EP1287977A2 - Process and apparatus for minimizing the spread of maximum pressing forces in a powder press - Google Patents
Process and apparatus for minimizing the spread of maximum pressing forces in a powder press Download PDFInfo
- Publication number
- EP1287977A2 EP1287977A2 EP02017261A EP02017261A EP1287977A2 EP 1287977 A2 EP1287977 A2 EP 1287977A2 EP 02017261 A EP02017261 A EP 02017261A EP 02017261 A EP02017261 A EP 02017261A EP 1287977 A2 EP1287977 A2 EP 1287977A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- powder
- filling shoe
- predetermined
- standard deviation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/004—Filling molds with powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/022—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space whereby the material is subjected to vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/16—Control arrangements for fluid-driven presses
- B30B15/22—Control arrangements for fluid-driven presses controlling the degree of pressure applied by the ram during the pressing stroke
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/30—Feeding material to presses
- B30B15/302—Feeding material in particulate or plastic state to moulding presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Definitions
- the invention relates to a method for minimizing the spread of the maximum pressing forces when pressing powder with the help of a powder press according to claim 1.
- the powder material in its Density is as homogeneous as possible. It is known to improve homogeneity by that the filling shoe is operated in a predetermined manner, for example when Forward and return stroke at different speeds. It is also known that Filling shoe not only linearly in one direction back and forth over the die hole to move, but to overlay this movement at least one sideways movement. It is also known to use a suitable filling shoe and die plate Vibrating device with predetermined frequency and amplitude in vibrations to improve the homogeneity of the powder in the die hole. Finally, it is also conceivable to shake the lower and upper stamps, in particular during the filling process and at the beginning of the pressing process.
- the invention has for its object a method and an apparatus for Minimization of the spread of the maximum pressing forces when pressing powder in powder presses, which can be carried out completely automatically.
- the frequency distribution of the Press force values determined and from this the standard deviation.
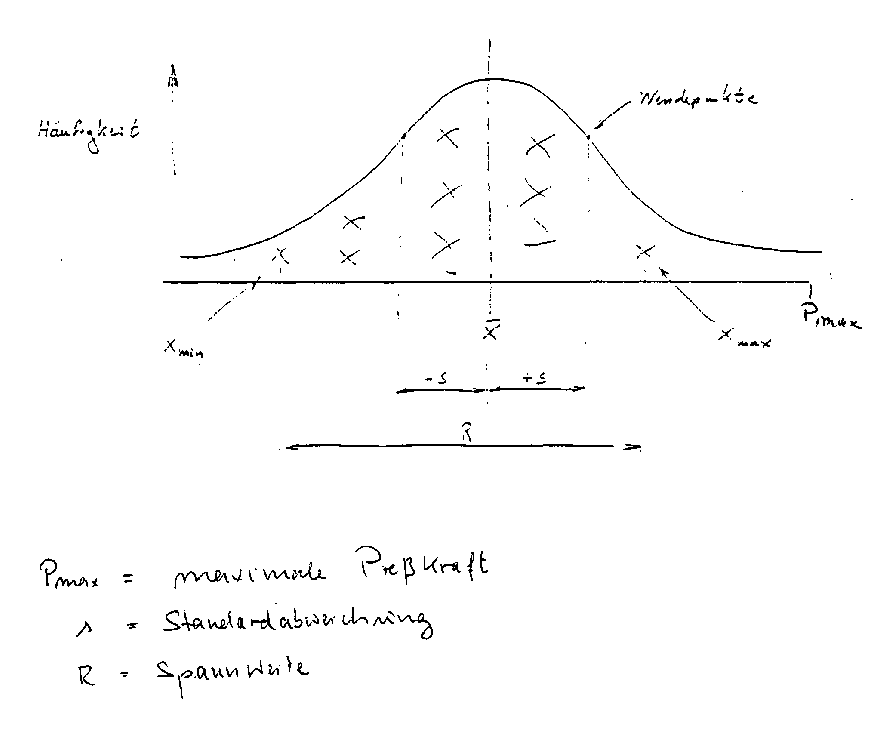
- the standard deviation is known to lie between the turning points of the Gaussian distribution curve.
- the determined standard deviation deviates from a given one minimum deviation, a change according to the invention is at least one Changed process parameters.
- the vibration parameters be changed, the course of the filling shoe, the speed of the Filling shoe or the temporal course of the speed during the pre and Return strokes, etc.
- individual or combinations of parameters can be changed.
- the standard deviation is always anew is determined and it can be determined whether this is smaller, it is in this way possible to get a minimization of the standard deviation.
- the operation of the powder press or the pressing process can be done completely automated and a minimization of the standard deviation within shortest Time to be reached. It is also possible to make other changes to the Pressing process, for example with a different powder material, with a change the maximum pressing force or the like also minimizing the To achieve standard deviation.
- a Gaussian distribution curve for the maximum pressing force of a powder press is shown on an attached drawing sheet.
- X the average of the maximum pressing force is given, with s the standard deviation at the turning point of the distribution curve and with R the span. It is understood that s is minimal in order to obtain reproducibly uniform compacts. On the other hand, it is not possible to let the standard deviation go to zero.
- the device provides a controller for controlling the powder press, which also controls the means for shaking the different parts of the pressing process involved components and to control the drive for the filling shoe and its path when moving on the die plate.
- Storage provided in which the respective measured maximum press force values, the respective parameters for the actuation of the filling shoe and / or the frequencies and amplitudes for the vibrator are stored.
- There is also a computer level provided in which the frequency distribution of those read from the memory maximum press force values and the standard deviation can be determined.
- a program level in which a scheme for different Parameter values for the actuation of the filling shoe and / or the frequencies of the Vibrating device are stored and a predetermined sequence of these data or the combination of these data in such a way that the program level subsequently follows the predefined ones Make changes until the standard deviation reaches a given one Value reached or a minimum.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Control Of Presses (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Verfahren zur Minimierung der Streuung der maximalen Presskräfte beim Verpressen
von Pulver, insbesondere Metallpulver, mit Hilfe einer Pulverpresse, die eine
Matrizenplatte, einen Oberstempel und mindestens einen Unterstempel aufweist, die
einer Matrizenbohrung zugeordnet und jeweils von einem hydraulischen Pressenzylinder
betätigbar sind sowie einen auf der Matrizenplatte entlang eines vorgegebenen
Weges bewegbaren Füllschuh für die Befüllung der Matrizenbohrung mit dem
Pulver, bei dem die maximale Presskraft zumindest des Oberstempels bei Erreichen
einer vorgegebenen Position gemessen wird, der Füllschuh, die Matrizenplatte,
Ober- und/oder Unterstempel bei der Befüllung und/oder zu Beginn des Pressvorgangs
mit einer vorgegebenen Frequenz und Amplitude gerüttelt werden und bei
der ferner die Füllzeit bzw. der zeitliche Bewegungsablauf des Füllschuhs vorgegeben
ist, wobei in Intervallen die Häufigkeitsverteilung der maximalen Presskraftwerte
ermittelt wird und daraus die Standardabweichung für die maximale Presskraft,
die Standardabweichung ggf. mit einem vorgegebenen Wert verglichen wird,
die Rüttelparameter, die Füllzeit, der zeitliche Bewegungsablauf und/oder der Wegverlauf
des Füllschuhs nach einem vorgegebenen Programm geändert werden, bis
die Standardabweichung den vorgegebenen Wert bzw. ein Minimum erreicht hat.
Description
Die Erfindung bezieht sich auf ein Verfahren zur Minimierung der Streuung der maximalen Presskräfte beim Verpressen von Pulver mit Hilfe einer Pulverpresse nach dem Patentanspruch 1.The invention relates to a method for minimizing the spread of the maximum pressing forces when pressing powder with the help of a powder press according to claim 1.
Es ist bekannt, Metallpulver und auch Pulver aus anderem Material zu Presslingen zu verpressen, um den Pressling anschließend zu sintern. Besonders Werkzeuge aus Hartmetall werden im Sinterverfahren hergestellt, z.B. Wendeschneidplatten zum Fräsen. Pulverpressen arbeiten entweder als Exzenterpressen oder als hydraulische Pressen. Hydraulische Pressen sind bevorzugt, da die hydraulischen Pressenzylinder besser im Hinblick auf den Druck und den Weg gesteuert werden können. Bei einer hydraulischen Presse ist jeweils ein oberer und ein unterer Pressenzylinder mit dem Ober- und Unterstempel verbunden, die einer Matrizenbohrung zugeordnet sind. Das Pulver wird bei in die Matrizenbohrung eingefahrenem Unterstempel mit Hilfe eines Füllschuhs eingefüllt. Eine genaue Dosierung erfolgt dadurch, dass der Unterstempel anschließend um einen vorgegebenen Betrag hochgefahren wird, wonach anschließend ein Abstreifen über die Matrizenplattenoberfläche überstehendes Pulver entfernt wird. Anschließend wird mit Hilfe des Oberstempels das Pulver zusammengepresst, wobei der Unterstempel entsprechend verstellt werden kann.It is known to powder metal and powder from other materials to be pressed in order to then sinter the compact. Especially tools Tungsten carbide are produced in the sintering process, e.g. Inserts for Milling. Powder presses work either as eccentric presses or as hydraulic ones Press. Hydraulic presses are preferred because of the hydraulic press cylinders can be better controlled in terms of pressure and path. At a hydraulic press is an upper and a lower press cylinder with the Upper and lower punches connected, which are assigned to a die hole. The When the lower punch is inserted into the die hole, powder is added using a Filling shoe filled. An exact dosage is done by the lower stamp then ramped up by a predetermined amount, after which then a stripping projecting over the die plate surface Powder is removed. Then the powder is made using the upper punch pressed together, whereby the lower punch can be adjusted accordingly.
Für die Qualität des Presslings ist entscheidend, dass das Pulvermaterial in seiner Dichte möglichst homogen ist. Es ist bekannt, die Homogenität dadurch zu verbessern, dass der Füllschuh in vorgegebener Weise betätigt wird, beispielsweise beim Vor- und Rückhub mit unterschiedlichen Geschwindigkeiten. Ferner ist bekannt, den Füllschuh nicht nur linear in einer Richtung hin und her über die Matrizenbohrung zu bewegen, sondern dieser Bewegung mindestens eine Seitwärtsbewegung zu überlagern. Es ist ferner bekannt, Füllschuh und Matrizenplatte mit Hilfe einer geeigneten Rüttelvorrichtung mit vorgegebener Frequenz und Amplitude in Schwingungen zu versetzen, um die Homogenität des Pulvers in der Matrizenbohrung zu verbessern. Schließlich ist auch denkbar, Unter- und Oberstempel zu rütteln, insbesondere während des Einfüllvorgangs und zu Beginn des Pressvorgangs. Bei Presslingen, die in Achsrichtung eine unterschiedliche Breitenausdehnung aufweisen, muss dafür gesorgt werden, dass die Stempel nicht gegen eine Kante fahren und dadurch beschädigt werden. Auch die Matrizenbohrung wird naturgemäß dadurch beschädigt. Daher ist auch bekannt, den Stempeln Wegmessgeber zuzuordnen, die sicherstellen, dass die Stempel auf vorgegebene Positionen gefahren werden können.It is crucial for the quality of the compact that the powder material in its Density is as homogeneous as possible. It is known to improve homogeneity by that the filling shoe is operated in a predetermined manner, for example when Forward and return stroke at different speeds. It is also known that Filling shoe not only linearly in one direction back and forth over the die hole to move, but to overlay this movement at least one sideways movement. It is also known to use a suitable filling shoe and die plate Vibrating device with predetermined frequency and amplitude in vibrations to improve the homogeneity of the powder in the die hole. Finally, it is also conceivable to shake the lower and upper stamps, in particular during the filling process and at the beginning of the pressing process. With pellets, the must have different widths in the axial direction be ensured that the punches do not hit an edge and thereby to be damaged. This naturally also damages the die hole. It is therefore also known to assign distance sensors to the stamps, which ensure that the stamps can be moved to predetermined positions.
Bei der Herstellung von Presslingen nach dem beschriebenen Verfahren ist ferner wesentlich, dass die Presslinge annähernd gleiche Dichte aufweisen. Hierzu ist erforderlich, dass der maximale Pressdruck, der in der Endposition zum Beispiel des Oberstempels erzielt wird, möglichst gleich bleibt. Der Pressdruck ist jedoch von unterschiedlichen Gegebenheiten abhängig. Bei Änderungen in der Befüllmenge stellt sich naturgemäß ein unterschiedlicher maximaler Pressdruck ein. Ein unterschiedlicher Pressdruck stellt sich auch ein, wenn die Verteilung des Pulvers nicht homogen ist.In the production of compacts using the described method is also essential that the compacts have approximately the same density. This is required that the maximum pressing pressure in the end position for example the Upper stamp is achieved, remains the same as possible. However, the pressure is from depending on different circumstances. With changes in the filling quantity naturally there is a different maximum pressing pressure. A different one Pressing pressure also arises when the distribution of the powder is not is homogeneous.
Es ist ferner bekannt, zwischen Pressenzylinder und Stempel eine Kraftmessdose anzuordnen, mit der die jeweilige maximale Presskaft aufgezeichnet werden kann. Im Betrieb muss dann dafür gesorgt werden, dass bei einer zu großen Abweichung der maximalen Presskraft von einem vorgegebenen Wert durch Änderung bestimmter Parameter eine Annäherung an die gewünschte Presskraft erhalten wird. It is also known to have a load cell between the press cylinder and the punch to be arranged with which the respective maximum press force can be recorded. In operation, care must then be taken to ensure that the deviation is too great the maximum pressing force from a predetermined value by changing certain ones Parameter an approximation to the desired pressing force is obtained.
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zur Minimierung der Streuung der maximalen Presskräfte beim Verpressen von Pulver in Pulverpressen anzugeben, das vollständig automatisch durchgeführt werden kann.The invention has for its object a method and an apparatus for Minimization of the spread of the maximum pressing forces when pressing powder in powder presses, which can be carried out completely automatically.
Diese Aufgabe wird durch die Merkmale der Patentansprüche 1 und 2 gelöst.This object is solved by the features of claims 1 and 2.
Naturgemäß ergibt sich für die Werte der maximalen Presskraft bei der Produktion eine Streuung. Erfindungsgemäß wird von Zeit zu Zeit die Häufigkeitsverteilung der Presskraftwerte ermittelt und daraus die Standardabweichung. Die Standardabweichung liegt bekanntlich zwischen den Wendepunkten der Gauß'schen Verteilungskurve. Weicht die ermittelte Standardabweichung von einer vorgegebenen minimalen Abweichung ab, wird erfindungsgemäß eine Änderung mindestens eines Parameters des Pressprozesses geändert. So können zum Beispiel die Rüttelparameter geändert werden, der Wegverlauf des Füllschuhs, die Geschwindigkeit des Füllschuhs bzw. der zeitliche Verlauf der Geschwindigkeit während des Vor- und Rückhubes usw. Nach einem vorgegebenen Programm können einzelne oder Kombinationen von Parametern geändert werden. Da stets von neuem die Standardabweichung ermittelt wird und festgestellt werden kann, ob diese kleiner wird, ist es auf diese Weise möglich, eine Minimierung der Standardabweichung zu erhalten. Auf diese Weise kann der Betrieb der Pulverpresse bzw. der Pressprozess völlig automatisiert und eine Minimierung der Standardabweichung innerhalb kürzester Zeit erreicht werden. So ist es auch möglich, bei sonstigen Änderungen des Pressprozesses, beispielsweise bei einem anderen Pulvermaterial, bei einer Änderung der maximalen Presskraft oder dergleichen ebenfalls eine Minimierung der Standardabweichung zu erzielen.Naturally, this results in the values of the maximum pressing force during production a scatter. According to the invention, the frequency distribution of the Press force values determined and from this the standard deviation. The standard deviation is known to lie between the turning points of the Gaussian distribution curve. The determined standard deviation deviates from a given one minimum deviation, a change according to the invention is at least one Changed process parameters. For example, the vibration parameters be changed, the course of the filling shoe, the speed of the Filling shoe or the temporal course of the speed during the pre and Return strokes, etc. According to a given program, individual or combinations of parameters can be changed. The standard deviation is always anew is determined and it can be determined whether this is smaller, it is in this way possible to get a minimization of the standard deviation. In this way, the operation of the powder press or the pressing process can be done completely automated and a minimization of the standard deviation within shortest Time to be reached. It is also possible to make other changes to the Pressing process, for example with a different powder material, with a change the maximum pressing force or the like also minimizing the To achieve standard deviation.
Auf einem anliegenden Zeichnungsblatt ist eine Gauß'sche Verteilungskurve für die
maximale Presskraft einer Pulverpresse wiedergegeben. Mit
Die erfindungsgemäße Vorrichtung sieht eine Steuerung vor zur Steuerung der Pulverpresse, die auch Mittel ansteuert zum Rütteln der unterschiedlichen am Pressprozess beteiligten Bauteile sowie zur Steuerung des Antriebs für den Füllschuh und dessen Weg bei der Bewegung auf der Matrizenplatte. Erfindungsgemäß ist ein Speicher vorgesehen, in dem die jeweiligen gemessenen maximalen Presskraftwerte, die jeweiligen Parameter für die Betätigung des Füllschuhs und/oder die Frequenzen und Amplituden für die Rüttelvorrichtung gespeichert sind. Ferner ist eine Rechnerstufe vorgesehen, in der die Häufigkeitsverteilung der aus dem Speicher ausgelesenen maximalen Presskraftwerte und die Standardabweichung ermittelt werden. Schließlich ist eine Programmstufe vorgesehen, in der ein Schema für unterschiedliche Parameterwerte für die Betätigung des Füllschuhs und/oder die Frequenzen der Rüttelvorrichtung gespeichert sind sowie eine vorgegebene Folge dieser Daten bzw. der Kombination dieser Daten derart, dass die Programmstufe in der Folge die vorgegebenen Änderungen vornimmt, bis die Standardabweichung einen vorgegebenen Wert erreicht bzw. ein Minimum.The device according to the invention provides a controller for controlling the powder press, which also controls the means for shaking the different parts of the pressing process involved components and to control the drive for the filling shoe and its path when moving on the die plate. According to the invention Storage provided in which the respective measured maximum press force values, the respective parameters for the actuation of the filling shoe and / or the frequencies and amplitudes for the vibrator are stored. There is also a computer level provided in which the frequency distribution of those read from the memory maximum press force values and the standard deviation can be determined. Finally, a program level is provided in which a scheme for different Parameter values for the actuation of the filling shoe and / or the frequencies of the Vibrating device are stored and a predetermined sequence of these data or the combination of these data in such a way that the program level subsequently follows the predefined ones Make changes until the standard deviation reaches a given one Value reached or a minimum.
Es versteht sich, dass Änderungen bestimmter Daten einen größeren Einfluss auf die Änderung der maximalen Presskraft haben als andere. Daher wird bei einem "Durchspielen" der unterschiedlichen Daten zur Beeinflussung der Standardabweichung darauf Rücksicht genommen und zum Beispiel erst diejenigen Werte einer Änderung unterzogen, die den meisten Einfluss auf die maximale Presskraft haben. It is understood that changes to certain data have a greater impact on the Change the maximum pressing force than others. Therefore, with one "Play through" the different data to influence the standard deviation take this into account and, for example, only those values undergone a change that most affects the maximum pressing force to have.
Bei der Beschreibung der Erfindung wurden nur einige Parameter für den Füllschuh und für die Rüttelvorrichtung erwähnt. Es sind noch andere Parameter denkbar, die auf den Füllprozess bzw. den Pressenvorgang Einfluss nehmen und die willkürlich veränderbar sind. Diese sollen durch die beschriebene Erfindung gleichermaßen erfasst sein.In the description of the invention, only a few parameters for the filling shoe and mentioned for the vibrator. There are other parameters conceivable that have an influence on the filling process or the pressing process and that arbitrarily are changeable. These are intended by the described invention equally be recorded.
Claims (2)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10142623A DE10142623C2 (en) | 2001-08-31 | 2001-08-31 | Method and device for minimizing the spread of the maximum pressing forces in a powder press |
| DE10142623 | 2001-08-31 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1287977A2 true EP1287977A2 (en) | 2003-03-05 |
| EP1287977A3 EP1287977A3 (en) | 2004-01-28 |
| EP1287977B1 EP1287977B1 (en) | 2008-03-12 |
Family
ID=7697203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02017261A Expired - Lifetime EP1287977B1 (en) | 2001-08-31 | 2002-08-01 | Process and apparatus for minimizing the spread of maximum pressing forces in a powder press |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7147820B2 (en) |
| EP (1) | EP1287977B1 (en) |
| AT (1) | ATE388809T1 (en) |
| DE (2) | DE10142623C2 (en) |
| ES (1) | ES2304236T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1964664A1 (en) * | 2007-02-27 | 2008-09-03 | Maschinenfabrik Lauffer GmbH & Co. KG | Powder moulding press for manufacturing moulded articles and method for controlling the press |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6402615B2 (en) * | 2013-12-24 | 2018-10-10 | 信越化学工業株式会社 | Manufacturing method and forming apparatus of rare earth sintered magnet |
| JP6281482B2 (en) * | 2013-12-24 | 2018-02-21 | 信越化学工業株式会社 | Manufacturing method and forming apparatus of rare earth sintered magnet |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2549642A (en) * | 1945-08-24 | 1951-04-17 | Gen Bronze Corp | Press with vibrating die for forming powder metal blanks |
| US3593366A (en) * | 1968-12-11 | 1971-07-20 | Wolverine Pentronix | Multiple punch tool set for powder compacting press |
| US3640654A (en) * | 1970-06-25 | 1972-02-08 | Wolverine Pentronix | Die and punch assembly for compacting powder and method of assembly |
| US4041123A (en) * | 1971-04-20 | 1977-08-09 | Westinghouse Electric Corporation | Method of compacting shaped powdered objects |
| US3730659A (en) * | 1971-10-04 | 1973-05-01 | Wolverine Pentronix | Powder dispenser for a powder compacting press |
| US3788787A (en) * | 1971-11-26 | 1974-01-29 | H Silbereisen | Hydraulic metal powder press |
| US4008023A (en) * | 1972-03-27 | 1977-02-15 | United Technologies Corporation | Mold pack for making metal powder articles |
| BG18244A1 (en) * | 1973-04-25 | 1974-10-25 | ||
| US3890413A (en) * | 1974-08-15 | 1975-06-17 | Hydramet American Inc | Apparatus and method for compacting particulate materials |
| FR2302287A1 (en) * | 1975-02-27 | 1976-09-24 | Commissariat Energie Atomique | LOAD SINTERING PROCESS AND APPARATUS |
| US4100598A (en) * | 1975-09-05 | 1978-07-11 | Hoffmann-La Roche Inc. | Tablet press related instrumentation for use in development and control of formulations of pharmaceutical granulations |
| DE2742572B1 (en) * | 1977-09-22 | 1979-03-29 | Fette Wilhelm Gmbh | Method of making tablets and tablet press |
| US4260346A (en) * | 1979-10-09 | 1981-04-07 | Anderson Jr Raymond B | Press assembly for powder material |
| US4583966A (en) * | 1982-10-13 | 1986-04-22 | Beloit Corporation | Method of filling calender/embosser rolls using vibrations |
| DE3639918A1 (en) * | 1986-03-26 | 1987-10-08 | Thomas Eng Inc | Device for controlling and monitoring a rotary tabletting press |
| JPH0780069B2 (en) * | 1986-11-25 | 1995-08-30 | 敏彦 朝見 | Vibration press molding machine |
| US4946634A (en) * | 1987-04-16 | 1990-08-07 | Gte Products Corporation | Powder compacting press to control green density distribution in parts |
| DE3919821C2 (en) * | 1989-06-15 | 1994-04-07 | Mannesmann Ag | Method and device for producing dimensionally stable compacts |
| US5672363A (en) * | 1990-11-30 | 1997-09-30 | Intermetallics Co., Ltd. | Production apparatus for making green compact |
| US5211964A (en) * | 1991-05-20 | 1993-05-18 | Westinghouse Electric Corp. | Press machine with means to adjust punching force |
| DE19717217C2 (en) * | 1997-04-24 | 1999-12-02 | Fette Wilhelm Gmbh | Method and device for producing compacts from hard metal, ceramic, sintered metal or the like |
| DE19903417B4 (en) * | 1999-01-29 | 2007-03-29 | Wilhelm Fette Gmbh | Method for filling a hydraulic press with powders |
| US6432158B1 (en) * | 1999-10-25 | 2002-08-13 | Sumitomo Special Metals Co., Ltd. | Method and apparatus for producing compact of rare earth alloy powder and rare earth magnet |
| DE19955196A1 (en) * | 1999-11-16 | 2001-05-23 | Korsch Pressen Ag | Method to maintain breaking resistance of e.g. washing powder tablets etc. with constant automatic adaptation of dosing resp. compacting rollers to compensate for charging variations |
| KR20010086905A (en) * | 2000-03-04 | 2001-09-15 | 김영정 | Biaxial press molding system |
-
2001
- 2001-08-31 DE DE10142623A patent/DE10142623C2/en not_active Expired - Fee Related
-
2002
- 2002-08-01 DE DE50211876T patent/DE50211876D1/en not_active Expired - Lifetime
- 2002-08-01 AT AT02017261T patent/ATE388809T1/en not_active IP Right Cessation
- 2002-08-01 EP EP02017261A patent/EP1287977B1/en not_active Expired - Lifetime
- 2002-08-01 ES ES02017261T patent/ES2304236T3/en not_active Expired - Lifetime
- 2002-08-22 US US10/225,604 patent/US7147820B2/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1964664A1 (en) * | 2007-02-27 | 2008-09-03 | Maschinenfabrik Lauffer GmbH & Co. KG | Powder moulding press for manufacturing moulded articles and method for controlling the press |
| US7774092B2 (en) | 2007-02-27 | 2010-08-10 | Maschinenfabrik Lauffer Gmbh & Co., Kg | Process for the press control of a powder metal press in the production of moldings |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE388809T1 (en) | 2008-03-15 |
| US20030047089A1 (en) | 2003-03-13 |
| DE10142623C2 (en) | 2003-11-06 |
| EP1287977A3 (en) | 2004-01-28 |
| DE10142623A1 (en) | 2003-04-03 |
| EP1287977B1 (en) | 2008-03-12 |
| US7147820B2 (en) | 2006-12-12 |
| DE50211876D1 (en) | 2008-04-24 |
| ES2304236T3 (en) | 2008-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0873855B1 (en) | Method and apparatus for manufacturing moulded articles in hard metal, ceramic, sintered metal or similar | |
| DE3840395A1 (en) | METHOD AND DEVICE FOR CONTROLLING A STROKE OF A PRESS | |
| EP2149450A2 (en) | Powder press | |
| EP1852247A2 (en) | Press for manufacturing moulded parts from powdered material | |
| DE10142624A1 (en) | Method and device for pressing metal powder into a compact | |
| EP3310508A1 (en) | Method and device for producing mould material moulds for the casting of metals | |
| DE102004008322B4 (en) | powder Press | |
| EP1129802B1 (en) | Process for controlling the pressing force for metal powder compression | |
| EP1287977B1 (en) | Process and apparatus for minimizing the spread of maximum pressing forces in a powder press | |
| DE3425221C2 (en) | ||
| DE19903417B4 (en) | Method for filling a hydraulic press with powders | |
| EP1287975B1 (en) | Process for producing molded parts in a powder press | |
| EP0289638A1 (en) | Press, in particular for making dimensionally stabilized pressed articles from materials in powder form, and method for the operation of such a press | |
| DE2913829A1 (en) | Mechanical toggle and fluid actuated ram for powder compacting press - has ram upper toggle arm pivot support independently reciprocated by fluid cylinder | |
| EP0326870A1 (en) | Method and machine for compacting foundry sand | |
| EP1287976A2 (en) | Hydraulic press for metal powder compression | |
| DE10262091B4 (en) | Tablet press | |
| DE19714430C2 (en) | Method and device for setting a punch relative to a die in sintering presses | |
| DE3937698A1 (en) | Mfg. concrete blocks using vibration telephone - measuring vibration amplitude to terminate vibration amplitude is within defined limits | |
| DE19642437B4 (en) | Press for the molding of powdered ceramic parts | |
| EP1281492A1 (en) | Compaction device | |
| EP0401501B1 (en) | Method for influencing the movement of the frontal flow during pressing of materials and apparatus for carrying out the method | |
| DE282599C (en) | ||
| DE10235521A1 (en) | Manufacture of moldings from permanent magnet material, by compacting magnetic powder in press chamber while generating alignment magnetic field | |
| DE102005052748A1 (en) | Press arrangement and method for pressing pressed parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 30B 11/00 A |
|
| 17P | Request for examination filed |
Effective date: 20031230 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070410 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50211876 Country of ref document: DE Date of ref document: 20080424 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2304236 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080818 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080612 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 |
|
| 26N | No opposition filed |
Effective date: 20081215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080801 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090707 Year of fee payment: 8 Ref country code: FR Payment date: 20090729 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090703 Year of fee payment: 8 Ref country code: NL Payment date: 20090814 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20091012 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20090814 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090820 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080613 |
|
| BERE | Be: lapsed |
Owner name: FETTE G.M.B.H. Effective date: 20100831 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20110301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110301 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100801 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50211876 Country of ref document: DE Effective date: 20110301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100801 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20111019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100802 |