EP1486588A2 - Verfahren zum Hydratisieren von Metalloxidschichten aufweisendende Metallteilen sowie hydratisierte Metallteile. - Google Patents
Verfahren zum Hydratisieren von Metalloxidschichten aufweisendende Metallteilen sowie hydratisierte Metallteile. Download PDFInfo
- Publication number
- EP1486588A2 EP1486588A2 EP03022760A EP03022760A EP1486588A2 EP 1486588 A2 EP1486588 A2 EP 1486588A2 EP 03022760 A EP03022760 A EP 03022760A EP 03022760 A EP03022760 A EP 03022760A EP 1486588 A2 EP1486588 A2 EP 1486588A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- oxide layer
- metal
- metal oxide
- aluminum
- partial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/18—After-treatment, e.g. pore-sealing
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/18—After-treatment, e.g. pore-sealing
- C25D11/24—Chemical after-treatment
- C25D11/246—Chemical after-treatment for sealing layers
Definitions
- the invention relates to a method for hydrating metal oxide layers having metal parts.
- an aluminum component is present as the metal part, a thin, so-called natural aluminum oxide layer spontaneously forms on the surface under atmospheric conditions, which gives the aluminum component a relatively good corrosion protection.
- Anodic (electrolytic) oxidation of the aluminum component makes it possible to form a porous anodic aluminum oxide layer on the surface, which is very hard and resistant to wear. Due to its pore structure, the anodic aluminum oxide layer has a very large surface area.
- the aluminum oxide layer is hydrated. In this case, water is stored in the form of crystal water in the initially amorphous aluminum oxide layer. The volume of this alumina hydrate is greater than that of the alumina, so that the pores of the alumina layer are filled and sealed.
- Anodized aluminum components withstand many mechanical and chemical stresses due to their aluminum oxide layer.
- anodic oxide layers are attacked in both alkaline and acidic solutions.
- Such solutions are increasingly used in the cleaning of aluminum components.
- the surface is covered with highly transparent coatings.
- Particularly suitable are so-called SolGel lacquers based on SiO 2 .
- Such coating systems are baked after application by dipping, spraying, rolling or casting in an oven at temperatures up to 300 ° C. During this firing, the SiO 2 crosslinks, so that the layer can thereby develop its protective properties.
- the invention is therefore based on the object, the above To avoid disadvantages.
- a method for solving this problem Hydration of metal oxide layers containing metal parts provided in which the hydrating only in the area of one opposite the thickness of the metal oxide layer thinner, outboard Surface layer by stopping the hydration process for obtaining a partially hydrated metal oxide layer is carried out.
- a metal part which is a Metal oxide layer produced in particular by anodizing can not be "completely” hydrated, so that the pores the oxide layer does not fill up completely, but they become only in the area of the surface, ie in the surface layer mentioned locked.
- the surface layer forms only a part the thickness of the entire metal oxide layer. So that's just one partial densification or hydration before.
- the metal oxide layer is generated by anodizing. Among them is especially one to understand electrolytic treatment method.
- the metal part may consist of pure metal or of a Alloy.
- it is provided that it is the metal part around an aluminum part or aluminum alloy part with one the metal oxide layer forming aluminum oxide layer or Aluminum alloy oxide layer.
- the partial hydration may preferably be carried out with hot Water or with hot steam. Especially a hot water bath is used.
- the partial hydration is preferred with a Temperature less than 100 ° C, in particular with a temperature of 65 ° C to 99 ° C, performed.
- the water bath has a temperature less than 100 ° C, in particular a temperature of 65 ° C to 99 ° C, on.
- the partial hydration over a Treatment period of 0.5 to 120 minutes can be provided.
- additives are added.
- the additives are in particular polycarbonates, polyhydroxy compounds, Polyhydroxycarboxylates, polyphosphonates and / or polycarboxylic acids.
- the partially hydrated metal part or its partially hydrated metal oxide layer is preferred with a surface coating Mistake.
- a surface coating Mistake are in particular a transparent, in particular a highly transparent surface coating.
- a ceramic surface coating be applied.
- This ceramic surface coating is designed as a thin-ceramic coating, the means, it has a thickness of 0.2 to 7 ⁇ , in particular from 0.5 to 5 ⁇ on.
- the surface coating can be sprayed, rolled, Casting or diving, preferably with electrostatic support, be applied.
- the surface coating becomes particular cured by heating.
- the surface coating used is in particular silica or a coating comprising silica.
- the invention relates to a metal part with a hydrated metal oxide layer.
- the metal oxide layer is only in the area of one opposite their thickness thinner, outer surface layer by stopping the hydrating process for obtaining one only hydrated partially hydrated metal oxide layer.
- a metal part is an aluminum part or aluminum alloy part.
- Whose Aluminum oxide layer or aluminum alloy oxide layer is preferably an anodized aluminum oxide layer or Aluminiumlegleitersoxid für.
- On the surface this layer is preferably a ceramic coating, in particular a thin ceramic coating.
- the process of anodizing, hydrating and coating, in particular a coating with a SolGel system is as follows:
- the aluminum part is degreased. optional It can be mechanically polished before degreasing. After this Degreasing is followed by a rinse. If optional after degreasing a pickling is provided, it is first rinsed, then pickled and then rinsed again. Next comes an acidic Pickling. At this point can also be provided: Optional Rinsing, optional chemical or electrochemical glazing, optional Rinse, optional alkaline decoction, optional rinse, optional picking sour, with all or some of these processes in succession or only one of these operations is / will be performed.
- the aluminum part is anodized, which in particular takes place electrolytically. Afterwards, a rinse is done carried out.
- the hydration takes place only in the area opposite the thickness of the aluminum oxide layer thinner, outer surface layer by stopping the hydration process for the Obtaining an only partially hydrated aluminum oxide layer.
- the Hydration is in a hot water at a Temperature of 65 ° C to 99 ° C and a treatment time of less than 3 minutes per ⁇ m of the aluminum oxide layer.
- additives such as polycarbonates, Polyhydroxy compounds, polyhydroxycarboxylates, polyphosphonates and / or polycarboxylic acids added.
- the Surface of the partially hydrated aluminum part with a ceramic surface coating with a thickness of 0.5 to 5 provided.
- a heat treatment especially in the range of 150 to 300 ° C, the coating crosslinked.
- the coating is a SolGel system or other low-molecular paint systems.
- the surface coating has in particular silicon dioxide.
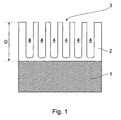
- FIG. 1 shows a section through the mentioned aluminum part 1, which has an aluminum oxide layer 2.
- the thickness of the aluminum oxide layer 2 is marked D. It can be seen that the Alumina layer 2 a plurality of open at the surface 3 Having pores 4.
- the aluminum oxide layer 2 of the aluminum part 1 was prepared by anodizing, ie electrolytic treatment, generated.
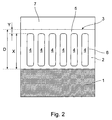
- FIG. 2 It can be seen from FIG. 2 that the aluminum part 1 of FIG. 1 partially hydrated.
- the treatment took place in a hot Water bath and was not completed, but broken off.
- the pores 4 have not completely filled and closed, but the hydration has only in the range of a surface layer 5 of the alumina layer 2 so took place that the pores 4 filled only in the upper area and closed but are still within the alumina layer 2, now, however, with a shortened length, are.
- the aluminum oxide layer 2 is thus composed of a pore 4 having Base layer 6 of thickness X and the overlying outer, hydrated surface layer 5 of thickness Y together.
- D X + Y.
- a surface coating 7 was applied to the surface 3 of the partially hydrated aluminum oxide layer 2 according to FIG. This is a thin-ceramic surface coating which - due to the closed pores 4- can not or only slightly penetrate into the partially hydrated aluminum oxide layer 2.
- the applied ceramic surface layer 7 was crosslinked.
- the surface coating is 5 to 7 microns thick and has SiO 2 .
- the inventive method at Use aluminum parts for the automotive industry. That's the way it is possible, for example, trim strips and the like by means of the said process steps optically very attractive train.
- the method may also be used for household items, For example, cake pans, pans, pans and the like be used.
- the coating material is a SolGel system used.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Chemical Treatment Of Metals (AREA)
- Laminated Bodies (AREA)
- Chemically Coating (AREA)
Abstract
Description
- Figur 1
- eine schematische Schnittansicht durch ein mit anodisierter Aluminiumoxidschicht versehenes Aluminiumteil und
- Figur 2
- das Aluminiumteil der Figur 1 mit teilweise hydratisierter Aluminiumoxidschicht und auf die Oberfläche der Alumiumoxidschicht aufgebrachter dünnkeramischer Beschichtung.
Claims (24)
- Verfahren zum Hydratisieren von Metalloxidschichten aufweisenden Metallteilen, dadurch gekennzeichnet, dass das Hydratisieren nur im Bereich einer gegenüber der Dicke der Metalloxidschicht dünneren, außenliegenden Oberflächenschicht durch Abbruch des Hydratisier-Prozesses für den Erhalt einer nur teilweisen hydratisierten Metallloxidschicht durchgeführt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Metalloxidschicht durch Anodisieren erzeugt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein Metallteil bestehend aus Reinmetall oder bestehend aus einer Legierung verwendet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass als Metallteil ein Aluminiumteil oder Aluminiumlegierungsteil mit einer die Metalloxidschicht bildenden Aluminiumoxidschicht beziehungsweise Aluminiumlegierungsoxidschicht verwendet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das teilweise erfolgende Hydratisieren durch Heißverdichten durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das teilweise erfolgende Hydratisieren mit heißem Wasser oder heißem Dampf durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das teilweise erfolgende Hydratisieren in einem heißen Wasserbad durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das teilweise erfolgende Hydratisieren mit einer Temperatur < 100°C, insbesondere mit einer Temperatur von 65 bis 99°C, durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das teilweise erfolgende Hydratisieren in einem Wasserbad mit einer Temperatur < 100°C, insbesondere mit einer Temperatur von 65 bis 99°C, durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das teilweise erfolgende Hydratisieren bei einer Temperatur < 100°C, insbesondere bei einer Temperatur von 65 bis 99°C, und einer Dauer von weniger als drei Minuten Behandlungszeitdauer pro µm Schichtdicke der Metalloxidschicht durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das teilweise erfolgende Hydratisieren sich über eine Behandlungszeitdauer von 0,5 bis 120 Minuten erstreckt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass dem für das teilweise erfolgende Hydratisieren verwendeten Wasser, Dampf oder Wasserbad Zusätze zugegeben werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass als Zusätze Polycarbonate, Polyhydroxiverbindungen, Polyhydroxicarboxylate, Polyphosphonate sowie Polycarbonsäuren verwendet werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die teilweise hydratisierte Metalloxidschicht mit einer Oberflächenbeschichtung versehen wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine transparente, insbesondere eine hochtransparente Oberflächenbeschichtung verwendet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine keramische Oberflächenbeschichtung aufgebracht wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die keramische Oberflächenbeschichtung bis zu einer Dicke von 0,2 bis 7 µ, insbesondere von 0,5 bis 5 µ zur Erzeugung einer dünnkeramischen Beschichtung aufgebracht wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Oberflächenbeschichtung durch Spritzen, Walzen, Gießen oder Tauchen, bevorzugt mit elektrostatischer Unterstützung, aufgetragen wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Oberflächenbeschichtung durch Erwärmung ausgehärtet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Oberflächenbeschichtung verwendet wird, die Siliciumdioxid aufweist oder aus Siliciumdioxid besteht.
- Metallteil mit einer hydratisierten Metalloxidschicht, hergestellt insbesondere nach dem Verfahren gemäß einem oder mehreren der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Metalloxidschicht nur im Bereich einer gegenüber ihrer Dicke dünneren, außenliegenden Oberflächenschicht durch Abbruch des Hydratisier-Prozesses für den Erhalt einer nur teilweise hydratisierten Metalloxidschicht hydratisiert ist.
- Metallteil nach Anspruch 21, dadurch gekennzeichnet, dass es ein Aluminiumteil oder Aluminiumlegierungsteil mit einer Aluminiumoxidschicht beziehungsweise Aluminiumlegierungsoxidschicht ist.
- Metallteil nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Aluminiumoxidschicht beziehungsweise Aluminiumlegierungsoxidschicht eine anodisierte Aluminiumoxidschicht beziehungsweise Aluminiumlegierungsoxidschicht ist.
- Metallteil nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sich auf der Oberflächenschicht eine keramische Beschichtung befindet.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI200332561T SI1486588T1 (en) | 2002-10-10 | 2003-10-10 | Method for the hydrogenation of metal parts with metallo-oxide layers |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE20220540U | 2002-10-10 | ||
| DE20220540 | 2002-10-10 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1486588A2 true EP1486588A2 (de) | 2004-12-15 |
| EP1486588A3 EP1486588A3 (de) | 2006-09-06 |
| EP1486588B1 EP1486588B1 (de) | 2017-12-13 |
Family
ID=33185814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03022760.7A Expired - Lifetime EP1486588B1 (de) | 2002-10-10 | 2003-10-10 | Verfahren zum Hydratisieren von Metalloxidschichten aufweisendende Metallteilen |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1486588B1 (de) |
| ES (1) | ES2658830T3 (de) |
| HU (1) | HUE036817T2 (de) |
| PT (1) | PT1486588T (de) |
| SI (1) | SI1486588T1 (de) |
| TR (1) | TR201802092T4 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2824221A1 (de) * | 2013-07-12 | 2015-01-14 | Eloxal Höfler GmbH | Verfahren zur Herstellung eines korrosionsbeständigen und verschleissfähigen Aluminiumsubstrats |
| EP2904131A1 (de) * | 2012-10-08 | 2015-08-12 | Süddeutsche Aluminium Manufaktur GmbH | Verfahren zum herstellen einer sol-gel-beschichtung auf einer zu beschichtenden oberfläche eines bauteils sowie entsprechendes bauteil |
| US11312107B2 (en) * | 2018-09-27 | 2022-04-26 | Apple Inc. | Plugging anodic oxides for increased corrosion resistance |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB965837A (en) * | 1962-06-19 | 1964-08-06 | Charles Calvin Cohn | Treatment of aluminum oxide coatings |
| US3440150A (en) * | 1966-02-10 | 1969-04-22 | Martin Marietta Corp | Dual-seal anodized aluminum |
| BE817875A (fr) * | 1973-07-30 | 1974-11-18 | Procede pour augmenter l'adherence d'une couche isolante photoconductrice sur un substrat conducteur et application a un element de formation d'image utilise dans un appareil electrophotographique |
-
2003
- 2003-10-10 EP EP03022760.7A patent/EP1486588B1/de not_active Expired - Lifetime
- 2003-10-10 TR TR2018/02092T patent/TR201802092T4/tr unknown
- 2003-10-10 PT PT30227607T patent/PT1486588T/pt unknown
- 2003-10-10 HU HUE03022760A patent/HUE036817T2/hu unknown
- 2003-10-10 ES ES03022760.7T patent/ES2658830T3/es not_active Expired - Lifetime
- 2003-10-10 SI SI200332561T patent/SI1486588T1/en unknown
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2904131A1 (de) * | 2012-10-08 | 2015-08-12 | Süddeutsche Aluminium Manufaktur GmbH | Verfahren zum herstellen einer sol-gel-beschichtung auf einer zu beschichtenden oberfläche eines bauteils sowie entsprechendes bauteil |
| EP2824221A1 (de) * | 2013-07-12 | 2015-01-14 | Eloxal Höfler GmbH | Verfahren zur Herstellung eines korrosionsbeständigen und verschleissfähigen Aluminiumsubstrats |
| WO2015003798A1 (de) * | 2013-07-12 | 2015-01-15 | Eloxal Höfler Gmbh | Verfahren zur herstellung eines korrosionsbeständigen und verschleissfähigen aluminiumsubstrats |
| US11312107B2 (en) * | 2018-09-27 | 2022-04-26 | Apple Inc. | Plugging anodic oxides for increased corrosion resistance |
Also Published As
| Publication number | Publication date |
|---|---|
| HUE036817T2 (hu) | 2018-07-30 |
| TR201802092T4 (tr) | 2018-03-21 |
| ES2658830T3 (es) | 2018-03-12 |
| PT1486588T (pt) | 2018-02-27 |
| EP1486588A3 (de) | 2006-09-06 |
| SI1486588T1 (en) | 2018-03-30 |
| EP1486588B1 (de) | 2017-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3887520T2 (de) | Thermisches spritzen von rostfreiem stahl. | |
| DE3133189C2 (de) | "Verfahren zur Aktivierung von Titanoberflächen" | |
| EP3019644B1 (de) | Verfahren zur herstellung eines korrosionsbeständigen und verschleissfähigen aluminiumsubstrats | |
| EP2145980A1 (de) | Farbige Edelstahloberfläche und Verfahren zum Färben von Edelstahl | |
| EP1486588B1 (de) | Verfahren zum Hydratisieren von Metalloxidschichten aufweisendende Metallteilen | |
| EP1706518B1 (de) | Schutzschicht fur eine aluminiumhaltige legierung fur den einsatz bei hohen temperaturen, sowie verfahren zur herstellung einer solchen schutzschicht | |
| DE3708869A1 (de) | Verfahren zur herstellung eines schutzueberzuges auf einem werkstueck aus titan oder einer titanlegierung | |
| DE4120202A1 (de) | Verfahren zur emissionsfreien, insbesondere fckw-freien, reinigung von praezisions-optiken bzw. -optikbaugruppen | |
| DE3043381C2 (de) | Verwendung von spektralselektiv beschichteten Oberflächen sowie Verfahren zu ihrer Herstellung | |
| EP0836931A3 (de) | Schichtkörper und Verfahren zur Herstellung eines Schichtkörpers | |
| DE2050441A1 (de) | Verfahren zur Herstellung eines KoI bennngs | |
| EP0761844A1 (de) | Verfahren zur galvanischen Verchromung | |
| DE3441841A1 (de) | Verfahren zur endbearbeitung einer mattierten metallischen oberflaeche | |
| DE8622923U1 (de) | Bratpfanne aus Aluminium mit beschichtetem Boden | |
| EP0906964A3 (de) | Wärmedämmschicht und Verfahren zu ihrer Herstellung | |
| DE2403057A1 (de) | Mehrfach geschichtetes kochgeschirr | |
| EP0127774B1 (de) | Verfahren zum Schutz von anodisch oxidiertem Aluminium | |
| DE10347145A1 (de) | Verfahren zur Herstellung einer Verschleißschutzschicht | |
| AT403001B (de) | Verfahren zur herstellung einer beschichteten oberfläche für bratpfannen | |
| DE10049579B4 (de) | Verfahren zur Herstellung einer dekorativen Oberfläche | |
| DE2361017B2 (de) | Verfahren zum Borieren der Oberfläche eines metallischen Werkstücks | |
| DE2244467C3 (de) | Verfahren zur Herstellung eines Aluminiumdrahtes mit einer elektrischen Isolationsschicht durch Behandeln mit einer Chromat enthaltenden Lösung | |
| DE300836C (de) | ||
| DE2601416A1 (de) | Verfahren zum erzeugen verschleissfester oberflaechen auf artikeln aus einer siliziumreichen aluminiumlegierung | |
| DE516607C (de) | Verfahren zur Herstellung von Emailmalereien auf Metallflaechen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C25D 11/18 20060101AFI20041026BHEP Ipc: C25D 11/24 20060101ALI20060801BHEP |
|
| 17P | Request for examination filed |
Effective date: 20070306 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20090826 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170616 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 954442 Country of ref document: AT Kind code of ref document: T Effective date: 20171215 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50315723 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE Ref country code: PT Ref legal event code: SC4A Ref document number: 1486588 Country of ref document: PT Date of ref document: 20180227 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20180221 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2658830 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180312 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180313 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E036817 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50315723 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181010 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171213 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181011 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20190701 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20190919 Year of fee payment: 17 Ref country code: SK Payment date: 20190924 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 954442 Country of ref document: AT Kind code of ref document: T Effective date: 20181010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181010 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191019 Year of fee payment: 17 Ref country code: HU Payment date: 20191016 Year of fee payment: 17 Ref country code: SE Payment date: 20191021 Year of fee payment: 17 Ref country code: IE Payment date: 20191022 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20191122 Year of fee payment: 17 Ref country code: IT Payment date: 20191024 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20191021 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50315723 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20201010 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 26456 Country of ref document: SK Effective date: 20201010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210501 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210412 Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201011 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201011 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201010 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201010 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181010 |