EP1377390B1 - Verfahren zum erzeugen und aufbringen dünner schichten auf oberflächen - Google Patents
Verfahren zum erzeugen und aufbringen dünner schichten auf oberflächen Download PDFInfo
- Publication number
- EP1377390B1 EP1377390B1 EP02719651A EP02719651A EP1377390B1 EP 1377390 B1 EP1377390 B1 EP 1377390B1 EP 02719651 A EP02719651 A EP 02719651A EP 02719651 A EP02719651 A EP 02719651A EP 1377390 B1 EP1377390 B1 EP 1377390B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tenter
- coated
- film
- platform
- straightedge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 238000000576 coating method Methods 0.000 claims abstract description 62
- 239000000126 substance Substances 0.000 claims abstract description 49
- 238000000034 method Methods 0.000 claims abstract description 28
- 230000009969 flowable effect Effects 0.000 claims abstract description 7
- 239000011248 coating agent Substances 0.000 claims description 55
- 239000000853 adhesive Substances 0.000 claims description 7
- 230000001070 adhesive effect Effects 0.000 claims description 7
- 210000001331 nose Anatomy 0.000 claims description 4
- 230000006641 stabilisation Effects 0.000 claims description 2
- 238000011105 stabilization Methods 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims 2
- 230000001427 coherent effect Effects 0.000 claims 1
- 230000005684 electric field Effects 0.000 claims 1
- 230000000630 rising effect Effects 0.000 claims 1
- 239000004094 surface-active agent Substances 0.000 claims 1
- 239000012528 membrane Substances 0.000 abstract description 40
- 239000007787 solid Substances 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 9
- 238000007654 immersion Methods 0.000 description 5
- 238000010422 painting Methods 0.000 description 4
- 125000006850 spacer group Chemical group 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000011111 cardboard Substances 0.000 description 2
- 239000000969 carrier Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 235000015173 baked goods and baking mixes Nutrition 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 235000009508 confectionery Nutrition 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000796 flavoring agent Substances 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 238000001208 nuclear magnetic resonance pulse sequence Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/02—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material to surfaces by single means not covered by groups B05C1/00 - B05C7/00, whether or not also using other means
Definitions
- the invention relates to a method for producing and applying thin layers, in particular membranes made of flowable substances, on surfaces in which the substance is metered from a supply of the substance in a certain amount on a support, from this metered amount generates a membrane, positioned over the coating surface and brought into contact with the coating surface to flow onto the coating surface.
- the invention further relates to devices for producing and applying thin layers, in particular membranes of flowable substances, on surfaces, with a platform support designed as a platform.
- DD 240 506 A1 is a generic method for producing thin layers on surfaces known by suitable contacting and drain on all sides more limited, flatter or curved on the surface to be coated, at the pulse required for contacting is realized by mechanical, pneumatic or electrostatic devices or combinations thereof.
- the membrane-forming coating substance is applied by brushing, pouring or dripping onto a dosing platform on the side which is in surface contact with the membrane support frame. After pushing the dosing platform over the membrane support frame, a membrane forms in this support frame, which is brought by an air jet pulse in contact with the surface to be coated and thereby flows onto the surface.
- a uniform and reproducible dosing of the coating substance can not be guaranteed by painting, pouring or dripping. As a result, the layer thickness of the membrane is formed unevenly and the membrane stability is reduced.
- this known method can only be used for flat surfaces. If surfaces are to be provided with a multiplicity of sharply delimited coatings and / or applied to different coating substances, this known process becomes uneconomical.
- the present invention seeks to improve a method and an apparatus of the type mentioned in such a way that solid and flowable surfaces of planar or curved body with minimum effort while increasing the reproducibility of the coating process is economically feasible.
- the solution according to the invention is distinguished, above all, by the fact that a large number of sharply defined coatings of the same or different types can be economically applied with little effort to surfaces which are not load-bearing surfaces and / or flowable surfaces of planar or curved bodies.
- the method according to the invention is particularly suitable for coating layer surfaces ⁇ 2 m 2 with layer thicknesses of 20 nm to ⁇ 0.02 mm.
- the exact dosage of the amount of the coating substance on the clamping edge makes it possible to maintain a desired layer thickness accurately and reproducibly.
- Prerequisite for the use of the solution according to the invention are water-based solutions and water-based suspensions.
- the solution according to the invention is also suitable for an automated coating of baked goods and confectionery, in particular for the coupling of seasoning, flavoring and coloring agents.
- the devices according to the invention for carrying out the method are simple and robust in their construction. They require less equipment than comparable devices of the prior art. Due to their low weight and ease of use, the hand-held embodiments of the device according to the invention are primarily suitable as a painting and Experimentier Chat for children. Likewise, the devices according to the invention can be automated with little effort.
- Fig. 1a to 1c show a perspective view of the structure of a hand-operated device according to the invention.
- Trained as an edge-reinforced frame rectangular platform 1 has on its two narrow sides in each case a frame support 2 , which rises vertically from the platform level.
- the platform 1 has an inwardly inclined band-shaped edge 3, which forms an inner closed rectangular frame shape 4 .
- the edge 3 has on its underside a clamping edge 5 , which is provided at the end with a drop-like thickening.
- a tongue 6 with an opening button 10 is inserted in the center.
- the coating substance is taken up by a separate immersion trough 7 whose longitudinal and width dimensions are matched to the dimension of the peripheral frame shape 4 in such a way that the encircling clamping edge 5 can be immersed in the coating substance.
- the narrow side of the dip pan 7 carries a removable peel edge . 8 Due to the selected surface shape of the clamping edge 5 , the achievable adhesion capacity of the clamping edge 5 is determined for the coating substance.
- a handle 9, which has a mouse-like shape and a disk-shaped bearing surface 11 is connected to the Platform 1 coupled via a latchable with the platform 1 clamping piece 12 .
- In the clamping piece 12 is a recess for the opening button 10.
- the handle 9 By a mechanical pressure force, the handle 9 can be lowered, so that the platform 1 and the clamping edge 5 moves in the direction of a surface 14 to be coated.
- the type of coating substance used and the desired layer thickness of the membrane is the frame shape 4, such as in Fig. 1b shown to modify.
- 5 adhesion or support lugs 15 are attached to the clamping edge to increase the adhesive capacity and / or stabilization of the membrane, which lie in the enclosed by the frame mold 4 inner plane. If the width of the frame form 4 exceeds the maximum possible vertical diaphragm height of the coating substance, the frame shape must have locking lugs 15.
- the number of detent tabs is approximately the ratio of the width of the frame mold 4 and the non-destructive vertical membrane head height of the coating substance.
- simple frame shapes 4 which must have a high adhesive capacity due to the coating substance used, are designed as massive clamping edge frames 16 with attached connection platform 17 . This concerns, for example, frames for the coating of body surfaces.
- Adhesive tabs 15 for frames for coating of body surfaces radiate on the clamping edge 5 at. If a plurality of sharply defined layer surfaces and / or non-coating surface forms lying within the layer surface are to be produced by a coating process, a releasably adhering film template 18 (see FIG. 1c) is applied to the surface to be coated.
- Non-absorbent surfaces to be coated can be a Liquid stencil can be painted or printed.
- the stencil liquid must be either colorless and volatile or hardening and strippable.
- the method according to the invention for coating flat surfaces proceeds as follows with the device described above. At the clamping piece 12 required for the desired coating frame shape 4 is attached and contacted the clamping edge 5 with the coating substance in the dip pan 7 by dipping. With sufficient adhesive capacity of the frame mold 4 is formed when removing the clamping edge 5 at the level of the peel edge 8 between the clamping edge 5 and the surface of the coating substance from a membrane. By pulling horizontally over the peel edge 8 , a non-frame-bounded membrane within the clamping edge 5 is formed.
- the clamping edge 5 is lowered by exerting a mechanical pressure on the handle 9 in the direction of the surface.
- tongue 6 reaches the surface, an outflow contact is formed at this point and the membrane automatically flows onto the surface.
- the clamping edge 5 rises to its initial level.
- the opening button 10 By pressing the opening button 10 , the tongue 6 is deflected. The tongue 6 opens the clamping edge 5 and the remaining between the clamping edge 5 and the coated surface residual membrane is destroyed.
- a frame shape 4 adapted to the body cross-section is used, which is locked to the handle 9 via the clamping piece 12 .
- the clamping edge 5 is coated with the coating substance in the immersion trough. 7 contacted.
- the membrane is then positioned so that the body to be coated can be guided through the membrane.
- the Fig. 2 shows the structure of a further device according to the invention, for example a painting device, with the surfaces ⁇ 0.01m 2 can be coated. Those functional parts which are unchanged in Example 1 and in Example 2 ; are retained.
- planar platform 1 In the edge-stiffened, planar platform 1 , the frame shape 4 and a groove 19 are embossed for receiving the coating substance.
- the channel 19 can be made split.
- each gutter part is assigned a capillary spur 24 for the simultaneous application of different coating substances.
- the groove 19 is the side of the frame shape 4 opposite, in which the tongue 6 is inserted with the opening pin 10 .
- the frame shape 4 is -as in Example 1- from a peripheral edge 3, of which the clamping edge 5 projects inwardly inclined towards the surface.
- the clamping edge 5 is designed as in Example 1 .
- the platform 1 has at its narrow sides on the plane of the platform 1 upstanding guide rails 20 along which a Abziehmann 21 is displaceable with Abziehkante.
- the removal strip 21 has for this purpose according to the width of the guide rails 20 elaborated slide openings 22nd
- the peel strip 21 forms when moving with one of the channel 19 up to the level of Abzieariae.
- Capillary spur 24 a gap through which the coating substance flows under the action of capillary forces in the Abzieariae along the Abziehkante.
- an air pressure pulse generator 25 is integrated in the mouse-shaped.
- the air pressure pulse generator 25 is connected to an air pulse line 26 which is guided by the clamping piece 12 and is directed with its opening 27 on the clamped membrane.
- the platform 1 is attached and locked.
- the coating substance is placed in the groove 19 .
- the removal strip 21 is displaced along the guide rails 20 until it contacts the capillary spur 24 of the channel 19 .
- the capillary gap extends to the Abziehkantensburg.
- An automatic flow of the coating substance then takes place along the peeling edge of the peeling strip 21.
- the peeling strip 21 is displaced further in the direction of the handle 9 .
- the frame 4 with its membrane is then positioned parallel to the surface 14 to be coated and by pressing the air pressure pulse generator 25 in the handle 9 a Air pulse directed via the air pulse line 26 to the membrane.
- the air pulse causes the membrane to buckle in the direction of the surface to be coated.
- an outflow contact is formed at this point and the coating substance of the membrane flows automatically onto the surface 14 .
- the opening button 10 is actuated and the tongue 6 deflected in the edge 3 .
- the clamping edge 5 opens and the residual membrane formed between the previously closed clamping edge 5 and the coated surface is destroyed.
- the platform 1 with an end-side spacer 28 and integrated electrical spark gap 29 has guide rails 20 on the longitudinal side.
- a surface voltage line with docking contacts to the high voltage generator 30 is inserted.
- the high-voltage generator 30 is housed in the handle 9 .
- two support rods 31 are pushed.
- the support rods 31 have on their side facing the surface to be coated side end 33 for holding the clamping edge 5 on.
- the clamping edge 5 is formed for example of an elastic rubber band such that the rubber is stretched over the pins 33 as a loop.
- the immersion trough 7 is designed channel-shaped and has a one side recessed tub rim, which acts as a peel edge 8 .
- intermediate supports 32 must be displaceably arranged on the guide rails 20 of the platform 1 between the support rods 31 .
- the intermediate supports 32 are opposite to the support rods 31 end provided with a pair of pins 33 for forming the clamping edge 5 in the form of support tabs 15 .
- the Fig. 3b shows the clamping of the clamping edge 5 when using two intermediate support 32nd
- the method according to the invention proceeds as follows with this device.
- the platform 1 is fitted with the carrier bars selected for the coating 31 and the clamping edge 5 is placed around the pins 33 as a loop.
- the support rod 31 opposite the handle 9 is locked over the spark gap 29 .
- the other, non-locked support rod 31 is positioned next to it, so that the clamping edge 5 can be contacted with the coating substance in the immersion trough 7 .
- the clamping edge contacted with the coating substance is then removed via the peeling edge 8 , as a result of which a membrane is formed within the clamping edge 5 .
- the displaceable support rod 31 is displaced in the direction of the spacer 28 to the desired end position and formed the membrane required for the coating.
- intermediate carriers 32 are used, in the end position the intermediate carriers 32 must have the carrier bars 31 and mutually equal distances.
- the dimension of the platform 1 and the support rods 31 and, if appropriate, the number of intermediate supports 32 is varied.
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Chemically Coating (AREA)
Description
- Erfindung betrifft ein Verfahren zum Erzeugen und Aufbringen dünner Schichten, insbesondere Membranen aus fließfähigen Substanzen, auf Oberflächen, bei dein aus einem Vorrat die Substanz in einer bestimmten Menge auf einem Träger dosiert, aus dieser dosierten Menge eine Membran erzeugt, diese über der Beschichtungsfläche positioniert und in Kontakt mit der Beschichtungsfläche zum Auffließen auf die Beschichtungsfläche gebracht wird.
- Die Erfindung betrifft ferner Vorrichtungen zum Erzeugen und Aufbringen dünner Schichten, insbesondere Membranen aus fließfähigen Substanzen, auf Oberflächen, mit einem als Plattform ausgebildeten Rahmenträger.
- Aus der
DD 240 506 A1 - Bei diesem bekannten Verfahren wird die membranbildungsfähige Beschichtungssubstanz durch Aufstreichen, Aufgießen oder Auftropfen auf eine Dosierungsplattform auf der Seite aufgebracht, die sich in Flächenkontakt mit dem Membranträgerrahmen befindet. Nach Überschieben der Dosierungsplattform über den Membranträgerrahmen bildet sich in diesem Trägerrahmen eine Membran aus, die durch einen Luftstrahlimpuls in Kontakt mit der zu beschichtenden Fläche gebracht wird und dadurch auf die Fläche auffließt.
Ein gleichmäßiges und reproduzierbares Dosieren der Beschichtungssubstanz kann durch das Aufstreichen, Aufgießen oder Auftropfen nicht gewährleistet werden. Dies führt dazu, dass sich die Schichtdicke der Membran ungleichmäßig ausbildet und die Membranstabilität verringert wird. Des weiteren ist dieses bekannte Verfahren nur für ebene Oberflächen einsetzbar. Sollen Oberflächen mit einer Vielzahl von scharfbegrenzten Beschichtungen versehen und/oder verschiedenen Beschichtungssubstanzen aufgebracht werden, wird dieses bekannte Verfahren unwirtschaftlich. - Bei diesem Stand der Technik liegt der Erfindung die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art derart zu verbessern, dass feste und fließfähige Oberflächen ebener oder gekrümmter Körper mit geringstem Aufwand unter gleichzeitiger Erhöhung der Reproduzierbarkeit des Beschichtungsvorganges wirtschaftlich durchführbar wird.
- Diese Aufgabe wird durch ein Verfahren der eingangs genannten Gattung mit den kennzeichnenden Merkmalen des Anspruches 1 und durch Vorrichtungen mit den kennzeichnenden Merkmalen der Ansprüche 13 und 27 gelöst.
- Vorteilhafte Ausgestaltungen des Verfahrens und der Vorrichtungen sind den Unteransprüchen entnehmbar.
- Die erfindungsgemäße Lösung zeichnet sich vor allem dadurch aus, dass auf nicht durch Druck belastbare Oberflächen und/oder fließfähige Oberflächen ebener oder gekrümmter Körper eine Vielzahl scharfbegrenzter Beschichtungen gleicher oder unterschiedlicher Art wirtschaftlich mit geringem Aufwand aufgebracht werden können.
Das erfindungsgemäße Verfahren ist insbesondere geeignet, Schichtflächen <2m2 mit Schichtdicken von 20 nm bis <0,02 mm zu beschichten. Die genaue Dosierung der Menge der Beschichtungssubstanz am Spannrand ermöglicht es, eine gewünschte Schichtdicke genau und reproduzierbar einzuhalten. Voraussetzung für den Einsatz der erfindungsgemäßen Lösung sind wasserbasierte Lösungen und wasserbasierte Suspensionen. Mit Wasser als Lösungsmittel und einer membranbildungsfähigen Trägersubstanz ist es durch den Zusatz wasserlöslicher und/oder unlöslicher Stoffe möglich, Beschichtungen mit unterschiedlichen Zielfunktionen zu realisieren. In Abhängigkeit der funktionellen Eigenschaften der ausgewählten Zusatzstoffe, beispielsweise Farb-, Geschmacks- oder Klebstoffe, lassen sich Beschichtungen für unterschiedliche Anwendungsgebiete wie die dekorative Beschichtung von ebenen Oberflächen >1m2 aus Papier, Pappe oder Glas, <2m2 aus Holz oder Gips, , <0,5m2 aus Keramik und von Körpern mit einer Oberfläche <0,02m2 aus Papier, Pappe oder Holz ausführen. - Die erfindungsgemäße Lösung ist auch geeignet für eine automatisierte Beschichtung von Backwaren und Süßwaren, insbesondere zum Ankoppeln von Würz-, Geschmacks- und Farbstoffen.
- Die erfindungsgemäßen Vorrichtungen zur Durchführung des Verfahrens sind einfach und robust in ihrem Aufbau. Sie erfordern einen geringeren apparativen Aufwand als vergleichbare Einrichtungen des Standes der Technik. Durch ihr geringes Gewicht und ihre einfache Handhabung sind die handgeführten Ausführungsformen der erfindungsgemäßen Vorrichtung vorrangig als Mal- und Experimentiergerät für Kinder geeignet.
Ebenso sind die erfindungsgemäßen Vorrichtungen mit geringem Aufwand automatisierungsfähig. - Weitere Vorteile und Einzelheiten ergeben sich aus der nachfolgenden Beschreibung unter Bezugnahme auf die beigefügten Zeichnungen.
- Die Erfindung soll nachstehend an drei Ausführungsbeispielen näher erläutert werden.
- Es zeigen:
- Fig. 1a-c
- eine perspektivische Ansicht einer handbetätigten Ausführungsvariante der erfindungsgemäßen Vorrichtung zum Beschichten von Flächen <0,02m2,
- Fig. 2
- eine perspektivische Ansicht einer weiteren handbetätigten Ausführungsvariante der erfindungsgemäßen Vorrichtung als Malgerät zum Beschichten von Flächen <0,01m2,
- Fig. 3a
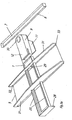
- eine perspektivische Ansicht einer weiteren Ausführungsvariante der erfindungsgemäßen Vorrichtung zum Beschichten von Flächen <0,2m2 und
- Fig. 3b
- eine schematische Darstellung der Aufspannung des Spannrandbandes nach
Fig. 3a . - Die
Fig. 1a bis 1c zeigen in perspektivischer Ansicht den Aufbau einer handbetätigten erfindungsgemäßen Vorrichtung. Eine als kantenversteifter Rahmen ausgebildete rechteckige Plattform 1 besitzt an ihren beiden Schmalseiten jeweils einen Rahmenträger 2, der von Plattformebene senkrecht aufragt.
Die Plattform 1 hat einen nach innen geneigten bandförmigen Rand 3, der eine innere geschlossene rechteckige Rahmenform 4 bildet. Der Rand 3 weist an seiner Unterseite einen Spannrand 5 auf, der endseitig mit einer tropfenartigen Verdickung versehen ist. In den der Breitseite zugeordneten Bereich der Rahmenform 4 ist mittig eine Zunge 6 mit einem Öffnungstaster 10 eingefügt. - Die Beschichtungssubstanz ist von einer separaten Tauchwanne 7 aufgenommen, deren Längs- und Breitenabmessung so auf die Abmessung der umlaufenden Rahmenform 4 abgestimmt ist, dass der umlaufende Spannrand 5 in die Beschichtungssubstanz eintauchbar ist. Die Schmalseite der Tauchwanne 7 trägt eine abnehmbare Abziehkante 8.
Durch die gewählte Oberflächenausformung des Spannrandes 5 bestimmt sich die erreichbare Haftkapazität des Spannrandes 5 für die Beschichtungssubstanz.
Ein Haltegriff 9, der eine mausartige Form und eine scheibenförmige Auflagefläche 11 aufweist, ist an die Plattform 1 über ein mit der Plattform 1 verrastbares Klemmstück 12 angekoppelt. Im Klemmstück 12 befindet sich eine Aussparung für den Öffnungstaster 10. Durch eine mechanische Druckkraft lässt sich der Handgriff 9 absenken, so dass sich die Plattform 1 bzw. der Spannrand 5 in Richtung einer zu beschichtenden Oberfläche 14 bewegt.
In Abhängigkeit der gewünschten Breite der Membran, der Art der eingesetzten Beschichtungssubstanz und der gewünschten Schichtdicke der Membran ist die Rahmenform 4, wie beispielsweise inFig. 1b gezeigt, zu modifizieren. Für die Beschichtung ebener Oberflächen werden am Spannrand 5 Haft-oder Stütznasen 15 zur Erhöhung der Haftkapazität und/oder Stabilisierung der Membran angesetzt, die in der von der Rahmenform 4 umschlossenen inneren Ebene liegen.
Überschreitet die Breite der Rahmenform 4 die maximal mögliche vertikale Membranzughöhe der Beschichtungssubstanz muss die Rahmenform Haftnasen 15 aufweisen. Die Anzahl der Haftnasen ergibt sich näherungsweise aus dem Verhältnis der Breite der Rahmenform 4 und der zerstörungsfreien vertikalen Membranzughöhe der Beschichtungssubstanz. So sind beispielsweise einfache Rahmenformen 4, die aufgrund der eingesetzten Beschichtungssubstanz eine hohe Haftkapazität besitzen müssen, als massive Spannrandrahmen 16 mit angesetzter Verbindungsplattform 17 ausgeführt. Dies betrifft beispielsweise Rahmen für die Beschichtung von Körperoberflächen. Haftnasen 15 für Rahmen zur Beschichtung von Körperoberflächen setzen strahlenförmig am Spannrand 5 an.
Sind mit einem Beschichtungsvorgang mehrere scharf begrenzte Schichtflächen und/oder innerhalb der Schichtfläche liegende nicht zu beschichtende Flächenformen zu erzeugen, wird auf die zu beschichtende Oberfläche eine lösbar haftende Folienschablone 18 (siehe Fig. lc) aufgebracht. Auf nicht saugfähige, zu beschichtende Flächen kann eine Flüssigkeitsschablone aufgemalt oder aufgedruckt werden. Die Schablonenflüssigkeit muss entweder farblos und flüchtig oder aushärtend und abziehbar sein.
Das erfindungsgemäße Verfahren zur Beschichtung ebener Flächen läuft mit der oben beschriebenen Vorrichtung wie folgt ab.
An das Klemmstück 12 wird die für die gewünschte Beschichtung erforderliche Rahmenform 4 aufgesteckt und der Spannrand 5 mit der Beschichtungssubstanz in der Tauchwanne 7 durch Tauchen kontaktiert. Bei ausreichender Haftkapazität der Rahmenform 4 bildet sich beim Abziehen des Spannrandes 5 auf Höhe der Abziehkante 8 zwischen dem Spannrand 5 und der Oberfläche der Beschichtungssubstanz eine Membran aus. Durch das horizontale Abziehen über die Abziehkante 8 wird eine nicht allseitig rahmenbegrenzte Membran innerhalb des Spannrandes 5 ausgeformt. Nach der Positionierung der ausgeformten Membran parallel zu der zu beschichtenden Oberfläche wird der Spannrand 5 durch Ausübung eines mechanischen Druckes auf den Haltegriff 9 in Richtung auf die Oberfläche abgesenkt. Erreicht die Zunge 6 die Oberfläche bildet sich an dieser Stelle ein Abflusskontakt aus und die Membran fließt auf die Oberfläche selbsttätig auf. Mit der Beendigung des Druckes auf den Haltegriff 9 hebt sich der Spannrand 5 auf sein Ausgangsniveau an. Durch Betätigung des Öffnungstasters 10 wird die Zunge 6 ausgelenkt. Die Zunge 6 öffnet den Spannrand 5 und die zwischen dem Spannrand 5 und der beschichteten Oberfläche verbliebene Restmembran wird zerstört. - Zum Beschichten eines Körpers wird eine dem Körperquerschnitt angepasste Rahmenform 4 verwendet, die mit dem Haltegriff 9 über das Klemmstück 12 verrastet wird. Der Spannrand 5 wird mit der Beschichtungssubstanz in der Tauchwanne 7 kontaktiert. Durch das horizontale Abziehen des Spannrandes 5 über die Abziehkante 8 bildet sich innerhalb der Rahmenform 4 die Membran aus. Die Membran wird dann so positioniert, dass der zu beschichtende Körper durch die Membran führbar ist.
- Die
Fig. 2 zeigt den Aufbau einer weiteren erfindungsgemäßer Vorrichtung, beispielsweise ein Malgerät, mit dem Flächen <0,01m2 beschichtet werden können. Diejenigen Funktionsteile, die im Beispiel 1 und im Ausführungsbeispiel 2 unverändert vorhanden sind; werden beibehalten. - In die kantenversteifte, ebene Plattform 1 sind die Rahmenform 4 und eine Rinne 19 für die Aufnahme der Beschichtungssubstanz eingeprägt. Die Rinne 19 kann geteilt ausgeführt werden. In diesem Fall ist jedem Rinnenteil ein Kapillarsporn 24 für die gleichzeitige Anwendung unterschiedlicher Beschichtungssubstanzen zugeordnet.
- Die Rinne 19 liegt der Seite der Rahmenform 4 gegenüber, in die die Zunge 6 mit Öffnungsstift 10 eingefügt ist.
- Die Rahmenform 4 besteht -wie im Beispiel 1- aus einem umlaufenden Rand 3, von der der Spannrand 5 nach innen geneigt in Richtung Oberfläche wegragt. Der Spannrand 5 ist wie im Beispiel 1 gestaltet.
- Die Plattform 1 besitzt an ihren Schmalseiten über die Ebene der Plattform 1 aufragende Führungsschienen 20, entlang der eine Abziehleiste 21 mit Abziehkante verschiebbar ist. Die Abziehleiste 21 hat hierzu entsprechend der Breite der Führungsschienen 20 ausgearbeitete Gleitöffnungen 22. Die Abziehleiste 21 bildet beim Verschieben mit einem von der Rinne 19 bis in die Höhe der Abziehebene aufragenden.
- Kapillarsporn 24 einen Spalt, durch den die Beschichtungssubstanz unter Einwirkung der Kapillarkräfte in die Abziehebene entlang der Abziehkante auffließt. Durch die Dimensionierung·des Spaltes zwischen der Abziehleiste 21 und Kapillarsporn 24 lässt sich die Dosierung der Menge der auszuziehenden Beschichtungssubstanz einstellen.
- In den mausförmig geformten, eine scheibenförmige Auflagefläche 11 aufweisenden Haltegriff 9 ist ein Luftdruckimpulsgeber 25 integriert. Der Luftdruckimpulsgeber 25 ist mit einer Luftimpulsleitung 26 verbunden, die durch das Klemmstück 12 geführt ist und mit ihrer Öffnung 27 auf die aufgespannte Membran gerichtet ist.
- Nachfolgend wird der Ablauf des Verfahrens mit einer dünnflüssigen Beschichtungssubstanz in der zuvor erläuterten erfindungsgemäßen Vorrichtung beschrieben.
- An das Klemmstück 12 wird die Plattform 1 aufgesteckt und verrastet. Die Beschichtungssubstanz wird in die Rinne 19 gegeben. Die Abziehleiste 21 wird entlang der Führungsschienen 20 soweit verschoben, bis sie mit dem Kapillarsporn 24 der Rinne 19 kontaktiert. Dadurch verlängert sich der Kapillarspalt bis in die Abziehkantenhöhe. Es erfolgt dann ein selbsttätiges Auffließen der Beschichtungssubstanz entlang der Abziehkante der Abziehleiste 21. Nach dem Auffließen der Beschichtungssubstanz wird die Abziehleiste 21 weiter in Richtung des Haltegriffes 9 verschoben. Beim Überschieben bildet sich innerhalb der Rahmenform 4 am Spannrand 5 eine Membran aus der Beschichtungssubstanz aus.
- Die Rahmenform 4 mit ihrer Membran wird anschließend parallel zu der zu beschichtenden Fläche 14 positioniert und durch Betätigung des Luftdruckimpulsgebers 25 im Haltegriff 9 ein Luftimpuls über die Luftimpulsleitung 26 auf die Membran gelenkt. Durch den Luftimpuls beult sich die Membran in Richtung der zu beschichtenden Fläche aus. Sobald die Ausbeulung der Membran die zu beschichtende Oberfläche erreicht, bildet sich an dieser Stelle ein Abflusskontakt aus und die Beschichtungssubstanz der Membran fließt selbsttätig auf die Fläche 14 auf. Nachdem der Abfluss erfolgt ist, wird der Öffnungstaster 10 betätigt und die Zunge 6 im Rand 3 ausgelenkt. Der Spannrand 5 öffnet sich und die sich zwischen dem zuvor geschlossenen Spannrand 5 und der beschichteten Oberfläche gebildete Restmembran wird zerstört.
- In den
Fig. 3a und3b ist der Aufbau der erfindungsgemäßen Vorrichtung dargestellt, mit der ebene Flächen <2m2 nach dem erfindungsgemäßen Verfahren beschichtet werden. Diejenigen Bezugszeichen, die im vorliegenden Beispiel gegenüber Beispiel 1 und/oder 2 unverändert sind, werden beibehalten. Die Plattform 1 mit einem endseitigen Abstandshalter 28 und integrierter elektrischen Funkenstrecke 29 weist längsseitig Führungsschienen 20 auf. In die Plattform 1 ist eine flächige Spannungsleitung mit Andockkontakten zum Hochspannungsgeber 30 eingefügt. Der Hochspannungsgeber 30 ist im Haltegriff 9 untergebracht. Auf die Plattform 1 sind zwei Trägerstäbe 31 aufgeschoben. Die Trägerstäbe 31 weisen auf ihrer der zu beschichtenden Fläche zugewandten Seite endseitig Zapfen 33 zum Halten des Spannrandes 5 auf. Der Spannrand 5 ist beispielsweise aus einem elastischen Gummiband derart gebildet, dass der Gummi als Schlaufe über die Zapfen 33 gespannt wird. Die Tauchwanne 7 ist rinnenförmig ausgeführt und hat einen einseitig vertieften Wannenrand, der als Abziehkante 8 fungiert. - Überschreitet die zu beschichtende Fläche die maximal mögliche horizontale Membranzuglänge der Beschichtungssubstanz, müssen zwischen den Trägerstäben 31 zusätzliche Zwischenträger 32 auf den Führungsschienen 20 der Plattform 1 verschiebbar angeordnet werden. Die Zwischenträger 32 sind gegenüber den Trägerstäben 31 endseitig mit einem Zapfenpaar 33 zum Ausformen des Spannrandes 5 in Form von Stütznasen 15 versehen. Die
Fig. 3b zeigt die Aufspannung des Spannrandes 5 beim Einsatz zweier Zwischenträger 32. - Das erfindungsgemäße Verfahren läuft mit dieser Vorrichtung wie folgt ab.
- An das Klemmstück 12 wird die Plattform 1 mit den für die Beschichtung ausgewählten Trägerstäben 31 aufgesteckt und der Spannrand 5 als Schlaufe um die Zapfen 33 gelegt. Der Trägerstab 31 gegenüber dem Haltegriff 9 wird über der Funkenstrecke 29 arretiert. Der andere, nicht arretierte Trägerstab 31 wird daneben positioniert, so dass der Spannrand 5 mit der Beschichtungssubstanz in der Tauchwanne 7 kontaktiert werden kann. Der mit Beschichtungssubstanz kontaktierte Spannrand wird dann über die Abziehkante 8 abgeführt, wodurch sich innerhalb des Spannrandes 5 eine Membran ausbildet.
- Nach der Positionierung der Vorrichtung über der zu beschichtenden Fläche wird der verschiebbare Trägerstab 31 in Richtung des Abstandshalters 28 bis in die gewünschte Endposition verschoben und die für die Beschichtung erforderliche Membran ausgeformt.
- Werden Zwischenträger 32 genutzt, müssen in der Endposition die Zwischenträger 32 zu den Trägerstäben 31 und untereinander gleiche Abstände haben.
- Durch Zuschalten einer Hochspannung auf die Spannungsleitung entsteht ein elektrisches
- Feld, dass eine Ausbeulung der Membran in Richtung der zu beschichtenden Oberfläche bewirkt. Erreicht die Ausbeulung der Membran die zu beschichtende Oberfläche, fließt die Beschichtungssubstanz der aufgespannten Membran selbsttätig auf die Oberfläche auf. Die zwischen dem Rand des Spannbandringes und der beschichteten Oberfläche verbliebene Restmembran wird durch einen mit einem Hochspannungsimpuls erzeugten Funken, der entlang der Funkenstrecke direkt auf die Restmembran gerichtet ist, zerstört.
- Besondere Struktureffekte lassen sich dadurch erreichen, dass vor Auslösung des Abflusskontaktes in die Membran Schwingungen durch Hochspannungsimpulsfolgen eingekoppelt werden.
- Für die Beschichtung von Flächen >0,2 bis <2 m2 wird die Abmessung der Plattform 1 und der Trägerstäbe 31 sowie ggf. die Anzahl der Zwischenträger 32 variiert.
-
- Plattform
- 1
- Rahmenträger
- 2
- bandförmiger Rand
- 3
- Rahmenform
- 4
- Spannrand
- 5
- Zunge
- 6
- Vorratsbehältnis, Tauchwanne
- 7
- Abziehkante
- 8
- Haltegriff
- 9
- Öffnungstaster
- 10
- Auflagefläche
- 11
- Klemmstück
- 12
- Oberfläche
- 14
- Haft- oder Stütznasen
- 15
- Spannrandrahmen
- 16
- Angesetzte Verbindungsplattform
- 17
- Folienschablone
- 18
- Rinne
- 19
- Führungsschienen
- 20
- Abziehleiste
- 21
- Gleitöffnungen
- 22
- Kapillarsporn
- 24
- Luftdruckimpulsgeber
- 25
- Luftimpulsleitung
- 26
- Öffnung in 26
- 27
- Abstandshalter
- 28
- Funkenstrecke
- 29
- Hochspannungsgeber
- 30
- Trägerstäbe
- 31
- Zwischenträger
- 32
- Zapfenpaar
- 33
Claims (30)
- Verfahren zum Erzeugen und Aufbringen dünner Schichten, insbesondere Membranen aus fließfähigen Substanzen, auf Oberflächen, bei dem aus einem Vorrat die Substanz in einer bestimmten Menge auf einem Träger dosiert, aus dieser dosierten Menge eine Membran erzeugt, diese über der Beschichtungsfläche positioniert und durch Kontakt mit der Beschichtungsfläche auf die Beschichtungsfläche auffließt,
dadurch gekennzeichnet, dass die Membran innerhalb eines in Größe und Form unveränderlichen oder veränderlichen elastischen Trägers, beispielsweise Spannrandes, aufgespannt, aus diesem zum Abfluss gebracht und der Abfluss durch Zerstören der Restmembran mittels mechanischer Mittel und/oder Funkenentladung unterbrochen wird. - Verfahren nach Anspruch 1, gekennzeichnet durch folgende Schritte:a) Kontaktieren des einen Spannrand tragenden Trägers mit der Substanz zum Dosieren der Menge auf den Spannrand,b) Erzeugen der Membran durch Ausformen bzw. Aufspannen einer zusammenhängenden dünnen Schicht am Spannrand mittels einer horizontalen Ziehbewegung,c) Bewegen der in Schritt b) erzeugten Schicht in Richtung auf die Beschichtungsfläche oder der Beschichtungsfläche auf die Schicht zu,d) Herstellen des Abflusskontaktes mit der Beschichtungsfläche durch Aufbringen eines mechanischen und/oder Einwirken eines elektrischen Feldes auf die Schicht,e) Unterbrechen des Abflusskontaktes zwischen Spannrand und Beschichtungsfläche durch Zerstören der Restmenbran.
- Verfahren nach Anspruch 1 und 2, dadurch gekennzeichnet, dass das Dosieren durch ein Tauchen des Spannrandes in die Beschichtungssubstanz durchgeführt wird.
- Verfahren nach Anspruch 1 und 2, dadurch gekennzeichnet, dass das Dosieren durch ein kapillarartiges Auffließen der Beschichtungssubstanz durchgeführt wird.
- Verfahren nach Anspruch 1 bis 4, dadurch gekennzeichnet, dass das Aufspannen durch ein einseitiges horizontales Abziehen der dosierten Menge über eine feststehende Abziehkante durchgeführt wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass das Abziehen durch eine Bewegung zwischen Abziehkante und Spannrand durchgeführt wird, wobei entweder die Abziehkante oder der Spannrand bewegt wird.
- Verfahren nach Anspruch 1 bis 4, dadurch gekennzeinchnet, dass das Ausformen durch ein Ausziehen der dosierten Menge mittels eines horizontal verschiebbaren Spannrandes durchgeführt wird.
- Verfahren nach Anspruch 5 bis 7, dadurch gekennzeichnet, dass die aufgespannte bzw. ausgeformte Schicht in Schwingung versetzt wird.
- Verfahren nach Anspruch 1 bis 5, dadurch gekennzeichnet, dass das Absenken des Spannrandes durch mechanische Druckeinwirkung auf den den Spannrand tragenden Träger durchgeführt wird.
- Verfahren nach Anspruch 1 bis 5, daduch gekennzeichnet, dass die Unterbrechung des Abflusskontaktes zwischen Membran und Beschichtungsfläche mittels Anheben und Öffnen des Spannrandes durchgeführt wird.
- Verfahren nach Anspruch 1 bis 5, dadurch gekennzeichnet, dass die Unterbrechung des Abflusskontaktes zwischen Membran und Beschichtungsfläche mittels einer elektrischen Funkenentladung durchgeführt wird.
- Verfahren nach Anspruch 1 bis 10, dadurch gekennzeichnet, dass als Beschichtungssubstanzen membranbildungsfähige Stoffe mit oder ohne Zusatz grenzflächenaktiver Stoffe verwendet werden.
- Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, mit einem als Plattform ausgebildeten Rahmenträger, gekennzeichnet durch einen an der Plattform (1) vorgesehenen, nach innen geneigten, eine geschlossene Rahmenform (4) bildenden, umlaufenden Rand (3), der an seiner der Plattform abgewandten Seite einen Spannrand (5) aufweist, einen absenkbaren Haltegriff (9) mit einem mit der Plattform verrastbaren Klemmstück (12) zum Heben und Senken der Plattform (1), mindestens einer in den Rand (3) eingefügten, Zum Zerstören der Restmembran vorgesehenen Zunge (6) mit zugeordnetem Öffnungstaster (10), ein Vorratsbehältnis (7) für die Beschichtungssubstanz und eine Abziehkante (8) zum Abziehen der am Spannrand anhaftenden Beschichtungssubstanz zur Membran.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass der Spannrand (5) an seinem Ende zylinderförmig verdickt ausgebildet ist.
- Vorrichtung nach Anspruch 13 und 14, dadurch gekennzeichnet, dass der Spannrand (5) eine gegenüber der Beschichtungssubstanz ausgeprägte Haftfähigkeit aufweist.
- Vorrichtung nach Anspruch 13 bis 15, dadurch gekennzeichnet, dass der Spannrand (5) ortsfest ausgebildet ist.
- Vorrichtung nach Anspruch 13 bis 15, dadurch gekennzeichnet, dass der Spannrand (5) ortsbeweglich ausgebildet ist.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Rahmenform (4) an die Form des zu beschichtenden Körpers angepasst ist.
- Vorrichtung nach Anspruch 13 bis 15, dadurch gekennzeichnet, dass am Spannrand (5) in das Innere der Rahmenform gerichtete Nasen (15) zur Erhöhung der Haftkapazität und/oder Stabilisierung der Membran angeordnet sind.
- Vorrichtung nach Anspruch 19, dadurch gekennzeichnet, dass die Nasen (15) integraler Bestandteil des Spannrandes (5) sind.
- Vorrichtung nach Anspruch 19, dadurch gekennzeichnet, dass die Nasen (5) strahlenförmig am Spannrand (5) angeordnet sind.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Plattform (1) seitlich über die Plattform hinausragende, parallel zueinander ausgerichtete Führungsschienen (20) aufweist.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass das Vorratsbehältnis (7) als separate flache Tauchwanne mit ortsfester Abziehkante (8) ausgebildet ist.
- Vorrichtung nach Anspruch 23, dadurch gekennzeichnet, dass die Abziehkante (8) an der Stirnseite der Tauchwanne aufsteckbar angeordnet ist.
- Vorrichtung nach Anspruch 13 und 22, dadurch gekennzeichnet, dass das Vorratsbehältnis (7) in die Plattform (1) als eine Tauchrinne (19) integriert ist, an der ein parallel zur Rinnenwand aufragender Kapillarsporn (24) zum Ausfließen der Beschichtungssubstanz auf das Niveau der Abziehebene vorgesehen ist, und dass die Abziehkante (8) als separate Abziehleiste (21) längs der Führungsschienen (20) verschiebbar angeordnet ist.
- Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass der Haltegriff (9) eine scheibenförmige Auflagenfläche (11) aufweist.
- Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, mit einem als Plattform äusgebildeten Rahmenträger, dadurch gekennzeichnet, dass die einerends mit einem Abstandshalter (28) versehene und anderenends mit einem Klemmstück (12) steckbar verbundene Plattform (1) Führungsschienen (20) aufweist, an denen mindestens zwei Trägerstäbe (31) längs verschiebbar geführt sind, die auf ihrer der zu beschichtenden Fläche zugewandten Seite endseitig mit Zapfen (33) versehen sind, um die ein endloses elastisches Spannrand (5) geführt ist, und dass eine parallel zu den Trägerstäben (31) angeordnete rinnenförmige Tauchwanne (7) mit Abziehkante (8) zur Aufnahme der Beschichtungssubstanz, ein in das Klemmstück (12) integrierter Hochspannungsgeber (30) mit einer Funkenstrecke (29) zum Verformen der Membran und Unterbrechen des Auffließens der Beschichtungssubstanz auf die Beschichtungsfläche durch Zerstören der Restmembran vorgesehen ist.
- Vorrichtung nach Anspruch 27, dadurch gekennzeichnet, dass im Bereich zwischen den Trägerstäben (31) mindestens ein entlang der Führungsschienen (20) verschieblicher Zwischenträger (32) angeordnet ist, der an seiner der zu beschichtenden Fläche zugewandten Seite endseitig mit einem Zapfenpaar (33) aufweist.
- Vorrichtung nach Anspruch 27, dadurch gekennzeichnet, dass das Klemmstück (12) mit einer Auflagenfläche (11) versehen ist.
- Vorrichtung nach Anspruch 27, dadurch gekennzeichnet, dass die Tauchwanne (7) einen als Abziehkante (8) ausgebildeten, vertieften Wannenrand aufweist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10111814 | 2001-03-02 | ||
| DE10111814A DE10111814C1 (de) | 2001-03-02 | 2001-03-02 | Vorrichtung zum Erzeugen und Aufbringen dünner Schichten auf Oberflächen |
| PCT/DE2002/000737 WO2002070143A1 (de) | 2001-03-02 | 2002-02-26 | Verfahren zum erzeugen und aufbringen dünner schichten auf oberflächen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1377390A1 EP1377390A1 (de) | 2004-01-07 |
| EP1377390B1 true EP1377390B1 (de) | 2009-03-18 |
Family
ID=7677141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02719651A Expired - Lifetime EP1377390B1 (de) | 2001-03-02 | 2002-02-26 | Verfahren zum erzeugen und aufbringen dünner schichten auf oberflächen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1377390B1 (de) |
| AT (1) | ATE425813T1 (de) |
| DE (2) | DE10111814C1 (de) |
| WO (1) | WO2002070143A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113426622A (zh) * | 2021-07-22 | 2021-09-24 | 深圳市汇亿鹏贸易有限公司 | 一种医疗器械生产用的抗菌涂层装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD240506A1 (de) * | 1985-08-26 | 1986-11-05 | Lozek Hans Joachim | Verfahren zum aufbringen duenner schichten auf oberflaechen |
| CA2054330C (en) * | 1991-10-28 | 1996-06-18 | Southpac Trust International, Inc. | Adhesive applicator dispenser |
| JPH07289973A (ja) * | 1994-04-21 | 1995-11-07 | Dainippon Screen Mfg Co Ltd | 塗布装置及び塗布方法 |
| JPH1147675A (ja) * | 1997-07-30 | 1999-02-23 | Tokyo Electron Ltd | 塗布装置及びその方法 |
| JPH11239754A (ja) * | 1998-02-25 | 1999-09-07 | Hirata Corp | 流体塗布装置および流体塗布方法 |
| JP2001121049A (ja) * | 1999-10-26 | 2001-05-08 | Nagase & Co Ltd | 枚葉式塗工装置及びそれを用いた樹脂薄層を有するシートの製造方法 |
-
2001
- 2001-03-02 DE DE10111814A patent/DE10111814C1/de not_active Expired - Fee Related
-
2002
- 2002-02-26 AT AT02719651T patent/ATE425813T1/de not_active IP Right Cessation
- 2002-02-26 DE DE50213363T patent/DE50213363D1/de not_active Expired - Lifetime
- 2002-02-26 EP EP02719651A patent/EP1377390B1/de not_active Expired - Lifetime
- 2002-02-26 WO PCT/DE2002/000737 patent/WO2002070143A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| ATE425813T1 (de) | 2009-04-15 |
| EP1377390A1 (de) | 2004-01-07 |
| DE10111814C1 (de) | 2002-08-22 |
| WO2002070143A1 (de) | 2002-09-12 |
| DE50213363D1 (de) | 2009-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3901698A1 (de) | Strukturstempel, vorrichtung und verfahren zum prägen | |
| DE2833377C3 (de) | Verfahren zum Aufbringen von"·*08"" Beschichtungsmaterial auf ein Metallband sowie Vorrichtung zur Durchführung dieses Verfahrens | |
| DE1264380B (de) | Rakel mit Farbstoffbehaelter zum Bedrucken von Florware mittels Filmdruckschablonen | |
| EP1377390B1 (de) | Verfahren zum erzeugen und aufbringen dünner schichten auf oberflächen | |
| CH666834A5 (de) | Vorrichtung zum auftragen von pastenfoermigen produkten und verfahren zum betrieb der vorrichtung. | |
| DE2525246C3 (de) | Verfahren und Vorrichtung zum Beschichten von Aluminiumbändern | |
| DE2134195C3 (de) | Vorrichtung zum Auftragen von Lötpaste auf Lötpunkte | |
| EP2601821B1 (de) | Siebdruckmaschine und siebdruckverfahren zur herstellung von platinen für die elektroindustrie | |
| DE2903429A1 (de) | Vorrichtung zur verwendung bei der verarbeitung von trockenuebertragungszeiche- o.ae. blaettern | |
| DE2447714A1 (de) | Druckvorrichtung | |
| DE318702C (de) | ||
| DE2711228A1 (de) | Vorrichtung zum kontinuierlichen beschichten einer bewegten werkstoffbahn | |
| DE2162267C3 (de) | Verfahren und Vorrichtung zum Überziehen bestimmter Flächenteile eines Gegenstandes mit einer Flüssigkeit | |
| DE2926143C2 (de) | Verfahren und Vorrichtung zum kontinuierlichen Herstellen von ausgeschäumten Metallhohlprofilen | |
| DE814857C (de) | Verfahren zum Bemustern von metallischen Oberflaechen | |
| DE19632280C2 (de) | Stempel | |
| DE1771771A1 (de) | Einrichtung zur Herstellung von Endlosfuelle durch Elektro-Plattieren mit einem endlosen Metallband | |
| DE3837828A1 (de) | Verfahren und vorrichtung zum beschichten einer substratplatte fuer einen flachen anzeigeschirm | |
| DE2244033A1 (de) | Pralinendressiervorrichtung | |
| DE66775C (de) | An Zeichendreiecke anklemmbare Schraffirvorrichtung | |
| DE279573C (de) | ||
| DE8221071U1 (de) | Fototräger | |
| DE1496744C (de) | Verfahren und Vorrichtung zur kontinuierlichen galvanoplastischen Herstellung eines siebförmigen Metall blatts | |
| DE3004702A1 (de) | Verfahren und vorrichtung zur aufbringung von dekorelementen auf die oberflaeche von keramischen formkoerpern | |
| DE2552610A1 (de) | Verfahren und vorrichtung zur herstellung von miniaturkondensatoren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030901 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17Q | First examination report despatched |
Effective date: 20070503 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50213363 Country of ref document: DE Date of ref document: 20090430 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20090318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090618 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090629 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090826 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| 26N | No opposition filed |
Effective date: 20091221 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100204 Year of fee payment: 9 |
|
| BERE | Be: lapsed |
Owner name: LOZEK, HANS Effective date: 20100228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100301 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090619 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: LOZEK, HANS Free format text: LOZEK, HANS#STRASSE DER PARISER KOMMUNE 22#10243 BERLIN (DE) -TRANSFER TO- LOZEK, HANS#STRASSE DER PARISER KOMMUNE 22#10243 BERLIN (DE) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110228 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110226 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20120316 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20120330 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100226 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090318 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130226 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130823 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130226 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50213363 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50213363 Country of ref document: DE Effective date: 20140902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140902 |