EP1533109A2 - Press punch for making ceramic tiles and press with this punch - Google Patents
Press punch for making ceramic tiles and press with this punch Download PDFInfo
- Publication number
- EP1533109A2 EP1533109A2 EP04026434A EP04026434A EP1533109A2 EP 1533109 A2 EP1533109 A2 EP 1533109A2 EP 04026434 A EP04026434 A EP 04026434A EP 04026434 A EP04026434 A EP 04026434A EP 1533109 A2 EP1533109 A2 EP 1533109A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stamp
- pressure sensors
- pressure
- cover plate
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/065—Press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/0063—Control arrangements
- B28B17/0081—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0094—Press load monitoring means
Definitions
- the invention relates to a press die for manufacturing ceramic tile blanks of compacted powdery Granules in a mold, with a stamp base plate, a stamp cover plate and pressure sensors for measuring by the stamp cover plate in adjacent zones on the Stamp base plate transmitted pressure reaction forces.
- a punch of this type is known from EP 0893217 A1.
- the stamp cover plate consists of a rubber elastic polymer and between the Stamp cover plate and the stamp base plate an oil pad is interposed.
- the space containing the oil filling in the stamp base plate is perpendicular to the Plate surface extending ridges in several chambers divided.
- Each chamber is a pressure sensor and a valve assigned.
- the valves When the valves are open, the oil pressure in all Chambers equal, and the press stamp has the function of a isostatic press stamp. With closed valves can the pressure-reaction forces acting on the individual chambers associated zones of the stamp cover plate act through the Pressure sensors are determined.
- the signals of the pressure sensors serve to measure the density distribution of the granules at the end of the pressing process and can be used to correct the filling process be used.
- This well-known press stamp makes for measuring the Density distribution in the tile blank takes advantage of the fact that with uneven distribution of the powdery Granules in the mold at the end of the pressing process the bodies correspondingly higher reaction forces with higher compression cause the surface of the stamp cover plate while Make lower compaction of the material lower Reaction forces on the surface of the stamp cover plate require.
- the measurement of these reaction forces in the different zones of the stamp cover plate allows so Immediate conclusions about the distribution of the mixture in the mold.
- the control of the density distribution with the help of the press ram itself has the advantage of being continuous, that is to say every tile blank, can be done. It does not require one additional work and time, since they are in the Pressing process is integrated. Because the measurements at each single tile blank can be made immediately in the production process be intervened if at a Tile blank detected a faulty density distribution becomes.
- the well-known isostatic press stamp one such continuous control is allowed, however, is complicated in its structure and puts its profitability by high Acquisition costs and high maintenance costs in question.
- the measurement of the density distribution in the Tile blanks still in the way that during the Production at regular intervals a tile blank in a number of samples are divided, of which the density is on Conventional way by measuring the weight and the Volume of the samples, and from this the density distribution in the Tile blanks is determined.
- the invention is based on the object, a press ram to develop with the features mentioned, the simpler in its construction and more robust in practical operation is.
- this object is achieved in that the Pressure sensors directly between the stamp base plate and the stamp cover plate are arranged to be made of flat Sensors consist, the pressure of their electrical Change properties, and that the thickness of the stamp cover plate depending on the specific pressing pressure and the Sensitivity of the pressure sensors is selected.
- the sensors can, for example, pressure sensors off Be materials that under pressure their electrical Change resistance.
- the sensors can also from a consist of piezoelectric material, that is from a Material in which a current flow occurs under pressure. These piezoelectric materials may be both to inorganic crystalline substances as well as to certain Polymers act whose molecules upon solidification by applying be aligned with a strong electric field.
- the pressure sensor system can be designed, for example be that between the stamp base plate and the Stamp deck several independent and after a predetermined distribution pattern arranged pressure sensors are provided. In this case, therefore, come small-scale single pressure sensors for use, either gapless or at more or less great distances from each other are arranged.
- the pressure sensor system may also be a between the stamp base plate and the stamp cover plate arranged large-scale pressure sensor act whose Surface by suitable structuring in a number of Single sensors is divided.
- the pressure sensor system of a large-area layer of a material that is at Pressure action changes its electrical resistance, and that the layer on each side with a crowd strip-shaped electrodes is in contact, wherein the Electrode on one side of the layer Electrode on the other side of the layer under one Angle crosses, with the electrical resistance of the layer in each case at the crossing points of the electrodes for the determination the pressure-reaction forces is used.
- suitable plate-shaped pressure sensor systems are as such known and commercially available.
- the press die according to the invention has a relative simple construction, making it less in the making consuming and less prone to failure in operation than the known isostatic press stamp.
- the pressure sensor system is in a plate-shaped, with the necessary connection elements arranged component arranged as such between the Stamp base plate and the stamp cover plate is interposed.
- This device can expediently as a separate component interchangeable with the Stamp base plate and the stamp cover plate screwed become.
- the necessary elastic deformability of the stamp cover plate is of the accuracy of those obtained from the pressure sensors Information dependent.
- its thickness may vary according to its size and about 10 depending on the applied pressing pressure up to 20 mm.
- the deformed Stamp cover plate at the applied high pressing pressures of 250 to 600 bar slightly when in the tile blank Density differences exist.
- These minor ones Deflections of the stamp cover plate in the order of A few hundredths of a millimeter are enough to get from the Pressure sensors to obtain signals that are relatively accurate correspond to the pressure differences.
- the signals supplied by the pressure sensor system can be described as such for the control of the production process be used. For example, these signals can do so serve to control the filling device for the molds so that at the next filling of the molds on the Whole area of the mold reaches a uniform level becomes.
- Such an automatic filling device is z.
- the signals can also be used for this purpose be, in a press, in which on a stamp carrier plate Several isostatic press punches are arranged, the amount the incompressible fluid in the isostatic To regulate pressing punches, so as to the pressing pressure in the individual Correct pressing molds. Suitable for this purpose isostatic press punches are for example in the European Patent Application 04021860.
- the signals of the pressure sensor system can also directly converted into density values.
- stamp carrier plate 2 is in turn attached to a crossbeam, not shown, on which the impression cylinders act.
- the upper press punches interact with unillustrated lower punching dies, which rest on the press table via corresponding support bodies or mounted on a movable ejection mechanism, which allows the raising and lowering of the lower ram.
- the press ram system according to the invention can optionally in the be integrated in the upper or in the lower punch.
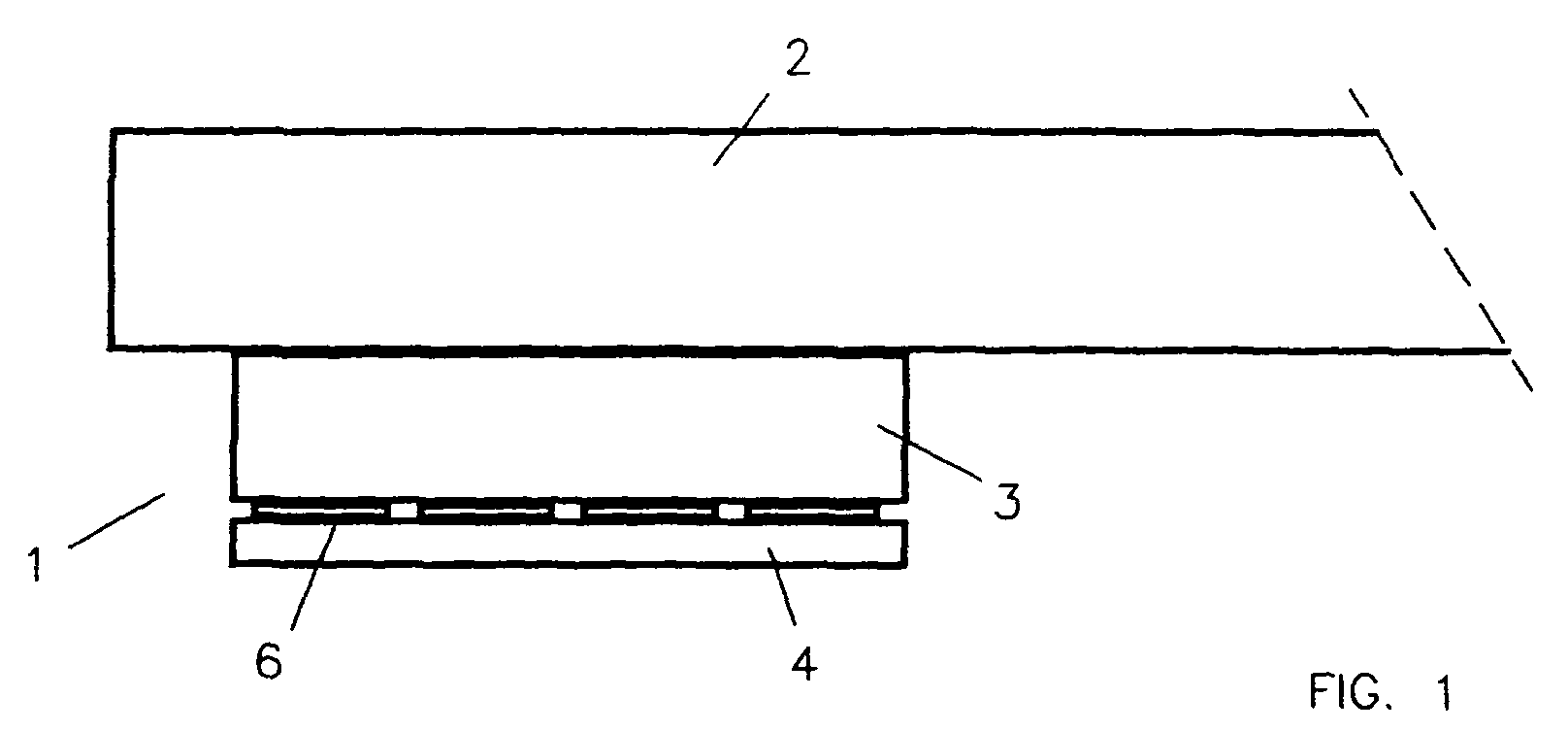
- Each ram 1 comprises a stamp base 3 and a stamp plate 4 attached to stamp base 3 which is made of hardened steel, for example.
- stamp base 3 which is made of hardened steel, for example.
- stamp cover plate 4 At a Side length of the stamp cover plate 4, for example, 30 cm The thickness of the stamp cover plate 4 is about 12 mm.
- Fig. 1 are between the stamp base plate 3 and the stamp cover plate 4 Evenly distributed over the surface pressure sensors 6 arranged.
- pressure sensors for example, commercially available individual pressure sensors of the type PST of the company Steadlands are used as their pressure increases change electrical resistance.
- the of the pressure sensors. 6 supplied electrical signals are not sent to one shown control unit forwarded.
- the signals are further processed and serve on the one hand to display the density distribution and to control the press through threshold parameters that are met have to.
- Fig. 2 shows an embodiment with a large area Pressure sensor that extends substantially over the entire Cross section of the press ram extends.
- This Pressure sensor system comprises a continuous layer 16 from a material that under pressure its resistance changes. The layer 16 is in contact on one side with a bevy of parallel to each other strip-shaped electrodes 17, and on the other side also with a crowd parallel to each other Electrodes 18 which are at right angles to the electrodes 17 run. At each crossing point of two electrodes can be read a signal at the corresponding electrodes, the at this point acting on the layer 16 compressive force equivalent.
- Pressure sensor systems of this type are also known as such known and, for example as "I-scan system" of Company Tekscan commercially available.
- Suitable pressure sensors the physical effect of Exploiting piezoelectricity, are also commercially available available, for example, the piezoelectric Foil sensors of the company Mirow Systemtechnik GmbH.
- These Piezoelectric film sensors consist of a metal steamed plastic layer whose molecules solidify aligned by applying a strong electric field become. When pressure is applied to the film, move the electrical charges, causing a current flow arises. Leave by appropriate structuring of the surface accommodate any number of individual sensors. With help a specially developed electronics are the small Charge shifts strengthened accordingly and deliver so the desired electrical signals.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Automation & Control Theory (AREA)
- Manufacturing & Machinery (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
Ein Pressstempel zum Herstellen keramischer Fliesenrohlinge
umfaßt eine Stempelträgerplatte (2), eine auf der
Stempelträgerplatte (2) angeordnete Stempelgrundplatte (3) und
eine Stempeldeckplatte (4). Die einander gegenüber liegenden
Oberflächen der Stempelgrundplatte (3) und der
Stempeldeckplatte (4) sind eben. Zwischen diesen ebenen
Oberflächen sind Drucksensoren (6) mit planparallelen
Oberflächen und einem bei Druckeinwirkung seine elektrischen
Eigenschaften ändernden Messfühlersystem angeordnet. Die Dicke
der Stempeldeckplatte (4) wird in Abhängigkeit von dem
spezifischen Pressdruck und der Empfindlichkeit der
Drucksensoren (6) gewählt. Die Drucksensoren (6) messen die
durch die Stempeldeckplatte (4) auf die Stempelgrundplatte (3)
übertragenen Druck-Reaktionskräfte. Die von den Drucksensoren
gelieferten elektrischen Signale dienen für die Steuerung des
Produktionsprozesses.
Description
Die Erfindung betrifft einen Pressstempel zum Herstellen keramischer Fliesenrohlinge aus verdichtetem pulverförmigen Granulat in einer Pressform, mit einer Stempelgrundplatte, einer Stempeldeckplatte und Drucksensoren zum Messen der durch die Stempeldeckplatte in benachbarten Zonen auf die Stempelgrundplatte übertragenen Druck-Reaktionskräfte.The invention relates to a press die for manufacturing ceramic tile blanks of compacted powdery Granules in a mold, with a stamp base plate, a stamp cover plate and pressure sensors for measuring by the stamp cover plate in adjacent zones on the Stamp base plate transmitted pressure reaction forces.
Ein Pressstempel dieser Art ist aus der EP 0893217 A1 bekannt. Bei diesem bekannten Pressstempel handelt es sich um einen isostatischen Pressstempel, bei dem die Stempeldeckplatte aus einem gummielastischen Polymer besteht und zwischen der Stempeldeckplatte und der Stempelgrundplatte ein Ölkissen zwischengeschaltet ist. Der die Ölfüllung enthaltende Raum in der Stempelgrundplatte ist durch senkrecht zur Plattenoberfläche verlaufende Stege in mehrere Kammern unterteilt. Jeder Kammer sind ein Drucksensor und ein Ventil zugeordnet. Bei geöffneten Ventilen ist der Öldruck in allen Kammern gleich, und der Pressstempel hat die Funktion eines isostatischen Pressstempels. Bei geschlossenen Ventilen können die Druck-Reaktionskräfte, die auf die den einzelnen Kammern zugeordneten Zonen der Stempeldeckplatte einwirken, durch die Drucksensoren bestimmt werden. Die Signale der Drucksensoren dienen zur Messung der Dichteverteilung des Granulats am Ende des Pressvorgangs und können zur Korrektur des Füllvorgangs verwendet werden.A punch of this type is known from EP 0893217 A1. In this known press die is a isostatic press stamp, in which the stamp cover plate consists of a rubber elastic polymer and between the Stamp cover plate and the stamp base plate an oil pad is interposed. The space containing the oil filling in the stamp base plate is perpendicular to the Plate surface extending ridges in several chambers divided. Each chamber is a pressure sensor and a valve assigned. When the valves are open, the oil pressure in all Chambers equal, and the press stamp has the function of a isostatic press stamp. With closed valves can the pressure-reaction forces acting on the individual chambers associated zones of the stamp cover plate act through the Pressure sensors are determined. The signals of the pressure sensors serve to measure the density distribution of the granules at the end of the pressing process and can be used to correct the filling process be used.
Dieser bekannte Pressstempel macht sich zum Messen der Dichteverteilung in dem Fliesenrohling die Tatsache zunutze, dass bei ungleichmäßiger Verteilung des pulverförmigen Granulats in der Preßform am Ende des Preßvorgangs die Stellen mit höherer Verdichtung entsprechend höhere Reaktionskräfte an der Oberfläche der Stempeldeckplatte hervorrufen, während Stellen geringerer Verdichtung des Materials niedrigere Reaktionskräfte an der Oberfläche der Stempeldeckplatte bedingen. Die Messung dieser Reaktionskräfte in den verschiedenen Zonen der Stempeldeckplatte erlaubt also unmittelbar Rückschlüsse auf die Verteilung des Gemenges in der Preßform.This well-known press stamp makes for measuring the Density distribution in the tile blank takes advantage of the fact that with uneven distribution of the powdery Granules in the mold at the end of the pressing process the bodies correspondingly higher reaction forces with higher compression cause the surface of the stamp cover plate while Make lower compaction of the material lower Reaction forces on the surface of the stamp cover plate require. The measurement of these reaction forces in the different zones of the stamp cover plate allows so Immediate conclusions about the distribution of the mixture in the mold.
Bei der Herstellung von keramischen Fliesen ist die Verteilung der Dichte des Fliesenrohlings nach dem Pressen von großer Bedeutung. Insbesondere beim Brennen der gepreßten Rohlinge ist sie ein entscheidendes Kriterium für die Qualität des entstehenden Produktes. Bei ungleichmäßiger Verteilung der Dichte entstehen nämlich unterschiedliche Schwindungen. An den Stellen mit hoher Dichte entsteht beim Brennen geringe Schwindung, während an den Stellen mit geringer Dichte das Material stärker schwindet. Eine ungleichmäßige Dichteverteilung in den Fliesenrohlingen führt daher zu Oberflächendeformationen. In modernen Fertigungsprozessen wird deshalb die Dichteverteilung in den Fliesenrohlingen, das heißt nach dem Pressen, systematisch kontrolliert.In the production of ceramic tiles is the distribution the density of tile blank after pressing large Importance. Especially when burning the pressed blanks it is a crucial criterion for the quality of the resulting product. With uneven distribution of Density causes different shrinkage. To the High density spots are low on firing Shrinkage, while in places with low density the Material shrinks more. An uneven Density distribution in the tile blanks therefore leads to Surface deformations. In modern manufacturing processes becomes therefore the density distribution in tile blanks, that means after pressing, systematically controlled.
Die Kontrolle der Dichteverteilung mit Hilfe des Pressstempels selbst hat den Vorteil, dass sie fortlaufend, das heißt an jedem Fliesenrohling, erfolgen kann. Sie erfordert keinen zusätzlichen Arbeits- und Zeitaufwand, da sie in den Pressvorgang integriert ist. Da die Messungen an jedem einzelnen Fliesenrohling vorgenommen werden, kann sofort in den Produktionsprozess eingegriffen werden, wenn bei einem Fliesenrohling eine fehlerhafte Dichteverteilung festgestellt wird. The control of the density distribution with the help of the press ram itself has the advantage of being continuous, that is to say every tile blank, can be done. It does not require one additional work and time, since they are in the Pressing process is integrated. Because the measurements at each single tile blank can be made immediately in the production process be intervened if at a Tile blank detected a faulty density distribution becomes.
Der bekannte isostatische Pressstempel, der eine solche fortlaufende Kontrolle erlaubt, ist jedoch kompliziert in seinem Aufbau und stellt seine Rentabilität durch hohe Anschaffungskosten und hohe Wartungskosten in Frage. In der Praxis erfolgt deshalb die Messung der Dichteverteilung in den Fliesenrohlingen nach wie vor in der Weise, dass während der Produktion in regelmäßigen Zeitabständen ein Fliesenrohling in eine Anzahl von Proben zerteilt wird, von denen die Dichte auf konventionelle Weise durch Messung des Gewichts und des Volumens der Proben, und daraus die Dichteverteilung in den Fliesenrohlingen bestimmt wird.The well-known isostatic press stamp, one such continuous control is allowed, however, is complicated in its structure and puts its profitability by high Acquisition costs and high maintenance costs in question. In the Practice, therefore, the measurement of the density distribution in the Tile blanks still in the way that during the Production at regular intervals a tile blank in a number of samples are divided, of which the density is on Conventional way by measuring the weight and the Volume of the samples, and from this the density distribution in the Tile blanks is determined.
Dieses konventionelle Verfahren zur Bestimmung der Dichteverteilung in Fliesenrohlingen ist aufwendig, denn es bedeutet einen hohen Zeiteinsatz des Personals. Außerdem kann mit diesem Verfahren die Produktion nicht fortlaufend überprüft werden, sondern nur in mehr oder weniger großen Zeitabständen.This conventional method for determining the Density distribution in tile blanks is expensive, because it means a high time commitment of the staff. In addition, can with this procedure the production is not continuous be checked, but only in more or less large Intervals.
Der Erfindung liegt die Aufgabe zugrunde, einen Pressstempel mit den eingangs genannten Merkmalen zu entwickeln, der einfacher in seinem Aufbau und robuster im praktischen Betrieb ist.The invention is based on the object, a press ram to develop with the features mentioned, the simpler in its construction and more robust in practical operation is.
Erfindungsgemäß wird diese Aufgabe dadurch gelöst, dass die Drucksensoren unmittelbar zwischen der Stempelgrundplatte und der Stempeldeckplatte angeordnet sind, dass sie aus flächigen Meßfühlern bestehen, die bei Druckeinwirkung ihre elektrischen Eigenschaften ändern, und dass die Dicke der Stempeldeckplatte in Abhängigkeit von dem spezifischen Preßdruck und der Empfindlichkeit der Drucksensoren gewählt wird.According to the invention, this object is achieved in that the Pressure sensors directly between the stamp base plate and the stamp cover plate are arranged to be made of flat Sensors consist, the pressure of their electrical Change properties, and that the thickness of the stamp cover plate depending on the specific pressing pressure and the Sensitivity of the pressure sensors is selected.
Die Messfühler können zum Beispiel Drucksensoren aus Materialien sein, die bei Druckeinwirkung ihren elektrischen Widerstand ändern. Die Meßfühler können aber auch aus einem piezoelektrischen Material bestehen, das heißt aus einem Material, in dem bei Druckeinwirkung ein Stromfluß entsteht. Bei diesen piezoelektrischen Materialien kann es sich sowohl um anorganische kristalline Stoffe als auch um bestimmte Polymere handeln, deren Moleküle beim Erstarren durch Anlegen eines starken elektrischen Feldes ausgerichtet werden.The sensors can, for example, pressure sensors off Be materials that under pressure their electrical Change resistance. The sensors can also from a consist of piezoelectric material, that is from a Material in which a current flow occurs under pressure. These piezoelectric materials may be both to inorganic crystalline substances as well as to certain Polymers act whose molecules upon solidification by applying be aligned with a strong electric field.
Das Drucksensorsystem kann beispielsweise so ausgestaltet sein, dass zwischen der Stempelgrundplatte und der Stempeldeckplatte mehrere voneinander unabhängige und nach einem vorgegebenen Verteilungsmuster angeordnete Drucksensoren vorgesehen sind. In diesem Fall kommen also kleinflächige einzelne Drucksensoren zur Anwendung, die entweder lückenlos oder in mehr oder weniger großen Abständen voneinander angeordnet sind.The pressure sensor system can be designed, for example be that between the stamp base plate and the Stamp deck several independent and after a predetermined distribution pattern arranged pressure sensors are provided. In this case, therefore, come small-scale single pressure sensors for use, either gapless or at more or less great distances from each other are arranged.
Bei dem Drucksensorsystem kann es sich jedoch auch um einen zwischen der Stempelgrundplatte und der Stempeldeckplatte angeordneten großflächigen Drucksensor handeln, dessen Oberfläche durch geeignet Strukturierung in eine Anzahl von Einzelsensoren aufgeteilt ist.However, the pressure sensor system may also be a between the stamp base plate and the stamp cover plate arranged large-scale pressure sensor act whose Surface by suitable structuring in a number of Single sensors is divided.
Beispielsweise kann das Drucksensorsystem aus einer großflächigen Schicht aus einem Material bestehen, das bei Druckeinwirkung seinen elektrischen Widerstand ändert, und dass die Schicht auf jeder Seite mit einer Schar streifenförmiger Elektroden in Kontakt steht, wobei die Elektrodenschar auf der einen Seite der Schicht die Elektrodenschar auf der anderen Seite der Schicht unter einem Winkel kreuzt, wobei der elektrische Widerstand der Schicht jeweils an den Kreuzungsstellen der Elektroden zur Bestimmung der Druck-Reaktionskräfte dient. Für die erfindungsgemäße Anwendung geeignete plattenförmige Drucksensorsysteme sind als solche bekannt und im Handel erhältlich.For example, the pressure sensor system of a large-area layer of a material that is at Pressure action changes its electrical resistance, and that the layer on each side with a crowd strip-shaped electrodes is in contact, wherein the Electrode on one side of the layer Electrode on the other side of the layer under one Angle crosses, with the electrical resistance of the layer in each case at the crossing points of the electrodes for the determination the pressure-reaction forces is used. For the inventive Application of suitable plate-shaped pressure sensor systems are as such known and commercially available.
Der erfindungsgemäße Pressstempel hat einen verhältnismäßig einfachen Aufbau, so dass er in der Herstellung weniger aufwendig und im Betrieb weniger störanfällig ist als der bekannte isostatische Pressstempel.The press die according to the invention has a relative simple construction, making it less in the making consuming and less prone to failure in operation than the known isostatic press stamp.
In Weiterbildung der Erfindung ist das Drucksensorsystem in einem plattenförmigen, mit den nötigen Anschlusselementen versehenen Bauelement angeordnet, das als solches zwischen die Stempelgrundplatte und die Stempeldeckplatte zwischengeschaltet ist. Dieses Bauelement kann zweckmäßigerweise als eigenes Bauteil auswechselbar mit der Stempelgrundplatte und der Stempeldeckplatte verschraubt werden.In a further development of the invention, the pressure sensor system is in a plate-shaped, with the necessary connection elements arranged component arranged as such between the Stamp base plate and the stamp cover plate is interposed. This device can expediently as a separate component interchangeable with the Stamp base plate and the stamp cover plate screwed become.
Die notwendige elastische Verformbarkeit der Stempeldeckplatte ist von der Genauigkeit der von den Drucksensoren erhaltenen Informationen abhängig. Wenn die Stempeldeckplatte aus gehärtetem Stahl besteht, kann ihre Dicke je nach ihrer Größe und in Abhängigkeit von dem angewendeten Pressdruck etwa 10 bis 20 mm betragen. Unter diesen Bedingungen verformt sich die Stempeldeckplatte bei den angewendeten hohen Pressdrücken von 250 bis 600 bar geringfügig, wenn in dem Fliesenrohling Dichteunterschiede bestehen. Diese geringfügigen Durchbiegungen der Stempeldeckplatte in der Größenordnung von wenigen Hundertsteln Millimetern reichen aus, um von den Drucksensoren Signale zu erhalten, die verhältnismäßig genau den Druckunterschieden entsprechen.The necessary elastic deformability of the stamp cover plate is of the accuracy of those obtained from the pressure sensors Information dependent. When the stamp cover plate off Hardened steel, its thickness may vary according to its size and about 10 depending on the applied pressing pressure up to 20 mm. Under these conditions, the deformed Stamp cover plate at the applied high pressing pressures of 250 to 600 bar slightly when in the tile blank Density differences exist. These minor ones Deflections of the stamp cover plate in the order of A few hundredths of a millimeter are enough to get from the Pressure sensors to obtain signals that are relatively accurate correspond to the pressure differences.
Die von dem Drucksensorsystem gelieferten Signale können als solche für die Steuerung des Produktionsprozesses verwendet werden. Beispielsweise können diese Signale dazu dienen, die Füllvorrichtung für die Pressformen so zu steuern, dass bei der nächsten Füllung der Pressformen ein über die ganze Fläche der Pressform gleichmäßiger Füllstand erreicht wird. Eine derartige automatisch arbeitende Füllvorrichtung ist z. B. in den Europäischen Patentschriften 0392593 B1 und 0893217 A1 beschrieben. Die Signale können auch dazu verwendet werden, bei einer Presse, bei der an einer Stempelträgerplatte mehrere isostatische Pressstempel angeordnet sind, die Menge der inkompressiblen Flüssigkeit in den isostatischen Pressstempeln zu regeln, um so den Pressdruck in den einzelnen Pressformen zu korrigieren. Für diesen Zweck geeignete isostatische Pressstempel sind zum Beispiel in der Europäischen Patentanmeldung 04021860 beschrieben.The signals supplied by the pressure sensor system can be described as such for the control of the production process be used. For example, these signals can do so serve to control the filling device for the molds so that at the next filling of the molds on the Whole area of the mold reaches a uniform level becomes. Such an automatic filling device is z. In European Patent 0392593 B1 and 0893217 A1. The signals can also be used for this purpose be, in a press, in which on a stamp carrier plate Several isostatic press punches are arranged, the amount the incompressible fluid in the isostatic To regulate pressing punches, so as to the pressing pressure in the individual Correct pressing molds. Suitable for this purpose isostatic press punches are for example in the European Patent Application 04021860.
Die Signale des Drucksensorsystems können aber auch unmittelbar in Dichtewerte umgerechnet werden. Zu diesem Zweck wird in bestimmten Zeitabständen eine reale Messung der Dichteverteilung mit Hilfe eines bekannten Verfahrens vorgenommen, insbesondere eines Verfahrens unter Zerstörung des Fliesenrohlings, und die so bestimmten realen Dichtewerte werden den zuvor an diesem Fliesenrohling von dem Drucksensorsystem gelieferten Signalen und damit den in der Presse gemessenen Druck-Reaktionskräften zugeordnet.But the signals of the pressure sensor system can also directly converted into density values. To this end is at certain intervals a real measurement of Density distribution using a known method made, in particular a method under destruction of the tile blank, and the thus determined real density values Be the first on this tile blank of the Pressure sensor system supplied signals and thus in the Press assigned to measured pressure-reaction forces.
Nachfolgend wird die Erfindung anhand der Zeichnungen näher beschrieben.Hereinafter, the invention with reference to the drawings described.
Von den Zeichnungen zeigt jeweils in einer Prinzipdarstellung und in einem senkrechten Schnitt
- Fig. 1
- einen erfindungsgemäßen Pressstempel mit mehreren voneinander unabhängigen Drucksensoren, und
- Fig. 2
- einen erfindungsgemäßen Pressstempel mit einem großflächigen Drucksensorsystem.
- Fig. 1
- a press die according to the invention with a plurality of independent pressure sensors, and
- Fig. 2
- a press ram according to the invention with a large-scale pressure sensor system.
Eine Presse für die Herstellung von Fliesenrohlingen umfaßt
einen oder mehrere obere Pressstempel 1, die an einer
Stempelträgerplatte 2 beispielsweise mit Hilfe eines
Magnetsystems befestigt sind. Die Stempelträgerplatte 2 ist
ihrerseits an einer nicht dargestellten Traverse befestigt,
auf die die Druckzylinder einwirken. Die oberen Pressstempel
wirken mit nicht dargestellten unteren Pressstempeln zusammen,
die über entsprechende Tragkörper auf dem Pressentisch ruhen
oder auf einem beweglichen Ausstoßmechanismus montiert sind,
der das Heben und Senken der unteren Pressstempel ermöglicht.
Das erfindungsgemäße Pressstempelsystem kann wahlweise in die
oberen oder in die unteren Pressstempel integriert werden.Includes a press for the manufacture of tile blanks
one or more upper ram 1, which at one
Jeder Pressstempel 1 umfaßt eine Stempelgrundplatte 3 und eine
an der Stempelgrundplatte 3 befestigte Stempeldeckplatte 4,
die beispielsweise aus gehärtetem Stahl besteht. Bei einer
Seitenlänge der Stempeldeckplatte 4 von beispielsweise 30 cm
beträgt die Dicke der Stempeldeckplatte 4 etwa 12 mm.Each ram 1 comprises a
Bei dem in Fig. 1 dargestellten Ausführungsbeispiel sind
zwischen der Stempelgrundplatte 3 und der Stempeldeckplatte 4
gleichmäßig über die Fläche verteilt Drucksensoren 6
angeordnet. Als Drucksensoren können beispielsweise im Handel
erhältliche individuelle Drucksensoren vom Typ PST der Firma
Steadlands verwendet werden, die mit zunehmendem Druck ihren
elektrischen Widerstand verändern. Die von den Drucksensoren 6
gelieferten elektrischen Signale werden an eine nicht
dargestellte Steuereinheit weitergeleitet. In der
Steuereinheit werden die Signale weiter verarbeitet und dienen
einerseits zur Anzeige der Dichteverteilung und zur Kontrolle
der Presse durch Schwellenparameter, die eingehalten werden
müssen.In the embodiment shown in Fig. 1 are
between the
Fig. 2 zeigt eine Ausführungsform mit einem großflächigen
Drucksensor, der sich im wesentlichen über den gesamten
Querschnitt des Pressstempels erstreckt. Dieses
Drucksensorsystem umfaßt eine durchgehende Schicht 16 aus
einem Material, das bei Druckeinwirkung seinen Widerstand
ändert. Die Schicht 16 steht auf der einen Seite in Kontakt
mit einer Schar von parallel zueinander angeordneten
streifenförmigen Elektroden 17, und auf der anderen Seite
ebenfalls mit einer Schar parallel zueinander angeordneter
Elektroden 18, die im rechten Winkel zu den Elektroden 17
verlaufen. An jedem Kreuzungspunkt zweier Elektroden läßt sich
an den entsprechenden Elektroden ein Signal ablesen, das der
an dieser Stelle auf die Schicht 16 einwirkenden Druckkraft
entspricht. Drucksensorsysteme dieser Art sind ebenfalls als
solche bekannt und beispielsweise als "I-Scan System" der
Firma Tekscan im Handel erhältlich.Fig. 2 shows an embodiment with a large area
Pressure sensor that extends substantially over the entire
Cross section of the press ram extends. This
Pressure sensor system comprises a
Geeignete Drucksensoren, die den physikalischen Effekt der Piezoelektrizität ausnutzen, sind ebenfalls im Handel erhältlich, beispielsweise die piezoelektrischen Foliensensoren der Firma Mirow Systemtechnik GmbH. Diese piezoelektrischen Foliensensoren bestehen aus einer mit Metall bedampften Kunststoffschicht, deren Moleküle beim Erstarren durch Anlegen eines starken elektrischen Feldes ausgerichtet werden. Wenn Druck auf die Folie ausgeübt wird, verschieben sich die elektrischen Ladungen, so dass ein Stromfluß entsteht. Durch geeignete Stukturierung der Oberfläche lassen sich beliebig viele Einzelsensoren unterbringen. Mit Hilfe einer speziell entwickelten Elektronik werden die geringen Ladungsverschiebungen entsprechend verstärkt und liefern so die gewünschten elektrischen Signale. Suitable pressure sensors, the physical effect of Exploiting piezoelectricity, are also commercially available available, for example, the piezoelectric Foil sensors of the company Mirow Systemtechnik GmbH. These Piezoelectric film sensors consist of a metal steamed plastic layer whose molecules solidify aligned by applying a strong electric field become. When pressure is applied to the film, move the electrical charges, causing a current flow arises. Leave by appropriate structuring of the surface accommodate any number of individual sensors. With help a specially developed electronics are the small Charge shifts strengthened accordingly and deliver so the desired electrical signals.
Es ist möglich, das Drucksensorsystem mit dünnen Deckplatten zu einem eigenen Bauteil zusammenzufassen, das als Zwischenelement auf der Stempelgrundplatte befestigt wird. Die Stempeldeckplatte wird dann mit diesem Zwischenelement und der Stempelgrundplatte verschraubt.It is possible the pressure sensor system with thin cover plates to a separate component, which as Intermediate element is attached to the stamp base plate. The Stamp cover plate is then with this intermediate element and the Stamped base plate screwed.
Claims (9)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10352755 | 2003-11-12 | ||
| DE10352755 | 2003-11-12 | ||
| DE102004002733 | 2004-01-20 | ||
| DE102004002733 | 2004-01-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1533109A2 true EP1533109A2 (en) | 2005-05-25 |
| EP1533109A3 EP1533109A3 (en) | 2007-12-12 |
Family
ID=34436329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04026434A Withdrawn EP1533109A3 (en) | 2003-11-12 | 2004-11-08 | Press punch for making ceramic tiles and press with this punch |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1533109A3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2296499A1 (en) * | 2006-01-24 | 2008-04-16 | Macer S.L. | SMART MOLDS FOR PRESSING PAVEMENT AND CERAMIC COATING. |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2812689C2 (en) * | 1978-03-23 | 1982-05-19 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Piezoelectric accelerometer |
| US4739666A (en) * | 1983-12-12 | 1988-04-26 | Pfister Gmbh | Flat-spread force measuring device |
| DE8813774U1 (en) * | 1988-11-03 | 1990-03-01 | Otto Kaiser GmbH & Co KG, 7518 Bretten | Press or punch |
| JP3055708B2 (en) * | 1991-03-29 | 2000-06-26 | 新東工業株式会社 | Press equipment for manufacturing LCD panels |
| DE4221895A1 (en) * | 1992-07-03 | 1994-01-05 | Siempelkamp Gmbh & Co | Continuous press for laminates - has array of pressure sensors to regulate press quality and correct press alignment |
| US5911158A (en) * | 1996-02-29 | 1999-06-08 | The United States Of America As Represented By The Secretary Of The Air Force | Piezoelectric strain sensor array |
-
2004
- 2004-11-08 EP EP04026434A patent/EP1533109A3/en not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2296499A1 (en) * | 2006-01-24 | 2008-04-16 | Macer S.L. | SMART MOLDS FOR PRESSING PAVEMENT AND CERAMIC COATING. |
| ES2296499B1 (en) * | 2006-01-24 | 2008-12-16 | Macer S.L. | SMART MOLDS FOR PRESSING PAVEMENT AND CERAMIC COATING. |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1533109A3 (en) | 2007-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2707208B1 (en) | Device and method for calibrating and adjusting a measurement system in a tablet press | |
| EP0873855A2 (en) | Method and apparatus for manufacturing moulded articles in hard metal, ceramic, sintered metal or similar | |
| EP1693182A2 (en) | Method and apparatus for the trial pressing of multi-layer tablets or coated tablets | |
| EP2361758B1 (en) | Method for adjusting press parameters of a ceramic or metal powder press and ceramic or metal powder press for performing the method | |
| DE19502596C2 (en) | Measuring device and computer for checking the tablets of the current production made on a rotary press | |
| DE3939956A1 (en) | METHOD AND DEVICE FOR MONITORING THE PRESSING FORCE OF A TABLETING MACHINE | |
| DE69423583T2 (en) | Method and device for the production of tiles of constant density and constant thickness and tiles produced in this way | |
| DE69011924T2 (en) | Device for the automatic correction of the pressing density in the production of roof tiles. | |
| DE102007052552A1 (en) | Control and regulation parameters determining method for large-scale tablet press, involves performing optimization of tablet powder or tablet granulate amount/structure and/or pressing forces and/or paths, and using forces as parameters | |
| DE102016015519A1 (en) | Apparatus and method for determining the strength of wood fiber insulation panels | |
| EP1789251A1 (en) | Press for the production of ceramic tile blanks | |
| EP2070692B1 (en) | Method for inspecting multiple layer tablets | |
| DE19731146C1 (en) | Isostatic press ram for the production of ceramic tile blanks and press with this press ram | |
| EP1533109A2 (en) | Press punch for making ceramic tiles and press with this punch | |
| DE10135283C2 (en) | Process for pressing powder material | |
| EP1849590B1 (en) | Press | |
| EP3953164A1 (en) | Method and measuring device for measuring or calibrating utensils in pressing processes | |
| DE2238509A1 (en) | HYDRAULIC PRESS AND PROCEDURE TO YOUR OPERATION | |
| EP1810819B1 (en) | Rotary tablet press and method for monitoring the production of tablets in a rotary tablet press | |
| DE102008046422B3 (en) | Method for testing multilayer tablets in a multiple rotary press | |
| DE10142772A1 (en) | Process for the production of pressed parts in a powder press | |
| DE4345152C2 (en) | Zeta potential measuring cell | |
| DE3029048C2 (en) | Device for measuring the preload of two cylinders set against one another | |
| EP1473145A2 (en) | Method for the trial pressing of tablets | |
| CH668032A5 (en) | Unevenly-pressed ceramic item detection method - measures pressure distribution over surface and compares with desired value |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK YU |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20080613 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |