EP1477577B1 - Alliage d'aluminium, article moule fait d'un alliage d'aluminium, et procede de production d'un article moule fait d'un alliage d'aluminium - Google Patents
Alliage d'aluminium, article moule fait d'un alliage d'aluminium, et procede de production d'un article moule fait d'un alliage d'aluminium Download PDFInfo
- Publication number
- EP1477577B1 EP1477577B1 EP02762943A EP02762943A EP1477577B1 EP 1477577 B1 EP1477577 B1 EP 1477577B1 EP 02762943 A EP02762943 A EP 02762943A EP 02762943 A EP02762943 A EP 02762943A EP 1477577 B1 EP1477577 B1 EP 1477577B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- aluminum alloy
- die
- aluminum
- less
- cast product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910000838 Al alloy Inorganic materials 0.000 title claims description 86
- 238000004519 manufacturing process Methods 0.000 title description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 36
- 239000011777 magnesium Substances 0.000 claims description 35
- 239000000203 mixture Substances 0.000 claims description 28
- 239000010936 titanium Substances 0.000 claims description 25
- 229910052748 manganese Inorganic materials 0.000 claims description 21
- 229910052751 metal Inorganic materials 0.000 claims description 21
- 239000002184 metal Substances 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 17
- 239000013078 crystal Substances 0.000 claims description 16
- 229910052742 iron Inorganic materials 0.000 claims description 15
- 238000005266 casting Methods 0.000 claims description 13
- 229910052782 aluminium Inorganic materials 0.000 claims description 12
- 238000001816 cooling Methods 0.000 claims description 12
- 229910052749 magnesium Inorganic materials 0.000 claims description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 11
- 239000012535 impurity Substances 0.000 claims description 11
- 229910052719 titanium Inorganic materials 0.000 claims description 11
- 150000001875 compounds Chemical class 0.000 claims description 10
- 239000011572 manganese Substances 0.000 claims description 10
- 239000010949 copper Substances 0.000 claims description 9
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 229910052796 boron Inorganic materials 0.000 claims description 4
- 210000004443 dendritic cell Anatomy 0.000 claims description 4
- 229910052710 silicon Inorganic materials 0.000 claims description 4
- 229910052790 beryllium Inorganic materials 0.000 claims description 3
- 229910052804 chromium Inorganic materials 0.000 claims description 3
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- ATBAMAFKBVZNFJ-UHFFFAOYSA-N beryllium atom Chemical compound [Be] ATBAMAFKBVZNFJ-UHFFFAOYSA-N 0.000 claims description 2
- 230000001747 exhibiting effect Effects 0.000 claims 3
- 239000011651 chromium Substances 0.000 claims 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims 1
- 229910052750 molybdenum Inorganic materials 0.000 claims 1
- 239000011733 molybdenum Substances 0.000 claims 1
- 239000010703 silicon Substances 0.000 claims 1
- 239000000047 product Substances 0.000 description 59
- 229910045601 alloy Inorganic materials 0.000 description 24
- 239000000956 alloy Substances 0.000 description 24
- 238000012360 testing method Methods 0.000 description 16
- 230000035882 stress Effects 0.000 description 14
- 239000000126 substance Substances 0.000 description 12
- 150000002739 metals Chemical class 0.000 description 11
- 230000003647 oxidation Effects 0.000 description 10
- 238000007254 oxidation reaction Methods 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 238000007711 solidification Methods 0.000 description 7
- 230000008023 solidification Effects 0.000 description 7
- 230000032683 aging Effects 0.000 description 6
- 238000002425 crystallisation Methods 0.000 description 6
- 230000008025 crystallization Effects 0.000 description 6
- 210000001787 dendrite Anatomy 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 238000004512 die casting Methods 0.000 description 4
- 230000002401 inhibitory effect Effects 0.000 description 3
- 239000007791 liquid phase Substances 0.000 description 3
- 230000006911 nucleation Effects 0.000 description 3
- 238000010899 nucleation Methods 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 229910000914 Mn alloy Inorganic materials 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- QYEXBYZXHDUPRC-UHFFFAOYSA-N B#[Ti]#B Chemical compound B#[Ti]#B QYEXBYZXHDUPRC-UHFFFAOYSA-N 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 229910002593 Fe-Ti Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 229910019752 Mg2Si Inorganic materials 0.000 description 1
- 229910017708 MgZn2 Inorganic materials 0.000 description 1
- 229910018651 Mn—Ni Inorganic materials 0.000 description 1
- 229910033181 TiB2 Inorganic materials 0.000 description 1
- 229910007565 Zn—Cu Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000003483 aging Methods 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- SNAAJJQQZSMGQD-UHFFFAOYSA-N aluminum magnesium Chemical compound [Mg].[Al] SNAAJJQQZSMGQD-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 210000004027 cell Anatomy 0.000 description 1
- 238000006388 chemical passivation reaction Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 229910001095 light aluminium alloy Inorganic materials 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000004584 weight gain Effects 0.000 description 1
- 235000019786 weight gain Nutrition 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
- B22D21/007—Castings of light metals with low melting point, e.g. Al 659 degrees C, Mg 650 degrees C
Definitions
- the present invention relates to a cast product made of an aluminum alloy, and a process for its manufacture. More particularly, the aluminium alloy forming the die cast products shows castability suitable for even producing thin-thickness cast products and the like, and high strength as well as good ductility even as cast, and a process for producing cast products comprising the aluminum alloy.
- a highly ductile aluminum alloy die cast which is characterized in that it comprises Mg: 2.5-7.0%, Mn: 0.2-1.0%, and Ti: 0.05-0.2%, and Fe in an amount of 0.3% and Si in an amount of 0.5% or less, a porosity is 0.5% or less at a heavy-thickness part ranging from 1 to 5 mm, the average circle-equivalent diameter of crystallized substances is 1.1 ⁇ m or less, and the areal ratio of crystallized substances is 5% or less.
- This Al-Mg-Mn-Ti system alloy is such that Fe is treated as an inevitable impurity and the content is limited to less than 0.3%.
- Ni is an essential constituent element, and the toughness of die-cast products are improved by adjusting the content appropriately. Moreover, since the Mn content is much, the crystallized amount of its compounds is so much that the elongation is 10% approximately as indicated by the examples.
- a highly ductile aluminum alloy which comprises Mg: 0.01 to 1.2%, Mn: 0.5 to 2.5%; and Fe: 0.1-1.5%.
- JP-A-4 218 640 discloses an Al alloy containing 2.0 to 7.0 % Mg, 0.1 to 1.0 % Mn, 0.001 to 0.01 % Be, and 0.003 to 0.15 % Ti, optionally containing 0 to 2.0 % Si, 0 to 1.0 % Fe, 0 to 5.0 % Zn, 0 to 1.0 % Ni and 0 to 1.0 % Cr, the balance being Al and impurities, which alloy is cast by a water cooling continuous casting method.
- US 6,369,347 relates to an aluminum alloy sheet for spot welding, which comprises a starting aluminum alloy sheet which has an alloy composition containing from 2 to 6 % by weight of Mg, 0.15 to 1.0 % by weight of Fe and from 0.03 to 2.0 % by weight Mn.
- a specific example of said alloy sheet contains 4.5 % by weight Mg, 0.9 % by weight Fe, 0.35 % by weight Mn, 0.04 % by weight Cu, 0.01 % by weight Ti and 0.005 % by weight B.
- JP 62 214 163 A discloses the manufacture of a stress corrosion-resisting aluminum-magnesium alloy soft material.
- the alloy consists of, by weight, 5.3 to 9 % Mg, 0.05 to 1.0 % Mn, 0.05 to 0.3 % Cr, 0.005 to 0.2 % Ti, 0.25 to 1.00 % Fe, the balance being Al with inevitable impurities and further optionally containing 0.05 to 0.3 % Cu.
- the above alloy is subjected to rolling and if necessary to finish annealing to be formed into a soft material of a desired thickness.
- the present invention has been done in view of such circumstances. Namely, it is an object to provide a die cast product made of an aluminum alloy in which the occurrence and the like of hot tearing and micro porosity is less and accordingly which is good in terms of the castability. In particular, it is an object to provide a die cast product made of an aluminum alloy from which cast products of high strength and good ductility can be obtained even as cast. Moreover, it is an object to provide a die cast product made of an aluminum alloy which can withstand of the time change of mechanical characteristics and so forth less.
- the present inventors have been studying earnestly in order to achieve the above objects, and have repeated various systematic experiments, as a result, have discovered a die cast product made of an aluminum alloy according to claim 1, which is good in terms of the castability, and moreover from which cast products of high strength and high ductility can be obtained even as cast, by appropriately controlling the composition proportion of Mg, Mn, Fe, Ti and the cooling rate, and further a process for producing the cast product according to claim 6 and have arrived at completing the present invention.
- the aluminum alloy (Al-Mg-Mn-Fe-Ti alloy) contains Mg, Mn, Fe and Ti with an appropriate composition proportion, the castability is improved, and high strength as well as high ductility are revealed.
- Al-Mg-Mn-Fe-Ti alloy contains Mg, Mn, Fe and Ti with an appropriate composition proportion
- the present inventors focused on the relationship between the crystallization form of crystallized substances in the solidification process and the castability or mechanical properties. And, they ascertained that the hot tearing of cast products made of aluminum alloys occurs often in brittle liquid phase portions which reside between primary crystal Al dendrites growing in the solidification process.
- shrinkage stresses act on cast products when the cast products are constricted by dies in a temperature range (semi-solidus temperature range) in which the cast products are shaped and begin to have strength in the process in which the cast products are being formed by the development and combination of primary-crystal dendrites; and the stresses concentrate on the brittle liquid phase portions which reside between the dendrites so as to cause the hot tearing frequently.
- the present inventors thought of adding Fe to Al-Mg-Mn alloys, and changed the crystallization behavior in the solid-liquid coexisting zone by adjusting the Mn and Fe contents according to the Mg content so that they succeeded in obtaining good hot tearing resistance.
- the crystallization temperature zone of primary-crystal Al was narrowed so that Al-Mn-Fe eutectics were crystallized between the network isthmuses of primary-crystal Al, which had finished crystallizing, without growing the dendrites of primary-crystal Al greatly.
- the connection between respective solid phases developed rapidly under the circumstance, it is believed that the hot tearing was less likely to occur.
- the present die cast product made of an aluminum alloy can comprise primary-crystal aluminum and compounds which are dispersed uniformly, the primary-crystal aluminumhaving a dendritic cell size of 10 ⁇ m or less, the compounds having a grain diameter of 5 ⁇ m or less, it is more suitable in view of the strength and ductility. Moreover, it is more preferable when the dendritic cell size of said primary-crystal aluminum can be 5 ⁇ m or less and the grain diameter of said compounds can be 3 ⁇ m or less.
- the size of the dendritic cells is a length when measured in the longitudinal direction, and is an average value of the measured values for 100 pieces of the cells.
- the grain diameter of the compounds is assessed in the longitudinal direction (the maximum length), and is an average value of measured values on 10 view fields of a structural photograph (view field area, 70 ⁇ 100 ⁇ m) which is taken with a magnification of 100 times by using an image processor.
- the present die cast product made of an aluminum alloy even when thin-thickness die-cast products are produced, for example, it is possible to obtain cast products provided with sufficient strength and good ductility without hardly causing porosity such as hot tearing and shrinkage cavities. For instance, it is possible to obtain an aluminum alloy which exhibits a 0.2% proof stress of 130 MPa or more and a fracture elongation of 13% or more as cast being free from being subjected to a heat treatment after casting.
- the die cast product made of an aluminum alloy solution-strengthened by Mg and Mn falling in the aforementioned composition range is provided with an advantage that the change of mechanical properties with time is less without scarcely causing the hardness change by natural aging.
- a die cast product comprising the above-described aluminum alloy can be obtained by the following production process, for example.
- a process according to the present invention for producing a cast product made of an aluminum alloy comprises the steps of: pouring an aluminum alloy molten metal into a die, the aluminum alloy molten metal having a composition set forth in Claim 1; and solidifying the aluminum alloy molten metal by cooling it after the pouring step, at a cooling rate of 20 °C/sec. or more.
- the cooling rate can be 50 °C/sec. or more.
- the "aluminum alloy” set forth in the present invention not only involves aluminum alloys as a raw material for casting but also cast products (manufactured goods) made of aluminum alloys after casting.
- the "castability" set forth in the present specification is a concept which involves not only the molten metal fluidity, the releasability and the like but also the occurrence rate and so forth of hot tearing and shrinkage cavities (porosity).
- Fig. 1 is a cross-sectional view for illustrating a vertical die-casting machine equipped with a die for assessing hot tearing, die which is capable of varying the constriction length.
- Fig. 2 is a cross-sectional view taken along the line "A-A" in Fig. 1.
- Fig. 3 is a bar graph for illustrating the relationship between the constriction length and castability on each test sample.
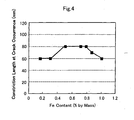
- Fig. 4 is a graph for illustrating the relationship between the hot tearing characteristics and the Fe content.
- Mg is an element which solves in the matrix of aluminum to improve the mechanical strength (for example, the tensile strength) of aluminum alloys. Moreover, Mg is an element which exerts influences on the ductility and castability of aluminum alloys as well.
- Mg is comprised less than 4.0% (percentage by mass, being the same hereinafter), the improvement of mechanical strength is not sufficient, especially, it is difficult to secure a proof stress (a 0.2% proof stress, being the same hereinafter) of 130 MPa or more.
- a proof stress a 0.2% proof stress, being the same hereinafter
- Mg is comprised in excess of 6.0%, the oxidation of molten metals is significant.
- the composition of Mn and Fe whose coarse crystallized substances start crystallizing as primary crystals according to the Mg content increment moves to a lower concentration side, the ductility is deteriorated by the crystallization of the coarse crystallized substances when the Mg content exceeds 6% in the case where Mn and Fe fall in the aforementioned composition range.
- Mg can be comprised from 4.0 to 6.0%, and it is further preferable that it can be comprised from 4.0 to 5.0%, when the entirety is taken as 100% by mass.
- Mn is an element which improves the mechanical strength of aluminum alloys by solving in the matrix of aluminum similarly to Mg, or by generating compounds with aluminum to precipitate them micro-finely in the matrix. Moreover, it also produces an effect of improving the anti-seisurability to dies.
- Mn is comprised less than 0.3%, the improvement of mechanical strength is not sufficient, and when it is comprised in excess of 0.6%, it is not preferable because coarse crystallized substances crystallize to result in lowering the ductility.
- Mn can be comprised from 0.3 to 0.6%, and it is further preferable that it can be comprised from 0.3 to 0.5%, when the entirety is taken as 100% by mass.
- Fe is an element which changes the crystallization process in solidification to inhibit hot tearing resulting from solidification shrinkage. Moreover, Fe also produces an effect of improving the anti-seisurability to dies when die-casting is carried out.
- Fe When Fe is comprised less than 0.5%, it is insufficient to change the crystallization process greatly, and the effect of inhibiting hot tearing is less. On the other hand, when Fe is comprised in excess of 0.9%, it is not preferable because coarse crystallized substances crystallize to lower the ductility. Therefore, it is preferable that Fe can be comprised from 0.5 to 0.9% when the entirety is taken as 100% by mass.
- Fe can be comprised from 0.5 to 0.8% or from 0.5 to 0.7%.
- Cr is an element which improves the mechanical strength of aluminum alloys by solving in the matrix of aluminum similarly to Mg and Mn.
- Cr can be comprised from 0.1 to 0.7%, and it is further preferable that it can be comprised from 0.2 to 0.5%, when the entirety is taken as 100% by mass.
- Ti and B become the nucleation site of primary-crystal Al. Accordingly, when those elements are added to increase, the respective crystalline grain diameters of primary-crystal Al diminish. As a result, a solid-liquid fluidic state is maintained to a higher solid-phase ratio side, and consequently the timing of stress occurrence by solidification shrinkage is put off on a lower temperature side so that it is believed that the resistance against hot tearing is improved. Specifically, it is believed as follows.
- Ti becomes the nucleation site of ⁇ -Al, constitutes micro-fine structures, and reveals the effects of inhibiting hot tearing as well as improving the ductility, moreover, can improve the proof stress of aluminum alloys as well.
- Ti is comprised less than 0.01%, no micro-fine structure can be obtained; and when Ti is comprised in excess of 0.3%, coarse crystallized substances (Al 3 Ti and the like) crystallize to result in lowering the ductility.
- Ti is comprised from 0.1 to 0.2%.
- B When B is comprised less than 0.01%, no micro-fine structure can be obtained, and when it is comprised in excess of 0.05%, it is not economical because the variation of crystalline grain diameters is less. Therefore, in the coexistence with Ti, it is suitable that 0.01-0.05% boron (B) can be included when the entirety is taken as 100% by mass. It is more suitable that it can be comprised from 0.03 to 0.05%. Note that it is economical that B can be added as titanium boride such as TiB 2 in addition to the case where it is added as a simple substance.
- Be reveals an effect on the oxidation resistance even independently, and inhibits decrease of Mg resulting from oxidation when it dissolves.
- Be beryllium
- Mo produces an effect of inhibiting the slag generation accompanied by the oxidation of Al-Mg alloy molten metals.
- Mo can be comprised from 0.05 to 0.3%, and it is further preferable that it can be comprised from 0.1 to 0.2%, when the entirety is taken as 100% by mass.
- the types and contents are not limited, however, the present inventors found out that the castability of aluminum alloys, and the strength or ductility can be improved by controlling the content of Si and Cu, inevitable impurities.
- Si an inevitable impurity
- Cu can be comprised 0.3% or less.
- Mg 2 Si is an inevitable impurity which is included in aluminum bare metal, and, when it is contained in excess of 0.5%, it is not preferable because Mg 2 Si precipitates in the matrix by natural aging to change the mechanical characteristics of aluminum alloys with time.
- Cu not only promotes hot tearing but also lowers corrosion resistance. Therefore, when an aluminum alloy according to the present invention is used as structural members, especially, it is preferable that it can be comprised 0.3% or less.
- the present die cast product made of an aluminum alloy or process for producing a cast product can be utilized in a variety of cast products made of aluminum alloys.
- the aluminum alloy is of high strength and high ductility even as cast, it is naturally advisable to carry out cold working or heat treatments after casting.
- Aluminum alloys were used which had an alloy composition of Sample Nos. 1 through 5 and Sample Nos. C1 through C7 set forth in Table 1, test samples were produced for each of the samples, test samples whose constriction length was changed variously, and each of the hot tearing characteristics was assessed. Note that Table 1 indicates them while Al, the major component, is abbreviated (being the same hereinafter).
- the casting conditions were such that the melting temperature was 750 °C; the die temperature was from 50 to 100 °C; the casting pressure was 63.7 MPa; and the plunger speed was 0.6 m/s. After the respective molten metals were poured by pressurizing with the plunger (a pouring step), they were solidified at a cooling rate of 100 °C/sec. approximately (a solidifying step).
- Aluminum alloys were used which had an alloy composition of Sample Nos. 6 through 14 and Sample Nos. C8 through C10 set forth in Table 1, and plate-shaped cast products whose thickness was 2 mm, width was 50 mm and length was 70 mm were produced by the vertical die-casting machine.
- the casting conditions were such that the melting temperature was 750 °C; the die temperature was from 50 to 100 °C; the casting pressure was 63.7 MPa; and the plunger speed was 1.4 m/s. Moreover, after the molten metals were poured by pressurizing with the plunger (a pouring step), they were solidified at a cooling rate of 100 °C/sec. approximately (a solidifying step).
- plate-shaped tensile test samples were produced whose flat-surface portions were as-cast surfaces.
- the respective test samples were used to examine the tensile strength, 0.2% proof stress and fracture elongation.
- the results are set forth in Table 2. Note that the tensile test on the respective test samples was carried out with an autograph tensile testing machine made by SHIMAZU, and the aforementioned characteristics were found from the stress-strain diagram obtained for the respective test samples.
- Aluminum alloys were used which had an alloy composition of Sample Nos. 15 through 19 and Sample Nos. C11 and C12 set forth in Table 1, and as-cast plate-shaped cast products were produced in the same manner as Example No. 2.
- the Vickers hardness was such that a hardness meter made by AKASHI was used; a load of 5 kg was loaded for 30 seconds; and the hardness was determined by converting the size of the indentation made in this instance.
- test samples were produced in the same manner as Example No. 1, test samples which comprised the alloy composition of Sample Nos. 20 through 26 set forth in Table 4 and had various constriction lengths. The respective samples were such that the Fe content was varied mainly while the Mg, Mn and Ti contents were made equal approximately. Assessing the hot tearing resistance by the constriction length at which a crack occurred was the same as the case of Example No. 1 as well. The thus obtained test results of the respective test samples are illustrated in Fig. 4.
- Al alloy molten metals were prepared which comprised the alloy composition of Sample No. 27 and Sample No. 28. The respective molten metals were measured for the weight in advance. These molten metals were put in a crucible made of alumina, and were held at 750 °C for 5 hours in an aerial atmosphere.
- Sample No. 7 an aluminum alloy of Sample No. 6 with Ti contained, was such that the crystal grains were more micro-fined so that the ductility was further improved.
- the aluminum alloys of Sample Nos. C8 through C10 falling outside the composition range according to the present invention could not make the strength and ductility compatible.
- Sample No. C8 was such that the Mn content exceeded 0.6% by mass, the elongation was less than 10% so that it was of low ductility, though the tensile strength and 0.2% proof stress were high.
- Sample No. C9 which comprised less than 0.3% by mass Mn, and Sample No. C10 which comprised less than 4.0% by mass Mg were such that the strength was insufficient, though they were of high ductility.
- Sample Nos. 15 through 19 were aluminum alloys falling within the present composition range. As can be understood from Table 3, these aluminum alloys were such that the hardness variation was insignificant between as cast and after being heated at 175 °C for 10 hours.
- Aluminum Alloy Composition (% by Mass) Mg Mn Fe Si Cu Ti Cr 1 4.98 0.31 0.75 Less than 0.1 Less than 0.01 - - 2 5.68 0.60 0.80 ⁇ ⁇ 0.15 - 3 4.98 0.32 0.50 ⁇ ⁇ ⁇ - 4 4.98 0.32 0.76 ⁇ ⁇ ⁇ - 5 4.31 0.30 0.76 ⁇ ⁇ ⁇ - 6 4.30 0.30 0.75 ⁇ ⁇ - - 7 4.31 0.30 0.76 ⁇ ⁇ 0.15 - 8 5.68 0.60 0.80 ⁇ ⁇ - 9 5.62 0.32 0.76 ⁇ ⁇ ⁇ - 10 4.79 0.52 0.85 ⁇ ⁇ 0.16 - 11 4.98 0.32 0.76 ⁇ ⁇ 0.15 - 12 4.01 0.53 0.76 ⁇ ⁇ ⁇ - 13 4.02 0.31 0.75 ⁇ ⁇ 0.16 - 14 4.30 0.30 0.75 ⁇ ⁇ - 0.21 15 5.68 0.60 0.80 ⁇ ⁇ 0.15 - 16 4.79 0.32
- Aluminum Alloy Composition (% by Mass) Mg Mn Ti Fe Si Cu 20 4.46 0.39 0.14 0.12 Less than 0.1 Less than 0.01 21 4.46 0.36 0.15 0.36 ⁇ ⁇ 22 4.32 0.37 0.14 0.50 ⁇ ⁇ 23 4.31 0.30 0.15 0.76 ⁇ ⁇ 24 4.62 0.32 0.14 0.80 ⁇ ⁇ 25 4.55 0.39 0.14 0.88 ⁇ ⁇ 26 4.36 0.34 0.12 0.98 ⁇ ⁇ TABLE 5 Sample No.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Continuous Casting (AREA)
Claims (6)
- Produit de fonderie réalisé en alliage d'aluminium, contenant:de 4,0 à 6,0 % de magnésium (Mg) ;de 0,3 à 0,5 % de manganèse (Mn) ;de 0,5 à 0,9 % de fer (Fe);de 0,1 à 0,2 % de titane (Ti) ;
en optionde 0,1 à 0,7 % de chrome (Cr);de 0,01 à 0,05 % de bord (B) ;de 0,001 à 0,01 % de béryllium (Be);de 0,05 à 0,3 % de molybdène (Mo) ;le reste étant de l'aluminium (A1) et des impuretés inévitables, dans lequel lesdites impuretés inévitables comprennent 0,5 % ou moins de silicium (Si) et 0,3 % ou moins de cuivre (Cu), le total étant pris comme 100 % en masse (pourcentage),le produit de fonderie comprenant de l'aluminium principalement cristallin et des composés Al(Mn, Fe) qui sont dispersés uniformément, l'aluminium principalement cristallin ayant une taille de cellules dendritiques de 10 µm ou moins, et les composés Al(Mn, Fe) ayant un diamètre de grains de 5 µm ou moins, etqui peut être obtenu en versant un alliage d'aluminium métallique en fusion ayant la composition ci-dessus dans un moule, et en faisant solidifier l'alliage d'aluminium métallique en fusion par refroidissement à une vitesse de refroidissement de 20 °C/seconde ou plus après l'étape de versement. - Produit de fonderie selon la revendication 1, dans lequel ledit Fe est compris à raison de 0,5 à 0,8 % en masse.
- Produit de fonderie selon la revendication 1 ou 2, présentant une résistance à la traction de 250 MPa ou plus à l'état coulé, sans avoir été soumis à un traitement thermique après la coulée.
- Produit de fonderie selon l'une quelconque des revendications 1 à 3, présentant une contrainte d'épreuve de 0,2 % à 130 MPa ou plus à l'état coulé, sans avoir été soumis à un traitement thermique après la coulée.
- Produit de fonderie selon l'une quelconque des revendications 1 à 4, présentant une élongation à la fracture de 13 % ou plus à l'état coulé, sans avoir été soumis à un traitement thermique après la coulée.
- Procédé pour produire le produit de fonderie réalisée en alliage d'aluminium selon l'une quelconque des revendications 1 à 5, le procédé comprenant les étapes consistant à :verser un alliage d'aluminium métallique en fusion dans un moule, l'alliage d'aluminium métallique en fusion ayant la composition énoncée dans la revendication 1, etfaire solidifier l'alliage d'aluminium métallique en fusion en le refroidissant après l'étape de versement à une vitesse de refroidissement de 20 °C/seconde ou plus.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001267932 | 2001-09-04 | ||
| JP2001267932 | 2001-09-04 | ||
| PCT/JP2002/008854 WO2003023080A1 (fr) | 2001-09-04 | 2002-08-30 | Alliage d'aluminium, article moule fait d'un alliage d'aluminium, et procede de production d'un article moule fait d'un alliage d'aluminium |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1477577A4 EP1477577A4 (fr) | 2004-11-17 |
| EP1477577A1 EP1477577A1 (fr) | 2004-11-17 |
| EP1477577B1 true EP1477577B1 (fr) | 2007-06-20 |
Family
ID=19093992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02762943A Expired - Lifetime EP1477577B1 (fr) | 2001-09-04 | 2002-08-30 | Alliage d'aluminium, article moule fait d'un alliage d'aluminium, et procede de production d'un article moule fait d'un alliage d'aluminium |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20050000604A1 (fr) |
| EP (1) | EP1477577B1 (fr) |
| JP (1) | JP4145242B2 (fr) |
| DE (1) | DE60220835T2 (fr) |
| WO (1) | WO2003023080A1 (fr) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100393451C (zh) * | 2006-12-13 | 2008-06-11 | 中国铝业股份有限公司 | 3104铝合金扁锭铸造方法 |
| CN100393450C (zh) * | 2006-12-13 | 2008-06-11 | 中国铝业股份有限公司 | 3104铝合金扁锭低温铸造方法 |
| KR20120052666A (ko) * | 2010-11-16 | 2012-05-24 | 삼성전자주식회사 | 바텀 샤시, 그 제조 방법 및 이를 포함하는 액정 표시 장치 |
| JP5825583B2 (ja) * | 2011-09-15 | 2015-12-02 | 国立大学法人東北大学 | ダイカスト品及びダイカスト方法 |
| EP2821772A4 (fr) * | 2012-02-29 | 2015-10-21 | Nsk Ltd | Procédé d'évaluation de rigidité de produit coulé sous pression et produit coulé sous pression |
| US10118219B2 (en) * | 2013-10-09 | 2018-11-06 | Tohoku University | Semisolid casting/forging apparatus and method as well as a cast and forged product |
| CN105886856B (zh) * | 2014-12-29 | 2018-12-25 | 通力股份公司 | 一种铝合金,由其制造的机械部件,以及其用途 |
| JP6900199B2 (ja) * | 2017-02-10 | 2021-07-07 | エス・エス・アルミ株式会社 | 鋳造用アルミニウム合金、アルミニウム合金鋳物製品およびアルミニウム合金鋳物製品の製造方法 |
| GB2568310A (en) * | 2017-11-14 | 2019-05-15 | Jaguar Land Rover Ltd | Aluminium alloy for high presure die casting |
| EP3878991A4 (fr) * | 2018-11-07 | 2021-12-15 | Nippon Light Metal Co., Ltd. | Alliage d'aluminium destiné à une coulée sous pression et matériau d'alliage d'aluminium coulé sous pression |
| JP6864704B2 (ja) * | 2019-01-16 | 2021-04-28 | 株式会社豊田中央研究所 | Al合金の再生方法 |
| KR102578561B1 (ko) | 2019-03-13 | 2023-09-15 | 노벨리스 인크. | 시효-경화성 및 고 성형성 알루미늄 합금, 이로 제조된 모놀리식 시트 및 이를 포함하는 클래드 알루미늄 합금 제품 |
| CN115786785B (zh) * | 2022-11-17 | 2024-04-02 | 大连科天新材料有限公司 | 一种高强韧免热处理压铸铝镁合金、其制备方法及应用 |
| WO2025173714A1 (fr) * | 2024-02-13 | 2025-08-21 | 日軽エムシーアルミ株式会社 | Alliage d'aluminium pour coulée, coulée d'alliage d'aluminium et son procédé de production |
| WO2026070262A1 (fr) * | 2024-09-27 | 2026-04-02 | 日本軽金属株式会社 | Alliage d'aluminium pour coulée et coulée d'alliage d'aluminium |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4636091B1 (fr) * | 1968-04-10 | 1971-10-22 | ||
| DE2129352C3 (de) * | 1971-06-14 | 1982-03-18 | Honsel-Werke Ag, 5778 Meschede | Verwendung von AlMgSi-Gußlegierungen für thermisch wechselbeanspruchte Zylinderköpfe |
| JPS545810A (en) * | 1977-06-16 | 1979-01-17 | Kubota Ltd | Aluminium alloy for casting |
| JPS62139857A (ja) * | 1985-12-12 | 1987-06-23 | Mitsui Alum Kogyo Kk | アルミニウム合金鋳物の製造方法 |
| JPH0613748B2 (ja) * | 1986-03-17 | 1994-02-23 | スカイアルミニウム株式会社 | 耐応力腐食性アルミニウム−マグネシウム合金軟質材の製造方法 |
| JPS62243748A (ja) * | 1986-04-15 | 1987-10-24 | Kobe Steel Ltd | 開缶性に優れたアルミニウム合金板の製造法 |
| AU631037B2 (en) * | 1989-12-28 | 1992-11-12 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Hard and lubricant thin film of amorphous carbon-hydrogen-silicon, iron base metallic material coated therewith, and the process for producing the same |
| JP3286982B2 (ja) * | 1990-04-25 | 2002-05-27 | 菱化マックス株式会社 | 金型素材 |
| JPH055149A (ja) * | 1991-01-28 | 1993-01-14 | Sky Alum Co Ltd | 成形用アルミニウム合金硬質板およびその製造方法 |
| JP2818721B2 (ja) * | 1992-11-12 | 1998-10-30 | 川崎製鉄株式会社 | ボディーシート用アルミニウム合金板の製造方法とこれにより得られるアルミニウム合金板 |
| US5667602A (en) * | 1995-03-31 | 1997-09-16 | Aluminum Company Of America | Alloy for cast components |
| JP3453033B2 (ja) * | 1996-10-23 | 2003-10-06 | 株式会社豊田中央研究所 | 被覆部材およびその製造方法 |
| EP0892077A1 (fr) * | 1997-07-18 | 1999-01-20 | Aluminum Company Of America | Alliage de fonderie à base d'aluminium et produits fabriqués par cet alliage |
| JP3398835B2 (ja) * | 1997-09-11 | 2003-04-21 | 日本軽金属株式会社 | 連続抵抗スポット溶接性に優れた自動車用アルミニウム合金板 |
| JP2002129271A (ja) * | 2000-10-23 | 2002-05-09 | Toyota Central Res & Dev Lab Inc | アルミニウム合金およびアルミニウム合金製鋳物の製造方法 |
-
2002
- 2002-08-30 JP JP2003527140A patent/JP4145242B2/ja not_active Expired - Fee Related
- 2002-08-30 DE DE60220835T patent/DE60220835T2/de not_active Expired - Lifetime
- 2002-08-30 WO PCT/JP2002/008854 patent/WO2003023080A1/fr not_active Ceased
- 2002-08-30 US US10/487,940 patent/US20050000604A1/en not_active Abandoned
- 2002-08-30 EP EP02762943A patent/EP1477577B1/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP4145242B2 (ja) | 2008-09-03 |
| DE60220835D1 (de) | 2007-08-02 |
| EP1477577A4 (fr) | 2004-11-17 |
| US20050000604A1 (en) | 2005-01-06 |
| EP1477577A1 (fr) | 2004-11-17 |
| DE60220835T2 (de) | 2008-03-06 |
| WO2003023080A1 (fr) | 2003-03-20 |
| JPWO2003023080A1 (ja) | 2004-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200190634A1 (en) | Method of forming a cast aluminium alloy | |
| EP1975262B1 (fr) | Alliages d'aluminium pour moulage, moulages d'alliage d'aluminium et processus de production de moulages d'alliage d'aluminium | |
| EP1477577B1 (fr) | Alliage d'aluminium, article moule fait d'un alliage d'aluminium, et procede de production d'un article moule fait d'un alliage d'aluminium | |
| EP1524324B1 (fr) | Alliage d'aluminium coulé, alliages d'aluminium coulés et leur procédé de fabrication | |
| EP2369025B1 (fr) | Alliage de magnésium et pièce coulée en alliage de magnésium | |
| EP2415889B1 (fr) | Alliage d'aluminium de type al-mg-si pour un produit moulé qui présente une excellente force portante, et élément moulé comprenant ce dernier | |
| US20110116966A1 (en) | Aluminum alloy, method of casting aluminum alloy, and method of producing aluminum alloy product | |
| JP2005264301A (ja) | 鋳造アルミニウム合金とアルミニウム合金鋳物およびその製造方法 | |
| CN104073699A (zh) | 一种Al-Si-Cu-Mg系铸造铝合金及其制备方法 | |
| US20020088512A1 (en) | Aluminum die casting alloy, aluminum die cast product and production process | |
| AU2006210790B2 (en) | Aluminum-zinc-magnesium-scandium alloys and methods of fabricating same | |
| US20040261916A1 (en) | Dispersion hardenable Al-Ni-Mn casting alloys for automotive and aerospace structural components | |
| JP2006291327A (ja) | 耐熱マグネシウム合金鋳造品 | |
| JP2002129271A (ja) | アルミニウム合金およびアルミニウム合金製鋳物の製造方法 | |
| WO2005056846A1 (fr) | Fusion d'alliages de corroyage a base d'aluminium et alliages de fonderie a base d'aluminium | |
| MXPA03001213A (es) | Aleacion basada en cu y metodo para fabricar articulo forjado de alta resistencia y alta conduccion termica utilizando la misma. | |
| JPH07331375A (ja) | 鋳造用耐熱マグネシウム合金 | |
| JP2021143373A (ja) | アルミニウム合金鍛造品およびアルミニウム合金鍛造品の製造方法 | |
| JP2025534295A (ja) | 鋳造アルミニウム合金 | |
| JP2004269971A (ja) | 鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法 | |
| JPH0835030A (ja) | 強度に優れた鋳造用アルミニウム合金 | |
| CN112695234A (zh) | 一种耐蚀铝合金及其制备方法 | |
| JP4238181B2 (ja) | 高靱性Al合金鋳物 | |
| JP2018165405A (ja) | コーティングがない低圧永久鋳型のための方法および合金 | |
| JPH0213020B2 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040213 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20040913 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 16A | New documents despatched to applicant after publication of the search report |
Effective date: 20041124 |
|
| 17Q | First examination report despatched |
Effective date: 20050210 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE |
|
| REF | Corresponds to: |
Ref document number: 60220835 Country of ref document: DE Date of ref document: 20070802 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080325 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140827 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60220835 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160301 |