L'invention se rapporte au domaine des échangeurs de
chaleur, notamment pour véhicules automobiles.
Elle concerne plus particulièrement une ailette pour échangeur
de chaleur, constituée d'un feuillard métallique
comprenant au moins une région plane dans laquelle sont
découpées des lamelles oblongues limitées chacune par deux
bords longitudinaux parallèles découpés, et disposées
alternativement de part et d'autre du plan de la région
plane de manière à former des déflecteurs de flux.
De telles ailettes peuvent être réalisées sous la forme
d'ailettes ondulées ou encore sous la forme d'ailettes
planes.
Dans le cas d'une ailette ondulée, le feuillard métallique
comprend des zones pliées alternant avec des zones planes
pour former une structure en zigzag. Les zones pliées, qui
forment des coudes, sont alors généralement brasées aux
tubes de circulation de l'échangeur de chaleur. En pareil
cas, les lamelles oblongues, formant détecteur de flux, sont
réalisées dans les zones planes du feuillard. Ces ailettes
ondulées, généralement utilisées dans le cas d'échangeurs de
chaleur brasés, sont appelées "intercalaires" quand elles
sont situées à l'extérieur des tubes de circulation de
l'échangeur de chaleur et "perturbateurs" quand elles sont
situées à l'intérieur des tubes.
Dans le cas d'ailettes planes, celles-ci comportent des
trous destinés au passage des tubes du faisceau. Les
lamelles, formant déflecteur de flux, sont alors réalisées
entre les trous de passage de l'ailette. Ces ailettes planes
sont généralement utilisées dans le cas d'échangeurs de
chaleur assemblés mécaniquement.
Dans les deux cas, les lamelles découpées, que l'on appelle
aussi des "lanières", agissent comme déflecteurs vis à vis
d'un flux, généralement un flux d'air, qui traverse l'échangeur
de chaleur.
Ces lamelles déflectrices perturbent l'écoulement du flux et
contribuent à augmenter les performances thermiques de
l'échangeur de chaleur. Elles sont habituellement réalisées
par une opération de découpe pour découper les bords
longitudinaux des lanières et par une opération
d'emboutissage pour conformer les lamelles en sorte qu'elles
soient disposées de part et d'autre du plan moyen que
définit la zone plane de l'ailette.
Cette opération d'emboutissage s'effectue généralement par
passage du feuillard, préalablement découpé, entre deux
molettes ayant des profils complémentaires. Cette opération
d'emboutissage permet de conformer les lamelles pour
qu'elles soient.disposées alternativement de part et d'autre
du plan moyen de la région plane.
Il a été constaté cependant que les molettes d'emboutissage
ont tendance à se dégager difficilement des lamelles conformées,
résultant de l'opération d'emboutissage, spécialement
dans le cas où on utilise un feuillard de faible épaisseur
(généralement inférieur à 100 microns), et lorsque le pas
défini entre deux lamelles adjacentes est très faible,
typiquement inférieur à 1,3mm. Ceci se traduit par une
difficulté à extraire les molettes après l'opération
d'emboutissage.
Au surplus, lorsque les ailettes sont assemblées sur un
échangeur de chaleur, les lamelles d'une région plane
risquent de s'imbriquer dans les lamelles d'une région plane
adjacente.
Dans le cas d'une ailette ondulée, les deux régions planes
adjacentes appartiennent au même feuillard et sont réunies
entre elles par une zone pliée. Dans le cas d'ailettes
planes, les régions adjacentes appartiennent respectivement
à deux ailettes planes adjacentes.
L'invention a notamment pour but de surmonter les inconvénients
précités.
Elle vise en particulier à procurer une ailette du type
défini en introduction, dans laquelle la réalisation des
lamelles est facilitée, même dans le cas d'un feuillard de
faible épaisseur et de lamelles à faible pas.
L'invention vise aussi à procurer une ailette du type ci-dessus,
dans laquelle les lamelles ne risquent pas de
s'imbriquer les unes dans les autres lors de l'assemblage
sur un échangeur de chaleur.
Elle vise encore à procurer une telle ailette qui peut être
réalisée aussi bien sous la forme d'une ailette ondulée que
d'une ailette plane.
L'invention propose à cet effet une ailette pour échangeur
de chaleur, du type défini en introduction, dans laquelle
chaque lamelle (ou lanière) présente un profil conformé qui
permet d'obtenir une lamelle nervurée dont la largeur, telle
que définie entre ses bords longitudinaux, diminue par suite
du formage.
Ledit profil conformé comporte, par exemple, une partie
centrale formant nervure et deux parties latérales
généralement planes encadrant la partie centrale. Ladite
nervure pourra cependant être décalée par rapport à l'axe
longitudinal des lamelles.
Le fait de nervurer chacune des lamelles permet d'en
diminuer la largeur, telle que définie entre ses deux bords
longitudinaux. Plus particulièrement, le formage de la
lamelle avec une partie centrale nervurée se traduit par une
diminution de la largeur de la lamelle qui passe d'une
valeur initiale à une valeur finale inférieure à la valeur
initiale. Cette diminution de largeur présente l'avantage de
faciliter l'opération d'emboutissage, et en particulier de
faciliter l'extraction de l'outil d'emboutissage, par
exemple de molettes, à l'issue de l'opération
d'emboutissage.
En outre, cette diminution de largeur évite une imbrication
des lamelles appartenant à deux régions planes adjacentes.
Dans une forme de réalisation préférée de l'invention, la
partie centrale de la lamelle définit une nervure en forme
de V ayant deux branches réunies par un sommet dont l'angle
est obtus.
De façon avantageuse, les deux branches de la partie
centrale sont symétriques et forment chacune, avec le plan
des parties latérales, un angle compris entre 25° et 30°.
Avantageusement, les sommets respectifs des nervures sont
tous dirigés du même côté du plan de la région plane.
Selon encore une autre caractéristique de l'invention, la
partie centrale et les deux parties latérales correspondent
chacune sensiblement à un tiers de la largeur de la lamelle.
Avantageusement, la nervure s'étend sur toute la longueur
des lamelles.
Dans une forme de réalisation de l'invention, dans laquelle
l'ailette est constituée d'un feuillard métallique de forme
ondulée comprenant des régions planes alternant avec des
régions pliées, les régions planes comportent des lamelles
comme défini précédemment.
Dans une autre forme de réalisation, dans laquelle l'ailette
est constituée d'un feuillard métallique de forme plane
comprenant des régions planes situées entre des trous de
passage de tubes, les régions planes comportent des lamelles
telles que définies précédemment.
L'ailette de l'invention peut être utilisée non seulement
comme intercalaire en étant située à l'extérieur des tubes
de circulation d'un échangeur de chaleur, mais aussi comme
perturbateur en étant alors située à l'intérieur des tubes
de circulation d'un échangeur de chaleur.
Sous un autre aspect, l'invention concerne un procédé de
fabrication d'une ailette telle que définie précédemment,
comprenant les opérations suivantes :
Dans un mode de réalisation préférée du procédé, l'opération
d'emboutissage c) est réalisée par passage du feuillard
préalablement découpé entre deux molettes de forme conjuguée.
Sous un autre aspect, l'invention concerne un échangeur de
chaleur comprenant une multiplicité d'ailettes telles que
définies précédemment.
Dans la description qui suit, faite à titre d'exemple, on se
réfère aux dessins annexés, sur lesquels :
- la figure 1 est une vue en élévation d'un échangeur de
chaleur comportant un faisceau de tubes et d'ailettes
ondulées ;
- la figure 2 est une vue partielle en perspective d'une
ailette ondulée comportant des lamelles déflectrices conformément
à l'art antérieur ;
- la figure 3 est une vue en coupe partielle d'une ailette
ondulée de l'art antérieur ;
- la figure 4 est une vue en plan d'un feuillard découpé et
embouti destiné à former une ailette ondulée selon l'art
antérieur ;
- la figure 5 est un.e vue en coupe, à échelle agrandie,
selon la ligne V-V de la figure 4 ;
- la figure 6 est une vue en coupe montrant les risques
d'imbrication des lamelles respectives de deux régions
planes adjacentes dans le cas d'une ailette de l'art antérieur
;
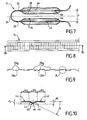
- la figure 7 est une vue partielle en coupe d'une ailette
ondulée comportant des lamelles déflectrices nervurées selon
l'invention ;
- la figure 8 est une vue en plan d'un feuillard préalablement
découpé et embouti destiné à former une ailette ondulée
selon la figure 7 ;
- la figure 9 est une vue en coupe selon la ligne IX-IX de
la figure 8 ;
- la figure 10 représente le détail X, à échelle agrandie,
de la figure 9 ;
- la figure 11 montre la diminution de largeur que subit une
lamelle, du fait de son nervurage, conformément à l'invention
;
- la figure 12 montre deux régions planes adjacentes munies
de lamelles dans le cas d'une ailette selon l'invention ;
- la figure 13 est une vue en coupe d'un feuillard
comportant des lamelles déflectrices selon l'invention, dans
une autre forme de réalisation ;
- la figure 14 illustre schématiquement la fabrication des
lamelles dans le cas du procédé de l'invention ; et
- la figure 15 est une vue partielle en plan d'une ailette
plane comportant des lamelles nervurées selon l'invention.
On se réfère d'abord à la figure 1 qui montre un échangeur
de chaleur, en particulier pour véhicule automobile,
comprenant un faisceau 10 formé d'une multiplicité
d'éléments parallèles 12 de circulation de fluide qui
alternent avec des ailettes ondulées 14, ici des
intercalaires situés à l'extérieur des éléments 12.
Les éléments 12 sont des tubes plats ou des plaques et ils
comportent chacun deux grandes faces parallèles contre
lesquelles viennent s'appuyer les ondulations ou plis des
ailettes.
Dans l'exemple représenté, les extrémités du faisceau sont
reçues dans deux plaques collectrices 16 et 18 fermées
respectivement par des boítiers 20 et 22 pour former des
boítes collectrices ou collecteurs.
Les éléments 12 du faisceau sont parcourus par un fluide qui
échange de la chaleur avec un flux d'air qui balaye le
faisceau.
Un tel échangeur de chaleur peut être réalisé, par exemple,
sous la forme d'un radiateur de refroidissement d'un moteur
de véhicule, d'un radiateur d'air de suralimentation, d'un
condenseur ou d'un évaporateur d'une installation de
climatisation, etc.
Comme on le voit sur la figure 2, une ailette 14 est formée
à partir d'un feuillard métallique, généralement à base
d'aluminium, qui est conformé par des outils de formage
classiques pour lui donner une structure en zigzag. Cette
structure résulte d'une alternance de zones pliées 24
(encore appelées "plis") et de zones planes 26 qui, le plus
souvent, sont parallèles entre elles. Les zones pliées 24
sont de forme semi-circulaire de rayon R et les zones planes
26 sont distantes deux à deux d'un pas P.
Dans l'exemple représenté, chacune des zones planes 26
comporte des lamelles 28, c'est-à-dire des ajours aménagés
dans l'épaisseur du feuillard pour former des déflecteurs à
l'égard du flux d'air qui balaye le faisceau et améliorer
ainsi l'échange thermique. Ces lamelles, encore appelées
"lanières", sont des bandes oblongues de forme rectangulaire
limitées par deux bords longitudinaux parallèles 30, qui
constituent des bords de découpe, et par deux petits côtés
transversaux 32 qui forment un pont de matière entre la
lanière et l'ailette proprement dite.
Comme on le voit mieux sur la figure 3, qui représente une
ailette ondulée 14 munie de lamelles, conforme à l'art antérieur,
les lamelles 28 sont disposées alternativement de
part et d'autre du plan moyen de la région plane 26. On
trouve ainsi des lamelles 28d situées à droite et des
lamelles 28g situées à gauche, c'est-à-dire de part et
d'autre du plan de la région 26.
Ces lamelles s'étendent chacune sur une largeur 1 comme on
le voit aussi sur la figure 4 qui montre un feuillard de
l'art antérieur muni de lamelles découpées, avant conformation
du feuillard en zigzag. On distingue l'alternance des
lamelles 28d situées à droite et des lamelles 28g situées à
gauche. Cette alternance des lamelles, de part et d'autre du
plan moyen de la région 26, apparaít mieux encore sur la
coupe de la figure 5, représentée à plus grande échelle que
sur la figure 4. On constate que la largeur 1 de chacune des
lamelles 28d ou 28g, après découpe par emboutissage, reste
sensiblement identique.
Par conséquent, lorsque deux régions planes 26 sont situées
à proximité, comme montré sur la figure 6, il existe un
risque que les lamelles d'une région plane viennent s'imbriquer
dans les lamelles d'une région plane adjacente comme
montré dans la zone identifiée par la référence 33 sur la
figure 6. Ce risque est d'autant plus important que l'épaisseur
du feuillard est faible, par exemple inférieur à 100
microns, et que le pas P de l'ailette est faible, par
exemple inférieur à 1,3 mm.
Comme déjà indiqué précédemment, ces ailettes de l'art
antérieur présentent des difficultés de fabrication en ce
sens que les outils d'emboutissage, généralement des molettes,
ont des difficultés à s'extraire du feuillard une fois
découpé et embouti. En outre, cet inconvénient se traduit
aussi par un risque d'imbrication des lamelles comme montré
sur la figure 6.
L'invention permet de surmonter ces inconvénients par une
conformation particulière des lamelles, comme on va le voir
maintenant.
On se réfère maintenant à la forme de réalisation des
figures 7 à 10, qui correspond à l'invention. Les éléments
communs avec ceux des figures précédentes sont désignés par
les mêmes références numériques.
Dans cette forme de réalisation, chaque lamelle 28 présente
un profil conformé, tel que défini entre les deux bords
longitudinaux 30, qui comporte une partie centrale 40
formant nervure et deux parties latérales 42 généralement
planes et encadrant la partie centrale. Le profil des
lamelles apparaít plus particulièrement sur la figure 9 et
le détail de la figure 10.
Comme décrit précédemment, les lamelles 28 désignées 28d et
28g sont disposées alternativement de part et d'autre du
plan de la région plane 26, comme on le voit sur la figure
9. La partie centrale 40 forme une nervure en V ayant deux
branches 44 réunies par un sommet 46 dont l'angle est obtus
(figure 10). Dans l'exemple représenté, les deux branches 44
sont symétriques et forment chacune, avec le plan des
parties latérales 42, un angle A avantageusement compris
entre 25 et 30°, dans l'exemple de 27° (figure 10).
Dans l'exemple représenté (figure 9), les sommets 46 respectifs
des nervures sont tous dirigés du côté du plan de la
région plane 26. Ceci ressort aussi de l'examen de la
figure 7.
Comme on le voit sur le détail de la figure 10, la partie
centrale 40 et les deux parties latérales 42 correspondent
chacune sensiblement à un tiers de la largeur 1 de la
lamelle. A titre d'exemple, la partie centrale 40 peut
s'étendre sur une largeur de 1,1 mm et les deux parties
latérales 42 sur une largeur de 1,0 mm. Dans cet exemple, la
distance d1 entre le plan des parties latérales 42 et le
plan de la partie centrale 26 est de 0,3 mm, tandis que la
distance d2 entre le plan des parties latérales 42 et le
fond de la nervure de la partie centrale 40 est de 0,2 mm.
Le pas P entre deux régions planes adjacentes, réunies par
une région pliée 24 est de 1,3 mm (figure 7).
Comme on peut le voir sur la figure 11, le fait de conformer
la lamelle 28 pour définir une partie centrale nervurée 40,
se traduit par une diminution de la largeur de la lamelle
qui passe d'une valeur initiale 10 à une valeur finale 1,
inférieure à la valeur initiale.
Cette diminution de largeur permet tout d'abord de faciliter
la sortie de l'outil d'emboutissage, typiquement des molettes.
En outre, cette diminution de largeur se traduit par le
fait que les lamelles d'une région 26 ne risquent pas de
s'imbriquer avec les lamelles d'une région adjacente, ainsi
qu'il ressort de la figure 12.
Cette figure 12 est à comparer à la figure 6 décrite précédemment
en relation avec l'art antérieur. On constate en
effet que, du fait de la diminution de largeur des lamelles,
il n'existe plus de zone d'imbrication, mais au contraire
des zones bien séparées comme représenté par la flèche 48
sur la figure 12. Dans le cas de la figure 12, on constate
que les sommets des parties centrales nervurées sont tous
dirigés du même côté, à la différence de la forme de
réalisation décrite aux figures 7 à 10.
Dans la forme de réalisation de la figure 13, le plan
général des parties 42 de chaque lamelle, au lieu d'être
parallèle au plan de la partie 26 est incliné par rapport à
celui-ci.
On se réfère maintenant à la figure 14 qui montre schématiquement
un outillage propre à mettre en oeuvre le procédé de
l'invention.
Le feuillard métallique 50 passe successivement dans un
poste d'emboutissage comportant une matrice 52 et un poinçon
54 destinés à réaliser des découpes, dans la direction
transversale du feuillard, pour constituer les bords
longitudinaux 30 des lamelles. Ensuite, le feuillard découpé
est dirigé vers un poste d'emboutissage comportant une
molette rotative 56 coopérant avec une contre-molette 58 et
entre lesquelles passe le feuillard.
Ces molettes 56 et 58 comportent des profils périphériques
définis (non représentés) aptes à emboutir les lamelles pour
les disposer alternativement de part et d'autre du plan du
feuillard et pour leur donner un profil conformé avec une
nervure.
On se réfère maintenant à la figure 15 qui montre une autre
forme de réalisation de l'invention concernant une ailette
plane 60 de forme générale rectangulaire dans laquelle sont
aménagés des trous 62, dans l'exemple oblongs, pour le
passage de tubes (non représentés).
Entre deux trous adjacents 62 est prévu un certain nombre de
lamelles 64 qui sont nervurées comme décrit précédemment. Là
aussi, les lamelles sont disposées alternativement de part
et d'autre du plan que définit l'ailette 60. Les lamelles 66
sont séparées par des fentes allongées 66 parallèles entre
elles. Elles sont réalisées dans une région plane 68 de
l'ailette qui s'étend entre deux trous adjacents 62.
L'invention est susceptible de nombreuses variantes de
réalisation. En particulier, bien que l'invention ait été
décrite en référence à des ailettes de type "intercalaire"
placées à l'extérieur dès tubes d'un échangeur, elle peut
s'appliquer aussi à des ailettes de type "perturbateur"
placées à l'intérieur des tubes d'un échangeur.
L'invention trouve une application préférentielle aux échangeurs
de chaleur pour véhicules automobiles.