EP1574650A2 - Türscharnier für Kraftfahrzeuge - Google Patents
Türscharnier für Kraftfahrzeuge Download PDFInfo
- Publication number
- EP1574650A2 EP1574650A2 EP05003967A EP05003967A EP1574650A2 EP 1574650 A2 EP1574650 A2 EP 1574650A2 EP 05003967 A EP05003967 A EP 05003967A EP 05003967 A EP05003967 A EP 05003967A EP 1574650 A2 EP1574650 A2 EP 1574650A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- door
- sheet metal
- bracket
- receiving opening
- door hinge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/02—Parts for attachment, e.g. flaps
- E05D5/06—Bent flaps
- E05D5/062—Bent flaps specially adapted for vehicles
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/12—Securing pins in sockets, movably or not
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D9/00—Flaps or sleeves specially designed for making from particular material, e.g. hoop-iron, sheet metal, plastics
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D2005/102—Pins
- E05D2005/106—Pins with non-cylindrical portions
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/12—Securing pins in sockets, movably or not
- E05D5/121—Screw-threaded pins
- E05D2005/124—Screw-threaded pins internally threaded
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/12—Securing pins in sockets, movably or not
- E05D5/121—Screw-threaded pins
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/14—Construction of sockets or sleeves
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2900/00—Application of doors, windows, wings or fittings thereof
- E05Y2900/50—Application of doors, windows, wings or fittings thereof for vehicles
- E05Y2900/53—Type of wing
- E05Y2900/531—Doors
Definitions
- Such door hinges are primarily in the passenger car area for the articulation of vehicle doors used on the vehicle. It is the door console and the pillar console connecting hinge pins mounted in one of the two brackets against rotation, so that the Relative movement of the door relative to the vehicle by a relative movement of the Hinge pin opposite the column console or the door bracket done.
- the invention has for its object to provide a door hinge for motor vehicles, the one receiving opening for the rotationally secure arrangement of a hinge pin and can be produced inexpensively.
- Characteristic of the door hinge according to the invention is one of a sheet metal part manufactured column and / or door bracket.
- the sheet metal part has the advantage that it can be easily produced by known and inexpensive forming process and thus easily adapt to the vehicle-specific specifications.
- the door hinges according to the invention produced using sheet metal parts can thus be produced at a particularly low cost and also have a only low dead weight on, which is beneficial to the overall weight of one with these door hinges provided vehicle.
- the door console and / or the column console from a manufacture single sheet metal part.
- the columns and / or the door bracket of two interconnected is formed in particular as a sheet metal angle formed sheet metal parts.
- Such a trained door hinge has a low weight and a particularly high stability and strength, whereby the production of relatively complex Molds can be made by combining two easy-to-produce sheet metal parts, so that essentially any given shape for the columns and / or door bracket through The combination of two sheet metal parts can be produced with little effort.
- the shape of the sheet metal part, or the shape of the two sheet metal angle can basically arbitrary be formed and is usually to the appropriate structural specifications, the resulting from the structure of the vehicle and the vehicle door, adapted.
- the sheet metal angle in essentially bent at right angles and each having a leg over a common Contact surface connected flat.
- the sheet metal angles touch each with their entire surface of a thigh.
- the legs adjacent to the contacted legs the respective sheet metal angle then together form a substantially aligned Bearing surface for fixing the sheet metal part to the door or the frame construction of the Vehicle.
- the hinge thus developed is suitable in a special way, any on the contact surface acting forces on the contact surface reliably on the door or the Transfer column.
- connection of the sheet metal angles can in principle be carried out with all known joining techniques, such as. Gluing, riveting, screwing or the like done. After a Another embodiment of the invention, however, is provided that the sheet metal angles with each other are welded. This type of connection represents a particularly simple and easy way cost-effective connectivity, which is particularly suitable because in usually no later separation of the sheet metal parts is provided.
- connection of the door bracket and the column bracket of the hinge is done via a Hinge pin, which is non-rotating on one of the brackets and on the other console is pivotally mounted.
- a receiving opening is provided, which is a torsion-proof Arrangement of the hinge pin guaranteed.
- hinge pin and the receiving opening With a corresponding configuration of the hinge pin and the receiving opening can thus realized a simple rotationally fixed arrangement of the hinge pin on the sheet metal part be dispensed with, can be dispensed with additional funds.
- the usually form-fitting Connection between the hinge pin and the receiving opening draws also characterized by the fact that they are particularly reliable relative movement of the hinge pin prevented in the receiving opening.
- the receiving opening has a circular Through hole, which is substantially perpendicular to the contact surface of the Sheet metal angle extends.
- the through hole allows it, the hinge pin in a simple manner in the axial direction on the door or column console using corresponding fasteners, such as e.g. Rivets, screws or the like set, for example, screwed in the axial direction in the hinge pin become.
- fasteners such as e.g. Rivets, screws or the like set, for example, screwed in the axial direction in the hinge pin become.
- the hinge pin over the entire length of the through hole which is determined by the thickness of the interconnected sheet metal angle, with the Blechwinkeln is in contact, is a particularly reliable and stable system of Ensures hinge pin in the receiving opening.
- the receiving opening at least one, preferably two diametrically arranged, preferably radially from the edge of the through hole having outwardly extending recesses.
- the recesses are corresponding formed to projections on the hinge pin.
- Such a development of the invention allows a special by means of positive locking simple non-rotating arrangement of the hinge pin in the receiving opening. Due to the particularly simple production of the recesses whose shape to the occurring, resulting from the design specifications forces are adjusted can, a particularly cost-effective production of the door hinge is made possible. In addition, this development also enables the particularly simple installation of the hinge pin in the receiving opening.
- the recess - in the insertion direction of the hinge pin seen in the sheet metal part - a tapered shape on.
- the tapered shape of the recesses can basically be configured as desired. According to an advantageous embodiment of the invention, however, the recess has - Seen perpendicular to the axis of the through hole - a trapezoidal cross-section on.
- the production of such recesses is designed, as well as the production corresponding projections on the hinge pin, particularly simple.
- the sheet metal part in the area around the Hardened receiving opening in particular surface hardened.
- hardening is in in addition, a plastic deformation of the receiving opening and a Wear in the receiving opening prevented.
- Surface hardening in which only one low heat input takes place in the sheet metal part, it allows to cure without to achieve extensive structural changes in the sheet metal part, so that the positive material properties of the sheet metal part can be maintained.
- the receiving opening is produced by embossing the sheet metal part.
- embossing process can be easily integrated into the continuous manufacturing process integrate, so that the production of a sheet metal part with a recess cost can be done.
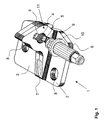
- Fig. 1 a made of two sheet metal angles 2, 3 door bracket 1 is shown, over a hinge pin 6, which in the assembled state in the receiving opening 11th is arranged, is connected to a column console, not shown here.
- the right angles bent sheet metal angles 2, 3 are facing each other, essentially congruent surfaces each have a leg through a weld 7 with each other connected.
- the receiving opening 11 for receiving the hinge pin 6 is in the connection area the two sheet metal angles 2, 3 and has a through hole 4, which is perpendicular to the legs in contact the sheet metal angle 2, 3 extends through this and a diameter corresponding to the diameter of the hinge pin 6 is tuned in the connection area (see Fig. 2).
- the receiving opening 11 has two diametrically disposed radially outwardly of the through-hole 4 Trapezoidal recesses 5, which for the play-free recording of appropriate Projections 9 are provided on the hinge pin 6.
- the projections 9 adjoin a ring-shaped ring 10 on the hinge pin 6, which rests in the assembled state on the edge of the receiving opening 11, so that the hinge pin 6 is fixed in the axial direction.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Body Structure For Vehicles (AREA)
- Hinges (AREA)
- Hinge Accessories (AREA)
- Vehicle Step Arrangements And Article Storage (AREA)
Abstract
Description
- einer an dem Fahrzeug anordbaren Säulenkonsole und
- einer mit der Fahrzeugtür verbindbaren Türkonsole,
- Fig. 1
- eine perspektivische Ansicht einer als Blechteil ausgebildeten Türkonsole mit einem korrespondierend ausgebildeten Scharnierzapfen;
- Fig. 2
- eine Seitenansicht der Türkonsole und des Scharnierzapfens von Fig. 1 mit einer Schnittansicht durch eine Aufnahmeöffnung für den Scharnierzapfen und
- Fig. 3
- eine Explosionsdarstellung der Türkonsole von Fig. 1.
Claims (10)
- Türscharnier für Kraftfahrzeuge, insbesondere für Pkws, mitdie über einen Scharnierzapfen gelenkig miteinander verbunden sind, wobei die Säulenkonsole und/oder die Türkonsole (1) aus einem Blechteil hergestellt sind, dadurch gekennzeichnet, daß die Säulenkonsole oder die Türkonsole (1) eine zur verdrehsicheren Aufnahme des Scharnierzapfens (6) ausgebildete Aufnahmeöffnung (11) aufweist, wobei die Aufnahmeöffnung (11) durch Prägen des Blechteils hergestellt ist.einer an dem Fahrzeug anordbaren Säulenkonsole undeiner mit der Fahrzeugtür verbindbaren Türkonsole,
- Türscharnier nach Anspruch 1, dadurch gekennzeichnet, dass die Türkonsole (1) und/oder die Säulenkonsole aus zwei miteinander verbundenen, insbesondere als Blechwinkel (2, 3) ausgebildeten Blechteilen gebildet ist.
- Türscharnier nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Blechwinkel (2, 3) im wesentlichen rechtwinklig gebogen sind und mit jeweils einem Schenkel über eine gemeinsame Kontakfläche flächig miteinander verbunden sind.
- Türscharnier nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Blechwinkel (2, 3) miteinander verschweißt sind.
- Türscharnier nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Aufnahmeöffnung (11) eine kreisförmige Durchgangsbohrung (4) aufweist, die sich im wesentlichen senkrecht zur Kontaktfläche der Blechwinkel (2, 3) erstreckt.
- Türscharnier nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Aufnahmeöffnung (11) mindestens eine, vorzugsweise zwei diametral angeordnete, sich vorzugsweise radial vom Rand der Durchgangsbohrung (4) nach außen erstreckende Ausnehmungen (5) aufweist.
- Türscharnier nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Ausnehmungen (5) in Einschubrichtung des Scharnierzapfens (6) in die Türkonsole (1) gesehen, eine sich verjüngende Form aufweisen.
- Türscharnier nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Ausnehmung, senkrecht zur Achse der Durchgangsbohrung (4) gesehen, einen trapezförmigen Querschnitt aufweist.
- Türscharnier nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Blechteil im Bereich um die Aufnahmeöffnung (11) gehärtet, insbesondere oberflächengehärtet ist.
- Türscharnier nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Türkonsole aus einem Blechteil hergestellt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004012006 | 2004-03-10 | ||
| DE102004012006A DE102004012006B3 (de) | 2004-03-10 | 2004-03-10 | Türscharnier für Kraftfahrzeuge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1574650A2 true EP1574650A2 (de) | 2005-09-14 |
| EP1574650A3 EP1574650A3 (de) | 2007-01-17 |
Family
ID=34625833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05003967A Withdrawn EP1574650A3 (de) | 2004-03-10 | 2005-02-24 | Türscharnier für Kraftfahrzeuge |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20050210630A1 (de) |
| EP (1) | EP1574650A3 (de) |
| CN (1) | CN1667229A (de) |
| DE (1) | DE102004012006B3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008006191A1 (en) * | 2006-07-10 | 2008-01-17 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| EP1916367A3 (de) * | 2006-10-24 | 2009-09-02 | ISE Automotive GmbH | Kraftfahrzeugtürscharnier |
| US10626646B1 (en) | 2019-05-21 | 2020-04-21 | Ford Global Technologies, Llc | Self-contained door hinge release |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6238332B2 (ja) * | 2013-02-05 | 2017-11-29 | 理研化機工業株式会社 | 自動車用のドアヒンジ及びその第1ブラケットの製造方法 |
| JP6024677B2 (ja) * | 2014-01-29 | 2016-11-16 | トヨタ自動車株式会社 | フードヒンジ構造 |
| CN104493055B (zh) * | 2014-09-28 | 2019-10-08 | 上海奥林汽车安全系统有限公司 | 一种防止门铰链装配过程中长短销轴错装的装置 |
| JP6356719B2 (ja) * | 2016-03-25 | 2018-07-11 | 本田技研工業株式会社 | 車両用自動開閉装置 |
| CN110142545B (zh) * | 2019-04-23 | 2021-07-16 | 滁州多利汽车科技股份有限公司 | 一种轿车门铰链加强板安装用夹具 |
| CN115680410A (zh) * | 2022-11-15 | 2023-02-03 | 杨程程 | 一种自由定位门窗结构 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3870361A (en) * | 1973-02-12 | 1975-03-11 | Atwood Vacuum Machine Co | Hinging system for automobile doors with hinge halves welded to body and door |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1633480A (en) * | 1925-09-26 | 1927-06-21 | Michael J Economides | Hinge |
| US2163713A (en) * | 1938-04-22 | 1939-06-27 | Soss Joseph | Concealed hinge |
| US2215088A (en) * | 1938-04-22 | 1940-09-17 | Soss Joseph | Concealed hinge |
| US2177294A (en) * | 1938-04-22 | 1939-10-24 | Soss Joseph | Concealed hinge |
| US2219918A (en) * | 1938-11-02 | 1940-10-29 | Michael J Economides | Concealed hinge |
| US2222958A (en) * | 1939-03-27 | 1940-11-26 | Soss Joseph | Concealed hinge |
| GB2077348B (en) * | 1980-06-07 | 1984-06-13 | Ihw Eng Ltd | Method of forming a hinge bracket |
| GB2099070B (en) * | 1981-05-14 | 1985-07-03 | Ihw Eng Ltd | Vehicle door hinge |
| SE441115B (sv) * | 1981-09-18 | 1985-09-09 | Scharwaechter Gmbh Co Kg | Avhakbart dorrgangjern for bildorrar |
| EP0382170B1 (de) * | 1989-02-07 | 1995-01-18 | Ohi Seisakusho Co., Ltd. | Plastisch verformbare Hülse zur Verwendung in einem Fahrzeugscharnier und Verfahren zur Herstellung solcher Hülsen |
| US5645133A (en) * | 1995-07-17 | 1997-07-08 | Deere & Company | Pivotable hood structure |
| DE19538561A1 (de) * | 1995-10-17 | 1997-04-24 | Scharwaechter Gmbh Co Kg | Mit einem Türscharnier baulich vereinigter Türfeststeller für Kraftwagentüren |
| EP0825320A3 (de) * | 1996-08-19 | 1998-05-20 | Windsor Door | Passende Zusammensetzung für Türpaneele |
| DE29713031U1 (de) * | 1997-07-23 | 1998-12-03 | Friedr. Fingscheidt GmbH, 42551 Velbert | Scharniertürhalter für Fahrzeugtüren |
| DE19833924A1 (de) * | 1998-07-28 | 2000-02-03 | Scharwaechter Ed Gmbh | Mit einer integrierten Türbremse ausgestattetes Türscharnier |
| DE19915718C2 (de) * | 1999-04-08 | 2002-07-11 | Ise Ind Gmbh | Türscharnier für Kraftfahrzeuge |
| DE19949647C2 (de) * | 1999-10-14 | 2002-01-31 | Edscha Ag | Türscharnier |
| US7059032B2 (en) * | 2003-06-04 | 2006-06-13 | Ronald F Lehner | Door hinge repair apparatus and method |
-
2004
- 2004-03-10 DE DE102004012006A patent/DE102004012006B3/de not_active Expired - Fee Related
-
2005
- 2005-02-24 EP EP05003967A patent/EP1574650A3/de not_active Withdrawn
- 2005-03-10 CN CN200510052715.2A patent/CN1667229A/zh active Pending
- 2005-03-10 US US11/077,673 patent/US20050210630A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3870361A (en) * | 1973-02-12 | 1975-03-11 | Atwood Vacuum Machine Co | Hinging system for automobile doors with hinge halves welded to body and door |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008006191A1 (en) * | 2006-07-10 | 2008-01-17 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| JP2009542942A (ja) * | 2006-07-10 | 2009-12-03 | マルチメイティック インコーポレイテッド | 多部品構成の自動車用ドアヒンジ |
| AU2007272240B2 (en) * | 2006-07-10 | 2013-06-13 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| US9863175B2 (en) | 2006-07-10 | 2018-01-09 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| US10100563B2 (en) | 2006-07-10 | 2018-10-16 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| EP1916367A3 (de) * | 2006-10-24 | 2009-09-02 | ISE Automotive GmbH | Kraftfahrzeugtürscharnier |
| US10626646B1 (en) | 2019-05-21 | 2020-04-21 | Ford Global Technologies, Llc | Self-contained door hinge release |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004012006B3 (de) | 2005-06-30 |
| EP1574650A3 (de) | 2007-01-17 |
| US20050210630A1 (en) | 2005-09-29 |
| CN1667229A (zh) | 2005-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0686748B1 (de) | Scharnierstiftloses wartungsfrei gelagertes Blechscharnier für Kraftwagentüren | |
| DE3013304A1 (de) | Stellvorrichtung fuer sitze und fenster, insbesondere von kraftfahrzeugen | |
| EP3837411B1 (de) | Türfeststeller | |
| EP1930533A1 (de) | Kraftfahrzeugtürscharnier | |
| EP1916367A2 (de) | Kraftfahrzeugtürscharnier | |
| EP2636830B1 (de) | Türbandbefestigung, Baugruppe mit der Türbandbefestigung und einem Türband sowie Türanordnung | |
| DE3401245A1 (de) | Tuerscharnier fuer ein kraftfahrzeug | |
| DE102004012006B3 (de) | Türscharnier für Kraftfahrzeuge | |
| DE10312136B4 (de) | Anordnung zur Feststellung und Neigungsverstellung an einem Fahrzeugsitz sowie Montageverfahren für diese Anordnung | |
| DE102012022876A1 (de) | Verstärkungselement zur Verstärkung eines Hohlprofils sowie Hohlprofil mit einem solchen Verstärkungselement | |
| DE102019133406A1 (de) | Schubstangenführungsbaugruppe, Lenkaktuator sowie Verfahren zur Herstellung einer Schubstangenführungsbaugruppe | |
| EP1065338A2 (de) | Mehrteiliger Hohlkörper-Tragarm | |
| WO2006066662A1 (de) | Türschliesser | |
| DE19811108A1 (de) | Türscharnier mit Feststeller | |
| EP1636075B1 (de) | Scheibenwischvorrichtung, insbesondere für ein kraftfahrzeug | |
| DE102004061057C5 (de) | Kugelgelenkverbindung zwischen einem Zapfen und einem Befestigungsteil | |
| EP1054797B1 (de) | Viergelenkwischarm für eine scheibenwischanlage | |
| EP1473430B1 (de) | Scharnierzapfen | |
| DE19645147C2 (de) | Laufrad für auf Schienen verfahrbare Fahreinheiten, insbesondere für Laufkrane | |
| EP0520358A1 (de) | Türscharnier für Kraftfahrzeuge | |
| EP2339101B9 (de) | Türscharnier für Kraftfahrzeuge | |
| DE102022116310B3 (de) | Befestigungsvorrichtung zur gelenkigen Befestigung einer ersten Konstruktionseinheit an einer zweiten Konstruktionseinheit | |
| EP2706182B1 (de) | Lastabtrageinrichtung für einen gegen einen Rahmen schwenkbaren Flügel | |
| EP1398440A2 (de) | Türscharnier für Kraftfahrzeuge mit einem Türfeststeller | |
| EP2893110B1 (de) | Anschlaganordnung für ein lageveränderbares element an einer fahrzeugkarosserie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070704 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20071029 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ISE AUTOMOTIVE GMBH |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20100209 |