EP1693198A2 - Bogendruckmaschine - Google Patents
Bogendruckmaschine Download PDFInfo
- Publication number
- EP1693198A2 EP1693198A2 EP06002328A EP06002328A EP1693198A2 EP 1693198 A2 EP1693198 A2 EP 1693198A2 EP 06002328 A EP06002328 A EP 06002328A EP 06002328 A EP06002328 A EP 06002328A EP 1693198 A2 EP1693198 A2 EP 1693198A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- printing machine
- machine according
- fed printing
- printed sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
Definitions
- the invention relates to a sheet-fed printing machine according to the preamble of claim 1.
- Sheet-fed printing presses are used for printing sheet-like substrates, so-called printing sheet, whereby printed sheets to be printed are introduced into the printing process in the area of an investor and are discharged from the printing process in the area of a delivery arm. Between the feeder and the boom of the printing press several printing units are positioned, wherein in each printing unit, a partial printing image is applied in a special ink on the substrate.
- the printed sheets to be printed can be made of a variety of different materials. If printed sheets designed as plastic films or provided with a plastic coating are to be printed, then it should be noted that in particular UV-curing printing inks or water-based printing inks adhere only very poorly to the printed sheet. This is especially the case when printing sheets from difficult to print substrates or corresponding coatings such as polypropylene (PP, HDPP, LDPP) or polyethylene (PE, HDPE, LDPE) are to be printed. Thus, these plastics are materials which, due to their production, have a low surface tension and / or a low polarity. This results in printing with UV-curable inks or water-based inks or paints poor wetting such sheets and / or poor adhesion of the ink or varnish.
- DE 102 32 255 A1 discloses a device for treating the surfaces of printing substrates in printing machines, wherein the printing material is bombarded with electrons in the region of a corona electrode.
- a printing cylinder on which the printing material is guided while moving past the corona electrode, serves as a counterelectrode, so that an electrical discharge, which is carried out between the corona electrode and the printing cylinder serving as the counterelectrode, takes place through the printing material.
- a small distance of the corona electrode from the substrate in the order of 0.5 mm must be maintained, so that accessibility is severely limited.
- DE 20 2004 008 285 U1 discloses an atmospheric pressure plasma processing tool for wide workpieces in which electrical discharges occur between electrodes and counter electrodes formed as nozzles.
- the electrodes and the counter electrodes formed as a nozzle are positioned on one side of a substrate to be treated so that the electrical discharge does not occur through the substrate.
- a plasma generated during the electric corona discharge is conducted by means of a gas, namely with the aid of compressed air, onto the surface of the substrate to be treated.
- a gas namely with the aid of compressed air
- other gases for example nitrogen, can be used to transport the plasma in the direction of the substrate.
- the present invention is based on the problem to provide a novel sheet-fed printing machine.
- the or each device for surface modification of substrates in the area of the feeder and / or a sheet turning device and / or in front of a coating unit is integrated into the sheet-fed printing machine.
- the or each device arranged according to the invention for surface modification preferably generates a plasma on the respective one side of a printing material assigned to it. Accordingly, the printing material is not positioned between the electrodes, between which an electrical charge takes place for plasma formation.
- the plasma generated by means of electrical discharges from air or other gases, such as nitrogen, for example, is conducted by means of overpressure onto the respective surface of the printing material.
- the feeder is designed as a bulkhead feeder and has an investment table on which the printed sheets are transported as scale flow, wherein the device for surface modification is integrated into the area of the flaker feeder, in which the surface of the sheet to be modified freely accessible is. Preferably, it takes place in an area for alignment and singulation of the printed sheets.
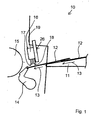
- Fig. 1 shows a schematic section of a sheet-fed printing machine according to the invention in the region of an investor 10.
- the feeder 10 is designed as a flaky feeder, which means that in the area of the feed table 11, printed sheets 12 are transported with overlapping as a shingled stream.
- Fig. 1 shows schematically two mutually partially overlapping printed sheets 12 of a scale flow.
- the transfer gripper 14 detects a sheet 12 at its front in the transport direction section, pulls this from Investment table 11 from and then passes this to a first cylinder 15 of the printing press.
- a device 16 for surface modification of the printed sheets 12 to be printed is integrated into the area of the feeder 10 of the sheet-fed printing machine.
- the device 16 for surface modification is integrated into the feeder 10 in such a way that it is positioned in the region of the transfer gripper 14, ie in the region of the feeder 10 in which the printing sheet 12 is aligned and singulated , In this area, the sheet to be processed is exposed and its surface is fully accessible. This ensures that the printed sheets 12 can be subjected to a surface modification over their entire surface.
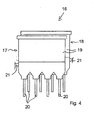
- the device 16 for surface modification of the substrates 12 by means of a plasma is preferably designed as shown in FIG. 4.
- the device 16 of FIG. 4 has a plurality of electrodes, which are grouped in two consecutive rows 17 and 18, respectively. Within each of these two rows 17 and 18, four electrodes are arranged in a common housing 19 in the illustrated embodiment, with nozzles 20 of the housing 19 forming counterelectrodes for electrical discharge within the device 16.
- the number of rows and the associated number of electrodes per row are listed here purely by way of example.
- the device 16 is mounted on a cross member 26 according to FIG. 1.
- the nozzles 20 and the electrodes (not shown) of the two rows 17 and 18 are aligned with each other such that in the middle between two adjacent electrodes or nozzles 20 of one row an electrode or nozzle 20 of an adjacent one Row is positioned.
- an array of electrodes or nozzles 20 is formed by means of which the printing materials 12 can be uniformly subjected to a surface modification in the region of their surface.
- a flowing under pressure carrier gas eg compressed air 21
- the nozzles 20 are preferably designed as slit nozzles and have seen in cross section parallel to the conveying plane and transverse to the direction of movement of the sheet 12 over a larger dimension than in the direction of movement of the sheet to be treated 12. This allows a particularly uniform treatment of the sheet 12 can be realized.
- FIGS. 2 and 3 show a device 22 for the surface modification of substrates, wherein electrical discharges take place between in each case two outer electrodes 23. Between the electrodes 23, a plasma 24 is formed, which can be directed under the pressure of the compressed air 25 on a surface of the printed sheet 12 to be treated.
- the devices 16 and 22 for surface modification of printed sheets are arranged by means of a holder in the abutment region of the printing press. At this point they can be pivoted into a working position on the bow path.
- the devices 16 and 22 can also be designed to be swivelable out of the contact area.
- the units 16, 22 integrated in the contact area of the sheet-fed printing machine for the surface modification of printed sheets can finally be clad by corresponding protection.
- the protection can be made possible by means of a suction unit, the removal of the resulting warm process gases by means of a negative pressure. This will be environmental pollution avoided on site and an inadmissible heating of the units 16 and 22 by the working process can be prevented.
- a device 16 for surface modification is positioned in the region of the feeder 10, with the aid of which the printed sheets 12 can be treated in the region of an upper side or surface with respect to an arcuate path.
- a device 16 for surface modification on both sides of the printing material.
- a second device for surface modification in FIG. 1 may be positioned below the alignment region of the feeder 10 or below the cylinder 15 and thus take over the surface modification of the printing substrate in the region of its second side.
- the second surface modification device in the area of a sheet turning device can be integrated into the printing machine.
- the second device for surface modification is preferably arranged in the region after the application of the sheet, where the printed sheet 12 is everted and thus its second side is upwards. Then the device 16 for surface modification can be arranged above the arcuate path.
- a third device for surface modification can be integrated in front of a coating unit in the sheet-fed press.
- the device for surface modification is also possible to integrate the device for surface modification exclusively in the area of a sheet turn in the sheet-fed press. This is advantageous if one-sided coated printing sheets are used, which should initially print from the uncoated side and after the sheet application of the coated side.
- the device for surface modification is also possible to integrate the device for surface modification exclusively in front of a coating unit in the sheet-fed press. This is advantageous if the already printed surface of the signature for a final Finishing treatment, eg by applying a glossy or protective coating, to be modified.
- means for surface modification are used in which the electrical discharge does not occur through the substrate, in which therefore electrodes and counterelectrodes, between each of which electrical discharges occur on each side of a treated Sheet are positioned.
- the device for surface modification in this case has a distance of between 5 mm and 10 mm from the respective surface of the printed sheets.
- the means 16 or 22 for modifying the surface of printed sheets is either provided with its own control in addition to the power supply or may be coupled to the machine control in such a way that it is adaptable in its behavior to the printing process.
- At least the time or the time duration or time and duration of the plasma generation by means of the device 16 or 22 can initially be set. These adjustments may also be tunable with respect to the power stroke of the sheetfed press.
- the means 16 or 22 for generating the plasma used in the modification of the sheet surface can thus be limited in an efficient manner to the time during the supply of a sheet in the sheet-fed press. This prevents charges from being scattered uncontrollably into the printing machine or into the feeder 10.
- activation of the device 16 for surface modification of printed sheets can take place such that regions of the substrate surface are recessed both transversely and longitudinally relative to the feed direction. This is due to the described design of the device 16 from a series of discharge units.
- the amount of plasma generation is adjustable to provide, in relation to the desired pressure conditions, the necessary amount of free radicals in an adaptable plasma for e.g. to achieve different adjustments of surface tensions in the modification of the surface of the printed sheets.
- the power of the discharge units is variably controlled, so that the amount of reactive plasma gas can be influenced in a targeted manner.
- the strength of the surface modification of printed sheets by the plasma on the respective substrate is adjustable.
- differences arise between different substrates to be processed, as they react differently with the free radicals from the plasma.
- This reaction may also be variable for inherently similar materials due to variable manufacturing processes, transportation and storage conditions. Therefore, the strength of the surface modification is specifically influenced, with the main influence variable being the strength of the plasma.
- the duration of the plasma action, the type of gas used and the overpressure at the nozzles also have an effect.
- the strength of the surface modification of the printed sheets can also be adapted to the transport speed of the printed sheets to be processed by means of the mentioned control.
- the strength of the plasma can be increased, so that even in a shorter time always the same amount of reactive plasma gas is available.
- the overpressure to impress the plasma gas on the substrate could be raised.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Printing Methods (AREA)
Abstract
Description
- Die Erfindung betrifft eine Bogendruckmaschine nach dem Oberbegriff des Anspruchs 1.
- Bogendruckmaschinen dienen dem Bedrucken bogenförmiger Bedruckstoffe, so genannter Druckbogen, wobei zu bedruckende Druckbogen im Bereich eines Anlegers in den Druckprozess eingeschleust und im Bereich eines Auslegers aus dem Druckprozess ausgeschleust werden. Zwischen dem Anleger und dem Ausleger der Druckmaschine sind mehrere Druckwerke positioniert, wobei in jedem Druckwerk ein Teildruckbild in einer speziellen Druckfarbe auf dem Bedruckstoff aufgetragen wird.
- Die zu bedruckenden Druckbogen können aus einer Vielzahl unterschiedlicher Materialien hergestellt sein. Sollen als Kunststofffolien ausgebildete oder mit einer Kunststoffbeschichtung versehene Druckbogen bedruckt werden, so ist festzustellen, dass insbesondere UV-härtende Druckfarben oder wasserbasierte Druckfarben nur sehr schlecht auf den Druckbogen haften. Dies ist insbesondere dann der Fall, wenn Druckbogen aus schwer bedruckbaren Bedruckstoffen bzw. entsprechenden Beschichtungen wie Polypropylen (PP, HDPP, LDPP) oder Polyethylen (PE, HDPE, LDPE) bedruckt werden sollen. So handelt es sich bei diesen Kunststoffen um Materialen, welche herstellungsbedingt eine geringe Oberflächenspannung und/oder eine geringe Polarität aufweisen. Daraus resultiert beim Drucken mit UV-härtenden Druckfarben oder wasserbasierten Druckfarben oder Lacken eine schlechte Benetzung derartiger Druckbogen und/oder eine schlechte Anhaftung der Druckfarbe respektive Lacke.
- Zur Erhöhung der Oberflächenspannung von Bedruckstoffen und damit zur Verbesserung der Benetzungsfähigkeit bzw. Bedruckbarkeit derselben ist es aus dem Stand der Technik bereits bekannt, die Bedruckstoffe einer sogenannten Koronabehandlung zu unterziehen.
- So offenbart die DE 102 32 255 A1 eine Einrichtung zum Behandeln der Oberflächen von Bedruckstoffen in Druckmaschinen, wobei der Bedruckstoff im Bereich einer Korona-Elektrode mit Elektronen beschossen wird. Hierbei dient ein Druckzylinder, auf welchem der Bedruckstoff beim Vorbeibewegen an der Korona-Elektrode geführt ist, als Gegenelektrode, so dass eine elektrische Entladung, die zwischen der Korona-Elektrode und dem als Gegenelektrode dienenden Druckzylinder durchgeführt wird, durch den Bedruckstoff hindurch erfolgt. Hierbei muss ein geringer Abstand der Korona-Elektrode vom Bedruckstoff in der Größenordnung von 0,5 mm eingehalten werden, so dass hierdurch die Zugänglichkeit stark eingeschränkt wird. Zusätzlich besteht die Gefahr, dass die Druckbogen bei Berührung der Korona-Elektroden durch Markierungsstreifen zumindest an ihrer Oberfläche beschädigt werden.
- Die DE 20 2004 008 285 U1 offenbart ein Atmosphärendruck-Plasma-Behandlungswerkzeug für breite Werkstücke, bei dem elektrische Entladungen zwischen Elektroden und als Düsen ausgebildeten Gegenelektroden erfolgt. Bei einer derartigen Vorrichtung sind die Elektroden und die als Düse ausgebildeten Gegenelektroden auf einer Seite eines zu behandelnden Substrates positioniert, so dass die elektrische Entladung nicht durch das Substrat hindurch erfolgt. Vielmehr wird bei einer solchen Vorrichtung ein bei der elektrischen Korona-Entladung erzeugtes Plasma mit Hilfe eines Gases, nämlich mit Hilfe von Druckluft, auf die zu behandelnde Oberfläche des Substrates geleitet. Anstelle von Druckluft können auch andere Gase, zum Beispiel Stickstoff, zum Transport des Plasmas in Richtung auf das Substrat verwendet werden.
- Hiervon ausgehend liegt der vorliegenden Erfindung das Problem zugrunde eine neuartige Bogendruckmaschine zu schaffen.
- Dieses Problem wird durch eine Bogendruckmaschine gemäß Anspruch 1 gelöst.
- Erfindungsgemäß ist die oder jede Einrichtung zur Oberflächenmodifikation von Bedruckstoffen im Bereich des Anlegers und/oder einer Bogenwendeeinrichtung und/oder vor einem Lackwerk in die Bogendruckmaschine integriert.
- Die oder jede erfindungsgemäß angeordnete Einrichtung zur Oberflächenmodifikation erzeugt vorzugsweise ein Plasma auf der jeweils einen ihr zugeordneten Seite eines Bedruckstoffs. Der Bedruckstoff ist demnach nicht zwischen den Elektroden, zwischen welchen zur Plasmabildung eine elektrische Ladung erfolgt, positioniert. Das über elektrische Entladungen aus Luft oder anderen Gasen, wie zum Beispiel Stickstoff, erzeugte Plasma wird mit Hilfe von Überdruck auf die jeweilige Oberfläche des Bedruckstoffs geleitet. Die Integration der Einrichtung zur Oberflächenmodifikation im Bereich des Anlegers ist hinsichtlich des Platzbedarfes besonders vorteilhaft möglich.
- Nach einer vorteilhaften Weiterbildung der Erfindung ist der Anleger als Schuppenanleger ausgebildet und weist einen Anlagetisch auf, auf welchem die Druckbogen als Schuppenstrom transportierbar sind, wobei die Einrichtung zur Oberflächenmodifikation in den Bereich des Schuppenanlegers integriert ist, in welchem die Oberfläche der zu modifizierenden Bogen frei zugänglich ist. Vorzugsweise erfolgt sie in einem Bereich für eine Ausrichtung und Vereinzelung der Druckbogen.
- Bevorzugte Weiterbildungen der Erfindung ergeben sich aus den Unteransprüchen und der nachfolgenden Beschreibung.
- Ausführungsbeispiele der Erfindung werden, ohne hierauf beschränkt zu sein, an Hand der Zeichnung näher erläutert. Dabei zeigt:
- Fig. 1:
- einen Ausschnitt aus einer erfindungsgemäßen Bogendruckmaschine im Bereich eines Anlegers derselben,
- Fig. 2:
- eine stark schematisierte Darstellung einer in die Bogendruckmaschine integrierten Einrichtung zur Oberflächenmodifikation nach einer ersten Bauform,
- Fig. 3:
- ein Detail einer Einrichtung zur Oberflächenmodifikation gemäß Fig. 2,
- Fig. 4:
- eine stark schematisierte Darstellung einer in die Bogendruckmaschine integrierten Einrichtung zur Oberflächenmodifikation nach einer zweiten Bauform.
- Nachfolgend wird die hier vorliegende Erfindung unter Bezugnahme auf Fig. 1 bis 4 in größerem-Detail beschrieben.
- Fig. 1 zeigt einen schematisierten Ausschnitt aus einer erfindungsgemäßen Bogendruckmaschine im Bereich eines Anlegers 10. Im Bereich des Anlegers 10 werden zu bedruckende Druckbogen in Form eines Stapels bereitgehalten und über einen Anlagetisch 11 einem ersten Druckwerk der Bogendruckmaschine zugeführt. Im gezeigten Ausführungsbeispiel ist der Anleger 10 als Schuppenanleger ausgebildet, was bedeutet, dass im Bereich des Anlagetisches 11 Druckbogen 12 mit gegenseitiger Überlappung als Schuppenstrom transportiert werden. Fig. 1 zeigt schematisiert zwei einander teilweise überlappende Druckbogen 12 eines Schuppenstroms. An dem in Transportrichtung (Pfeil 13) der Druckbogen 12 gesehen vorne liegenden Ende des Anlagetisches 11 erfolgt eine Ausrichtung sowie Vereinzelung der Druckbogen 12 mit Hilfe eines Übergabegreifers 14. Der Übergabegreifer 14 erfasst einen Druckbogen 12 an seinem in Transportrichtung vorne liegenden Abschnitt, zieht diesen vom Anlagetisch 11 ab und übergibt diesen dann an einen ersten Zylinder 15 der Druckmaschine.
- Im Sinne der hier vorliegenden Erfindung ist in den Bereich des Anlegers 10 der Bogendruckmaschine eine Einrichtung 16 zur Oberflächenmodifikation der zu bedruckenden Druckbogen 12 integriert. Wie Fig. 1 entnommen werden kann, ist dabei die Einrichtung 16 zur Oberflächenmodifikation derart in den Anleger 10 integriert, dass dieselbe im Bereich des Übergabegreifers 14 positioniert ist, also in dem Bereich des Anlegers 10, in welchem eine Ausrichtung und Vereinzelung der Druckbogen 12 erfolgt. In diesem Bereich liegt der zu verarbeitende Druckbogen frei und seine Oberfläche ist vollständig zugänglich. Hierdurch ist sichergestellt, dass die Druckbogen 12 über ihre gesamte Oberfläche einer Oberflächenmodifikation unterzogen werden können.
- Die Einrichtung 16 zur Oberflächenmodifikation der Bedruckstoffe 12 mittels eines Plasmas ist vorzugsweise wie in Fig. 4 dargestellt, ausgeführt. So verfügt die Einrichtung 16 der Fig. 4 über mehrere Elektroden, die in zwei hintereinanderliegenden Reihen 17 bzw. 18 gruppiert sind. Innerhalb jeder dieser beiden Reihen 17 und 18 sind im gezeigten Ausführungsbeispiel jeweils vier Elektroden in einem gemeinsamen Gehäuse 19 angeordnet, wobei Düsen 20 des Gehäuses 19 Gegenelektroden für die elektrische Entladung innerhalb der Einrichtung 16 bilden. Die Anzahl der Reihen sowie die zugehörige Anzahl der Elektroden je Reihe sind hier rein exemplarisch aufgeführt. Die Einrichtung 16 ist gemäß Fig. 1 an einer Traverse 26 gelagert.
- Wie Fig. 4 entnommen werden kann, sind die Düsen 20 bzw. die nicht dargestellten Elektroden der beiden Reihen 17 und 18 derart zueinander ausgerichtet, dass in der Mitte zwischen zwei benachbarten Elektroden bzw. Düsen 20 einer Reihe eine Elektrode bzw. Düse 20 einer benachbarten Reihe positioniert ist. Hierdurch wird ein Array von Elektroden bzw. Düsen 20 gebildet, mit Hilfe dessen die Bedruckstoffe 12 im Bereich ihrer Oberfläche gleichmäßig einer Oberflächenmodifikation unterzogen werden können.
- Bei der in Fig. 4 schematisiert dargestellten Einrichtung 16 zur Oberflächenmodifikation erfolgt die zur Plasmabildung erforderliche elektrische Entladung innerhalb der Gehäuse 19, wobei das hierbei gebildete Plasma mit Hilfe eines unter Überdruck ausströmenden Trägergases, z.B. Druckluft 21, über die Düsen 20 in Richtung auf die zu behandelnden Druckbogen 12 geleitet wird. Hierzu greifen am Gehäuse 19 der beiden Reihen 17 und 18 Druckluftanschlüsse 21 an, um die Druckluft 21 ins Gehäuse 19 einzuleiten und so das bei der Entladung gebildete Plasma zusammen mit Überdruck über die Düsen 20 aus dem Gehäuse 19 herauszuführen und in Richtung auf die Druckbogen 12 zu fördern.
Die Düsen 20 sind vorzugsweise als Schlitzdüsen ausgeführt und verfügen im Querschnitt gesehen parallel zur Förderebene und quer zur Bewegungsrichtung der Druckbogen 12 über eine größere Abmessung als in Bewegungsrichtung der zu behandelnden Druckbogen 12. Hierdurch kann eine besonders gleichmäßige Behandlung der Druckbogen 12 realisiert werden. - Bei der Einrichtung 16 gemäß Fig. 1 erfolgt, wie bereits erwähnt, die elektrische Entladung vollständig innerhalb des Gehäuses 19 der beiden Reihen 17 und 18, so dass keine Kurzschlussgefahr mit den übrigen Baugruppen der Bogendruckmaschine besteht. In diesem Fall müssen dann an den anderen Baugruppen, z. B. am Übergabegreifer 14, keine Veränderungen vorgenommen werden, was aus Kostengründen bevorzugt ist.
- Alternativ ist es auch möglich, die Einrichtung zur Oberflächenmodifikation wie in Fig. 2 und 3 dargestellt, auszuführen. So zeigen Fig. 2 und 3 eine Einrichtung 22 zur Oberflächenmodifikation von Bedruckstoffen, wobei elektrische Entladungen zwischen jeweils zwei außenliegenden Elektroden 23 erfolgen. Zwischen den Elektroden 23 bildet sich eine Plasma 24 aus, das unter dem Überdruck der Druckluft 25 auf eine Oberfläche der zu behandelnden Druckbogen 12 gerichtet werden kann.
- Da bei der in Fig. 2 und 3 dargestellten Ausführung der Einrichtung 22 zur Oberflächenmodifikation die Elektroden 23 offen liegen, müssen Baugruppen der Druckmaschine, die sich im Bereich der Einrichtung 22 befinden, beschichtet werden, um die Gefahr von Kurzschlüssen zu vermeiden.
- Für eine verbesserte Handhabung ist vorgesehen, dass die Einrichtungen 16 bzw. 22 zur Oberflächenmodifikation von Druckbogen mittels einer Halterung im Anlagebereich der Druckmaschine angeordnet sind. An dieser Stelle können sie in eine Arbeitsposition über dem Bogenweg einschwenkbar angeordnet sein. Für Wartungsarbeiten an der Druckmaschine können die Einrichtungen 16 bzw. 22 auch aus dem Anlagebereich abschwenkbar ausgeführt sein.
- Die dergestalt in den Anlagebereich der Bogendruckmaschine integrierten Einheiten 16, 22 zur Oberflächenmodifikation von Druckbogen können schließlich noch durch eine entsprechende Verschutzung verkleidet sein. Mittels der Verschutzung kann über eine Absaugeinheit der Abtransport der entstehenden warmen Prozessgase mittels eines Unterdruckes ermöglicht werden. Damit werden Umweltbelastungen vor Ort vermieden und eine unzulässige Erwärmung der Einheiten 16 bzw. 22 durch den Arbeitsprozess kann unterbunden werden.
- Im gezeigten Ausführungsbeispiel ist im Bereich des Anlegers 10 eine Einrichtung 16 zur Oberflächenmodifikation positioniert, mit Hilfe derer die Druckbogen 12 im Bereich einer bezüglich einer Bogenbahn oberen Seite bzw. Oberfläche behandelt werden können.
- Sollen die Druckbogen beidseitig bedruckt werden, so ist es auch möglich, jeweils eine Einrichtung 16 zur Oberflächenmodifikation zu beiden Seiten des Bedruckstoffs zu positionieren. So kann z. B. eine zweite Einrichtung zur Oberflächenmodifikation in Fig. 1 unterhalb des Ausrichtbereiches des Anlegers 10 oder unterhalb des Zylinders 15 positioniert sein und so die Oberflächenmodifikation des Bedruckstoffs im Bereich von dessen zweiter Seite übernehmen.
Ebenso kann die zweite Einrichtung zur Oberflächenmodifikation im Bereich einer Bogenwendeeinrichtung in die Druckmaschine integriert sein. Hierbei wird die zweite Einrichtung zur Oberflächenmodifikation vorzugsweise im Bereich nach der Bogenwendung angeordnet, wo der Druckbogen 12 umgestülpt ist und somit seine zweite Seite nach oben liegt. Dann kann die Einrichtung 16 zur Oberflächenmodifikation oberhalb der Bogenbahn angeordnet werden. - Zusätzlich kann eine dritte Einrichtung zur Oberflächenmodifikation vor einem Lackwerk in die Bogendruckmaschine integriert sein.
- Auch ist es möglich, die Einrichtung zur Oberflächenmodifikation ausschließlich im Bereich einer Bogenwendung in die Bogendruckmaschine zu integrieren. Dies ist dann von Vorteil, wenn einseitig beschichtete Druckbogen verwendet werden, die zunächst von der unbeschichteten Seite und nach der Bogenwendung von der beschichteten Seite bedruckt werken sollen.
- Auch ist es möglich, die Einrichtung zur Oberflächenmodifikation ausschließlich vor einem Lackwerk in die Bogendruckmaschine zu integrieren. Dies ist dann von Vorteil, wenn die bereits bedruckte Oberfläche der Druckbogen für eine abschließende Veredelungsbehandlung, z.B. durch Aufbringen einer glänzenden oder schützenden Beschichtung, modifiziert werden sollen.
- Es sei nochmals darauf hingewiesen, dass im Sinne der Erfindung Einrichtungen zur Oberflächenmodifikation verwendet werden, bei welchen die elektrische Entladung nicht durch den Bedruckstoff hindurch erfolgt, bei welchen also Elektroden und Gegenelektroden, zwischen welchen jeweils elektrische Entladungen erfolgen, auf jeweils einer Seite eines zu behandelnden Druckbogens positioniert sind. Die Einrichtung zur Oberflächenmodifikation weist dabei von der jeweiligen Oberfläche der Druckbogen einen Abstand zwischen 5 mm und 10 mm auf.
- Die Einrichtung 16 bzw. 22 zur Modifikation der Oberfläche von Druckbogen ist entweder neben der Leistungsversorgung mit einer eigenen Steuerung versehen oder kann mit der Maschinensteuerung in der Weise gekoppelt sein, dass sie in ihrem Verhalten an den Druckprozeß anpassbar ist.
- Daher können mittels der genannten Steuerung zunächst wenigsten der Zeitpunkt oder die Zeitdauer oder Zeitpunkt und -dauer der Plasmaerzeugung mittels der Einrichtung 16 bzw. 22 einstellbar sein. Diese Einstellungen können auch in Bezug auf den Arbeitstakt der Bogendruckmaschine abstimmbar sein.
- Die Einrichtung 16 bzw. 22 zur Erzeugung des bei der Modifikation der Druckbogenoberfläche verwendeten Plasmas kann also in effizienter Weise auch auf die Zeit während der Zufuhr eines Druckbogens in die Bogendruckmaschine begrenzt werden. Damit wird verhindert, dass Ladungen unkontrolliert in die Druckmaschine bzw. in den Anleger 10 hineingestreut werden.
- In vergleichbarer Weise kann eine Ansteuerung der Einrichtung 16 zur Oberflächenmodifikation von Druckbogen so erfolgen, dass Bereiche der Substratoberfläche sowohl quer als auch längs zur Einzugsrichtung ausgespart werden. Dies ergibt sich durch die beschriebene Bauform der Einrichtung 16 aus einer Reihe von Entladungseinheiten.
- Weiterhin ist es möglich, dass die Stärke der Plasmaerzeugung einstellbar ist, um in Bezug auf die gewünschten Druckbedingungen die notwendige Menge an freien Radikalen in einem anpassbaren Plasma für z.B. unterschiedliche Einstellungen von Oberflächenspannungen bei der Modifikation der Oberfläche der Druckbogen zu erreichen. Hierzu wird die Leistung der Entladungseinheiten variabel angesteuert, so dass die Menge an reaktivem Plasmagas gezielt beeinflusst werden kann.
- Wesentlich ist auch, dass die Stärke der Oberflächenmodifikation von Druckbogen durch das Plasma auf das jeweilige Substrat einstellbar ist. In diesem Zusammenhang ergeben sich Unterschiede zwischen verschiedenen zu verarbeitenden Bedruckstoffen, da diese unterschiedlich mit den freien Radikalen aus dem Plasma reagieren. Diese Reaktion kann für an sich gleiche Materialien auf Grund von variablen Herstellungsprozessen, Transport- und Lagerungsbedingungen ebenso variabel sein. Daher wird die Stärke der Oberflächenmodifikation gezielt beeinflusst, wobei die Haupteinflussgröße die Stärke des Plasmas ist. Weiterhin wirken sich hier aber auch Zeitdauer der Plasmaeinwirkung, die verwendete Gasart und auch der Überdruck an den Düsen aus.
- Schließlich lässt sich mittels der genannten Steuerung auch die Stärke der Oberflächenmodifikation der Druckbogen an die Transportgeschwindigkeit der zu verarbeitenden Druckbogen anpassen. Damit kann während des Druckprozesses bei steigender Maschinengeschwindigkeit und damit kürzer werdender Einwirkdauer des Plasmas die Stärke des Plasmas angehoben werden, so dass auch in kürzerer Zeit immer die gleiche Menge an reaktivem Plasmagas zur Verfügung steht. Ebenso könnte der Überdruck zur Aufprägung des Plasmagases auf den Bedruckstoff angehoben werden.
-
- 10
- Anleger
- 11
- Anlagetisch
- 12
- Druckbogen
- 13
- Pfeil
- 14
- Übergabegreifer
- 15
- Zylinder
- 16
- Einrichtung
- 17
- Reihe
- 18
- Reihe
- 19
- Gehäuse
- 20
- Düse
- 21
- Druckluftanschluss
- 22
- Einrichtung
- 23
- Elektrode
- 24
- Plasmastrom
- 25
- Düse
- 26
- Traverse
Claims (24)
- Bogendruckmaschine, mit einem Anleger für zu bedruckende Druckbogen, mit mindestens einem Druckwerk zum Bedrucken der Druckbogen, mit einem Ausleger zum Ausschleusen bedruckter Druckbogen, und mit mindestens einer Einrichtung zur Oberflächenmodifikation mittels elektrischer Ladungen jeweils einer Oberfläche der Druckbogen, um eine Oberflächenspannung der Druckbogen und damit der Benetzbarkeit derselben mit Druckfarbe und/oder die Anhaftung von Druckfarbe auf den Druckbogen zu verstärken,
dadurch gekennzeichnet,
dass die Einrichtung/-en (16, 22) zur Oberflächenmodifikation von Druckbogen im Bereich des Anlegers (10) und/oder einer Bogenwendeeinrichtung und/oder vor einem Lackwerk in die Bogendruckmaschine integriert sind. - Bogendruckmaschine nach Anspruch 1,
dadurch gekennzeichnet,
dass zur Modifikation der Oberfläche eines Druckbogens vorzugsweise ein Plasma-Verfahren eingesetzt wird. - Bogendruckmaschine nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass als Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen mindestens eine Einrichtung zur Plasmabehandlung von Bogenoberflächen im Bereich des Anlegers (10) in die Bogendruckmaschine integriert ist. - Bogendruckmaschine nach Anspruch 1 bis 3,
dadurch gekennzeichnet,
dass das in der Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen eingesetzte Plasma durch eine elektrische Entladung zwischen Elektroden erzeugt wird, welche sich vorzugsweise auf derselben Seite der zur modifizierenden Oberfläche befinden. - Bogendruckmaschine nach Anspruch 1 bis 4,
dadurch gekennzeichnet,
dass das zur Modifikation der Druckbogenoberfläche verwendete Plasma nur während der Zufuhr eines Druckbogens in die Bogendruckmaschine erzeugt wird. - Bogendruckmaschine nach Anspruch 1 bis 5,
dadurch gekennzeichnet,
dass der Zeitpunkt und / oder die Zeitdauer der Erzeugung des zur Modifikation der Druckbogenoberfläche verwendeten Plasmas einstellbar sind. - Bogendruckmaschine nach Anspruch 1 bis 6,
dadurch gekennzeichnet,
dass der Stärke der Erzeugung des zur Modifikation der Druckbogenoberfläche verwendeten Plasmas einstellbar ist. - Bogendruckmaschine nach Ansprüchen 1 bis 7,
dadurch gekennzeichnet,
dass durch entsprechende Ansteuerung der Einheit/-en (16, 22) zur Oberflächenmodifikation von Druckbogen ein oder mehrere Bereiche der Substratoberfläche quer und/oder längs zur Einzugsrichtung ausgespart werden. - Bogendruckmaschine nach Anspruch 1 bis 8,
dadurch gekennzeichnet,
dass das die Stärke der Oberflächenmodifikation von Druckbogen durch das Plasma auf die Art des jeweils verwendeten Substrates einstellbar ist. - Bogendruckmaschine nach Anspruch 1 bis 9,
dadurch gekennzeichnet,
dass die Stärke der Oberflächenmodifikation von Druckbogen an die Transportgeschwindigkeit der Druckbogen anpassbar ist. - Bogendruckmaschine nach Anspruch 1 bis 3,
dadurch gekennzeichnet,
dass der Anleger (10) als Schuppenanleger ausgebildet ist und einen Anlagetisch (11) aufweist, auf welchem die Druckbogen (12) als Schuppenstrom transportierbar sind, wobei die oder jede Einrichtung (16) zur Oberflächenmodifikation von Druckbogen in den Bereich des Schuppenanlegers integriert ist, in welchem die Oberfläche eines Druckbogens frei zugänglich ist. - Bogendruckmaschine nach Anspruch 11,
dadurch gekennzeichnet,
dass der Anleger (10) als Schuppenanleger ausgebildet ist und einen Anlagetisch (11) aufweist, auf welchem die Druckbogen (12) als Schuppenstrom transportierbar sind, wobei die oder jede Einrichtung zur Oberflächenmodifikation von Druckbogen in den Bereich des Schuppenanlegers integriert ist, in welchem eine Ausrichtung und Vereinzelung der Druckbogen erfolgt. - Bogendruckmaschine nach Anspruch 11,
dadurch gekennzeichnet,
dass die oder jede Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen im Bereich eines Übergabegreifers (14) in den Anleger (10) bzw. die Bogendruckmaschine integriert ist. - Bogendruckmaschine nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die oder mindestens eine weitere Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen im Bereich der Bogenwendeeinrichtung in die Bogendruckmaschine integriert ist. - Bogendruckmaschine nach Anspruch 14,
dadurch gekennzeichnet,
dass die oder die mindestens eine weitere Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen im Bereich der freien Oberfläche eines Druckbogens nach der Bogenwendeeinrichtung vor einem folgenden Druckwerk in die Bogendruckmaschine integriert ist. - Bogendruckmaschine nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die oder jede Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen von der jeweiligen Oberfläche der Druckbogen einen Abstand zwischen 5mm und 10mm aufweist. - Bogendruckmaschine nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Elektroden und Gegenelektroden der oder jeder Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen, zwischen welchen elektrische Entladungen erfolgen, auf jeweils einer Seite der zu behandelnden Druckbogen positioniert sind. - Bogendruckmaschine nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die oder jede Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen mehrere Elektroden aufweist, wobei die Elektroden ein Array aus mehreren Reihen (17,18) bilden, derart, dass die Elektroden benachbarter Reihen (17,18) zueinander versetzt sind. - Bogendruckmaschine nach Anspruch 18,
dadurch gekennzeichnet,
dass die Elektrode benachbarten Reihen (17, 18) derart zueinander versetzt sind, dass in der Mitte zwischen zwei benachbarten Elektroden einer Reihe (17, 18) eine Elektrode einer benachbarten Reihe (18, 17) positioniert ist. - Bogendruckmaschine nach einem oder mehreren der vorhergehenden Ansprüche, dadurch
dadurch gekennzeichnet,
dass die Oberflächenmodifikation vorzugsweise auf Oberflächen von Kunststoffdruckbogen und/oder auf kunststoffkaschierten Substraten erfolgt. - Bogendruckmaschine nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass mit der oder jeder Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen durch elektrische Entladungen erzeugte Plasma durch einen Druckluftstrom oder Gasstrom auf die Oberfläche der zu behandelnden Druckbogen leitbar ist. - Bogendruckmaschine nach Anspruch 21,
dadurch gekennzeichnet,
dass die Düsen (20) als Schlitzdüsen ausgeführt sind, die in der Transportebene quer zur Bewegungsrichtung der Druckbogen (12) über eine größere Ausdehnung verfügen als in Bewegungsrichtung der zu behandelnden Druckbogen (12). - Bogendruckmaschine nach den Ansprüchen 1, 3 und 11,
dadurch gekennzeichnet,
dass die Einrichtung (16, 22) zur Oberflächenmodifikation von Druckbogen mittels einer Halterung aus dem Anlagebereich abschwenkbar ausgeführt ist. - Bogendruckmaschine nach Anspruch 1 bis 3,
dadurch gekennzeichnet,
dass die und jede in den Anlagebereich der Bogendruckmaschine integrierte Einheit (16, 22) zur Oberflächenmodifikation von Druckbogen durch eine entsprechende Verschutzung verkleidet ist, welche über eine Absaugeinheit zum Abtransport der entstehenden warmen Prozessgase mittels Unterdruck verfügt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200510007437 DE102005007437A1 (de) | 2005-02-18 | 2005-02-18 | Bogendruckmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1693198A2 true EP1693198A2 (de) | 2006-08-23 |
| EP1693198A3 EP1693198A3 (de) | 2009-12-30 |
Family
ID=36295477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06002328A Withdrawn EP1693198A3 (de) | 2005-02-18 | 2006-02-04 | Bogendruckmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1693198A3 (de) |
| DE (1) | DE102005007437A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009018951A3 (de) * | 2007-08-09 | 2009-04-23 | Manroland Ag | Plasmabehandlung beim drucken |
| DE102009016360A1 (de) | 2009-04-07 | 2010-10-14 | Steinemann Technology Ag | Hochleistungsoberflächenbehandlungsvorrichtung |
| CN114905774A (zh) * | 2022-05-20 | 2022-08-16 | 镇江富又康新型装饰材料有限公司 | 电晕处理机防误操作联锁装置及其控制方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009001013B4 (de) * | 2009-02-19 | 2015-10-22 | manroland sheetfed GmbH | Verfahren zur Handhabung von bogenförmigem Material |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19957929A1 (de) * | 1999-12-01 | 2001-06-07 | Koenig & Bauer Ag | Verfahren und Vorrichtung zum Behandeln der Oberflächen von Bedruckstoffen in Druckmaschinen |
| DE10041934A1 (de) * | 2000-08-25 | 2002-03-07 | Roland Man Druckmasch | Verfahren und Vorrichtung zum Beschichten von Druckprodukten |
| DE10106385A1 (de) * | 2000-10-10 | 2002-04-11 | Andreas Altmeyer | Foliendruckverfahren und Vorrichtung hierzu |
| DE10232255A1 (de) * | 2002-07-17 | 2004-02-05 | Koenig & Bauer Ag | Rotationsdruckmaschine |
| DE10312153A1 (de) * | 2003-03-17 | 2004-10-07 | Ebe Hesterman | Maschine für den Bogenrotationsdruck oder Bogenbeschichtung |
| DE202004008285U1 (de) * | 2004-05-24 | 2004-09-02 | Tigres Dr. Gerstenberg Gmbh | Atmosphärendruck-Plasma-Behandlungswerkzeug für breite Werkstücke |
-
2005
- 2005-02-18 DE DE200510007437 patent/DE102005007437A1/de not_active Withdrawn
-
2006
- 2006-02-04 EP EP06002328A patent/EP1693198A3/de not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009018951A3 (de) * | 2007-08-09 | 2009-04-23 | Manroland Ag | Plasmabehandlung beim drucken |
| DE102009016360A1 (de) | 2009-04-07 | 2010-10-14 | Steinemann Technology Ag | Hochleistungsoberflächenbehandlungsvorrichtung |
| CN114905774A (zh) * | 2022-05-20 | 2022-08-16 | 镇江富又康新型装饰材料有限公司 | 电晕处理机防误操作联锁装置及其控制方法 |
| CN114905774B (zh) * | 2022-05-20 | 2024-07-05 | 镇江富又康新型装饰材料有限公司 | 电晕处理机防误操作联锁装置及其控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1693198A3 (de) | 2009-12-30 |
| DE102005007437A1 (de) | 2006-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3946949B1 (de) | Druckmaschine und verfahren zur herstellung von druckprodukten | |
| EP1117487B1 (de) | Beschichtungsmaschine zum veredeln von bogenmaterial | |
| DE102019118568A1 (de) | Bogenverarbeitende Maschine mit einer Wendeeinrichtung und Verfahren zum Fördern von Bogen | |
| DE102019118565B4 (de) | Bogenverarbeitende Maschine und Verfahren zum Fördern von Bogen | |
| DE10351305A1 (de) | Kombinierte Druckmaschine | |
| EP1418049B1 (de) | Rotationsdruckmaschine | |
| EP2178704B1 (de) | Plasmabehandlung beim drucken | |
| EP1693198A2 (de) | Bogendruckmaschine | |
| DE10056018B4 (de) | Einrichtung zur Unterstützung der Bogenführung und Bogenablage | |
| EP1422062B1 (de) | Beschichtungsmaschine zum Veredeln von Druckbogen | |
| EP1464491A2 (de) | Maschine für den Bogenrotationsdruck oder für die Bogenbeschichtung | |
| EP1757450B1 (de) | Bogendruckmaschine | |
| WO2007003239A1 (de) | Vorrichtung und verfahren zur koronabehandlung von flachmaterial | |
| DE102019118566B4 (de) | Bogenverarbeitende Maschine und Verfahren zum Fördern von Bogen | |
| DE102019118569A1 (de) | Bogenverarbeitende Maschine und Verfahren zum Fördern von Bogen | |
| WO2020074135A1 (de) | Vorrichtung, verfahren und druckmaschine zum mehrfachen bedrucken von bedruckstoffbogen | |
| EP4457096B1 (de) | Druckeinheit mit ausrichteinrichtung, non impact druckstelle sowie aushärteeinrichtung | |
| EP4457097B1 (de) | Druckeinheit mit ausrichteinrichtung, non impact druckstelle sowie aushärteeinrichtung | |
| EP4457095B1 (de) | Druckeinheit mit zwei basismodulen und non impact druckstelle | |
| EP3917780A1 (de) | Verfahren und druckmaschine jeweils zum bedrucken eines metallischen bedruckstoffes | |
| DE102024120300B3 (de) | Bogendruckmaschine mit einer Siebdruckeinheit und einer Bogenreinigungseinrichtung | |
| DE102019118571B4 (de) | Bogenverarbeitende Maschine und Verfahren zum Fördern von Bogen | |
| DE102006019792A1 (de) | Vorrichtung und Verfahren zur Koronabehandlung von Flachmaterial | |
| DE102013209699B4 (de) | Bogenführungseinrichtung für eine bogenverarbeitende Maschine | |
| DE102022115537A1 (de) | Inspektionseinheit mit Rotationstransportkörper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MANROLAND AG |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20100630 |
|
| 17Q | First examination report despatched |
Effective date: 20100726 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20100916 |