EP1586671B1 - Kaltverformbarer Chromstahl - Google Patents
Kaltverformbarer Chromstahl Download PDFInfo
- Publication number
- EP1586671B1 EP1586671B1 EP05000782A EP05000782A EP1586671B1 EP 1586671 B1 EP1586671 B1 EP 1586671B1 EP 05000782 A EP05000782 A EP 05000782A EP 05000782 A EP05000782 A EP 05000782A EP 1586671 B1 EP1586671 B1 EP 1586671B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- chromium
- bis
- minutes
- precipitates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/007—Ferrous alloys, e.g. steel alloys containing silver
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
Definitions
- the invention relates to a cold-formable chromium steel with ferritic microstructure.
- Cold-formable and corrosion-resistant ferritic chromium steels possess poor machinability without special alloying measures, which can be attributed to adhesions and welds that occur in the area of sharp tool edges during machining. The consequence of this is breakage and chipping of the cutting edge or a high tool wear and also a low surface quality of the machined workpieces.
- adhesions and welds also have a very disadvantageous effect, since they preferably occur in the area of high surface pressure and there worsen the surface quality of the formed workpieces. In addition, they shorten the service life of the tools.
- the steels require a certain minimum strength which can only be achieved by alloy constituents which form carbides or carbonitrides such as titanium, vanadium, niobium, zirconium and molybdenum. These are present in the microstructure as hard and poorly soluble precipitation phases and tend to accumulate locally in the microstructure and thus to form agglomerates, nests or linear structures.
- Steels of the type mentioned are known. They have a good magnetizability, as in the U.S. Patent 4,714,502 described soft magnetic chromium steel with up to 0.03% carbon, 0.40 to 1.10% silicon, up to 0.50% manganese, 9.0 to 19% chromium, up to 2.5% molybdenum, up to 0.5% nickel, to 0.5% copper, 0.02 to 0.25% titanium, 0.010 to 0.030% sulfur, to 0.03% nitrogen, 0.31 to 0.60% aluminum, 0.10 to 0.30% lead and 0.02 to 0.10% zirconium.
- the steel is stainless and cold formable; it is suitable as a material for producing cores for solenoid valves, electromagnetic clutches or housings of electronic injection systems for internal combustion engines.
- Another soft magnetic stainless chromium steel with up to 0.05% carbon, up to 6% silicon, 11 to 20% chromium, up to 5% aluminum, 0.03 to 0.40% lead, 0.001 to 0.009% calcium and 0.01 to 0 , 30% tellurium is from the U.S. Patent 3,925,063 known and has due to its contents of lead, calcium and tellurium a good machinability.
- German Offenlegungsschrift describes 101 43 390 A1 a cold-workable, corrosion resistant ferritic chromium steel containing 0.005% to 0.1% carbon, 0.2% to 1.2% silicon, 0.4% to 2.0% manganese, 8% to 20% chromium, 0.1% to 1 , 2% molybdenum, 0.01% to 0.5% nickel, 0.5% to 2.0% copper, 0.001% to 0.6% bismuth, 0.002% to 0.1% vanadium, 0.002% to 0, 1% titanium, 0.002% to 0.1% niobium, 0.15% to 0.8% sulfur and 0.001% to 0.08% nitrogen, the remainder iron, including impurities caused by melting, which, due to its good machinability, in particular its good machinability , its good wear resistance and surface quality as a material for fine mechanical applications and precision equipment, especially for spinning and spray nozzles and writing instruments, tips and heads.
- the European disclosure 1 288 323 A1 also describes a ferritic cold-formable corrosion resistant chromium steel having 8 to 20% chromium, 0.005 to 0.1% carbon, to 0.08% nitrogen, 0.2 to 1.2% silicon, 0.4 to 2.0% manganese, 0 , 05 to 1.2% molybdenum, 0.01 to 0.5% nickel, 0.5 to 2.0% copper and up to 0.05% lead, selenium and / or tellurium.
- this steel is as free of arsenic as one from the Japanese patent application 2001-131 716 known ferritic steel with 15.0 to 25.0% chromium to 0.12% carbon, to 0.05% nitrogen, 0.05 to 1.00% silicon, 0.50 to 2.50% manganese, 0.01 to 0.50% nickel, 0.01 to 0.50% copper, 0.02 to 0.25% sulfur and 0.0050 to 0.00400% oxygen, which also includes molybdenum, selenium, lead, bismuth, niobium , Vanadium, titanium and zirconium in an undisclosed amount.
- the problem underlying the invention is a ferritic chromium steel To create, which not only excellently, ie in particular without the formation of adhesions and welds chop but also directionally accurate micro-work leaves.
- the mechanical properties of the steel according to the invention depend not only on the presence of certain precipitation phases, but also very much on their physical properties and distribution in the microstructure.
- the microstructure therefore contains both metal sulfides and metal selenides, which in turn interact with carbides and sulfocarbides and thereby bring about an improvement in the chip breaking behavior.
- the invention seeks to release certain alloying elements in the vicinity of the precipitates by means of rearrangement and exchange reactions so as to surround the hard precipitates with a lubricant zone of metals and / or metal compounds which act as lubricant zones and improve machinability.
- Precipitates of sulfides, selenides or tellurides or mixtures thereof, as well as precipitates due to rearrangement or exchange reactions with carbides form at different temperatures in the solid state of the steel.
- primary exudates are formed, which grow on further cooling, coarsen and cause the known disadvantages.
- inventive tuning certain elements such as lead and / or bismuth and / or arsenic and / or antimony and / or vanadium, titanium, niobium and zirconium with the excretors carbon, nitrogen, sulfur, selenium and tellurium results in a very large number of reaction options that prevent the harmful growth of primary excretions.
- the non-metallic precipitants - carbon, sulfur, selenium, tellurium and optionally nitrogen - are present in low concentration to avoid supersaturation, otherwise rapidly growing coarse precipitates form. These would be very difficult to reduce or dissolve in their grain size. It is particularly important to have a low carbon content in order to shift the reaction equilibrium towards the formation of substoichiometric carbides.
- precipitation preferably forms on cooling
- diffusion effects solid-state diffusion in the steel
- low atomic mass elements diffuse easier and faster than heavy atoms.
- carbides and nitridic precipitates are very easily formed, which are called primary exudations. Only after their elimination arise sulfides and / or selenides or other excretions such as sulfocarbides and sulfocarboselenides.
- the substoichiometric primary carbides are formed according to the equation Me I + xC ⁇ Me I C x , (1) where Me I denotes the elements titanium, vanadium, niobium and zirconium and x is the stoichiometric factor.
- Me I denotes the elements titanium, vanadium, niobium and zirconium and x is the stoichiometric factor.
- these elements can also react with nitrogen, sulfur and selenium (tellurium). This produces sulfocarbides, sulfoselenides or sulfocarboselenides.
- Sub stoichiometric precipitates are thus also very reactive after their formation.
- the composition of the primary carbides (or primary precipitates) of the Me I metals can vary widely without sacrificing the lattice structure of the precipitates.
- titanium carbide has a particularly wide range of resistance. This ranges from TiC 0.22 to TiC 1.0 .
- Equation 1 would be for titanium: Ti + 0.5 C ⁇ TiC 0.5 (1a)
- Me I elements do not form carbides, carbonitrides, and consequently no sulfocarbides.
- precipitates that have already formed are dissolved and new ones formed and, for example, copper can also be produced which acts as a lubricant in the vicinity of the primary precipitates. Since the rearrangement reactions take place predominantly during cooling, the precipitates are inevitably very fine. For the rearrangement reactions, it is beneficial if sufficient time is available, since the mass transfer for the rearrangement reactions by diffusion occurs.
- a slow cooling or holding times at 700 to 500 ° C and / or a final heat treatment.
- Dissolution reactions according to Equation 4 are very important, since they advantageously dissolve or dissolve coarse or line-shaped Me "sulfides (for example manganese sulfides), forming-according to Equation 4-new very fine microscopic precipitates. Steel therefore has a structure with many fine precipitates ( Fig. 4 ).
- the steel should first be subjected to one or more deformations that are as strong as possible, which leads to sliding displacements and to an improved thorough mixing of the structural constituents. Furthermore, the distances between the precipitations are advantageously changed and depletion zones are reduced.
- a particular advantage of the strong deformation lies in the shortening of the diffusion paths, which in turn causes a significant increase in the reactivity.
- the preferably cold-worked steel is annealed at 750 to 1080 ° C ( Fig. 5 ).
- dissolution and release reactions take place with the formation of new or compositionally altered precipitates, for example according to Equation 4.
- final annealing may take place at up to 450 ° C to solidify liberated lubricant metals or newly formed ultrafine precipitates, cure in the steel matrix, relieve stress, and adjust the hardness or strength of the steel.
- a progressive decrease in hardness can already occur at a temperature of> 350 ° C, which suggests that the matrix has softened.
- the steel is annealed after at least one cold work with a degree of deformation of over 65% for 30 to 60 minutes at 750 to 1080 ° C and then cooled within 30 to 180 minutes with low energy input to a temperature of 500 to 700 ° C ( Fig. 5 ).
- the precipitates formed during annealing are stabilized in a diffusion-controlled manner.
- the steel is kept at a temperature of, for example, 680 ° C by a short-term increase in the supply of heat ( Fig. 5 , Equation 4).
- Table I the compositions of the falling under the invention alloy E2 and of comparative alloys E1, E3 to E5 and V1 to V8 are compiled.
- Table II shows the respective K1, K2 and K3 values as well as the results of the processing trials.
- BV denotes a characteristic for the bore progression
- BG the degree width
- BWG an index for the surface quality.
- a raw wire of the composition E2 with a diameter of 6 mm was after a pickling initially subjected to a three-stage cold working with a total deformation of 85% and then annealed for 30 minutes at a temperature of 840 ° C in a protective gas atmosphere and then controlled within 120 minutes to a Temperature of 600 ° C cooled. During cooling, a two-minute 15 minute intermediate heating at a temperature of 760 or 680 ° C took place without raising the temperature in order to achieve a stepped cooling to stabilize the precipitates (cf. Fig. 5 ).
- the wire was cooled in air without further energy input and then calibrated at 15% strain rate. The calibration was followed by a 15 minute final anneal at 340 ° C. The wire had excellent machinability with micro tools.
- a raw wire of the non-inventive composition E3 with a diameter also of 6 mm was again subjected to a three-stage cold working with a degree of deformation of 80% and then annealed at 900 ° C for 35 minutes under inert gas and from the annealing temperature within 160 minutes with low energy constant cooling rate initially cooled to a temperature of 620 ° C cooled. This was followed by a cooling in air to room temperature.
- the wire was then calibrated to a degree of deformation of 20% and tempered at 280 ° C for 30 minutes and subjected to a micromachining machined condition with the results reported in Table II.
- the degree of width BG at the edge of the hole was measured at an angle of 20 to 30 °.
- the machinability in terms of the extent and frequency of eruptions and breakouts inside the bore, was determined microscopically and found to have a BWG value of 1 to 4.
- the BWG value of 1 indicates an error-free hole, while a BWG value of 4 indicates strong flare-outs.
- the representation in Fig. 7 illustrates a smooth bore with a BWG value of 1, while the representation in Fig. 8 a hole with numerous Ausroökelept and a BWG value of 4 reflects.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Heat Treatment Of Steel (AREA)
Description
- Die Erfindung bezieht sich auf einen kaltverformbaren Chromstahl mit ferritischem Gefüge.
- Kaltverformbare und korrosionsbeständige ferritische Chromstähle besitzen ohne besondere legierungstechnische Maßnahmen eine schlechte Zerspanbarkeit, die sich auf Anklebungen und Aufschweißungen zurückführen lassen, die beim Zerspanen im Bereich scharfer Werkzeugkanten entstehen. Die Folge davon sind Ausbrechungen und Ausbröckelungen der Schneidkante bzw. ein hoher Werkzeugverschleiß und zudem eine geringe Oberflächengüte der bearbeiteten Werkstücke.
- Bei Präge- und Umformwerkzeugen wirken sich solche Anklebungen und Aufschweißungen ebenfalls sehr nachteilig aus, da sie gerade im Bereich hoher Flächenpressung bevorzugt auftreten und dort die Oberflächengüte der umgeformten Werkstücke verschlechtern. Zudem verkürzen sie die Standzeit der Werkzeuge. Außer einer guten Zerspanbarkeit und Bearbeitbarkeit bedürfen die Stähle einer bestimmten Mindestfestigkeit, die sich nur durch Legierungsbestandteile erreichen lässt, die wie Titan, Vanadium, Niob, Zirkonium und Molybdän Karbide oder Karbonitride bilden. Diese liegen im Gefüge als harte und schwer lösliche Ausscheidungsphasen vor und neigen dazu, sich im Gefüge lokal anzureichern und so Agglomerate, Nester oder zeilenförmige Strukturen zu bilden.
- Damit ist die Gefahr verbunden, daß es bei einem Mikrobearbeiten, beispielsweise beim Herstellen von Bohrungen, Nuten und Ausnehmungen geringer und geringster Abmessungen infolge der lokalen Konzentration harter Ausscheidungsphasen zu einem Verlaufen des Werkzeugs, beispielsweise eines Bohrers und demgemäß zu erheblichen Abweichungen in den Endabmessungen kommt. Dies ist darauf zurückzuführen, daß die Bearbeitungswerkzeuge, beispielsweise Bohrer mit geringem Durchmesser bestrebt sind, Bereichen höherer Härte bzw. höherer Karbiddichte auszuweichen. Dem läßt sich auch nicht dadurch begegnen, daß Mikrowerkzeuge bzw. Bohrer aus hochwertigen Hartmetallen beispielsweise mit einem Durchmesser unter 0,8 mm eingesetzt werden. Der Einfluß der karbidischen Gefügebestandteile im Bereich starker Anreicherungen führt auch in diesem Fall zu einem Ablenken des Werkzeugs von der vorgegebenen Bearbeitungsrichtung.
- Stähle der eingangs erwähnten Art sind bekannt. Sie besitzen eine gute Magnetisierbarkeit, wie der in der
US-Patentschrift 4 714 502 beschriebene weichmagnetische Chromstahl mit bis 0,03% Kohlenstoff, 0,40 bis 1,10% Silizium, bis 0,50% Mangan, 9,0 bis 19% Chrom, bis 2,5% Molybdän, bis 0,5% Nickel, bis 0,5% Kupfer, 0,02 bis 0,25% Titan, 0,010 bis 0,030% Schwefel, bis 0,03% Stickstoff, 0,31 bis 0,60% Aluminium, 0,10 bis 0,30% Blei und 0,02 bis 0,10% Zirkonium. Der Stahl ist rostfrei und kaltverformbar; er eignet sich als Werkstoff zum Herstellen von Kernen für Solenoid-Ventile, elektromagnetische Kupplungen oder von Gehäusen elektronischer Einspritzsysteme für Brennkraftmaschinen. - Ein weiterer weichmagnetischer rostfreier Chromstahl mit bis 0,05% Kohlenstoff, bis 6% Silizium, 11 bis 20% Chrom, bis 5% Aluminium, 0,03 bis 0,40% Blei, 0,001 bis 0,009% Kalzium und 0,01 bis 0,30% Tellur ist aus der
US-Patentschrift 3 925 063 bekannt und besitzt aufgrund seiner Gehalte an Blei, Kalzium und Tellur eine gute Zerspanbarkeit. - Die verhältnismäßig hohen Gehalte an Silizium, Aluminium und Titan führen bei diesem Stahl jedoch infolge des Entstehens harter Oxideinschlüsse zu einem hohen Verschleiß bei der mechanischen Feinbearbeitung. Dem soll der verhältnismäßig hohe Bleigehalt von 0,03 bis 0,40% entgegenwirken. Nachteilig ist hierbei jedoch, dass Blei einen sehr niedrigen Schmelzpunkt besitzt und demgemäß keine stabilen Verbindungen bzw. Ausscheidungen bildet und seine Verteilung im Gefüge äußerst inhomogen ist.
- Des weiteren beschreibt die deutsche Offenlegungsschrift
101 43 390 A1 einen kaltverformbaren korrosionsbeständigen ferritischen Chromstahl mit 0,005% bis 0,1% Kohlenstoff, 0,2% bis 1,2% Silizium, 0,4% bis 2,0% Mangan, 8% bis 20% Chrom, 0,1% bis 1,2% Molybdän, 0,01% bis 0,5% Nickel, 0,5% bis 2,0% Kupfer, 0,001% bis 0,6% Wismut, 0,002% bis 0,1% Vanadium, 0,002% bis 0,1% Titan, 0,002% bis 0,1% Niob, 0,15% bis 0,8% Schwefel und 0,001% bis 0,08% Stickstoff, Rest Eisen einschließlich erschmelzungsbedingter Verunreinigungen der sich wegen seiner guten mechanischen Bearbeitbarkeit, insbesondere seiner guten Zerspanbarkeit, seiner guten Verschleißfestigkeit und Oberflächengüte als Werkstoff für feinmechanische Anwendungen und Präzisionsgeräte, insbesondere für Spinn- und Spritzdüsen sowie Schreibgeräte, Spitzen und Köpfe eignet. - Die europäische Offenlegungsschrift
1 288 323 A1 beschreibt zudem einen ferritischen kaltverformbaren korrosionsbeständigen Chromstahl mit 8 bis 20% Chrom, 0,005 bis 0,1% Kohlenstoff, bis 0,08% Stickstoff, 0,2 bis 1,2% Silizium, 0,4 bis 2,0% Mangan, 0,05 bis 1,2% Molybdän, 0,01 bis 0,5% Nickel, 0,5 bis 2,0% Kupfer und bis 0,05% Blei, Selen und/oder Tellur. Dieser Stahl ist jedoch ebenso arsenfrei wie ein aus der japanischen Offenlegungsschrift2001-131 716 - Schließlich beschreibt auch die
US-Patentschrift 6 033 625 einen arsenfreien ferritischen Chromstahl mit 19 bis 25% Chrom, bis 0,1% Kohlenstoff, bis 2,0% Silizium, bis 2,0% Mangan, bis 4,0% Molybdän, 0,1 bis 4,0% Nickel und/oder Kupfer, bis 0,4% Selen und 0,2 bis 0,35% Schwefel, Rest Eisen. - Das der Erfindung zugrundeliegende Problem besteht darin, einen ferritischen Chromstahl zu schaffen, der sich nicht nur hervorragend, d. h. insbesondere ohne das Entstehen von Anklebungen und Anschweißungen zerspanen sondern auch richtungsgenau mikrobearbeiten lässt.
- Die Lösung dieses Problems besteht in einem Chromstahl mit
- 14% bis 20% Chrom
- 0,005% bis 0,05% Kohlenstoff
- bis 0,01 % Stickstoff
- 0,2% bis 0,6% Silizium
- 0,3% bis 1,0% Mangan
- 0,1% bis 1,0% Molybdän
- bis 0,8% Nickel
- 0,2% bis 1,0% Kupfer
- 0,02% bis 0,2% Selen
- 0,01% bis 0, 1 % Arsen
- 0,01% bis 0,1% Blei
- 0,01% bis 0,5% Wismut
- 0,01% bis 0,1% Antimon
- 0,005% bis 0,08% Vanadium
- 0,005% bis 0,08% Titan
- 0,005% bis 0,08% Niob
- 0,005% bis 0,08% Zirkonium
- 0,15% bis 0,65% Schwefel
- bis 0,20% Tellur,
- Rest einschließlich erschmelzungsbedingter Verunreinigungen Eisen.
- Besonders geeignet ist ein Chromstahl mit
- 14% bis 18% Chrom
- 0,01% bis 0,03% Kohlenstoff
- bis 0,01% Stickstoff
- 0,03% bis 0,5% Silizium
- 0,4% bis 0,7% Mangan
- 0,1% bis 0,6% Molybdän
- bis 0,5% Nickel
- 0,2% bis 0,6% Kupfer
- 0,02% bis 0,2% Selen
- 0,01% bis 0,05% Arsen
- 0,01% bis 0,05% Blei
- 0,01% bis 0,3% Wismut
- 0,01% bis 0,05% Antimon
- 0,005% bis 0,08% Vanadium
- 0,005% bis 0,08% Titan
- 0,005% bis 0,08% Niob
- 0,005% bis 0,08% Zirkonium
- 0,15% bis 0,65% Schwefel
- 0,01% bis 0,20% Tellur,
- Rest einschließlich erschmelzungsbedingter Verunreinigungen Eisen.
- Im Hinblick auf optimale Werkstoffeigenschaften sollte die Zusammensetzung des Stahls mindestens einer der folgenden Bedingungen genügen:



- Die gleichzeitige Anwesenheit von Schwefel, Selen und Tellur wirkt sich über die Anwesenheit feiner Sulfid-, Selenid- und Telluridausscheidungen auf die Werkstoffeigenschaften besonders vorteilhaft aus, wenn die jeweiligen Gehalte dieser Elemente der Bedingung für K3 genügen.
- Für die mechanischen Eigenschaften des erfindungsgemäßen Stahls kommt es nicht nur auf das Vorhandensein bestimmter Ausscheidungsphasen, sondern sehr wesentlich auch auf deren physikalische Beschaffenheit und Verteilung im Gefüge an. Das Gefüge enthält daher sowohl Metallsulfide als auch Metallselenide, die ihrerseits mit Karbiden und Sulfokarbiden in Wechselwirkung treten und dabei eine Verbesserung des Spanbruchverhaltens bewirken. Dabei will die Erfindung, im Wege von Umlagerungs- und Austauschreaktionen bestimmte Legierungselemente im Nahbereich der Ausscheidungen freisetzen, um so die harten Ausscheidungen mit einer Schmiermittelzone aus Metallen und/oder Metallverbindungen zu umgeben, die als Schmiermittelzonen wirken und die Zerspanbarkeit verbessern.
- Ausscheidungen entstehen nur dann, wenn die thermodynamischen Voraussetzungen dies zulassen. Eine wichtige Richtgröße hierfür stellt die Bildungswärme dar. Eine negative Bildungswärme besagt, daß Ausscheidungen thermodynamisch stabil sind. Je negativer die Bildungswärme für eine bestimmte Ausscheidung ist, um so wahrscheinlicher ist auch deren Entstehung.
- Ausscheidungen aus Sulfiden, Seleniden oder Telluriden bzw. Mischungen derselben, ferner auch Ausscheidungen, die auf Umlagerungs- oder Austauschreaktionen mit Karbiden zurückzuführen sind, bilden sich bei verschiedenen Temperaturen im festen Zustand des Stahls. Beim Abkühlen der Schmelze entstehen sogenannte Primärausscheidungen, die bei der weiteren Abkühlung wachsen, sich vergröbern und die bekannten Nachteile bewirken. Durch die erfindungsgemäße Abstimmung bestimmter Elemente wie Blei und/oder Wismut und/oder Arsen und/oder Antimon und/oder Vanadin, Titan, Niob sowie Zirkonium mit den Ausscheidungsbildnern Kohlenstoff, Stickstoff, Schwefel, Selen und Tellur ergibt sich eine sehr große Anzahl von Reaktionsmöglichkeiten, die das schädliche Wachsen der Primärausscheidungen unterbinden.
- Im Diagramm der
Fig. 1 sind einige Bildungswärmen für wichtige Sulfide und Selenide dargestellt, die für die Erfindung von Bedeutung sind. Da alle Metallverbindungen negative Bildungswärmen besitzen, sind diese auch geeignet, Ausscheidungen zu bilden. - Bei dem erfindungsgemäßen Stahl sind die nichtmetallischen Ausscheidungsbildner - Kohlenstoff, Schwefel, Selen, Tellur und gegebenenfalls Stickstoff - in nur geringer Konzentration vorhanden, um eine Übersättigung zu vermeiden, da sich andernfalls rasch wachsende grobkörnige Ausscheidungen bilden. Diese wären nur sehr schwer in ihrer Korngröße zu reduzieren bzw. aufzulösen. Besonders wichtig erscheint ein niedriger Kohlenstoffgehalt, um das Reaktionsgleichgewicht in Richtung der Bildung von unterstöchiometrischen Karbiden zu verschieben.
- Da sich Ausscheidung vorzugsweise beim Abkühlen bilden, spielen Diffusionseffekte (Festkörperdiffusion im Stahl) bei der Bildung und dem Wachstum der Ausscheidungen eine wichtige Rolle. Grundsätzlich diffundieren Elemente mit niedriger Atommasse leichter und rascher als schwere Atome. In Stählen bilden sich daher sehr leicht karbidische und nitridische Ausscheidungen, die man als sogenannte Primärausscheidungen bezeichnet. Erst nach deren Ausscheiden entstehen Sulfide und/oder Selenide bzw. andere Ausscheidungen wie Sulfokarbide und Sulfokarboselenide.
- Da der Kohlenstoffgehalt sehr gering ist, entstehen vermutlich unterstöchiometrische Primärkarbide - also mit Kohlenstoffmangel. Erst nach längeren Zeiten wird dieser Kohlenstoffmangel durch die Diffusion von Kohlenstoff ausgeglichen oder durch Schwefel oder Selen partiell ersetzt.
- Die unterstöchiometrischen Primärkarbide entstehen beispielsweise entsprechen der Gleichung
MeI + xC → MeICx, (1)
wobei mit MeI die Elemente Titan, Vanadium, Niob und Zirkonium bezeichnet sind und x der Stöchiometriefaktor ist. Diese Elemente können allerdings auch noch mit Stickstoff, Schwefel und Selen (Tellur) reagieren. Dabei entstehen Sulfokarbide, Sulfoselenide oder Sulfokarboselenide. Unterstöchiometrische Ausscheidungen sind somit auch nach ihrem Entstehen sehr reaktiv. - Die Zusammensetzung der Primärkarbide (oder Primärausscheidungen) der MeI-Metalle können in einem weiten Bereich schwanken, ohne daß die Gitterstruktur der Ausscheidungen darunter leidet. So ist aus der Literatur bekannt, daß zum Beispiel Titankarbid einen besonders breiten Beständigkeitsbereich besitzt. Dieser reicht von TiC0,22 bis TiC1,0. Für einen Stöchiometriefaktor von beispielsweise x = 0,5 würde Gleichung 1 für Titan lauten:
Ti + 0,5 C → TiC0,5 (1a)
- Aufgrund ihrer Stellung im periodischen System zeigen Schwefel, Selen und auch Tellur ähnliche Reaktionen, was auch aus den thermodynamischen Zahlenwerten der Tab. I ersichtlich ist. Für die Bildung von Ausscheidungen auf der Basis von Schwefel, Selen und Tellur sind die Elemente Kupfer, Blei, Arsen, Antimon und Mangan von Bedeutung; sie sind von den MeI-Metallen zu unterschieden und werden nachfolgend als MeII-Elemente bezeichnet.
- Typische Reaktionsgleichungen mit Schwefel und Selen lauten:
MeII + S → MeIIS (2)
und
MeII + Se → MeIISe (3)
- Der Unterschied zu den MeI-Elementen besteht darin, daß sie keine Karbide, keine Karbonitride und demzufolge auch keine Sulfokarbide bilden.
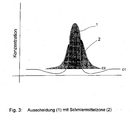
- Für alle Ausscheidungen ist typisch, daß sich in ihrem Nahbereich sogenannte Verarmungszonen ausbilden. Diese entstehen dadurch, daß die für das Entstehen einer Ausscheidung notwendigen Elemente der Matrix durch Diffusion entzogen und in die Ausscheidung eingebaut werden. Dabei ergibt sich ein Konzentrationsverlauf, wie in den Diagrammen der
Fig. 2 und3 dargestellt. - Derartige Verarmungszonen sind für die angestrebten Umlagerungs- und Austauschreaktionen zwischen den Ausscheidungen nachteilig, weshalb die Erfindung spezielle Maßnahmen empfiehlt, um diese zu minimieren. Diese Maßnahmen bestehen in einer Kombination von Kaltverformung und Wärmebehandlung, bei der es zu Umlagerungs- und Austauschreaktionen zwischen Primär- und Sekundärausscheidungen kommt.
- Dabei werden bereits entstandene Ausscheidungen aufgelöst und neue gebildet und kann beispielsweise auch Kupfer entstehen, das im Nahbereich der Primärausscheidungen als Schmiermittel wirkt. Da die Umlagerungsreaktionen vorwiegend während der Abkühlung stattfinden, sind die Ausscheidungen zwangsläufig sehr fein. Für die Umlagerungsreaktionen ist es förderlich, wenn ausreichend Zeit zur Verfügung steht, da der Stofftransport für die Umlagerungsreaktionen durch Diffusion geschieht. Vorteilhaft ist eine langsame Abkühlung bzw. Haltezeiten bei 700 bis 500 °C und/oder eine abschließende Wärmebehandlung.
- Es ist anzunehmen, daß die Umlagerungs- und Austauschreaktionen zwischen unterstöchiometrischen karbidischen MeI-Ausscheidungen und einer oder mehreren Sulfid- und/oder Selenidausscheidungen unter Elementfreisetzung ablaufen.
- Ein Beispiel für die Reaktion einer unterstöchiometrischen Ausscheidung mit einem Sulfid (hier Kupfersulfid) würde für TiC0,5 lauten:
4 TiC0,5 + 2 CuS → Ti4C2S2 + 2 Cu (4)
- Da der Schwefel des Kupfersulfids durch Diffusion in das Gitter des Sulfokarbids (Ti4C2S2) gelangt, wird im Gegenzug Kupfer freigesetzt, das dabei in unmittelbarer Nähe der harten Titankarbosulfidausscheidung anfällt. Beim Zerspanen wirkt das freigesetzte Element - hier Kupfer - als Schmiermittel. Analoge Reaktionen finden auch zwischen anderen MeI-Ausscheidungen und Me"-Sulfiden oder -Seleniden statt (zum Beispiel mit Ausscheidungen von Mangan und Blei).
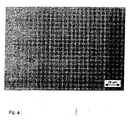
- Auflösungsreaktionen nach Gleichung 4 sind sehr wichtig, da sie grobe oder zeilenförmig angeordnete Me"-Sulfide (zum Beispiel Mangansulfide) auf vorteilhafte Weise auf- oder anlösen, wobei sich - entsprechend der Gleichung 4 - neue sehr feine mikroskopische Ausscheidungen bilden. Der erfindungsgemäße Chrom-Stahl besitzt deshalb ein Gefüge mit vielen feinen Ausscheidungen (
Fig. 4 ). - Damit Umlösungs- oder Freisetzungsreaktionen - entsprechend den zuvor beschriebenen Reaktionsgleichungen - ausreichend rasch und günstig ablaufen, sind folgende Voraussetzungen von Vorteil:
- Zwischen den unterschiedlichen Ausscheidungen sollten die Diffusionswege klein sein, um die Reaktionszeiten kurz zu halten;
- Verarmungszonen im Nahbereich von Ausscheidungen sollten abgebaut werden, um die Reaktivität der Ausscheidungen zu fördern;
- die Wirkung von Reaktionstemperaturen und -zeiten sind so abzustimmen, daß die Reaktionen wie etwa nach Gleichung 3 innerhalb kurzer Zeit ablaufen.
- Erfindungsgemäß sollte der Stahl daher zunächst einer oder mehreren möglichst starken Verformungen unterzogen werden, wodurch es zu Gleitverschiebungen und zu einer verbesserten Durchmischung der Gefügebestandteile kommt. Ferner werden dabei auch die Abstände zwischen den Ausscheidungen vorteilhaft verändert und Verarmungszonen abgebaut. Ein besonderer Vorteil der starken Verformung liegt in der Verkürzung der Diffusionswege, was wiederum eine wesentliche Steigerung der Reaktionsfähigkeit bewirkt.
- Damit die erforderlichen Umlösungs- und Freisetzungsreaktionen auch mit ausreichender Geschwindigkeit ablaufen, wird der vorzugsweise kaltverformte Stahl bei 750 bis 1080° C geglüht (
Fig. 5 ). In diesem Bereich finden Umlösungs- und Freisetzungsreaktionen unter Bildung von neuen bzw. in der Zusammensetzung veränderten Ausscheidungen - etwa nach Gleichung 4 - statt. Erfindungsgemäß kann ferner ein Schlußglühen bei bis 450° C stattfinden, um freigesetzte Schmiermittelmetalle oder neu gebildete Feinstausscheidungen zu verfestigen, in der Stahlmatrix auszuhärten, Spannungen abzubauen und die Härte oder Festigkeit des Stahls einzustellen. Beim Schlußglühen kann bei einer Temperatur von > 350° C bereits ein progressiver Abfall der Härte eintreten, was auf eine Entfestigung der Matrix schließen läßt. - Vorzugsweise wird der Stahl nach einem mindestens einmaligen Kaltverformen mit einem Verformungsgrad von über 65% 30 bis 60 Minuten bei 750 bis 1080° C geglüht und sodann innerhalb von 30 bis 180 Minuten bei schwacher Energiezufuhr geregelt auf eine Temperatur von 500 bis 700° C abgekühlt (
Fig. 5 ). Dabei werden die während des Glühens entstandenen Ausscheidungen diffusionskontrolliert stabilisiert. Von besonderem Vorteil ist es, wenn der Stahl während des Abkühlens durch eine kurzfristige stärkere Wärmezufuhr auf einer Temperatur von beispielsweise 680° C gehalten wird (Fig. 5 , Gleichung 4). - Die Erfindung wird nachfolgend anhand von Ausführungsbeispielen des Näheren erläutert.
- In der Tabelle I sind die Zusammensetzungen von der unter die Erfindung fallenden Legierung E2 sowie von Vergleichslegierungen E1, E3 bis E5 sowie V1 bis V8 zusammengestellt. Die Tabelle II gibt die jeweiligen K1-, K2- und K3-Werte sowie die Ergebnisse der Bearbeitungsversuche wieder. Dabei bezeichnet BV eine Kennzahl für den Bohrungsverlauf, BG die Gradbreite und BWG eine Kennzahl für die Oberflächengüte.
- Ein Rohdraht der Zusammensetzung E2 mit einem Durchmesser von 6 mm wurde nach einer Beizbehandlung zunächst einer dreistufigen Kaltverformung mit einem Gesamtverformungsgrad von 85% unterworfen und sodann 30 Minuten bei einer Temperatur von 840° C in einer Schutzgasatmosphäre geglüht sowie anschließend innerhalb von 120 Minuten geregelt auf eine Temperatur von 600° C abgekühlt. Während des Abkühlens fand ein zweimaliges 1 5-minütiges Zwischenerwärmen bei einer Temperatur von 760 bzw. 680° C ohne Temperaturerhöhung statt, um ein gestuftes Abkühlen zum Stabilisieren der Ausscheidungen zu erreichen (vgl.
Fig. 5 ). - Im Anschluß an das geregelte Abkühlen wurde der Draht ohne weitere Energiezufuhr an Luft abgekühlt und danach mit einem Verformungsgrad von 15% kalibriert. Dem Kalibrieren schloß sich ein 15-minütiges Schlußglühen bzw. Anlassen bei 340° C an. Der Draht besaß eine ausgezeichnete Bearbeitbarkeit mit Mikrowerkzeugen.
- Ein Rohdraht der nicht erfindungsgemäßen Zusammensetzung E3 mit einem Durchmesser ebenfalls von 6 mm wurde wiederum einer dreistufigen Kaltverformung mit einem Verformungsgrad von insgesamt 80% unterworfen und sodann 35 Minuten bei 900° C unter Schutzgas geglüht sowie von der Glühtemperatur innerhalb von 160 Minuten unter geringer Energiezufuhr mit konstanter Abkühlungsgeschwindigkeit zunächst auf eine Temperatur von 620° C geregelt abgekühlt. Dem schloß sich eine Abkühlung an Luft bis auf Raumtemperatur an. Der Draht wurde dann mit einem Verformungsgrad von 20% kalibriert und 30 Minuten bei 280° C angelassen sowie im angelassenen Zustand einer spanabhebenden Mikrobearbeitung mit den in Tabelle II verzeichneten Ergebnissen unterworfen.
- Bei den Versuchen wurden zur Bewertung der Zerspanbarkeit Bohrversuche mit Hartmetallbohrern eines Durchmessers von 0,6 mm durchgeführt. Dabei wurde
- das Bearbeitungsverhalten anhand der Geradlinigkeit der Bohrung untersucht und mit einem Kennwert BV gekennzeichnet,
- die Gradbreite am Bohrungsrand bewertet und mit einem Kennwert BG zum Ausdruck gebracht sowie
- die Glätte der Bohrungswandung mikroskopisch beurteilt und mit einem Kennwert BWG gekennzeichnet.
- Die Geradlinigkeit der Mikrobohrungen wurde aus der Eintauchtiefe eines Stahlstifts entsprechend der Darstellung in
Fig. 6 ermittelt. Aus der Eintauchtiefe E eines Prüfstifts entsprechend dem geraden Teil der Bohrung und der Bohrungslänge wurde als Verhältniswert BV entsprechend der Beziehung
als Kennwert für den Bohrungsverlauf ermittelt. Bei völlig geradliniger Bohrung ist die Kennzahl 0. - Des weiteren wurde die Gradbreite BG am Bohrungsrand unter einem Winkel von 20 bis 30° ausgemessen.
- Schließlich wurde die Zerspanbarkeit in Gestalt des Ausmaßes und der Häufigkeit von Ausbrökelungen und Ausbrechungen im Inneren der Bohrung mikroskopisch festgestellt sowie in einen Kennwert BWG mit Werten von 1 bis 4 festgestellt. Der BWG-Wert von 1 steht für eine fehler freie Bohrung, während ein BWG-Wert von 4 starke Ausbrökelungen kennzeichnet. Die Darstellung in
Fig. 7 veranschaulicht eine glatte Bohrung mit einem BWG-Wert von 1, während die Darstellung inFig. 8 eine Bohrung mit zahlreichen Ausbrökelungen und einem BWG-Wert von 4 wiedergibt.Tabelle 1: Leg. C Si Mn S Cr Ni Mo Al N V Ti Nb Zr Cu Bi Pb As Sb Se Te E1 0,008 0,63 0,42 0,26 17,34 0,24 0,21 0,003 0,006 0,06 0,01 0,012 0,008 0,40 0,002 0 0 0,002 0,05 0 E2 0,012 0,72 0,36 0,29 16,52 0,12 0,27 0,002 0,007 0,04 0,01 0,008 0,01 0,37 0,005 0,008 0,01 0 0,06 0 E3 0,020 0,65 0,75 0,31 17,60 0,10 0,23 0,002 0,004 0,05 0,02 0,01 0,01 0,63 0,01 0 Spuren 0,002 0,03 0 E4 0,025 0,42 0,39 0,41 14,95 0,32 0,06 0,002. 0,005 0,02 0,08 0,01 0,02 1,05 0,005 0 0 0 Spuren 0,05 E5 0,020 0,45 0,45 0,45 18,63 0,39 0,15 0,002 0,012 0,03 0,03 0,01 0,01 1,25 0,01 0 0 0 0 0,1 V1 0,033 0,5 1,0 0,48 13,50 0,11 0,10 0,004 0,009 0,01 0,045 0,02 0 0,8 0,20 0 0 0 0 0 V2 0,008 0,82 0,5 0,22 17,05 0,12 0,45 0,003 0,008 0,003 Spuren 0 0 0 0 0 0 0 0 0 V3 0,015 0,45 0,42 0,03 15,20 0,10 0,08 0,002 0,008 0,002 0,30 0 0 0 0 0 0 0 0 0 V4 0,015 0,65 0,52 0,004 18,00 0,15 0,02 0,003 0,015 0,005 0,35 0 0 0 0 0 0 0 0 0 V5 0,012 0,55 0,85 0,03 14,60 0,15 0,05 0,003 0,010 0,02 0,22 0,012 0 0,23 0,08 0 0 0 0 0 V6 0,090 0,32 0,38 0,002 12,45 0,15 0,05 0,002 0,028 0 0,008 0 0 Spuren 0 0 Spuren 0,02 0 0 V7 0,012 0,48 1,76 0,25 20,11 0,25 1,84 0,003 0,010 0 0,005 0,020 0,01 0,02 0 0,12 0,02 0 0 0 V8 0,040 0,60 1,62 0,03 18,40 8,60 0,02 0,003 0,072 0,020 0,010 0 0 3,00 0 0,12 0,02 Spuren 0 0 Tabelle II Ledierung K1 K2 K3 Mechanische Mikrobearbeitung E/L BV=1-E/L BG/mm BWG Eignung E1 11,25 2,93 0,84 0,00 0,03 1 sehr gut E2 5,67 2,47 0,83 0,00 0,05 1 sehr gut E3 4,50 1,67 0,91 0,05 0,08 1 gut E4 5,20 1,87 0,89 0,00 0,04 1 sehr gut E5 4,00 2,34 0,82 0,00 0,03 1 sehr gut V1 2,27 1,14 1,00 0,58 0,24 3 sehr gut V2 0,38 1,38 1,00 0,65 0,28 3 schlecht V3 20,13 0,13 1,00 0,83 0,14 4 sehr schlecht V4 23,67 0,01 1,00 0,77 0,12 4 schlecht V5 21,00 0,14 1,00 0,55 0,21 3 schlecht V6 0,09 0,00 1,00 0,78 0,19 4 schlecht V7 2,92 1,14 1,00 0,61 0,28 2 schlecht V8 0,75 0,03 1,00 0,68 0,32 4 sehr schlecht
Claims (12)
- Chromstahl aus14% bis 20% Chrom0,005% bis 0,05% Kohlenstoffbis 0,01% Stickstoff0,2% bis 0,6% Silizium0,3% bis 1,0% Mangan0, 1 % bis 1,0% Molybdänbis 0,8% Nickel0,2% bis 1,0% Kupfer0,02% bis 0,2% Selen0,01% bis 0,1% Arsensowie einzeln oder nebeneinander0,01% bis 0,1% Blei0,01% bis 0,5% Wismut0,01% bis 0,1% Antimon0,005% bis 0,08% Vanadium0,005% bis 0,08% Titan0,005% bis 0,08% Niob0,005% bis 0,08% Zirkonium0,15% bis 0,65% Schwefelbis 0,20% Tellur,Rest einschließlich schmelzungsbedingter Verunreinigungen Eisen.
- Chromstahl nach Anspruch 1 aus14 bis 18% Chrom0,01% bis 0,03% Kohlenstoffbis 0,01% Stickstoff0,3% bis 0,5% Silizium0,4 % bis 0,7% Mangan0, 1 % bis 0,6% Molybdänbis 0,5% Nickel0,2% bis 0,6% Kupfer0,02% bis 0,2% Selen0,01% bis 0,05% Arsensowie einzeln oder nebeneinander0,01% bis 0,05% Blei0,01% bis 0,3% Wismut0,01 % bis 0,05% Antimon0,005% bis 0,08% Vanadium0,005% bis 0,08% Titan0,005% bis 0,08% Niob0,005% bis 0,08% Zirkonium0,15% bis 0,65% Schwefel0,01% bis 0,20% Tellur,Rest einschließlich erschmelzungsbedingter Verunreinigungen Eisen.
- Chromstahl nach Anspruch 1 oder 2, gekennzeichnet durch die Bedingung

- Chromstahl nach einem der Ansprüche 1 bis 3, gekennzeichnet durch die Bedingung

- Chromstahl nach einem der Ansprüche 1 bis 4, gekennzeichnet durch die Bedingung

- Verfahren zum Wärmebehandeln eines kaltverformten Stahls der Zusammensetzung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der Stahl nach mindestens einem Kaltverformen mit einem Verformungsgrad von insgesamt 65% bis 90% 30 bis 60 Minuten bei 750 bis 1080° C geglüht wird.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, daß der Stahl von der Glühtemperatur innerhalb von 30 bis 180 Minuten unter schwacher Energiezufuhr auf 700 bis 500° C abgekühlt wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß die Temperatur des Stahls während der Abkühlung mindestens einmal für 10 bis 30 Minuten annähernd konstant gehalten wird.
- Verfahren nach einem der Ansprüche 6 bis 8, dadurch gekennzeichnet, daß der Stahl abschließend mindestens 30 Minuten einer Erwärmung bis max. 450 °C unterworfen wird.
- Verwendung einer Legierung nach einem der Ansprüche 1 bis 9 zum Herstellen von Gegenständen zur Bearbeitung mit formgebenden Werkzeugen.
- Verwendung einer Legierung nach einem der Ansprüche 1 bis 9 als Werkstoff für Gegenstände, die durch Mikrozerspanen hergestellt werden.
- Verwendung einer Legierung nach den Ansprüchen 1 bis 9 zum Herstellen von Druckerdüsen, Schreibminenspitzen, Einspritzdüsen für chemische und elektronische Geräte, Spinndüsen sowie Gegenständen mit kleinen Abmessungen und/oder Ausnehmungen.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004015992 | 2004-04-01 | ||
| DE102004015992 | 2004-04-01 | ||
| DE102004063161A DE102004063161B4 (de) | 2004-04-01 | 2004-12-29 | Kaltverformbarer Chromstahl |
| DE102004063161 | 2004-12-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1586671A1 EP1586671A1 (de) | 2005-10-19 |
| EP1586671B1 true EP1586671B1 (de) | 2010-06-09 |
Family
ID=34933317
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05000782A Expired - Lifetime EP1586671B1 (de) | 2004-04-01 | 2005-01-15 | Kaltverformbarer Chromstahl |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20050217769A1 (de) |
| EP (1) | EP1586671B1 (de) |
| CN (1) | CN100434563C (de) |
| DE (1) | DE102004063161B4 (de) |
| ES (1) | ES2347255T3 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010116622A (ja) * | 2008-11-14 | 2010-05-27 | Nisshin Steel Co Ltd | ヒートパイプ用フェライト系ステンレス鋼および鋼板並びにヒートパイプおよび高温排熱回収装置 |
| DE102009038386A1 (de) | 2009-08-24 | 2011-03-03 | Stahlwerk Ergste Gmbh | Weichmagnetischer ferritischer Chromstahl |
| UA111115C2 (uk) | 2012-04-02 | 2016-03-25 | Ейкей Стіл Пропертіс, Інк. | Рентабельна феритна нержавіюча сталь |
| CN110819906A (zh) * | 2019-11-12 | 2020-02-21 | 武汉科技大学 | 一种改善残余元素Cu、As、Sn恶化冷轧带钢深冲性能的方法 |
| JP7427722B2 (ja) | 2022-07-12 | 2024-02-05 | 東北特殊鋼株式会社 | 被削性に優れた析出硬化型軟磁性フェライト系ステンレス鋼 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3192039A (en) * | 1963-08-05 | 1965-06-29 | Carpenter Steel Co | Free machining alloy |
| US3925063A (en) * | 1972-09-18 | 1975-12-09 | Daido Steel Co Ltd | Electromagnetic stainless steel having excellent machinability |
| JPH0627303B2 (ja) * | 1985-07-24 | 1994-04-13 | 愛知製鋼株式会社 | 冷間鍛造用軟磁性ステンレス鋼 |
| US4777563A (en) * | 1986-05-02 | 1988-10-11 | Toshiba Battery Co., Ltd. | Thin type electronic instrument |
| US5362337A (en) * | 1993-09-28 | 1994-11-08 | Crs Holdings, Inc. | Free-machining martensitic stainless steel |
| FR2720410B1 (fr) * | 1994-05-31 | 1996-06-28 | Ugine Savoie Sa | Acier inoxydable ferritique à usinabilité améliorée. |
| JP3777756B2 (ja) | 1997-11-12 | 2006-05-24 | 大同特殊鋼株式会社 | フェライト系快削ステンレス鋼で製造した電子機器部品 |
| US6200395B1 (en) * | 1997-11-17 | 2001-03-13 | University Of Pittsburgh - Of The Commonwealth System Of Higher Education | Free-machining steels containing tin antimony and/or arsenic |
| JP2001131716A (ja) | 1999-11-11 | 2001-05-15 | Daido Steel Co Ltd | 耐アウトガス性に優れたフェライト系ステンレス鋼部品 |
| JP2001200345A (ja) * | 2000-01-20 | 2001-07-24 | Sanyo Special Steel Co Ltd | 冷間加工性に優れたフェライト系快削ステンレス鋼 |
| DE10143390B4 (de) * | 2001-09-04 | 2014-12-24 | Stahlwerk Ergste Westig Gmbh | Kaltverformbarer korrosionsbeständiger Chromstahl |
-
2004
- 2004-12-29 DE DE102004063161A patent/DE102004063161B4/de not_active Expired - Fee Related
-
2005
- 2005-01-15 EP EP05000782A patent/EP1586671B1/de not_active Expired - Lifetime
- 2005-01-15 ES ES05000782T patent/ES2347255T3/es not_active Expired - Lifetime
- 2005-02-02 US US11/049,617 patent/US20050217769A1/en not_active Abandoned
- 2005-03-10 CN CNB2005100544425A patent/CN100434563C/zh not_active Expired - Fee Related
-
2010
- 2010-01-29 US US12/696,368 patent/US20100136357A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004063161B4 (de) | 2006-02-02 |
| DE102004063161A1 (de) | 2005-11-03 |
| ES2347255T3 (es) | 2010-10-27 |
| US20100136357A1 (en) | 2010-06-03 |
| EP1586671A1 (de) | 2005-10-19 |
| CN1676655A (zh) | 2005-10-05 |
| US20050217769A1 (en) | 2005-10-06 |
| CN100434563C (zh) | 2008-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69423930T2 (de) | Martensitisches rostfreies Stahl mit verbesserter Bearbeitbarkeit | |
| DE69718784T2 (de) | Stahl mit hervorragender verarbeitbarkeit und damit hegestelltes bauteil | |
| DE112005003112B4 (de) | Hochfestes Stahlblech und Verfahren zu dessen Herstellung | |
| DE602004007730T2 (de) | Niedrig gekohlter Automatenstahl. | |
| DE69117870T2 (de) | Durch Sintern von Pulver hergestellter Schnellarbeitsstahl und Verfahren zu seiner Herstellung | |
| DE19941411B4 (de) | Turbinen- oder Kesselbauteil | |
| EP3591078A1 (de) | Verwendung eines stahls für ein additives fertigungsverfahren, verfahren zur herstellung eines stahlbauteils und stahlbauteil | |
| DE60213743T2 (de) | Stahl mit guter Zerspanbarkeit und Spanbrechung für Maschinenbauanwendungen | |
| DE60033772T2 (de) | Martensitaushärtender Stahl mit hoher Dauerfestigkeit und Band aus dem martensitaushärtenden Stahl | |
| EP2470682B1 (de) | Weichmagnetischer ferritischer chromstahl | |
| DE4498699B4 (de) | Verwendung eines Rostfreien Stahls mit ausgezeichnetem Korrosionswiderstand gegenüber Salzschmelzen | |
| DE69516937T2 (de) | Rostfreier ferritischer Stahl mit verbesserter Bearbeitbarkeit | |
| EP1300482B1 (de) | Warmarbeitsstahlgegenstand | |
| DE602005003979T2 (de) | Stahlband für eine Austauschklinge und dessen Herstellung | |
| DE60029260T2 (de) | Automatenlegierung | |
| DE19955386A1 (de) | Hochdruckfeste Antriebswelle und Verfahren zur Herstellung derselben | |
| EP1586671B1 (de) | Kaltverformbarer Chromstahl | |
| EP3412790A1 (de) | Ausscheidungshärtender stahl und verwendung eines solchen stahls für warmumformwerkzeuge | |
| DE3854091T2 (de) | WÄRMEBESTÄNDIGER AUSTENITISCHER Al-STAHL MIT AUSGEZEICHNETEN WARMVERARBEITUNGSEIGENSCHAFTEN. | |
| DE69816948T2 (de) | Ungehärteter stahl für mechanische strukturen | |
| EP0939140B1 (de) | Eisenbasislegierung zur Verwendung bei erhöhten Temperaturen | |
| DE2937908A1 (de) | Te-s-automatenstahl mit niedriger anisotropie und verfahren zu seiner herstellung | |
| DE112021002068T5 (de) | Aufgekohltes lager | |
| EP3847284B1 (de) | Warmgewalztes stahlflachprodukt und verfahren zu seiner herstellung | |
| EP2470681B1 (de) | Rostfreier martensitischer chromstahl |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060419 |
|
| AKX | Designation fees paid |
Designated state(s): CH ES FR IT LI |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 20090213 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH ES FR IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. AG PATENT- UND MARKENANWAELTE VSP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2347255 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110310 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170125 Year of fee payment: 13 Ref country code: FR Payment date: 20170124 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170125 Year of fee payment: 13 Ref country code: ES Payment date: 20170124 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180115 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180116 |