Le secteur technique de la présente invention est celui
des sabots pour projectiles flèches, en particulier de gros
calibre.
Les projectiles flèches sont constitués classiquement
d'un pénétrateur en matériau lourd du type tungstène ou
alliage d'uranium auquel on adjoint un sabot aux fins de
propulsion dans le tube d'un canon.
Le sabot est en général axisymétrique et il est réalisé
en alliage d'aluminium, soit par usinage à partir d'une
barre filée et traitée thermiquement, soit par matriçage.
La plupart du temps, le sabot est constitué de trois
segments liés au pénétrateur par un filetage ou des gorges
permettant l'entraínement du pénétrateur en translation.
Les segments de sabot sont liés entre eux grâce à une
ceinture qui sert aussi à assurer l'étanchéité entre le
tube de l'arme et le sabot. Les sabots connus comportent
généralement trois zones : le corps proprement dit qui
assure le maintien du pénétrateur et son entraínement, la
plaque de poussée qui est au calibre et assure le guidage
du sabot par rapport au tube et qui supporte la pression
engendrée par les gaz, et enfin la poche avant.
La poche avant est généralement en appui elle aussi
contre la paroi du tube et participe au guidage du
projectile.
A la sortie du tube, la poche avant reçoit la pression
aérodynamique, il en résulte un effort perpendiculaire au
pénétrateur suffisant pour rompre les bagues et ceintures
de maintien et séparer les segments de sabot afin de
libérer le pénétrateur qui poursuit seul son vol balistique
vers la cible.
On comprend que le sabot constitue une masse morte dont
il convient de s'affranchir le plus possible et qui de plus
consomme l'énergie cinétique disponible.
Des essais ont été effectués pour réduire la masse du
sabot.
Ainsi, le brevet GB-A-2251676 décrit un sabot dont les
segments sont constitués d'éléments laminaires en matériau
composite dont les fibres sont orientées. L'inconvénient
d'une telle réalisation réside dans la multitude d'éléments
composant le sabot ce qui complique sa fabrication. On
connaít également le brevet US-A-4958571 qui décrit un
sabot particulier comprenant des filaments continus et dans
lequel la partie arrière du pénétrateur est recouverte à
l'aide de ces filaments de longueur suffisante dans le but
de réduire les efforts de flexion du sabot. Il est précisé
dans ce brevet que ces filaments doivent se rompre à la
sortie du tube pour séparer le sabot.
Toutes les tentatives menées jusqu'ici ont conduit à
des sabots de masse non négligeable puisque ce dernier doit
assurer à la fois l'entraínement du pénétrateur, le guidage
dans le tube et sa résistance aux contraintes de tir.
La section minimale du corps du sabot est calculée en
considérant que le projectile suit une trajectoire
parfaitement rectiligne et que le chargement en pression
est parfaitement axisymétrique. Il en résulte que le sabot
ainsi défini n'est pas toujours suffisamment rigide
transversalement et il est alors nécessaire de rajouter de
la matière soit par augmentation du diamètre soit par ajout
de nervures.
Le but de la présente invention est de proposer un
sabot présentant une masse réduite, de réalisation simple
et ne nécessitant aucun moyen de renforcement pour assurer
sa rigidité transversale.
L'invention a donc pour objet un sabot pour munition
flèche composé de segments au calibre assemblés sur un
pénétrateur sous calibré, caractérisé en ce qu'il comprend
au moins trois poutres longitudinales d'épaisseur
sensiblement constante et présentant chacune des
indentations coopérant avec un profil externe du
pénétrateur pour permettre l'entraínement de celui ci,
ainsi qu'une plaque de poussée au calibre qui est solidaire
des poutres.
Les poutres pourront avoir une section transversale
prismatique.
Les poutres auront avantageusement une épaisseur
voisine du diamètre du pénétrateur.
Chaque poutre pourra porter à sa partie avant un plot
assurant un guidage dans un tube d'une arme.
La plaque de poussée pourra porter une ceinture
d'étanchéité assurant également la solidarisation des
poutres et du pénétrateur.
Selon un mode de réalisation, la plaque de poussée
pourra être divisée en au moins trois secteurs jointifs,
chaque poutre portant un secteur de la plaque de poussée.
Chaque secteur pourra comporter alors une encoche
radiale qui coiffera une encoche complémentaire portée par
la poutre.
Poutres et secteurs pourront être réalisés en un même
matériau. Chaque secteur pourra être réalisé d'une seule
pièce avec sa poutre.
Selon un autre mode de réalisation, la plaque de
poussée pourra être divisée en au moins trois secteurs
jointifs, chaque secteur comportant une semelle appliquée
sur le pénétrateur et solidaire d'une paroi au calibre, les
parois de deux secteurs voisins délimitant un créneau
recevant une poutre.
Chaque poutre pourra alors comprendre au niveau de sa
face appliquée sur le pénétrateur un dégagement coiffant
les semelles de deux secteurs voisins.
Chaque poutre pourra comporter deux entailles radiales
réduisant son épaisseur au niveau d'une partie médiane,
entailles recevant les parois de deux secteurs de la plaque
de poussée.
Dans tous les modes de réalisation, les poutres
pourront être réalisées en un matériau composite alors que
les secteurs seront réalisés en un matériau métallique.
Un tout premier avantage du sabot selon l'invention
réside dans la réduction importante de masse du sabot.
Un autre avantage réside dans la facilité de
réalisation du sabot ce qui engendre des coûts de
fabrication réduits.
Un autre avantage réside dans le fait qu'il n'est pas
nécessaire de prévoir un usinage précis de chaque segment
de sabot.
D'autres caractéristiques, détails et avantages de
l'invention ressortiront plus clairement de la description
donnée ci-après à titre indicatif en relation avec des
dessins dans lesquels :
- la figure 1 montre une vue latérale simplifiée d'une
munition équipée du sabot selon l'invention,
- la figure 2 montre une vue éclatée des différents
éléments constituant ce sabot avant assemblage selon un
premier mode de réalisation,
- la figure 3 montre une première phase de montage de
ce sabot sur le pénétrateur de ce premier mode,
- la figure 4 est une vue en perspective d'un sabot
selon ce premier mode de réalisation de l'invention, sabot
mis en place sur un pénétrateur,
- la figure 5 est une coupe transversale de la munition
incorporant ce premier mode de réalisation de sabot, coupe
réalisée au niveau de la plaque de poussée,
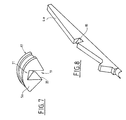
- la figure 6 est une vue en perspective d'un sabot
selon un deuxième mode de réalisation de l'invention, sabot
mis en place sur un pénétrateur,
- la figure 7 représente en perspective un secteur du
sabot selon ce deuxième mode de réalisation,
- la figure 8 représente en perspective une poutre du
sabot selon ce deuxième mode de réalisation, et
- la figure 9 est une coupe transversale de la munition
incorporant ce deuxième mode de réalisation de sabot, coupe
réalisée au niveau de la plaque de poussée.
La figure 1 montre un projectile flèche 1 comprenant un
pénétrateur 2 se présentant sous la forme d'un barreau
allongé sous calibré terminé par un empennage 3. Ce
pénétrateur 2 est réalisé en matériau lourd du type
tungstène ou alliage d'uranium. Ce pénétrateur est associé
à un sabot 22 au calibre.
Conformément à l'invention le sabot 22 comprend trois
poutres longitudinales 4a, 4b et 4c (ici seules deux
poutres sont visibles) d'épaisseur sensiblement constante,
et une plaque de poussée 5 qui est au calibre et solidaire
des poutres 4.
La plaque de poussée 5 est munie d'une ceinture
d'étanchéité 6. Chaque poutre 4 est terminée vers l'avant
par un plot 7 de guidage du pénétrateur 2 dans le tube du
canon non représenté. La liaison entre le sabot 22 et le
pénétrateur 2 est réalisée de manière classique par
filetage ou par des gorges.
Les poutres n'occupent plus comme dans les réalisations
antérieures un secteur angulaire d'une forme axisymétrique
autour du pénétrateur mais une forme prismatique dont
l'épaisseur est avantageusement voisine du diamètre
extérieur du pénétrateur 2.
Un premier mode de réalisation du sabot est représenté
aux figures 2 à 5.
La figure 2 montre en vue éclatée le sabot seul qui est
constitué de plusieurs segments : trois poutres 4a, 4b et
4c d'une part, et trois secteurs 5a, 5b et 5c qui
constituent la plaque de poussée.
Chaque poutre a une épaisseur constante et comporte une
face 8 en regard du pénétrateur qui est conformée pour
épouser sa surface extérieure. Cette face 8 porte des
indentations 23 réparties sur deux zones séparées par un
dégagement 9. Les indentations coopéreront avec le profil
externe du pénétrateur pour permettre l'entraínement de
celui ci. On voit que la poutre présente une hauteur qui va
en augmentant des extrémités sensiblement vers une partie
médiane. Le dégagement 9 de la poutre est réalisé au niveau
de cette partie médiane. La poutre porte également deux
entailles radiales 10 et 11 qui réduisent son épaisseur au
niveau de la partie médiane. Chaque poutre s'étend donc
sensiblement sur toute la longueur du profil externe du
pénétrateur permettant l'entraínement de ce dernier par les
poutres.
Chaque secteur 5a, 5b et 5c comporte une semelle 12 et
une paroi latérale 13. La semelle 12 est destinée à
s'appliquer contre le pénétrateur 2 et elle est munie tout
comme la face 8 des poutres 4 de gorges ou indentations
destinées à coopérer avec des gorges correspondantes du
pénétrateur. Deux renforts 14 sont disposés entre la paroi
latérale 13 et la semelle 12. Le bord au calibre de la
paroi latérale 13 est usiné pour délimiter une gorge 15
destinée à recevoir la ceinture d'étanchéité (non
représentée sur les figures 2 à 5). Les secteurs 5 qui
constituent la plaque de poussée peuvent être réalisés par
moulage à partir d'un alliage d'aluminium.
Sur la figure 3, on a représenté une première phase
d'assemblage du sabot selon ce premier mode de réalisation
de l'invention (pénétrateur non représenté pour la clarté
de la figure). On commence par positionner ensemble les
trois secteurs 5a, 5b et 5c constituant la plaque de
poussée autour du pénétrateur. Les secteurs sont alors
jointifs au niveau des semelles 12 mais les parois
latérales 13 de deux secteurs voisins sont espacées et
délimitent ainsi un créneau 24 de largeur correspondant à
l'épaisseur médiane des poutres 4.
On glisse alors une poutre 4 entre deux secteurs en
appliquant sa face 8 contre le pénétrateur pour obtenir
l'ensemble tel que représenté sur la figure 4 ci-après.
Lors de cet assemblage le dégagement 9 de chaque poutre 4
coiffe les semelles 12 des deux secteurs délimitant le
créneau 24. La longueur de ce dégagement sera sensiblement
égale à la longueur de la semelle correspondante. Le fond
du dégagement 9 est appliqué sur les semelles 12 des
secteurs considérés. Une telle disposition permet d'assurer
un meilleur soutien de la plaque de poussée 5 au niveau des
plans de joints 25 (plans de séparation entre les
différents secteurs 5, ces plans sont visibles à la figure
5). On améliore ainsi l'étanchéité.
Par ailleurs les entailles 10 et 11 de chaque poutre 4
reçoivent les parois 13 des deux secteurs de la plaque de
poussée délimitant le créneau 24.
Une telle disposition permet elle aussi d'améliorer
l'étanchéité.
On place enfin la ceinture dans la gorge 15 qui se
trouve donc en partie aménagée sur les secteurs 5a, 5b, 5c
et en partie sur les poutres 4a, 4b et 4c.
La figure 4 montre le projectile avec le pénétrateur 2
complètement intégré dans le sabot 22. La ceinture
d'étanchéité 6 a été positionnée dans son emplacement sur
la périphérie de la plaque de poussée 5.
La figure 5 est une vue en coupe transversale du
projectile, coupe réalisée au niveau de la gorge 15. On
voit sur cette figure que c'est la plaque de poussée 5 par
ses secteurs 5a-5c qui est en appui sur le pénétrateur 2 au
niveau de la partie médiane du projectile. Les poutres 4a,
4b, 4c viennent en appui sur les semelles 12 des différents
secteurs 5a, 5b, 5c au niveau des plans de joint 25 entre
les secteurs 5a-5c entre les créneaux 24.
De façon connue, les segments sont également maintenus
en position par des bagues et des moyens d'étanchéité ont
été intercalés entre les différents segments. On pourra par
exemple prévoir des joints (par exemple en silicone)
disposés dans les entailles 10 et 11 séparant poutre et
secteur et/ou dans les plans de joint 25 inter secteurs.
Dans cette configuration, la plaque 5 est en appui contre
le pénétrateur 2 et chaque segment s'étend de part et
d'autre en appui contre ce pénétrateur.
On a décrit un sabot 4 comprenant trois poutres et
trois secteurs de plaque de poussée. Il est bien entendu
possible de réaliser un sabot constitué d'un nombre
différent de secteurs et poutres, par exemple quatre.
Un deuxième mode de réalisation du sabot est représenté
aux figures 6 à 9.
Ce mode diffère du précédent en ce que la plaque de
poussée 5 est constituée par trois secteurs 5a, 5b et 5c
identiques qui ne sont pas en contact avec le pénétrateur 2
mais coiffent chacun une poutre 4a, 4b ou 4c
respectivement.
La figure 7 montre en perspective un secteur 5a de la
plaque de poussée 5. Ce secteur est destiné à venir se
positionner sur la poutre 4a représentée en perspective à
la figure 8.
A cette fin, le secteur 5a présente une encoche radiale
19 qui est destinée à venir se loger dans une encoche
complémentaire 18 portée par la poutre 4a. L'encoche 18 de
la poutre 4a est réalisée sensiblement au niveau de sa
partie médiane. L'épaisseur des différentes poutres 4 est
voisine du diamètre extérieur du pénétrateur non
représenté.
Dans ce mode de réalisation, les poutres 4 sont
dépourvues de dégagement 9 longitudinal au niveau de leur
surface de jonction avec le pénétrateur. Chaque poutre 4
est donc en appui sur toute sa longueur sur le pénétrateur
2. C'est donc les poutres 4a-4c qui assurent l'entraínement
du pénétrateur lors du tir.
L'encoche 19 réalisée sur le secteur 5a présente une
largeur telle qu'elle vient prendre appui sur les parois
latérales de la poutre 4a. De même, l'encoche 18 présente
une largeur telle que le secteur 5a vienne s'y engager au
niveau de sa partie pleine 21. De cette manière, l'encoche
18 constitue un moyen de maintien de la plaque de poussée.
La poutre assure la tenue mécanique de la plaque de poussée
contre la pression des gaz propulsifs ainsi que le
transfert des efforts propulsifs vers le pénétrateur pour
entraíner celui ci.
La figure 9 est une vue en coupe transversale du
projectile, coupe réalisée au niveau de la gorge 15. On
voit sur cette figure que ce sont les poutres 4a, 4b et 4c
qui sont en appui sur le pénétrateur 2 par leurs profils 23
qui porteront des indentations ou un filetage. Les secteurs
5a-5c de la plaque de poussée sont en contact mutuel au
niveau des plans de joint 25.
La figure 6 montre le projectile avec le pénétrateur 2
complètement intégré dans le sabot 22. La ceinture
d'étanchéité 6 (non représentée) se positionne dans sa
gorge 15 sur la périphérie de la plaque de poussée 5.
L'architecture du sabot selon l'un ou l'autre des modes
de réalisation de l'invention s'accorde très bien avec une
fabrication des poutres à partir de plaques épaisses de
matériau composite sur lesquelles on vient rapporter la
plaque de poussée réalisée en alliage d'aluminium. Cette
disposition permet de définir très facilement l'orientation
des fibres du stratifié de façon à utiliser au mieux leurs
caractéristiques mécaniques, à savoir une très grande
rigidité longitudinale ainsi que de hautes résistances en
traction et compression, toujours dans le sens des fibres.
Avec un matériau composite, le gain de masse est de
l'ordre de 30% par rapport à la masse d'un sabot en
aluminium.
On pourra également réaliser le sabot selon l'invention
avec des poutres et une plaque de poussée en aluminium à
hautes caractéristiques mécaniques. Dans ce cas, le gain de
masse par rapport à un sabot axisymétrique est appréciable
et il est de l'ordre de 10 à 15%.
Le coût de fabrication du sabot est particulièrement
réduit car on peut utiliser des semi-produits sous forme de
plaques que l'on découpe suivant la géométrie souhaitée
puis que l'on usine au niveau de l'interface sabot-pénétrateur.
A titre de variante du deuxième mode de réalisation, on
pourra notamment réaliser la poutre et le secteur de la
plaque de poussée qui lui est associé d'une seule pièce en
aluminium. Le sabot ainsi réalisé aura une forme identique
à celle du sabot de la figure 6.
Diverses modifications sont envisageables sans sortir
du cadre de l'invention. On pourrait par exemple dans le
cas du deuxième mode de réalisation (figure 6), interposer
la plaque de poussée entre deux poutres consécutives et non
pas au niveau d'une seule poutre. On pourrait également
prévoir un nombre différent de poutres et de secteurs. On
pourrait également réaliser poutres et/ou plaque de poussée
en un matériau associant composite et métal, par exemple en
un sandwich composite/métal.