EP1551574B2 - Dispositif d'extrusion laterale de pieces et procede permettant de faire fonctionner ledit dispositif - Google Patents
Dispositif d'extrusion laterale de pieces et procede permettant de faire fonctionner ledit dispositif Download PDFInfo
- Publication number
- EP1551574B2 EP1551574B2 EP03807787A EP03807787A EP1551574B2 EP 1551574 B2 EP1551574 B2 EP 1551574B2 EP 03807787 A EP03807787 A EP 03807787A EP 03807787 A EP03807787 A EP 03807787A EP 1551574 B2 EP1551574 B2 EP 1551574B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plungers
- die
- pressure
- blank
- die halves
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/21—Presses specially adapted for extruding metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
- B21J5/025—Closed die forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/02—Special design or construction
Definitions
- the invention relates to a device for the transverse extrusion of workpieces according to the preamble of claim 1 (see ZB US-A-4,977,773 ).
- the deformation of the workpieces takes place in two superimposed mold halves, wherein the workpiece is pressed between two punches in such a way that a part of the material deviates transversely to the pressing direction in cavities formed by the die halves.
- the essential feature of this form of cross flow extrusion is that the die halves always lie on top of each other during the forming process and can not be separated from each other by the forming forces. Therefore, the die halves are held together by force applied devices, preferably by hydraulic or pneumatic piston, which must apply such a high force that the forming forces the die halves are not able to open.
- the invention has for its object to make a device for Querf pastpressen of workpieces such that the blank is easily introduced into this device and provide means that hold the blank in the intended location in the tool.
- the illustrated device is particularly suitable for the transverse extrusion of workpieces on horizontally operating forming machines, preferably multi-stage forming machines.
- the forming process can be performed contrary to the embodiment in several tools in several forming steps.
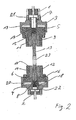
- each device half has a holding device 1, 2. These holding devices 1, 2 are connected to the press table and press die, not shown, or the die and punch side receiving device of a horizontal press.
- the die halves 9, 10 are fixed, these die halves 9, 10 are biased with reinforcements 11, 12 against radial expansion.
- the die halves 9, 10 are axially penetrated centrally by plungers 13, 14. These plungers 13, 14 are guided in the die halves 9, 10 and in a central bore through the annular piston 5, 6. The plunger 13, 14 are on the tool side via intermediate pieces 15, 16 of the pressure piston 17, 18 at.
- pressure chambers 19, 20 are formed between the cylinder heads 3, 4 and the annular piston 5, 6, which can be acted upon with pressurized fluid or pressurized gas or air.
- Corresponding pressure chambers 21, 22 are arranged above the pressure pistons 17, 18 in order to pressurize them.
- FIG. 1 shows the tool apart. In this position, for example, can be brought via gripper, the blank 23 between the ram apart 13, 14 and held here (shown by arrows).
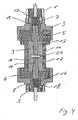
- the plunger 13, 14 then drive, as in FIG. 2 represented, towards each other. This can, as well as in FIG. 2 shown by the ancestor of the press ram on the press table done.
- this could for example be done via an ancestor of the upper and / or lower ring piston 6, 7 in the cylinder pot 3, 4: In the same way but also by an ancestor of the plunger 13, 14, then in must be in the home position in retracted position.
- FIG. 4 shows the device after the forming of the blank 23 to the finished workpiece 24.
- the annular piston 5, 6 retracted into the cylinder heads 3, 4.
- the hydraulic fluid or the pneumatic medium are controlled or controlled discharged or compressed.
- the force-time behavior of all device parts can be selectively controlled against each other.
- the controlled controlled discharge of the hydraulic fluid or the pneumatic medium from the pressure chambers 21, 22 that in each phase of its transformation to the workpiece 24 the correct position of the blank 23 with respect to the collapse of the plunger 13, 14 in the die halves 9, 10 is ensured.
- This measure can be supported by the controlled removal of the hydraulic fluid or the pneumatic fluid from the pressure chambers 19,20.
- one or both of the plungers 13, 14 serve as an ejector. It is even possible that the finished workpiece between the plungers 13, 14 are held and then picked up by a gripping device and can be selectively fed for further processing.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Treatment Of Fiber Materials (AREA)
- Press Drives And Press Lines (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Extrusion Of Metal (AREA)
Claims (9)
- Dispositif pour l'extrusion latérale de pièces (24) à partir d'ébauches (23), présentant- un plateau de presse qui porte une première demi-matrice (10),- un poinçon de presse mobile perpendiculairement au plateau de presse, exerçant la force de formage nécessaire, auquel la deuxième demi-matrice (9) est fixée,- des dispositifs soumis à une force, commandés séparément, pour bloquer les demi-matrices (9, 10),un poinçon (13, 14) étant associé à chacune des deux demi-matrices (9, 10), les deux poinçons (13, 14) étant sollicités par des chambres de pression (21, 22), pouvant être séparément commandés et déplacés jusqu'au-delà du contour de formage de la demi-matrice (9, 10) ainsi que du plan de séparation des outils dans la direction de travail, les poinçons (13, 14), avant le rapprochement des demi-matrices (9, 10), pouvant être déplacés l'un vers l'autre de telle sorte que l'ébauche (23) soit maintenue entre les poinçons (13, 14), et les poinçons (13, 14) étant réglables en ce qui concerne leur comportement force/temps par réglage de l'évolution de la pression dans la chambre de pression (21, 22) associée, séparément pour chaque demi-matricer (9, 10).
- Dispositif selon la revendication 1, caractérisé en ce que les poinçons (13, 14) s'appuient, au moins pendant la dernière phase du formage, sur la partie de la demi-matrice (9, 10) qui les porte.
- Dispositif selon revendication 1 ou 2, caractérisé en ce que les dispositifs de blocage des demi-matrices (9, 10) sont réalisés sous la forme de pistons annulaires (5, 6) hydrauliques ou pneumatiques.
- Dispositif selon la revendication 3, caractérisé en ce que les chambres de pression (19, 20, 21, 22) auxquelles sont associés les pistons annulaires (5, 6) et les poinçons (13, 14), sont reliées à des dispositifs de commande de pression séparés qui permettent une évolution de la pression commandée ou réglée différemment par rapport aux autres, dans la chambre de pression associée.
- Dispositif selon l'une des revendications 1 à 4, caractérisé en ce que les poinçons (13, 14) sont conduits dans les demi-matrices (9, 10) respectives.
- Dispositif selon l'une des revendications 1 à 5, caractérisé en ce que les demi-matrices (9, 10) présentent chacune un dispositif de maintien (1, 2) sur chacun desquels sont agencés, mobiles dans la direction de travail, un dispositif de blocage et un piston presseur (17, 18) pour les poinçons (13, 14).
- Dispositif selon la revendication 9, caractérisé en ce que le piston presseur (17, 18) associé au poinçon (13, 14) correspondant est guidé concentriquement dans le dispositif de blocage (5, 6).
- Procédé pour l'exploitation d'un dispositif selon l'une des revendications 1 à 7, dans lequel
l'ébauche (23), lors de la mise en place dans le dispositif, est d'abord maintenue entre les poinçons, avant que les outils soient rapprochés par le rapprochement du poinçon de presse et du plateau de presse,
le comportement force/temps des poinçons (13, 14) pendant le formage de la pièce, étant réglé séparément pour chaque demi-matrice, par réglage de l'évolution de la pression dans la chambre de pression (21, 22) associée. - Procédé selon la revendication 8, caractérisé en ce que, les demi-matrices (9, 10) étant écartées, l'ébauche (23) est d'abord amenée, au moyen d'un organe de préhension, entre les poinçons (13, 14) éloignés l'un de l'autre et y est maintenue, en ce que les poinçons (13, 14) sont ensuite déplacés l'un vers l'autre jusqu'à ce qu'ils maintiennent l'ébauche (23), et en ce que les outils sont alors déplacés l'un vers l'autre en formant l'ébauche (23), par rapprochement du poinçon de presse et du plateau de presse.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10246940A DE10246940C5 (de) | 2002-10-08 | 2002-10-08 | Vorrichtung zum Querfließpressen von Werkstücken und Verfahren zum Betreiben einer derartigen Vorrichtung |
| DE10246940 | 2002-10-08 | ||
| PCT/EP2003/008865 WO2004033123A1 (fr) | 2002-10-08 | 2003-08-09 | Dispositif d'extrusion laterale de pieces et procede permettant de faire fonctionner ledit dispositif |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1551574A1 EP1551574A1 (fr) | 2005-07-13 |
| EP1551574B1 EP1551574B1 (fr) | 2007-07-25 |
| EP1551574B2 true EP1551574B2 (fr) | 2011-01-12 |
Family
ID=32038341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03807787A Expired - Lifetime EP1551574B2 (fr) | 2002-10-08 | 2003-08-09 | Dispositif d'extrusion laterale de pieces et procede permettant de faire fonctionner ledit dispositif |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1551574B2 (fr) |
| AT (1) | ATE367872T1 (fr) |
| AU (1) | AU2003263206A1 (fr) |
| DE (2) | DE10246940C5 (fr) |
| ES (1) | ES2287571T5 (fr) |
| WO (1) | WO2004033123A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103331399A (zh) * | 2013-02-25 | 2013-10-02 | 袁正敏 | 双作用环缸式对压机 |
| CN113290067A (zh) * | 2021-04-23 | 2021-08-24 | 靖江市海源有色金属材料有限公司 | 一种接线柱型材的挤压装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2027692A1 (de) † | 1970-06-05 | 1972-04-13 | F.B. Hatebur Ag, Basel (Schweiz) | Verfahren zum Formpressen von Teilen, denen Begrenzungsflächen von der Preßachse unterschiedliche Abstände aufweisen, sowie Einrichtung zur Durchführung dieses Verfahrens |
| US6332347B1 (en) † | 1999-09-10 | 2001-12-25 | Kabushiki Kaisha Sakamura Kikai Seisakusho | Apparatus for full-enclosed die forging |
| DE10047467A1 (de) † | 2000-09-21 | 2002-04-18 | Schuler Pressen Gmbh & Co | Vorrichtung und Verfahren zum Umformen, insbesondere mit hydraulischer Schließvorrichtung |
| DE10030792C2 (de) † | 2000-06-29 | 2003-07-24 | Hatebur Umformmaschinen Ag Rei | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0275433A (ja) * | 1988-09-13 | 1990-03-15 | Mitsubishi Heavy Ind Ltd | 閉塞鍛造用復動ダイセット |
| JPH11314134A (ja) * | 1998-05-06 | 1999-11-16 | Komatsu Ltd | 閉塞鍛造用金型装置 |
| DE19922660B4 (de) * | 1999-05-18 | 2005-03-17 | Forschungsgesellschaft Umformtechnik Mbh | Schließvorrichtung, vorzugsweise zum Querfließpressen |
| DE19922659B4 (de) * | 1999-05-18 | 2005-02-10 | Forschungsgesellschaft Umformtechnik Mbh | Hydraulische Schließvorrichtung zum Querfließpressen von Werkstücken |
-
2002
- 2002-10-08 DE DE10246940A patent/DE10246940C5/de not_active Expired - Lifetime
-
2003
- 2003-08-09 EP EP03807787A patent/EP1551574B2/fr not_active Expired - Lifetime
- 2003-08-09 AT AT03807787T patent/ATE367872T1/de not_active IP Right Cessation
- 2003-08-09 AU AU2003263206A patent/AU2003263206A1/en not_active Abandoned
- 2003-08-09 ES ES03807787T patent/ES2287571T5/es not_active Expired - Lifetime
- 2003-08-09 DE DE50307782T patent/DE50307782D1/de not_active Expired - Lifetime
- 2003-08-09 WO PCT/EP2003/008865 patent/WO2004033123A1/fr not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2027692A1 (de) † | 1970-06-05 | 1972-04-13 | F.B. Hatebur Ag, Basel (Schweiz) | Verfahren zum Formpressen von Teilen, denen Begrenzungsflächen von der Preßachse unterschiedliche Abstände aufweisen, sowie Einrichtung zur Durchführung dieses Verfahrens |
| US6332347B1 (en) † | 1999-09-10 | 2001-12-25 | Kabushiki Kaisha Sakamura Kikai Seisakusho | Apparatus for full-enclosed die forging |
| DE10030792C2 (de) † | 2000-06-29 | 2003-07-24 | Hatebur Umformmaschinen Ag Rei | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung |
| DE10047467A1 (de) † | 2000-09-21 | 2002-04-18 | Schuler Pressen Gmbh & Co | Vorrichtung und Verfahren zum Umformen, insbesondere mit hydraulischer Schließvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1551574B1 (fr) | 2007-07-25 |
| DE10246940B4 (de) | 2006-11-02 |
| AU2003263206A1 (en) | 2004-05-04 |
| EP1551574A1 (fr) | 2005-07-13 |
| WO2004033123A1 (fr) | 2004-04-22 |
| ATE367872T1 (de) | 2007-08-15 |
| DE50307782D1 (de) | 2007-09-06 |
| ES2287571T3 (es) | 2007-12-16 |
| DE10246940C5 (de) | 2008-07-03 |
| ES2287571T5 (es) | 2011-05-20 |
| DE10246940A1 (de) | 2004-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2156909A2 (fr) | Procédé et dispositif de fabrication de moyens de fixation ou de liaison dotés de contours extérieurs radiaux, notamment des vis ou des boulons filetés | |
| EP1984131A2 (fr) | Outil à rouler à emboutissage intégré | |
| DE2953430C2 (de) | Verfahren zur Herstellung von hohlen Erzeugnissen durch Tiefziehen und Presse zur Durchführung dieses Verfahrens | |
| EP1385652B1 (fr) | Dispositif de serrage hydromecanique servant notamment a l'extrusion laterale | |
| DE3039707C2 (fr) | ||
| DE60125580T2 (de) | Aerosoldosenenden | |
| CH661004A5 (de) | Presse. | |
| DE2433632A1 (de) | Verfahren und einrichtung zur herstellung von metallprodukten, insbesondere patronen | |
| DE102004008322B4 (de) | Pulverpresse | |
| EP1551574B2 (fr) | Dispositif d'extrusion laterale de pieces et procede permettant de faire fonctionner ledit dispositif | |
| DE10054399A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Werkstückes mit Innenverzahnung, insbesondere eines Hohlrades | |
| EP1024913B1 (fr) | Procede et dispositif pour produire un arbre a partir d'un element tubulaire | |
| WO2005021253A2 (fr) | Presse hydraulique | |
| DE69419206T2 (de) | Verfahren und Vorrichtung zum Herstellen eines metallischen Teils | |
| DE3935498A1 (de) | Verfahren zum bearbeiten von werkstuecken und presseinrichtung zur ausuebung des verfahrens | |
| EP0002032B1 (fr) | Procédé et dispositif de fabrication de poulies multigorges | |
| DE102017130680B4 (de) | Matrize für eine Presse sowie Verfahren zur Herstellung mindestens eines Grünlings mit einer solchen Presse | |
| WO2001087511A1 (fr) | Procede et outillage d'emboutissage profond | |
| DE19925029A1 (de) | Verfahren zum Umformen und Vorrichtung zur Durchführung des Verfahrens | |
| DE102013020280B3 (de) | Vorrichtung zur Umformung eines Werkstücks, Presse mit einer solchen Vorrichtung sowie Verfahren zur Umformung eines Werkstücks | |
| DE10030792C2 (de) | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung | |
| DE19922659B4 (de) | Hydraulische Schließvorrichtung zum Querfließpressen von Werkstücken | |
| DE102005059664B4 (de) | Vorrichtung zum Entzundern von Werkstücken innerhalb einer Schmiedeanlage | |
| DE1949983A1 (de) | Formpresse,insbesondere fuer Kunststoff | |
| DE3241383C2 (de) | Vorrichtung zum Umformen von Metall durch Fließpressen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050509 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSENKRUPP PRESTA AG |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070725 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50307782 Country of ref document: DE Date of ref document: 20070906 Kind code of ref document: P |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2287571 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071025 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071226 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| BERE | Be: lapsed |
Owner name: THYSSENKRUPP PRESTA AG Effective date: 20070831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071026 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| 26 | Opposition filed |
Opponent name: HATEBUR UMFORMMASCHINEN AG Effective date: 20080327 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071025 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080126 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20110112 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2287571 Country of ref document: ES Kind code of ref document: T5 Effective date: 20110520 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20140901 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150831 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210830 Year of fee payment: 19 Ref country code: CZ Payment date: 20210809 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50307782 Country of ref document: DE Owner name: THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT, LI Free format text: FORMER OWNER: THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT, ESCHEN, LI |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20211025 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 50307782 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220822 Year of fee payment: 20 Ref country code: DE Payment date: 20220819 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220823 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220809 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50307782 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20230808 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20230808 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220810 |