EP1319350A2 - Verfahren zur Herstellung von mehrfarbigen Schmuckstücken - Google Patents
Verfahren zur Herstellung von mehrfarbigen Schmuckstücken Download PDFInfo
- Publication number
- EP1319350A2 EP1319350A2 EP02027850A EP02027850A EP1319350A2 EP 1319350 A2 EP1319350 A2 EP 1319350A2 EP 02027850 A EP02027850 A EP 02027850A EP 02027850 A EP02027850 A EP 02027850A EP 1319350 A2 EP1319350 A2 EP 1319350A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- multicolor
- coated wire
- precious
- unfinished product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44C—PERSONAL ADORNMENTS, e.g. JEWELLERY; COINS
- A44C11/00—Watch chains; Ornamental chains
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44C—PERSONAL ADORNMENTS, e.g. JEWELLERY; COINS
- A44C27/00—Making jewellery or other personal adornments
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49588—Jewelry or locket making
Definitions
- the present invention relates to a method of making a multicolor product with longitudinal development of precious material particularly adapted to be used for manufacturing wearable multicolor ornamental articles such as armlets, necklaces and the like.
- More particularly said techniques provide for making an unfinished product with continuous longitudinal development from which it is possible in some cases to make a plurality of rings that are linked together and, in other cases, a continuous strap which is spirally wound around a flexible core.
- a first known technique to make such ornamental articles provides for covering some zones of the article with a galvanic deposition of precious metal such as gold, of a different color relative to the precious metal by which the article is made.
- a first drawback of this technique consists in that the company manufacturing the product must have at disposal a suitable plant for galvanic treatment that involves installation and environment problems as it is well known by the persons skilled in this art.
- Another drawback consists in that the introduction of the galvanic treatment within the product manufacturing cycle, involves an increase of the production times and an extension of the production time specially when the company outsources the galvanic treatment to specialized firms.
- a further drawback of this technique consists in that by the galvanic process a thin layer of covering material is obtained that undergoes with time a wear process causing the underlying material to re-emerge with consequent deterioration of the ornamental features of the article.
- each ring is obtained cutting a multicolor tubular element obtained by shaping and coupling through weldings along the lateral edges, two or more blades of materials with different colors.
- a drawback of such technique consists in that the operation of welding the blade edges requires high precision for positioning the blades and controlling the welding by which the blades are joined.
- Another drawback consists in that the welded zones undergo mechanical stresses during the subsequent working stages, for instance the sectioning operation for cutting the tubular element, with possible failure of the weldings.
- a further drawback consists of the long production time of the article, mainly due to the operation of threading the rings on the core.
- the object of the present invention is to remove the above mentioned drawbacks by a method to obtain multicolor products for making wearable ornamental articles through mechanical workings comprising localized material removal.
- the manufacture of the unfinished product provides for cutting to size the coated wire to obtain a plurality of cut pieces which are closed in the form of a ring and linked together.
- the manufacture of the unfinished product provides for rolling the coated wire to obtain a strap which is then spirally wound thus obtaining a tubular element which is subsequently shaped according to the form of a mold.
- a flexible core also of precious material may be inserted.
- the manufacture of the unfinished product provides for cutting to size the coated wire to obtain a single piece on which the material is removed.
- the method of the invention does not require use of galvanic processes.
- the ornamental article of the invention has greater features of mechanical strength and resistance to abrasion relative to the ornamental articles made by the methods of the prior art.
- the multicolor product 1 is provided with a plurality of rings linked together and may be used for constructing wearable ornamental articles such as armlets and necklaces, after cutting to size and applying suitable closures at their ends.
- the first step shown by block 2 of FIG. 1, provides for making a wire 3 consisting of a central element 4 coated by a sheath 5.
- the sheath 5 is obtained by winding on the central element 4 a covering wire 5a with a helical development through a machine tool 2 of a kind known per se.
- the central element 4 consists of a generally cylindrical wire, while the covering wire 5a consists of a strap.
- the central element 4 is preferably made of precious metal material and the material of the sheath 5 is also a precious metal material with different color relative to the central element 4.
- the single color wire 3 is obtained, whose color is defined by the color of the material of the outer sheath 5.
- the subsequent step shown by the broken line block 6 of FIG. 1, consists in working the wire 3 to make the unfinished product 7 and provides for cutting to size the wire 3 to obtain a plurality of cut pieces 8 that are then closed as a ring and at the same time linked together to obtain said unfinished product 7.
- the steps of cutting the wire 3, making the rings and linking them together are carried out by chain making machines of known type that are commonly used by goldsmiths.
- the unfinished product 7 so obtained then undergoes a further working with diamond machine tools or equivalent devices such as brushing machines which, as shown in FIG. 2, provide for removing material at one or more zones of the surfaces of the unfinished product 7, said zones being generally indicated with 10, through a rotary tool 9 provided in the illustrated case, with a diamond tool 9a.
- diamond machine tools or equivalent devices such as brushing machines which, as shown in FIG. 2, provide for removing material at one or more zones of the surfaces of the unfinished product 7, said zones being generally indicated with 10, through a rotary tool 9 provided in the illustrated case, with a diamond tool 9a.
- the product 1 After removal of the material the product 1 takes the desired multicolor outlook, particularly highlighted in FIG. 3, that will perform all its ornamental features on the armlet, necklace or any finished article that will be made thereby.
- the multicolor product 1 shown in FIG. 3 just described is advantageously obtained by using only coated wire 3.
- the manufacture of the unfinished product may provide for using different coated wires or even non coated wires, combined together according to the manufacturers choice.
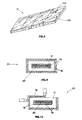
- FIG. 8 A constructional variation of the method of the invention is described with reference to FIGs. 4 to 8 for manufacturing a multicolor product of the wound type generally indicated with 11 in FIG. 8.
- wire 3 which is obtained through the same coating steps herein before described, is worked to obtain a strap 12 that in the described embodiment has a generally rectangular section.
- the strap section may also be of any shape.
- the strap 12 is then wound to define a tubular element generally indicated with 13 consisting of a plurality of mutually juxtaposed spirals 13a.
- a flexible core 14 is inserted, shown in FIG. 5 and consisting for instance of a mesh of precious metal material or any continuous flexible element.
- the flexible core 14 is inserted inside the tubular element 13 to give peculiar stiffness characteristics to the final article.
- the step of inserting such a flexible core may also be omitted.
- the tubular element 13 and the core 14 are then shaped by molding or other working process according to a profile that in the described embodiment and as shown in FIGs. 6 and 7 is of a rectangular shape.
- Such a profile may however take different forms according to the customer taste and the market demand.
- the unfinished product 15 so obtained is constituted by the core 14 that may also be dispensed with, perimetrally covered by an edge of composite material formed by the central element 4 externally coated with the sheath 5 that at the inside covers the core 14.
- the material removing process is carried out for a depth sufficient to cause the material of different color of the central element 4 to re-emerge.
- the material removal as in the previously described case is obtained through diamond machine tools with a rotary tool 16 provided with a diamond 16a, or through brushing machines allowing to obtain the desired product 11 shown in FIG. 8, in this case of two colors.
- the two opposite surfaces 11a and 11b of the multicolor product 11 take different colors and the ornamental article obtained by said multicolor product 11 may be indifferently worn either with the surface 11a or the surface 11b facing to the outside.
- FIGs. 9 and 10 another constructional variation of the method of the invention is shown, which is different from the previously described method of FIGs. 4 to 8, only for the different configuration of the wire used for making the unfinished product.
- the wire consists of a central element 17 coated by a couple of coaxial sheaths 18, 19 having different colors from each other and relative to the central element 17.
- the strap obtained from working the wire is spirally wound thus obtaining a tubular element inside which the flexible core 20 is possibly inserted, defining for the unfinished product 21 the cross section shown in FIG. 9.
- the material removing step from the outer surface of the unfinished product 21 allows to obtain the product 22 with several zones of different colors corresponding to the colors of the materials constituting the central element 17 and sheaths 18 and 19.
- FIG. 11 A further constructional variation of the method of the invention is shown in FIG. 11 where the unfinished product consists of a single piece 8 obtained by cutting to size the wire 3 as shown in FIG. 1.
- the material removing process is then carried out for a depth sufficient to cause the material of different color of the central element 4 to re-emerge to obtain the product 23 with two colors.
- Such variations may for instance consist of a different number of sheaths forming the wire, a different shape of the multicolor product, or even a different combination of removal depth and zones where the removal is effected.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Adornments (AREA)
- Wire Processing (AREA)
- Physical Vapour Deposition (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT2001VI000260A ITVI20010260A1 (it) | 2001-12-13 | 2001-12-13 | Metodo per realizzare manufatti in materiale prezioso ed oggetti ornamentali multicolore da indossare realizzati tramite detti manufatti |
| ITVI20010260 | 2001-12-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1319350A2 true EP1319350A2 (de) | 2003-06-18 |
| EP1319350A3 EP1319350A3 (de) | 2004-05-26 |
Family
ID=11461724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02027850A Withdrawn EP1319350A3 (de) | 2001-12-13 | 2002-12-12 | Verfahren zur Herstellung von mehrfarbigen Schmuckstücken |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20030110633A1 (de) |
| EP (1) | EP1319350A3 (de) |
| IT (1) | ITVI20010260A1 (de) |
| MX (1) | MXPA02012306A (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016030622A1 (fr) * | 2014-08-29 | 2016-03-03 | Cianflone Alessia | Procédé de réalisation d'une pièce ornementale à anneaux entrelacés |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8769725B2 (en) * | 2012-09-28 | 2014-07-08 | Nicholas Doran | Sports memorabillia article and method for making the same |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH612604A5 (de) * | 1976-05-31 | 1979-08-15 | Gori & Zucchi Spa | |
| JPS6036354B2 (ja) * | 1979-07-02 | 1985-08-20 | 三菱マテリアル株式会社 | 装飾部品用金属複合材の製造法 |
| DE3221008A1 (de) * | 1981-06-12 | 1983-01-05 | Metalmeccanica Gori & Zucchi M.G.Z. S.p.A., Arezzo | Verfahren zur erzeugung eines im wesentlichen drahtartigen halbzeugs fuer die herstellung von schmuckwaren sowie vorrichtung zur durchfuehrung des verfahrens |
| JPS61259849A (ja) * | 1985-05-14 | 1986-11-18 | Tanaka Kikinzoku Kogyo Kk | 装飾用品の製造方法 |
| IT8801234A0 (it) * | 1988-09-05 | 1988-09-05 | Mgz Spa | Procedimento per la produzione di catene e di altri articoli ornamentali con filo tubolare pieno ed oggetti siffatti |
| US5425228A (en) * | 1994-08-29 | 1995-06-20 | Adipaz, Ltd. | Multi-color faceted rope chain and fabrication method |
| US6381942B1 (en) * | 1998-06-19 | 2002-05-07 | Jewelmatic, Inc. | Thin walled attached silver filled gold jewelry |
-
2001
- 2001-12-13 IT IT2001VI000260A patent/ITVI20010260A1/it unknown
-
2002
- 2002-11-12 US US10/292,006 patent/US20030110633A1/en not_active Abandoned
- 2002-12-11 MX MXPA02012306A patent/MXPA02012306A/es unknown
- 2002-12-12 EP EP02027850A patent/EP1319350A3/de not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016030622A1 (fr) * | 2014-08-29 | 2016-03-03 | Cianflone Alessia | Procédé de réalisation d'une pièce ornementale à anneaux entrelacés |
| FR3025073A1 (fr) * | 2014-08-29 | 2016-03-04 | Alessia Cianflone | Procede de realisation d'une piece ornementale a anneaux entrelaces |
| US10285476B2 (en) | 2014-08-29 | 2019-05-14 | Alessia CIANFLONE | Method for producing an ornamental piece having intertwined rings |
Also Published As
| Publication number | Publication date |
|---|---|
| MXPA02012306A (es) | 2004-12-13 |
| ITVI20010260A1 (it) | 2003-06-13 |
| US20030110633A1 (en) | 2003-06-19 |
| EP1319350A3 (de) | 2004-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU662749B2 (en) | Hollow diamond cut rope chain | |
| US5425228A (en) | Multi-color faceted rope chain and fabrication method | |
| US4114398A (en) | Process for producing articles of jewelry, trinketry and the like, made of metals of different colors | |
| JPH06343509A (ja) | 宝飾チェーン及びその製造方法 | |
| US6968671B2 (en) | Lightweight OMEGA chain and improved method of manufacture | |
| ITFI950096A1 (it) | Procedimento per produrre una catena decorativa per monili o simili con metalli di caratteristiche differenti,e catena cosi' realizzata | |
| US6745554B2 (en) | Lightweight omega chain and improved method of manufacture | |
| EP1304053A2 (de) | Verfahren zur Herstellung von Schmuckstücken und damit erzeugte mehrfarbige ornamentale Produkte | |
| US20090094959A1 (en) | Procedure for the production of jewellery items, in particular ropes or chains, and items obtainable through such procedure | |
| EP1319350A2 (de) | Verfahren zur Herstellung von mehrfarbigen Schmuckstücken | |
| US6993841B2 (en) | Process for the production of filled wire and plate strip to create bi-color ornamental items as well as similarly made items | |
| US20090241341A1 (en) | Method of forming a jewelry chain and chain formed therefrom | |
| US20090241598A1 (en) | Method of forming hollow and solid jewelry chains and chains formed therefrom | |
| US6274250B1 (en) | Process for manufacture of jewelry and jewelry made thereby | |
| KR0121744B1 (ko) | 여러가닥의 철사를 엮어서 내부가 관통되게 형성하는 관통와이어와 그 관통와이어로 형성한 장신용 악세사리 | |
| EP1767116A1 (de) | Schmuckstücke, insbesondere Schmuckketten und Verfahren zur Herstellung | |
| EP1222977A2 (de) | Verfahren zur Herstellung von Schmuckketten | |
| US12172205B2 (en) | Method for producing gourmette jewellery articles | |
| EP1601264A1 (de) | Verfahren zur herstellung von länglichen elementen für schmuckstücke | |
| WO2003022091A1 (en) | Method for making elongated metal elements | |
| ITFI20110235A1 (it) | "metodo per la produzione di semilavorati metallici per impiego orafo o simili, semilavorati cosi' ottenuti e articoli prodotti con detti semilavorati" | |
| ITFI20010025A1 (it) | Procedimento per realizzare monili od altro mediante un filamento di partenza relativamente plastico | |
| ITVI970005A1 (it) | Catena a scopo ornamentale | |
| CN1099249A (zh) | 首饰链造方法及由该方法制造的新颖首饰链 | |
| ITVI20000110A1 (it) | Procedimento per realizzare un semilavorato tubolare per oreficeria |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20040906 |