabei kann zwischen den mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalzen des Grobgut-Abwurfbereiches jeweils eine Streuwalze angeordnet sein, die mit der Drehgeschwindigkeit der Streuwalzen des Feingut-Abwurfbereiches umläuft, um einerseits weiteren Feingut-Abwurf zu ermöglichen, andererseits eine Überschneidung der Rückwurfkurven für das Grobgut zu verringern bzw. zu vermeiden.
- Im Rahmen der Erfindung kann der Abstand zwischen den Streuwalzen des Feingut-Abwurfbereiches zumindest im Endbereich des Feingut-Abwurfbereiches zunehmen, um am Anfang des Feingut-Abwurfbereiches den Abwurf von lediglich besonders feinem Feingut für die Deckschichtbildung zu erreichen, und am Ende des Feingut-Abwurfbereiches den Abwurf von Feingut und feinem Grobgut zu Beginn der Mittelschichtbildung zu ermöglichen.
- Die Dosiereinheit mit einem regelbaren Dosierband weist eine Dosierwalze auf, deren Drehgeschwindigkeit um ein vorgegebenes Maß, z. B. um das 2-fache bis 12-fache höher als die Drehgeschwindigkeit der Streuwalzen des Feingut-Abwurfbereiches gewählt ist, um sicherzustellen, dass das auf die als Einfachdeck ausgebildete Streuwalzenstraße abgeworfene Streugut das Ende der Streuwalzenstraße und folglich auch den Grobgut-Abwurfbereich mit den schneller laufenden Streuwalzen erreicht. Fremdstoffe, wie zu grobes Streugut, Metallteile, Leim, Klumpen o. dgl. werden am Ende der Streuwalzenstraße an einen Fremdstoff-Abförderer abgegeben.
- Nach bevorzugter Ausführungsform weisen die mit erhöhter Drehgeschwindigkeit bzw. Drehzahl umlaufenden Streuwalzen im Grobgut-Abwurfbereich in etwa eine 5-fach bis 40-fach höhere Drehgeschwindigkeit bzw. Drehzahl auf, als die Streuwalzen des Feingut-Abwurfbereiches. Dabei können die Streuwalzen des Feingut-Abwurfbereiches eine ggf. variable Drehzahl von in etwa 5 Umdrehungen pro Minute bis 25 Umdrehungen pro Minute aufweisen. Dementsprechend weisen die mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalzen im Grobgut-Abwurfbereich eine ggf. variable Drehgeschwindigkeit bzw. Drehzahl von in etwa 150 Umdrehungen pro Minute bis 200 Umdrehungen pro Minute auf. Ferner schlägt die Erfindung vor, dass die einstellbare Drehgeschwindigkeit der Streuwalzen des Feingut-Abwurfbereiches und/oder des Grobgut-Abwurfbereiches an die einstellbare Geschwindigkeit des Dosierbandes gekoppelt ist. Wird beispielsweise im Betrieb der Anlage die Geschwindigkeit des Dosierbandes um einen vorgegebenen Faktor erhöht, so wird automatisch auch die Drehgeschwindigkeit der Streuwalzen um diesen Faktor erhöht.
- Im Folgenden wird die Erfindung anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- eine erfindungsgemäße Streugutanlage in schematischer Seitenansicht,
- Fig. 2
- eine Draufsicht auf den Gegenstand nach Fig. 1 im Bereich der Streuwalzenstraße,
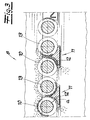
- Fig. 3
- einen vergrößerten Ausschnitt aus dem Gegenstand nach Fig. 1 im Bereich der schneller laufenden Streuwalzen mit zugeordneten Grobgut-Abwurfeinrichtungen und
- Fig. 4
- den Gegenstand nach Fig. 1 in der bevorzugten Verwendung als Mittelschichtmaschine.
- In den Figuren ist eine Streugutanlage zum Streuen von beleimtem Streugut 1, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer 2 unter Bildung von Streumatten im Zuge der Herstellung von Spanplatten, Faserplatten o. dgl. Holzwerkstoffplatten dargestellt. Diese Streugutanlage weist einen Streugutbunker 3 mit einer Dosiereinheit aus einem Dosierband 4 und einer Dosierwalze 5 zum Aufstreuen von Streugut 1 auf eine oberhalb des Streubandförderers 2 angeordnete Streuwalzenstraße 6 - auch Streukopf genannt - mit zumindest einem Feingut-Abwurfbereich 7 und einem nachgeordneten Grobgut-Abwurfbereich 8 auf. Die Streuwalzenstraße 6 und der darunter befindliche Streubandförderer 2 sind im Wesentlichen horizontal angeordnet. Die Streuwalzen 9 der Streuwalzenstraße 6 weisen den gleichen Drehsinn auf.
- Die Streuwalzen 9 des Feingut-Abwurfbereiches 7 rotieren mit einer variablen Drehzahl D1. Der Grobgut-Abwurfbereich 8 besitzt im Ausführungsbeispiel zwei mit im Vergleich zu den Streuwalzen 9 des Feingut-Abwurfbereiches 7 um ein vorgegebenes Maß erhöhter Drehgeschwindigkeit bzw. Drehzahl D2 umlaufende Streuwalzen 10. Unterhalb jeder der mit erhöhter Drehgeschwindigkeit bzw. Drehzahl D2 umlaufenden Streuwalzen 10 ist eine Grobgut-Abwurfeinrichtung 11 angeordnet, deren Abwurfrichtung entgegen der Förderrichtung des Streugutes 1 bzw. der Streuwalzenstraße 6 zurück unter den Feingut-Abwurfbereich 7 gerichtet ist. Auf diese Weise lässt sich eine Streuwalzenstraße 6 als Einfachdeck verwirklichen.
- Fig. 1 zeigt die erfindungsgemäße Streugutanlage in einer Betriebsweise zum Streuen einer Deckschicht DS und einer darauf angeordneten Mittelschicht MS mit einer einzigen Streuwalzenstraße 6. An eine solche Streugutanlage können sich beispielsweise ein oder mehrere nicht dargestellte weitere Streugutanlagen zum Aufbringen einer weiteren Mittelschicht und/oder einer oberen Deckschicht anschließen. Demgegenüber wird die Streugutanlage bei der in Fig. 4 dargestellten Betriebsweise gleichsam als Mittelschichtmaschine zum Streuen insbes. einer Mittelschicht verwendet. Dazu wird von einer vorgeschalteten, nicht dargestellten Streugutanlage zunächst eine Deckschicht DS auf den Streubandförderer 2 aufgestreut. Auf diese untere Deckschicht DS wird dann mit der in Fig. 4 dargestellten Streugutanlage eine Zwischenschicht ZS aus Feingut aufgebracht. Anschließend wird in der erfindungsgemäßen Weise auf die Zwischenschicht ZS die eigentliche Mittelschicht MS aus dem Feingut/Grobgut-Gemisch aufgebracht. In einem weiteren Verfahrensschritt kann dann in einer nicht dargestellten weiteren Streugutanlage eine weitere Mittelschicht bzw. eine weitere Zwischenschicht und anschließend in einer ebenfalls separaten Streugutanlage nochmals eine obere Deckschicht aufgebracht werden. Dieses ist nicht dargestellt. Bei der Verwendung der Streugutanlage als Mittelschichtmaschine entstehen pro Mittelschicht folglich praktisch zwei Zonen. Im unmittelbaren Kontakt zur Deckschicht DS entsteht die Zwischenschicht ZS, an die die eigentliche Mittelschicht MS anschließt. Dieses hat den Vorteil, dass z. B. die obere Mittelschicht von der oberen Deckschicht durch Zwischenschaltung der Zwischenschicht sauber abgedeckt wird, d. h. grobe Späne befinden sich wirklich in der Mitte der fertigen Platte und malen sich nicht an der ggf. beschichteten Plattenoberfläche ab. Außerdem wird ein Durchrieseln von Deckschichtmaterial in die Mittelschicht verhindert.
- Die Grobgut-Abwurfeinrichtungen 11 weisen jeweils eine Grobgutleitfläche 12 auf, die mit vorgegebenem Abstand a zu der mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalze 10 angeordnet ist und eine dem Walzenumfang in Richtung unter den Feingut-Abwurfbereich 7 folgende Flächenkrümmung aufweist. Zwischen den mit erhöhter Drehgeschwindigkeit D2 umlaufenden Streuwalzen 10 des Grobgut-Abwurfbereiches 8 ist jeweils eine Streuwalze 13 angeordnet, die mit der Drehgeschwindigkeit bzw. Drehzahl D1 der Streuwalzen 9 des Feingut-Abwurfbereiches 7 umläuft. Dadurch wird eine gegenseitige Behinderung der angedeuteten Abwurfkurven 14 für das Grobgut minimiert.
- Der Abstand zwischen den Streuwalzen 9 des Feingut-Abwurfbereiches 7 kann zumindest im Endbereich des Feingut-Abwurfbereiches 7 zunehmen, was nicht gezeigt ist. - Die Dosiereinheit weist eine Dosierwalze 5 auf, deren Drehgeschwindigkeit sich um ein vorgegebenes Maß höher als die Drehgeschwindigkeit der Streuwalzen 9 des Feingut-Abwurfbereiches 7 einstellen lässt, damit das abgeworfene Streugut 1 das Ende der Streuwalzenstraße 6, jedenfalls des Grobgut-Abwurfbereiches 8 erreicht.
- Im Ausführungsbeispiel rotiert die Dosierwalze 5 mit einer Drehzahl von in etwa 60 Umdrehungen pro Minute (U/min), und zwar entgegen der Drehrichtung der Streuwalzen 9, 10, 13 der Streuwalzenstraße. Denn sowohl die "langsamen" Streuwalzen 9 bzw. 13 als auch die "schnellen" Streuwalzen 10 rotieren alle in derselben Richtung. Dabei rotieren die Streuwalzen 9 des Feingut-Abwurfbereiches mit einer Drehzahl D1 von in etwa 5 U/min bis 25 U/min, während die Streuwalzen 10 mit einer Drehzahl D2 von 150 U/min bis 200 U/min rotieren. D. h., die Drehzahl D2 ist in etwa um einen Faktor 6 bis 40 höher als die Drehzahl D1. Dabei rotieren die Streuwalzen 9 und die Streuwalzen 13 mit jeweils derselben Drehzahl D1. Der Durchmesser sämtlicher Streuwalzen 9, 10, 13 ist identisch und beträgt im Ausführungsbeispiel in etwa 90 mm. Der Abstand A der Streuwalzenstraße 6 von dem Streubandförderer 2 bzw. von dem auf den Streubandförderer aufgestreuten Streugut beträgt in etwa 400 mm bis 500 mm. Sowohl die Bandgeschwindigkeit VB des Dosierbandes 4 als auch die Drehgeschwindigkeiten D1, D2 der Streuwalzen 9, 10, 13 lassen sich variieren. Dabei ist die Drehgeschwindigkeit der Streuwalzen 9 und/oder der Streuwalzen 10 gleichsam linear an die Bandlaufgeschwindigkeit VB angekoppelt. D. h., sobald die Bandlaufgeschwindigkeit des Dosierbandes 4 um einen vorgegebenen Faktor erhöht wird, wird auch die Drehzahl der Streuwalzen entsprechend um diesen Faktor erhöht. Dieses gilt vorzugsweise sowohl für die Drehzahl D1 der Streuwalzen 9 und ggf. 13 als auch für die Drehzahl D2 der Streuwalzen 10.
- Im Übrigen haben Versuche gezeigt, dass bei üblichen Walzenabständen in einer Streuwalzenstraße das Streugut zunächst als gleichsam stabile Matte über den ersten Teil der Streuwalzenstraße läuft. Die Streuwalzen füllen sich mit Material, welches nach unten dosiert abgegeben wird. Der Durchsatz des Feingutes zum Streuen einer Deckschicht oder einer Zwischenschicht ist in diesem ersten Teil der Streuwalzenstraße verhältnismäßig gering. Nach Überschreiten eines kritischen Punktes lockert sich das Material im zweiten Teil der Streuwalzenstraße plötzlich auf und die Späne fangen gleichsam an zu springen. Die im ersten Teil stabile Front geht über in eine lockere Front, und zwar z. B. nach etwa zwei Dritteln der Länge der Streuwalzenstraße. Das in diesem Bereich noch enthaltene Feingut fällt auf verhältnismäßig kurzer Strecke durch den Feingut-Abwurfbereich auf den Streubandförderer. Aus diesem Grund eignen sich die bekannten Streugutanlagen mit Einfachdeck nur bedingt zur Mittelschichtbildung, denn nach dem Feingut-Abwurfbereich bleibt lediglich Grobgut zur Mittelschichtbildung übrig. Demgegenüber wird im Rahmen der Erfindung in den Abgabebereich des Feingutes durch die erfindungsgemäße Ausgestaltung mit den Streuwalzen 10 mit erhöhter Drehgeschwindigkeit Grobgut aus dem Grobgut-Abwurfbereich zugemischt, so dass es zur Mittelschichtbildung aus dem innigen Feingut/Grobgut-Gemisch kommt.
Claims (11)
- Streugutanlage zum Streuen von Streugut, insbesondere von Holzspänen, Holzfasern oder dergleichen auf einen Streubandförderer unter Bildung von Streumatten im Zuge der Herstellung von Spanplatten, Faserplatten oder dergleichen Holzwerkstoffplatten,
mit einem Streugutbunker mit einer Dosiereinheit zum Aufstreuen von Streugut auf eine oberhalb des Streubandförderers angeordnete Streuwalzenstraße mit zumindest einem Feingut-Abwurfbereich und einem nachgeordneten Grobgut-Abwurfbereich,
wobei der Grobgut-Abwurfbereich (8) zumindest eine mit im Vergleich zu den Streuwalzen (9) des Feingut-Abwurfbereiches (7) um ein vorgegebenes Maß erhöhter Drehgeschwindigkeit umlaufende Streuwalze (10) aufweist,
dadurch gekennzeichnet, daß der Grobgut-Abwarfbereich Grobgut auf der Walzenunterseite entgegen der Streugutförderrichtung in den Feingut-Abwurfbereich (7) zurückwirft. - Streugutanlage nach Anspruch 1, dadurch gekennzeichnet, dass unterhalb der mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalze (10) des Grobgut-Abwurfbereiches (8) eine Grobgut-Abwurfeinrichtung (11) angeordnet ist, deren Abwurfrichtung entgegen der Förderrichtung der Streuwalzenstraße (6) zurück unter den Feingut-Abwurfbereich (7) gerichtet ist.
- Streugutanlage nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Grobgut-Abwurfeinrichtung (11) eine Grobgutleitfläche (12) aufweist, die mit vorgegebenem Abstand (a) zu der mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalze (10) angeordnet ist und eine dem Walzenumfang in Richtung unter den Feingut-Abwurfbereich (7) folgende Flächenkrümmung aufweist.
- Streugutanlage nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Grobgut-Abwurfbereich (8) mehrere um ein vorgegebenes Maß erhöhter Drehgeschwindigkeit umlaufende Streuwalzen (10) mit unterseitig angeordneten Grobgut-Abwurfeinrichtungen (11), z. B. Grobgutleitflächen aufweist.
- Streugutanlage nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass zwischen den mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalzen (10) des Grobgut-Abwurfbereiches (8) jeweils eine oder mehrere Streuwalzen (13) angeordnet sind, die mit der Drehgeschwindigkeit der Streuwalzen (9) des Feingut-Abwurfbereiches (7) umlaufen.
- Streugutanlage nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Abstand zwischen den Streuwalzen (9) des Feingut-Abwurfbereiches (7) zumindest im Endbereich des Feingut-Abwurfbereiches zunimmt.
- Streugutanlage nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Dosiereinheit eine Dosierwalze (5) aufweist, deren Drehgeschwindigkeit um ein vorgegebenes Maß, z. B. um das 2-fache bis 12-fache höher als die Drehgeschwindigkeit der Streuwalzen (9) des Feingut-Abwurfbereiches (7) einstellbar ist.
- Streugutanlage nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalzen (10) im Grobgut-Abwurfbereich in etwa eine 2-fach bis 50-fach, vorzugsweise 5-fach bis 40-fach höhere Drehzahl aufweisen als die Streuwalzen (9) des Feingut-Abwurfbereiches (7).
- Streugutanlage nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Streuwalzen (9) des Feingut-Abwurfbereiches (7) eine ggf. variable Drehzahl von in etwa 5 Umdrehungen pro Minute bis 50 Umdrehungen pro Minute, vorzugsweise 5 Umdrehungen pro Minute bis 25 Umdrehungen pro Minute aufweisen.
- Streugutanlage nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die mit erhöhter Drehgeschwindigkeit umlaufenden Streuwalzen (10) eine ggf. variable Drehzahl von in etwa 100 Umdrehungen pro Minute bis 250 Umdrehungen pro Minute, vorzugsweise 150 Umdrehungen pro Minute bis 200 Umdrehungen pro Minute aufweisen.
- Streugutanlage nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass die einstellbare Drehgeschwindigkeit der Streuwalzen an die einstellbare Geschwindigkeit des Dosierbandes (4) gekoppelt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10122971 | 2001-05-11 | ||
| DE10122971A DE10122971A1 (de) | 2001-05-11 | 2001-05-11 | Streugutanlage zum Streuen von Streugut, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1256426A1 EP1256426A1 (de) | 2002-11-13 |
| EP1256426B1 true EP1256426B1 (de) | 2007-12-26 |
Family
ID=7684436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02009113A Expired - Lifetime EP1256426B1 (de) | 2001-05-11 | 2002-04-24 | Streugutanlage zum Streuen von Streugut, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6780002B2 (de) |
| EP (1) | EP1256426B1 (de) |
| CN (1) | CN1207177C (de) |
| CA (1) | CA2385894C (de) |
| DE (2) | DE10122971A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107443537A (zh) * | 2016-05-31 | 2017-12-08 | 迪芬巴赫机械工程有限公司 | 用于生产散布料垫的散布设备和用于运行这种散布设备的方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004008642A1 (de) * | 2004-02-19 | 2005-09-08 | Hauni Primary Gmbh | Verfahren und Vorrichtung zum Entfernen von Fremdstoffen aus zu verarbeitendem Tabak |
| US20060081513A1 (en) * | 2004-08-10 | 2006-04-20 | Kenny Garry R | Sorting recycle materials with automatically adjustable separator using upstream feedback |
| DE102006062396A1 (de) * | 2006-12-25 | 2008-06-26 | Dieffenbacher Gmbh + Co. Kg | Verfahren und Formstation zur Bildung einer Streugutmatte im Zuge der Herstellung von Werkstoffplatten |
| DE102007007952B4 (de) * | 2007-02-17 | 2008-10-16 | Siempelkamp Maschinen- Und Anlagenbau Gmbh & Co. Kg | Streugutanlage |
| ITMO20100314A1 (it) * | 2010-11-05 | 2012-05-06 | Imal Srl | Dispositivo per fluidificare e/o accelerare un flusso di materiali incoerenti in forma di fibre, scaglie o trucioli. |
| PT2655027E (pt) * | 2010-12-23 | 2014-11-03 | Kronoplus Technical Ag | Equipamento e método para separação pneumática e aplicação de cola em aparas de madeira |
| CN102407552B (zh) * | 2011-10-21 | 2013-09-18 | 成都彩虹环保科技有限公司 | 多层纤维板成型装置 |
| CN102390074B (zh) * | 2011-10-21 | 2013-09-18 | 成都彩虹环保科技有限公司 | 纤维板成型装置 |
| DE202013007861U1 (de) * | 2013-09-05 | 2014-09-08 | Novega Produktionssysteme Gmbh | Vorrichtung zum Dosieren von Schüttgut |
| PT3283265T (pt) * | 2015-04-14 | 2021-06-23 | Knauf Gips Kg | Dispositivo para a distribuição uniforme de pastas |
| DE102018107354A1 (de) * | 2018-03-28 | 2019-10-02 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Streuvorrichtung |
| US12240142B2 (en) * | 2020-01-23 | 2025-03-04 | Siempelkamp Maschinen-Und Anlagenbau Gmbh | Method of glue-coating plant particles |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5227486A (en) * | 1975-08-08 | 1977-03-01 | Siempelkamp Gmbh & Co | Apparatus for scattering mat dispersing object when particleboard or fiberboard is produced |
| DE2535382C3 (de) * | 1975-08-08 | 1978-10-19 | G. Siempelkamp Gmbh & Co, 4150 Krefeld | Streumaschine |
| DE2851779C2 (de) * | 1978-11-30 | 1984-05-30 | G. Siempelkamp Gmbh & Co, 4150 Krefeld | Streuvorrichtung |
| SE437489B (sv) * | 1980-06-18 | 1985-03-04 | Siempelkamp Gmbh & Co | Anordning for spridning av span pa ett strounderlag |
| DE3561337D1 (en) * | 1984-04-27 | 1988-02-11 | Mira Lanza Spa | Apparatus for uniformly distributing a disintegrated fibrous material on a fiber layer forming surface in plants for the dry forming of paper |
| DE4021939A1 (de) * | 1990-07-10 | 1992-01-16 | Siempelkamp Gmbh & Co | Streuanlage zum streuen von spanplatten-rohmaterial |
| FI90746C (fi) * | 1990-10-30 | 1994-03-25 | Sunds Defibrator Loviisa Oy | Laitteisto kuitujen, esimerkiksi lastujen sirottelemiseksi |
| DE4439653A1 (de) * | 1994-11-07 | 1996-05-09 | Baehre & Greten | Vorrichtung zum Streuen von beleimten Spänen, Fasern und dergleichen Teilchen |
| DE19513306C2 (de) * | 1995-04-07 | 1998-02-26 | Kvaerner Panel Sys Gmbh | Vorrichtung zum Streuen von beleimten Spänen, Fasern und dergleichen Teilchen |
| DE10011808C1 (de) * | 2000-03-10 | 2001-12-13 | Binos Technologies Gmbh & Co K | Verfahren und Vorrichtung zur Herstellung eines Vlieses |
-
2001
- 2001-05-11 DE DE10122971A patent/DE10122971A1/de not_active Withdrawn
-
2002
- 2002-04-24 EP EP02009113A patent/EP1256426B1/de not_active Expired - Lifetime
- 2002-04-24 DE DE50211420T patent/DE50211420D1/de not_active Expired - Lifetime
- 2002-04-30 US US10/135,892 patent/US6780002B2/en not_active Expired - Fee Related
- 2002-05-10 CN CNB021192456A patent/CN1207177C/zh not_active Expired - Fee Related
- 2002-05-10 CA CA002385894A patent/CA2385894C/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107443537A (zh) * | 2016-05-31 | 2017-12-08 | 迪芬巴赫机械工程有限公司 | 用于生产散布料垫的散布设备和用于运行这种散布设备的方法 |
| CN107443537B (zh) * | 2016-05-31 | 2022-03-01 | 迪芬巴赫机械工程有限公司 | 用于生产散布料垫的散布设备和用于运行这种散布设备的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1421365A (zh) | 2003-06-04 |
| CN1207177C (zh) | 2005-06-22 |
| CA2385894A1 (en) | 2002-11-11 |
| US6780002B2 (en) | 2004-08-24 |
| DE50211420D1 (de) | 2008-02-07 |
| CA2385894C (en) | 2006-10-03 |
| EP1256426A1 (de) | 2002-11-13 |
| US20020168441A1 (en) | 2002-11-14 |
| DE10122971A1 (de) | 2002-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69420185T2 (de) | Vorrichtung zum Herstellen von absorbierenden Erzeugnissen die ein in einem zweiten Material dispergiertes Ausgangsmaterial enthalten | |
| EP1140447B1 (de) | Vorrichtung und verfahren zum streuen von teilchen zu einem vlies | |
| EP1256426B1 (de) | Streugutanlage zum Streuen von Streugut, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer | |
| DE102007049947A1 (de) | Verfahren, Streukopf und Anlage zur Herstellung einer Streugutmatte aus orientiert gestreuten Spanschichten im Zuge der Herstellung von Holzwerkstoffplatten | |
| EP3280575B1 (de) | Paneel | |
| EP2915640B1 (de) | Verfahren und Vorrichtung zur Herstellung einer OSB-Platte | |
| DE69823249T2 (de) | Verfahren und Vorrichtung zur Herstellung von einem Rohteil für ein strukturelles Produkt, und so hergestelltes Produkt | |
| DE10206595A1 (de) | Streustation zum homogenen Streuen von beleimten Streugütern insbesondere Holzspänen | |
| DE10163054A1 (de) | Streugutanlage zum Streuen von Streugut, insbesondere beleimten Holzspänen, Holzfasern, oder dergleichen auf einen Streubandförderer | |
| DE102007007952B4 (de) | Streugutanlage | |
| EP4010158B1 (de) | Werkstoffplatte und verfahren zur herstellung einer werkstoffplatte | |
| DE10122972B4 (de) | Streugutanlage zum Streuen von Streugut, insbesondere von Holzfasern, Holzspänen, o. dgl. auf einen Streubandförderer | |
| DE69835772T2 (de) | Gerät zum ausbreiten und verteilen von teilchen auf einem materialband | |
| DE10011808C1 (de) | Verfahren und Vorrichtung zur Herstellung eines Vlieses | |
| EP1442855B1 (de) | Vorrichtung zum Streuen von Streugut auf eine kontinuierlich bewegte Unterlage | |
| DE3404658C2 (de) | ||
| DE4326148B4 (de) | Einrichtung zur Streuung von Fasern, insbesondere von Spänen | |
| DE4213928A1 (de) | Anlage zum streuen von beleimten spaenen, fasern und dergleichen teilchen | |
| DE10122965B4 (de) | Streugutanlage zum Streuen von Streugut, insbes. von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer | |
| EP2347874B1 (de) | Verfahren und Vorrichtung zum Vermischen eines Partikelgemisches mit einem Klebstoff | |
| EP1442857B1 (de) | Vorrichtung zum Streuen von Streugut auf eine kontinuierlich bewegte Unterlage | |
| EP0111025A1 (de) | Vorrichtung zur Herstellung von Kunstholzplatten | |
| WO2021023784A1 (de) | Verfahren zum herstellen einer werkstoffplatte | |
| DE3309743C2 (de) | ||
| EP1342543B1 (de) | Streustation zum Streuen von beleimten Streugütern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20021025 |
|
| AKX | Designation fees paid |
Designated state(s): DE FI IT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FI IT SE |
|
| REF | Corresponds to: |
Ref document number: 50211420 Country of ref document: DE Date of ref document: 20080207 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080929 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50211420 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50211420 Country of ref document: DE Owner name: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH, DE Free format text: FORMER OWNER: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & CO. KG, 47803 KREFELD, DE Effective date: 20141202 Ref country code: DE Ref legal event code: R082 Ref document number: 50211420 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE Effective date: 20141202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20150427 Year of fee payment: 14 Ref country code: SE Payment date: 20150423 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160425 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200429 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200430 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50211420 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210424 |