EP1656841A1 - Vorrichtung und Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern - Google Patents
Vorrichtung und Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern Download PDFInfo
- Publication number
- EP1656841A1 EP1656841A1 EP05090313A EP05090313A EP1656841A1 EP 1656841 A1 EP1656841 A1 EP 1656841A1 EP 05090313 A EP05090313 A EP 05090313A EP 05090313 A EP05090313 A EP 05090313A EP 1656841 A1 EP1656841 A1 EP 1656841A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- chamber
- receptacle
- emptying
- containers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 17
- 238000012546 transfer Methods 0.000 claims description 13
- 238000003780 insertion Methods 0.000 claims 2
- 230000037431 insertion Effects 0.000 claims 2
- 238000007599 discharging Methods 0.000 abstract description 2
- 238000013461 design Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 235000019504 cigarettes Nutrition 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 241000208125 Nicotiana Species 0.000 description 1
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 description 1
- 238000012549 training Methods 0.000 description 1
Images
Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/35—Adaptations of conveying apparatus for transporting cigarettes from making machine to packaging machine
- A24C5/352—Adaptations of conveying apparatus for transporting cigarettes from making machine to packaging machine using containers, i.e. boats
- A24C5/356—Emptying the boats into the hopper of the packaging machine
Definitions
- the invention relates to a device for the successive emptying of containers filled with articles, comprising a feed element for feeding full container to a transfer device, wherein the transfer device is designed as a pivoting device comprising a pivot arm with a arranged at a free end receptacle and for pivoting out of a lower receiving position A in an upper emptying position E and back is formed pivotable about a pivot axis, and a discharge element for discharging the empty container.
- the invention further relates to a method for successively emptying containers filled with articles, comprising the steps of: feeding containers filled with articles into the region of a transfer device, receiving a full container into a receptacle of the transfer device designed as a swivel device, pivoting the full container a receiving position A in a discharge position E, and emptying of the container.
- Such devices and methods are used in particular in the processing of rod-shaped articles of the tobacco-processing industry.
- filter rods, tobacco sticks, cigarettes or the like are filled into containers and stored in these for storage and / or further processing or to downstream devices, such as magazines, intermediate magazines, packaging machines or the like promoted.
- downstream devices such as magazines, intermediate magazines, packaging machines or the like promoted.
- the containers For the automated supply of articles from the containers, which are also called Schragen, in the magazines, intermediate magazines or directly in packaging machines or the like, the containers must be emptied and the empty containers are removed again.
- the containers are picked up from a receiving position A and pivoted to a discharge position E, so that the article from the an at least one side open or open container fall. Subsequently, the empty containers are pivoted back into the receiving position, where they are discharged, so that then a full container can be accommodated again.
- the device described therein has a pivoting device as a transfer device.
- the pivot means comprises a pivot arm having a receptacle at a free end.
- This receptacle which is also referred to as a frame, is designed to receive a container.
- the pivoting device is pivotable about a pivot axis, by means of a full container from a lower receiving position A in an upper discharge position E and back is conveyed.
- the known devices and methods have the disadvantage that they take considerable time for the emptying and the return of the emptied container.
- the inclusion of a new full container is blocked as long as the previously full and empty container is not completely emptied.
- the one full container must first be completely emptied before it can be pivoted by the pivoting device back down into the receiving position. Only after the output of the empty container to a downstream discharge device recording is then ready to receive a new full container.
- the receptacle at the free end has at least two chambers for receiving at least two containers.
- a chamber for receiving and dispensing a full container and a chamber for receiving and dispensing an empty container is formed.
- one of the chambers can be filled and emptied in a substantially vertical direction and the other chamber can be emptied and filled in a substantially horizontal direction.
- a container is moved horizontally and a container vertically at the same time, with emptying is not meant the emptying of the articles from the container but the lead out of the container from the chamber.
- This design allows very short transport paths of the container in the chambers and out of the chambers, which significantly shortens the waiting times between the pivotal movements of the position A to E and vice versa.
- a storage for empty containers is arranged above the receptacle in the emptying position E. This ensures that the pivoting device for each pivoting movement from the position E to A always an empty container is returned, so that "empty runs" of the pivoting device can be avoided.
- the object is achieved by a method with the steps mentioned above in that at the same time for emptying the container in the emptying position E an already emptied container inserted into the receptacle is moved and the empty container after pivoting back into the receiving position A is removed from the recording, while at the same time a full container is inserted into the receptacle.
- a full container located in the emptying position E is only completely moved out of the receptacle before the container is then emptied.
- the pivoting device for dispensing an empty container and receiving a full container already be initiated, while the actual emptying of the previously brought into the emptying position E container still takes place. This in turn leads to a time savings.
- the devices shown are used for automated emptying of containers filled with filter rods, cigarettes or the like on packing machines or the like.
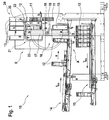
- FIG. 1 shows a device 10 for the successive emptying of containers 12 filled with articles 11.
- the containers 12 are also referred to as a full container.
- Emptied container 13 are referred to as empty containers accordingly.
- the device 10 comprises a feed element 14 for the full containers and a discharge element 15 for the empty containers.
- the discharge element 15 is arranged below the feed element 14.
- Both the discharge element 15 and the feed element 14 are formed in this embodiment as endless conveyor belts and driven by suitable drive means intermittently or continuously. The drive directions are aligned in opposite directions.
- the containers 12 are transported in the transport direction T An into the area of a transfer device 16 and the containers 13 are transported away in the removal direction T Ab from the transfer device.
- the transfer device 16 is designed as a pivoting device and has a pivoting arm 17.
- the pivot arm 17 is pivotable about a pivot axis 18 in the region of an axis 19.
- a receptacle 21 is arranged at the free end 20 of the pivot arm 17, a receptacle 21 is arranged.
- the receptacle 21 has at least two chambers 22, 23, wherein a chamber 22 for receiving and dispensing a full container 12 and the other chamber 23 for receiving and dispensing an empty container 13 is formed.
- the pivot arm 17 is pivotable from a lower receiving position A to an upper dumping position E and back.
- the chambers 22, 23 are formed and arranged to each other that at the same time a chamber, namely the chamber 22, a full container 12 record and the other chamber 23 can deliver an empty container 13 and vice versa.
- the receptacle 21 or its chambers 22, 23 serve for this purpose as a frame for receiving the container 12, 13, wherein the frames are adapted to the container geometry and container training.
- the containers 12, 13 are parallelepiped-shaped with broad sides, namely an open front side and a rear wall and with narrow sides, namely the side walls.
- front and / or rear and / or side walls are open or open.
- Within the frames are corresponding means, viz. Clamping devices or the like, provided for the container 12, 13, which serve for fixing the articles in the full containers 12 and for fixing the container 12, 13 in the chambers 22, 23 during the pivoting movement.
- the frame or chambers 22, 23 are missing for receiving and dispensing the container 12, 13, however, individual wall elements.
- the front wall is the side facing the feed element 14 in the receiving position A.
- the chamber 23 is at least one narrow side, namely, for example, the bottom, also with respect to the receiving position A, open or open. With this design, the chamber 22 in substantially horizontal direction and the chamber 23 in a substantially vertical direction can be filled or emptied.
- the feed element 14 is, as already mentioned above, arranged above the discharge element 15. However, the two elements 14, 15 are arranged slightly offset from one another. This means in the embodiment shown that the discharge element 15 protrudes in the Antransport Sounds T An on the feed element 14 and ends below the receiving position A, such that the discharge element 15 from above at least partially preferably with empty containers 13 can be equipped. In the region of the receiving position A takes place on the one hand - substantially horizontal - recording full container 12 directly from the feed 14. On the other hand takes place in the receiving position A - substantially vertical - dispensing empty container 13 to the discharge element 15th
- a storage 24 for empty containers 13 is arranged in the region of the receptacle 21.
- the memory 24 is designed as a conveyor belt. Furthermore, in the region of the emptying position E means for removing full container 12 from the chamber 22, means for conveying the container 13 completely emptied outside the chamber 22 in the memory 24 and means for conveying the empty container 13 from the memory 24 into the chamber 23 provided. These means may be gripping elements, hydraulic and / or pneumatic cylinder systems, linear units or otherwise conventional means for fixing, transporting, etc.
- a previously emptied container 13 from the memory 24 from above in the vertical direction into the chamber 23 is guided (see arrow d).
- This can be realized by gravity, a linear unit or otherwise.
- the pivot arm 17 pivots from the upper position E to the lower position A (see arrow e). In this position, a new full container 12 is guided into the chamber 22. (see arrow a).
- the empty container 13 is brought from the chamber 23 in the vertical direction down to the discharge element 15 (see arrow f).
- the empty containers 13 are removed by the discharge element 15 in the removal direction T Ab (see arrow g).
- the sequence of steps a to g is repeated as often as desired.
- the full containers 12, after leaving the chamber 22 in the upper position are emptied in the emptying station.
- the container 12 are opened (see arrow h) by z. B. a flap is pulled so that the articles 11 usually fall by gravity from the container 12 (see arrow i).
- the then empty containers 13 are brought, for example by means of a linear unit in a vertical upward direction in the memory 24 (see arrow j).
- the empty containers 13 are brought against the Antransportides T An in a position (see arrow k), from which they can be brought down into the empty chamber 23.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
- Specific Conveyance Elements (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern, umfassend ein Zuführelement zum Zuführen voller Behälter an eine Übergabeeinrichtung, wobei die Übergabeeinrichtung als Schwenkeinrichtung ausgebildet ist, die einen Schwenkarm mit einer an einem freien Ende angeordneten Aufnahme umfaßt und zum Schwenken aus einer unteren Aufnahmeposition A in eine obere Entleerungsposition E und zurück um eine Schwenkachse schwenkbar ausgebildet ist, sowie ein Abführelement zum Abführen der leeren Behälter. Des weiteren betrifft die Erfindung ein Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern, umfassend die Schritte: Zuführen von mit Artikeln gefüllten Behältern in den Bereich einer Übergabeeinrichtung, Aufnehmen eines vollen Behälters in eine Aufnahme der als Schwenkeinrichtung ausgebildeten Übergabeeinrichtung, Schwenken des vollen Behälters aus einer Aufnahmeposition A in eine Entleerungsposition E, und Entleeren des Behälters.
- Derartige Vorrichtungen und Verfahren kommen insbesondere bei der Verarbeitung von stabförmigen Artikeln der tabakverarbeitenden Industrie zum Einsatz. So werden z.B. Filterstäbe, Tabakstöcke, Zigaretten oder dergleichen in Behälter abgefüllt und in diesen zur Speicherung und/oder Weiterverarbeitung aufbewahrt bzw. zu nachgeordneten Vorrichtungen, wie z.B. Magazinen, Zwischenmagazinen, Packmaschinen oder dergleichen, gefördert. Für die automatisierte Zufuhr der Artikel aus den Behältern, die auch Schragen genannt werden, in die Magazine, Zwischenmagazine oder direkt in Packmaschinen oder dergleichen, müssen die Behälter entleert und die leeren Behälter wieder abgeführt werden. Hierzu werden die Behälter aus einer Aufnahmeposition A abgeholt und in eine Entleerungsposition E geschwenkt, so daß die Artikel aus dem an mindestens einer Seite offenen oder zu öffnenden Behälter fallen. Anschließend werden die entleerten Behälter zurück in die Aufnahmeposition geschwenkt, wo sie abgeführt werden, so daß dann wieder ein voller Behälter aufgenommen werden kann.
- Solche Vorrichtungen für das zuvor beschriebene Verfahren sind z.B. aus der EP 1 086 628 A2 bekannt. Die darin beschriebene Vorrichtung weist eine Schwenkeinrichtung als Übergabeeinrichtung auf. Die Schwenkeinrichtung umfaßt einen Schwenkarm, der an einem freien Ende eine Aufnahme aufweist. Diese Aufnahme, die auch als Rahmen bezeichnet wird, ist zur Aufnahme eines Behälters ausgebildet. Die Schwenkeinrichtung ist um eine Schwenkachse schwenkbar, mittels der ein voller Behälter aus einer unteren Aufnahmeposition A in eine obere Entleerungsposition E und zurück förderbar ist.
- Die bekannten Vorrichtungen und Verfahren weisen jedoch den Nachteil auf, daß sie für die Entleerung und die Rückführung der entleerten Behälter erhebliche Zeit beanspruchen. Anders ausgedrückt ist die Aufnahme eines neuen vollen Behälters blockiert, solange der zuvor volle und zu entleerende Behälter nicht vollständig entleert ist. Mit anderen Worten muß der eine volle Behälter erst vollständig entleert werden, bevor er durch die Schwenkeinrichtung wieder nach unten in die Aufnahmeposition geschwenkt werden kann. Erst nach der Ausgabe des leeren Behälters an eine nachgeordnete Abführeinrichtung ist die Aufnahme dann wieder bereit, einen neuen vollen Behälter aufzunehmen.
- Es ist daher Aufgabe der vorliegenden Erfindung, eine Vorrichtung zu schaffen, die eine schnelle und einfache Entleerung der Behälter einerseits und eine schnelle Rückführung bereits entleerter Behälter andererseits gewährleistet. Des weiteren ist es Aufgabe der vorliegenden Erfindung, ein einfaches und schnelles Verfahren zum Entleeren und Rückführen von Behältern zu ermöglichen.
- Diese Aufgabe wird durch eine Vorrichtung der eingangs erwähnten Art dadurch gelöst, daß die Aufnahme am freien Ende mindestens zwei Kammern zur Aufnahme von mindestens zwei Behältern aufweist. Durch diese Ausbildung kann die Zeit für das Entleeren der vollen Behälter und Rückführen der entleerten Behälter einerseits und das Herausführen der leeren Behälter und Einführen der vollen Behälter in die Aufnahme verkürzt werden, da während des Entleerens eines vollen Behälters auf dem Rückweg, also der Schwenkbewegung von der Entleerungsposition E in die Aufnahmeposition A, bereits wieder ein leerer Behälter zurückgeführt werden kann. Beim Herausführen des leeren Behälters in der Aufnahmeposition aus der einen Kammer kann bereits die andere Kammer wieder ein voller Behälter gerührt werden. Die Anzahl der Behälterwechsel pro Minute steigt dadurch erheblich an. Des weiteren können zusätzliche Überführungen vermieden werden.
- Bevorzugt ist eine Kammer zur Aufnahme und Abgabe eines vollen Behälters und eine Kammer zur Aufnahme und Abgabe eines leeren Behälters ausgebildet. Dadurch ist eine zeitgleiche Aufnahme und Abgabe von zwei Behältern an einer Position, nämlich der Aufnahmeposition A oder der Entleerungsposition E, besonders einfach und schnell möglich.
- Vorteilhafterweise ist eine der Kammern in im wesentlichen vertikaler Richtung befüllbar und entleerbar und die andere Kammer in im wesentlichen horizontaler Richtung entleerbar und befüllbar ausgebildet. Das bedeutet, daß an einer Position A oder E jeweils ein Behälter horizontal und ein Behälter vertikal zeitgleich bewegt wird, wobei mit Entleeren nicht das Entleeren der Artikel aus dem Behälter sondern das Herausführen des Behälters aus der Kammer gemeint ist. Diese Ausbildung ermöglicht sehr kurze Transportwege der Behälter in die Kammern und aus den Kammern heraus, was die Wartezeiten zwischen den Schwenkbewegungen von der Position A nach E und umgekehrt wesentlich verkürzt.
- In einer bevorzugten Ausführungsform ist oberhalb der Aufnahme in der Entleerungsposition E ein Speicher für leere Behälter angeordnet. Dadurch ist gewährleistet, daß die Schwenkeinrichtung bei jeder Schwenkbewegung aus der Position E nach A immer ein leerer Behälter zurückgeführt wird, so daß "Leerfahrten" der Schwenkeinrichtung vermieden werden.
- Des weiteren wird die Aufgabe durch ein Verfahren mit den eingangs genannten Schritten dadurch gelöst, daß zeitgleich zum Entleeren des Behälters in der Entleerungsposition E ein bereits zuvor geleerter Behälter in die Aufnahme eingeführt wird und der leere Behälter nach dem Zurückschwenken in die Aufnahmeposition A wieder aus der Aufnahme entfernt wird, während zeitgleich ein voller Behälter in die Aufnahme eingeführt wird. Dadurch werden die bereits zuvor beschriebenen Vorteile eines schnellen und einfachen Entleerens der Behälter und Rückführen derselben erreicht.
- Vorzugsweise wird ein in der Entleerungsposition E befindlicher voller Behälter erst vollständig aus der Aufnahme bewegt, bevor der Behälter dann entleert wird. Dadurch kann die Schwenkeinrichtung zum Abgeben eines leeren Behälters und Aufnehmen eines vollen Behälters bereits eingeleitet werden, während die eigentliche Entleerung des zuvor in die Entleerungsposition E gebrachten Behälters noch erfolgt. Dies führt wiederum zu einer Zeitersparnis.
- Weitere vorteilhafte und bevorzugte Merkmale und Verfahrensschritte ergeben sich aus den Unteransprüchen und der Beschreibung. Eine besonders bevorzugte Ausführungsform sowie das Verfahrensprinzip werden anhand der beigefügten Zeichnung näher erläutert. In der Zeichnung zeigt:
- Fig. 1
- eine Seitenansicht einer erfindungsgemäßen Vorrichtung mit einer ZweiKammer-Aufnahme, und
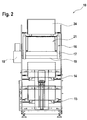
- Fig. 2
- eine Vorderansicht der Vorrichtung gemäß Figur 1.
- Die gezeigten Vorrichtungen dienen zum automatisierten Entleeren von mit Filterstäben, Zigaretten oder dergleichen gefüllten Behältern an Packmaschinen oder dergleichen.
- Aus der Figur 1 geht eine Vorrichtung 10 zum aufeinanderfolgenden Entleeren von mit Artikeln 11 gefüllten Behältern 12 hervor. Im gefüllten Zustand werden die Behälter 12 auch als Vollbehälter bezeichnet. Entleerte Behälter 13 werden entsprechend als Leerbehälter bezeichnet. Die Vorrichtung 10 umfaßt ein Zuführelement 14 für die Vollbehälter und ein Abführelement 15 für die Leerbehälter. Das Abführelement 15 ist unterhalb des Zuführelementes 14 angeordnet. Sowohl das Abführelement 15 als auch das Zuführelement 14 sind in dieser Ausführungsform als endlose Transportbänder ausgebildet und mittels geeigneter Antriebsmittel intermittierend oder kontinuierlich angetrieben. Die Antriebsrichtungen sind gegenläufig ausgerichtet. Die Behälter 12 werden in Antransportrichtung TAn in den Bereich einer Übergabeeinrichtung 16 und die Behälter 13 in Abtransportrichtung TAb von der Übergabeeinrichtung weg transportiert. Die Übergabeeinrichtung 16 ist als Schwenkeinrichtung ausgebildet und weist einen Schwenkarm 17 auf. Der Schwenkarm 17 ist um eine Schwenkachse 18 schwenkbar im Bereich einer Achse 19 angeordnet. Am freien Ende 20 des Schwenkarms 17 ist eine Aufnahme 21 angeordnet. Die Aufnahme 21 weist mindestens zwei Kammern 22, 23 auf, wobei eine Kammer 22 zur Aufnahme und Abgabe eines vollen Behälters 12 und die andere Kammer 23 zur Aufnahme und Abgabe eines leeren Behälters 13 ausgebildet ist. Der Schwenkarm 17 ist aus einer unteren Aufnahmeposition A in eine obere Entleerungsposition E und zurück schwenkbar.
- Die Kammern 22, 23 sind derart ausgebildet und zueinander angeordnet, daß zeitgleich eine Kammer, nämlich die Kammer 22, einen vollen Behälter 12 aufnehmen und die andere Kammer 23 einen leeren Behälter 13 abgeben kann und umgekehrt. Die Aufnahme 21 bzw. deren Kammern 22, 23 dienen hierzu auch als Rahmen zur Aufnahme der Behälter 12, 13, wobei die Rahmen an die Behältergeometrie und Behälterausbildung angepaßt sind. Üblicherweise sind die Behälter 12, 13 quaderförmig mit Breitseiten, nämlich einer offenen Vorderseite und einer Rückwand sowie mit Schmalseiten, nämlich den Seitenwänden ausgebildet. Es sind auch andere Behälter denkbar, bei welchen Vorder- und/oder Rück- und/oder Seitenwände geöffnet oder zu öffnen sind. Innerhalb der Rahmen sind korrespondierende Mittel, nämlich z.B. Klemmvorrichtungen oder dergleichen, für die Behälter 12, 13 vorgesehen, die zur Fixierung der Artikel in den vollen Behältern 12 bzw. zum Fixieren der Behälter 12, 13 in den Kammern 22, 23 während der Schwenkbewegung dienen.
- Den Rahmen bzw. Kammern 22, 23 fehlen zur Aufnahme und Abgabe der Behälter 12, 13 jedoch einzelne Wandelemente. So ist in der gezeigten Ausführungsform die Kammer 22 zur Aufnahme und Abgabe der vollen Behälter 12 mit offener Breitseite, also z.B. ohne Vorderwand ausgebildet. Als Vorderwand wird die in der Aufnahmeposition A dem Zuführelement 14 zugewandte Seite bezeichnet. Die Kammer 23 ist an mindestens einer Schmalseite, nämlich z.B. der Unterseite, ebenfalls bezogen auf die Aufnahmeposition A, offen bzw. zu öffnen. Mit dieser Ausbildung ist die Kammer 22 in im wesentlichen horizontaler Richtung und die Kammer 23 in im wesentlichen vertikaler Richtung befüllbar bzw. entleerbar.
- Das Zuführelement 14 ist, wie bereits weiter oben erwähnt, oberhalb des Abführelementes 15 angeordnet. Die beiden Elemente 14, 15 sind jedoch leicht versetzt zueinander angeordnet. Das bedeutet in der gezeigten Ausführungsform, daß das Abführelement 15 in Antransportrichtung TAn über das Zuführelement 14 hinausragt und unterhalb der Aufnahmeposition A endet, derart, daß das Abführelement 15 von oben mindestens teilweise vorzugsweise mit leeren Behältern 13 bestückbar ist. Im Bereich der Aufnahmeposition A erfolgt zum einen die - im wesentlichen horizontale - Aufnahme voller Behälter 12 direkt vom Zuführelement 14. Zum anderen erfolgt im Bereich der Aufnahmeposition A das - im wesentlichen vertikale - Abgeben leerer Behälter 13 auf das Abführelement 15.
- Oberhalb der Entleerungsposition E ist im Bereich der Aufnahme 21 ein Speicher 24 für leere Behälter 13 angeordnet. Der Speicher 24 ist als Transportband ausgebildet. Des weiteren sind im Bereich der Entleerungsposition E Mittel zum Entfernen voller Behälter 12 aus der Kammer 22, Mittel zum Befördern der außerhalb der Kammer 22 vollständig entleerten Behälter 13 in den Speicher 24 sowie Mittel zum Befördern der leeren Behälter 13 aus dem Speicher 24 in die Kammer 23 vorgesehen. Diese Mittel können Greifelemente, hydraulische und/oder pneumatische Zylindersysteme, Lineareinheiten oder anderweitig übliche Einrichtungen zum Fixieren, Transportieren etc. sein.
- Das Verfahren wird im folgenden anhand der Figur 1 näher erläutert:
- Mittels des Zuführelementes 14 werden volle Behälter 12 in Antransportrichtung TAn gefördert (siehe Pfeil a). Die Schwenkeinrichtung bzw. die Aufnahme 21 derselben befindet sich in der unteren Aufnahmeposition A. Ein voller Behälter 12 wird in die Aufnahme 21, genauer die Kammer 22 eingeführt und in der Kammer 22 fixiert. Wenn notwendig, wird der Behälter 12 dahingehend gesichert, daß keine Artikel 11 aus dem Behälter 12 fallen. Dies kann z.B. durch eine Abschlußplatte ähnlich einem Zugschwert oder dergleichen erfolgen. Dann schwenkt der Schwenkarm 17 um die Schwenkachse 18 in die obere Entleerungsposition E (siehe Pfeil b). Sobald die Aufnahme 21 die Entleerungsposition E erreicht hat, wird der volle Behälter 13 in horizontaler Richtung (siehe Pfeil c) aus der Kammer 22 gefördert, und zwar in eine sogenannte Zwischenstation, aus der der volle Behälter 12 dann in die eigentliche Entleerungsposition verbracht und dort entleert wird.
- Zeitgleich zum Fördern des vollen Behälters 12 aus der Kammer 22 (siehe Pfeil c) wird ein zuvor entleerter Behälter 13 aus dem Speicher 24 von oben in vertikaler Richtung in die Kammer 23 geführt (siehe Pfeil d). Dies kann durch Schwerkraft, eine Lineareinheit oder anderweitig realisiert werden. Sobald sich der leere Behälter 13 in der Kammer 23 befindet, schwenkt der Schwenkarm 17 aus der oberen Position E in die untere Position A (siehe Pfeil e). In dieser Position wird ein neuer voller Behälter 12 in die Kammer 22 geführt. (siehe Pfeil a). Gleichzeitig wird der leere Behälter 13 aus der Kammer 23 in vertikaler Richtung nach unten auf das Abführelement 15 gebracht (siehe Pfeil f). Sobald der Befüll- und Entleervorgang der Behälter 12, 13 in der Position A abgeschlossen ist, schwenkt der Schwenkarm 17 wieder in die Position E.
- Die leeren Behälter 13 werden vom Abführelement 15 in Abtransportrichtung TAb abtransportiert (siehe Pfeil g). Die Schrittfolge a bis g wiederholt sich beliebig oft. Damit dies in der geschilderten Art und Weise auch erfolgen kann, werden die vollen Behälter 12, nachdem sie die Kammer 22 in der oberen Position verlassen haben, in der Entleerungsstation entleert. Hierzu werden die Behälter 12 geöffnet (siehe Pfeil h), indem z. B. eine Klappe gezogen wird, so daß die Artikel 11 üblicherweise durch Schwerkraft aus dem Behälter 12 fallen (siehe Pfeil i). Wenn die Behälter 12 vollständig entleert sind, werden die dann leeren Behälter 13 z.B. mittels einer Lineareinheit in vertikaler Richtung nach oben in den Speicher 24 gebracht (siehe Pfeil j). In dem Speicher 24 werden die leeren Behälter 13 entgegen der Antransportrichtung TAn in eine Position gebracht (siehe Pfeil k), aus der sie nach unten in die leer Kammer 23 gebracht werden können.
Claims (14)
- Vorrichtung zum aufeinanderfolgenden Entleeren von mit Artikeln (11) gefüllten Behältern (12), umfassend ein Zuführelement (14) zum Zuführen voller Behälter (12) an eine Übergabeeinrichtung (16), wobei die Übergabeeinrichtung (16) als Schwenkeinrichtung ausgebildet ist, die einen Schwenkarm (17) mit einer an einem freien Ende (20) angeordneten Aufnahme (21) umfaßt und zum Schwenken aus einer unteren Aufnahmeposition A in eine obere Entleerungsposition E und zurück um eine Schwenkachse (18) schwenkbar ausgebildet ist, sowie ein Abführelement (15) zum Abführen der leeren Behälter (13), dadurch gekennzeichnet , daß die Aufnahme (21) am freien Ende (20) mindestens zwei Kammern (22, 23) zur Aufnahme von mindestens zwei Behältern (12, 13) aufweist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß eine Kammer (22) zur Aufnahme und Abgabe eines vollen Behälters (12) und eine Kammer (23) zur Aufnahme und Abgabe eines leeren Behälters (13) ausgebildet ist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß beide Kammern (22, 23) derart ausgebildet und zueinander angeordnet sind, daß zeitgleich eine Kammer (22) einen vollen Behälter (12) aufnehmen und die andere Kammer (23) einen leeren Behälter (13) abgeben kann und umgekehrt.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß eine der Kammern (23) in im wesentlichen vertikaler Richtung befüllbar und entleerbar und die andere Kammer (22) in im wesentlichen horizontaler Richtung entleerbar und befüllbar ausgebildet ist.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, daß eine Kammer (22) an mindestens einer Breitseite eine Öffnung zur Aufnahme und Abgabe eines Behälters (12) und die andere Kammer (23) an mindestens einer Schmalseite eine Öffnung zur Aufnahme und Abgabe eines Behälters (13) aufweist.
- Vorrichtung nach einem der Ansprüche 1 bis 5 , dadurch gekennzeichnet, daß im Bereich der Entleerungsposition E eine Zwischenstation zur Aufnahme der aus der Kammer (22) geförderten und noch vollen Behälter (12) ausgebildet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß das Zuführelement (14) und das Abführelement (15) übereinander angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß oberhalb der Aufnahme (21) in der Entleerungsposition E ein Speicher (24) für leere Behälter (13) angeordnet ist.
- Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln (11) gefüllten Behältern (12), umfassend die Schritte:- Zuführen von mit Artikeln (11) gefüllten Behältern (12) in den Bereich einer Übergabeeinrichtung (16),- Aufnehmen eines vollen Behälters (12) in eine Aufnahme (21) der als Schwenkeinrichtung ausgebildeten Übergabeeinrichtung (16),- Schwenken des vollen Behälters (12) aus einer Aufnahmeposition A in eine Entleerungsposition E, und- Entleeren des Behälters (12),dadurch gekennzeichnet,daß- zeitgleich zum Entleeren des Behälters (12) in der Entleerungsposition E ein bereits zuvor geleerter Behälter (13) in die Aufnahme (21) eingeführt wird und der leere Behälter (13) nach dem Zurückschwenken in die Aufnahmeposition A wieder aus der Aufnahme (21) entfernt wird, während zeitgleich ein voller Behälter (12) in die Aufnahme (21) eingeführt wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, daß ein in der Entleerungsposition E befindlicher voller Behälter (12) erst vollständig aus der Aufnahme (21) bewegt wird, bevor der Behälter (12) dann entleert wird.
- Verfahren nach Anspruch 9 oder 10, dadurch gekennzeichnet, daß in der Aufnahmeposition A ein voller Behälter (12) in eine erste Kammer (22) der Aufnahme (21) geführt wird, während zeitgleich ein bereits entleerter Behälter (13) aus einer zweiten Kammer (23) der Aufnahme (21) heraus geführt wird, und in der Entleerungsposition E der volle Behälter (12) aus der Kammer (22) geführt wird, während zeitgleich ein leerer Behälter (13) in die Kammer (23) geführt wird.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, daß das Einführen und Herausführen der vollen Behälter (12) in die bzw. aus der Kammer (22) in im wesentlichen horizontaler Richtung erfolgt.
- Verfahren nach Anspruch 11 oder 12, dadurch gekennzeichnet, daß das Einführen und Herausführen der leeren Behälter (13) in die bzw. aus der Kammer (23) in im wesentlichen vertikaler Richtung erfolgt.
- Verfahren nach einem der Ansprüche 9 bis 13, dadurch gekennzeichnet, daß die entleerten Behälter (13) nach dem Entleeren in einen Speicher (24) und dann bei Bedarf aus dem Speicher (24) wieder in die Aufnahme (21) geführt werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004055629A DE102004055629A1 (de) | 2004-11-12 | 2004-11-12 | Vorrichtung und Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1656841A1 true EP1656841A1 (de) | 2006-05-17 |
Family
ID=36013647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05090313A Withdrawn EP1656841A1 (de) | 2004-11-12 | 2005-11-11 | Vorrichtung und Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20060120839A1 (de) |
| EP (1) | EP1656841A1 (de) |
| JP (1) | JP2006137606A (de) |
| CN (1) | CN1772579A (de) |
| DE (1) | DE102004055629A1 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008138525A1 (de) * | 2007-05-12 | 2008-11-20 | Hauni Maschinenbau Ag | Befüllmagazin zum befüllen von schachtschragen sowie befüllstation mit einem solchen befüllmagazin |
| EP3269262A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Dreheinheit sowie verfahren und vorrichtung zum entleeren einer mit stabartigen artikeln der tabakverarbeitenden industrie gefüllten schrage |
| EP3269264A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Verfahren und vorrichtung zum entleeren verschiedener arten von schragen, die mit stabartigen artikeln der tabakindustrie gefüllt sind, und umwandlungseinheit zur änderung der konfiguration der schragen |
| EP3269263A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Verfahren und vorrichtung zum entleeren einen vierwandigen oder fünfwandigen schragen, gefüllt mit stabartigen gegenständen aus der tabakverarbeitenden industrie |
| EP3269261A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Handhabungsmodus und -verfahren und vorrichtung zum entleeren einer mit stabartigen artikeln der tabak verarbeitenden industrie gefüllten schale |
| WO2018011248A1 (en) | 2016-07-13 | 2018-01-18 | International Tobacco Machinery Poland Sp. Z O.O. | A handling module, a turning unit, and a method and an apparatus for emptying a tray filled with rod like articles of the tobacco industry |
| EP3300613A1 (de) | 2016-09-28 | 2018-04-04 | International Tobacco Machinery Poland Sp. z o.o. | Station für mit stabförmigen artikeln gefüllte schragen, vorrichtung und verfahren zum entleeren eines vier- oder fünfwandigen mit stabförmigen artikeln aus der tabakverarbeitenden industrie gefüllten schragens |
| US10271575B2 (en) | 2016-09-28 | 2019-04-30 | International Tobacco Machinery Poland Sp. Z O. O. | Station for trays filled with rod-like articles and apparatus for emptying of four-wall or five-wall tray filled with rod-like articles of the tobacco industry |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100875451B1 (ko) * | 2007-07-11 | 2008-12-22 | 서호전기주식회사 | 다기능 컨테이너 자가 하역 장치 |
| US20100003114A1 (en) * | 2008-07-07 | 2010-01-07 | John Mather | Lug tender |
| DE102009009831A1 (de) * | 2009-02-18 | 2010-08-26 | Hauni Maschinenbau Ag | Entleermagazin und Verfahren zum Entleeren von mit stabförmigen Produkten gefüllten Schragen, insbesondere Schachtschragen sowie Einrichtung zum Zusammenführen von Massenströmen insbesondere für ein Entleermagazin |
| DE102011010257A1 (de) * | 2011-01-26 | 2012-07-26 | Hauni Maschinenbau Ag | Anordnung und Verfahren zum Produzieren und Speichern stabförmiger Halbfertigprodukte der Tabak verarbeitenden Industrie |
| DE102011055603A1 (de) * | 2011-11-22 | 2013-05-23 | Hauni Maschinenbau Ag | Anordnung, ausgebildet und eingerichtet zum Handhaben von Transportbehältern für stabförmige Artikel der Tabak verarbeitenden Industrie, Umlaufkassette, insbesondere zur Verwendung in einer solchen Anordnung sowie Verfahren zum aufeinander folgenden Verändern des Füllstandes von leeren oder mit stabförmigen Artikel gefüllten Transportbehältern |
| DE102013100815A1 (de) * | 2013-01-28 | 2014-07-31 | Hauni Maschinenbau Ag | Schragenentleereinrichtung und Verfahren zum automatischen Entleeren von mit stabförmigen Artikeln gefüllten Schragen in eine Produktionsmaschine der Tabak verarbeitenden Industrie sowie eine Produktionsanordnung mit einer Produktionsmaschine und mindestens zwei Schragenentleereinrichtungen |
| DE102013103767A1 (de) * | 2013-04-15 | 2014-10-16 | Hauni Maschinenbau Ag | Schragen aus leitfähigem Kunststoff und Einrichtung sowie Verfahren zum automatischen Entleeren von mit stabförmigen Produkten gefüllten Schragen |
| SE539024C2 (en) * | 2014-09-15 | 2017-03-21 | Scan Coin Ab | Distribution of coins in bags |
| CN104444182A (zh) * | 2014-10-31 | 2015-03-25 | 广东泰卓光电科技股份有限公司 | 一种led路灯组装测试生产线 |
| CN114803545B (zh) * | 2022-04-29 | 2024-07-02 | 广州长仁工业科技有限公司 | 小型零件的快速搬运装卸系统 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3655080A (en) * | 1969-06-17 | 1972-04-11 | Amf Inc | Cigarette packer hopper automatic feeding device |
| US4278385A (en) * | 1978-10-30 | 1981-07-14 | Hauni-Werke Korber & Co. Kg. | Apparatus for transferring cigarettes or the like from trays into magazines of packing machines or the like |
| US4303366A (en) * | 1976-12-03 | 1981-12-01 | Molins Limited | Method and apparatus for unloading rod-like articles from containers |
| US4530633A (en) * | 1981-06-02 | 1985-07-23 | Sasib S.P.A. | Method and device for the feeding of rod-like articles to the hopper of a handling machine |
| US5435688A (en) * | 1992-04-30 | 1995-07-25 | Tokyo Automatic Machinery Works Limited | Bar-like article supplying apparatus |
| EP1086628A2 (de) | 1999-09-24 | 2001-03-28 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zum aufeinanderfolgenden Entleeren von Behältern |
| EP1308101A1 (de) * | 2001-10-31 | 2003-05-07 | G.D Societ Per Azioni | Verfahren und Einheit zum Zuführen von länglichen Elementen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1339886A (en) * | 1969-11-26 | 1973-12-05 | Molins Machine Co Ltd | Apparatus for unloading cigarettes or similar rod-like articles |
| IT1120322B (it) * | 1979-02-28 | 1986-03-19 | Gd Spa | Apparecchiatura perfezionata per lhalimentazione di contenitori di sigarette ad una macchina impacchettatrice |
| IT1157764B (it) * | 1982-10-22 | 1987-02-18 | Sasib Spa | Dispositivo alimentatore automatico per caricare e scaricare i casserini sulla e dalla tramoggia delle macchine impacchettatrici di sigarette o simili |
| DE3917097C2 (de) * | 1989-05-26 | 1998-07-02 | Hauni Werke Koerber & Co Kg | Behälterfördervorrichtung |
| DE3924098C2 (de) * | 1989-07-20 | 1998-05-20 | Hauni Werke Koerber & Co Kg | Behälterfördervorrichtung |
| DE9012972U1 (de) * | 1990-09-12 | 1990-11-15 | Maschinenfabrik Fr. Niepmann GmbH u. Co, 5820 Gevelsberg | Vorrichtung zum Entfernen von Zigaretten aus der diese umschließenden Verpackung |
| IT1245896B (it) * | 1991-04-23 | 1994-10-25 | Gd Spa | Apparecchiatura per l'alimentazione di articoli a forma di barretta, per esempio sigarette, ad una macchina utilizzatrice. |
| US6722838B2 (en) * | 2001-04-10 | 2004-04-20 | Bowe Bell & Howell Company | Method and system for high speed tray unloading and mail transporting |
-
2004
- 2004-11-12 DE DE102004055629A patent/DE102004055629A1/de not_active Withdrawn
-
2005
- 2005-11-11 JP JP2005326776A patent/JP2006137606A/ja not_active Withdrawn
- 2005-11-11 EP EP05090313A patent/EP1656841A1/de not_active Withdrawn
- 2005-11-11 CN CNA2005101194838A patent/CN1772579A/zh active Pending
- 2005-11-14 US US11/272,343 patent/US20060120839A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3655080A (en) * | 1969-06-17 | 1972-04-11 | Amf Inc | Cigarette packer hopper automatic feeding device |
| US4303366A (en) * | 1976-12-03 | 1981-12-01 | Molins Limited | Method and apparatus for unloading rod-like articles from containers |
| US4278385A (en) * | 1978-10-30 | 1981-07-14 | Hauni-Werke Korber & Co. Kg. | Apparatus for transferring cigarettes or the like from trays into magazines of packing machines or the like |
| US4530633A (en) * | 1981-06-02 | 1985-07-23 | Sasib S.P.A. | Method and device for the feeding of rod-like articles to the hopper of a handling machine |
| US5435688A (en) * | 1992-04-30 | 1995-07-25 | Tokyo Automatic Machinery Works Limited | Bar-like article supplying apparatus |
| EP1086628A2 (de) | 1999-09-24 | 2001-03-28 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zum aufeinanderfolgenden Entleeren von Behältern |
| EP1308101A1 (de) * | 2001-10-31 | 2003-05-07 | G.D Societ Per Azioni | Verfahren und Einheit zum Zuführen von länglichen Elementen |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008138525A1 (de) * | 2007-05-12 | 2008-11-20 | Hauni Maschinenbau Ag | Befüllmagazin zum befüllen von schachtschragen sowie befüllstation mit einem solchen befüllmagazin |
| EP3269262A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Dreheinheit sowie verfahren und vorrichtung zum entleeren einer mit stabartigen artikeln der tabakverarbeitenden industrie gefüllten schrage |
| EP3269264A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Verfahren und vorrichtung zum entleeren verschiedener arten von schragen, die mit stabartigen artikeln der tabakindustrie gefüllt sind, und umwandlungseinheit zur änderung der konfiguration der schragen |
| EP3269263A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Verfahren und vorrichtung zum entleeren einen vierwandigen oder fünfwandigen schragen, gefüllt mit stabartigen gegenständen aus der tabakverarbeitenden industrie |
| EP3269261A1 (de) | 2016-07-13 | 2018-01-17 | International Tobacco Machinery Poland Sp. z o.o. | Handhabungsmodus und -verfahren und vorrichtung zum entleeren einer mit stabartigen artikeln der tabak verarbeitenden industrie gefüllten schale |
| WO2018011248A1 (en) | 2016-07-13 | 2018-01-18 | International Tobacco Machinery Poland Sp. Z O.O. | A handling module, a turning unit, and a method and an apparatus for emptying a tray filled with rod like articles of the tobacco industry |
| WO2018011250A1 (en) | 2016-07-13 | 2018-01-18 | International Tobacco Machinery Poland Sp. Z O.O. | A method and an apparatus for emptying various types of trays filled with rod like articles of the tobacco industry, and converting unit designed to change tray's configuration |
| EP3300613A1 (de) | 2016-09-28 | 2018-04-04 | International Tobacco Machinery Poland Sp. z o.o. | Station für mit stabförmigen artikeln gefüllte schragen, vorrichtung und verfahren zum entleeren eines vier- oder fünfwandigen mit stabförmigen artikeln aus der tabakverarbeitenden industrie gefüllten schragens |
| US10271575B2 (en) | 2016-09-28 | 2019-04-30 | International Tobacco Machinery Poland Sp. Z O. O. | Station for trays filled with rod-like articles and apparatus for emptying of four-wall or five-wall tray filled with rod-like articles of the tobacco industry |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060120839A1 (en) | 2006-06-08 |
| CN1772579A (zh) | 2006-05-17 |
| JP2006137606A (ja) | 2006-06-01 |
| DE102004055629A1 (de) | 2006-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1656841A1 (de) | Vorrichtung und Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern | |
| EP2448820B1 (de) | Vorrichtung zum füllen und verschliessen von pharmazeutischen behältnissen | |
| EP1086628B1 (de) | Verfahren und Vorrichtung zum aufeinanderfolgenden Entleeren von Behältern | |
| DE60000975T2 (de) | Automatisches behälterbehandlungssystem für einen sortierer | |
| DE102007006133A1 (de) | Entleermagazin und Verfahren zum Entleeren von mit stabförmigen Produkten gefüllten Schachtschragen | |
| DE4426127C2 (de) | Verfahren und Vorrichtung zum Vergießen elektronischer Teile mit Gießharz | |
| EP0538742B1 (de) | Speicher für Warenstücke | |
| DE69214122T2 (de) | Verfahren und system zum aufreihen von artikeln | |
| DE68912166T2 (de) | Verfahren und Vorrichtung zum Zuführen von stabförmigen Gegenständen. | |
| DE10137843A1 (de) | Vorrichtung zum Sortieren und zum Weitertransport von Schüttgut | |
| EP1578678B1 (de) | Vorrichtung zur kontinuierlichen abgabe von beuteln | |
| DE3618247A1 (de) | Verfahren und vorrichtung zum ersetzen von aus einem foerderstrom ausgesonderten fehlerhaften packungen durch fehlerfreie packungen | |
| WO2014072009A1 (de) | Maschine zum füllen von beuteln | |
| EP2025631B1 (de) | Stapelzelle | |
| EP2480468B1 (de) | Hochgeschwindigkeitsspeicher | |
| EP2260732A1 (de) | Vorrichtung und Verfahren zum aufeinander folgenden Entleeren von mit stabförmigen Produkten gefüllten Behältern | |
| EP2150138B1 (de) | Entleermagazin und übergabeeinrichtung für einen schragenentleerer, sowie schragenentleerer | |
| EP1743856B1 (de) | Vorrichtung und Verfahren zum Transportieren von einen Massenstrom bildenden Artikeln sowie Vorrichtung zum Befüllen einer nachgeordneten Vorrichtung mit stabförmigen Artikeln | |
| EP2162022B1 (de) | Befüllmagazin zum befüllen von schachtschragen sowie befüllstation mit einem solchen befüllmagazin | |
| DE4344744A1 (de) | Vorrichtung zum Einbringen von Verpackungen in Verpackungsbehälter | |
| EP1508520A1 (de) | Anordnung und Verfahren zum aufeinanderfolgenden Entleeren von mit Artikeln gefüllten Behältern | |
| EP2759216A9 (de) | Schragenentleereinrichtung und Verfahren zum automatischen Entleeren von mit stabförmigen Artikeln gefüllten Schragen in eine Produktionsmaschine der Tabak verarbeitenden Industrie sowie eine Produktionsanordnung mit einer Produktionsmaschine und mindestens zwei Schragenentleereinrichtungen | |
| DE3300530A1 (de) | Geraet und verfahren zur lieferung von gegenstaenden | |
| EP2596708A2 (de) | Handhabungsanordnung für Transportbehältern für stabförmige Artikel der Tabak verarbeitenden Industrie, Umlaufkassette sowie Verfahren zum Verändern des Füllstandes von Transportbehältern | |
| EP0878426B1 (de) | Fördervorrichtung zum Zuführen von flachen Gütern zu einer Transportverpackung und Betriebsverfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| 17P | Request for examination filed |
Effective date: 20061116 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20080529 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20090721 |