EP1704794A1 - Formenreinigungseinheit - Google Patents
Formenreinigungseinheit Download PDFInfo
- Publication number
- EP1704794A1 EP1704794A1 EP05006487A EP05006487A EP1704794A1 EP 1704794 A1 EP1704794 A1 EP 1704794A1 EP 05006487 A EP05006487 A EP 05006487A EP 05006487 A EP05006487 A EP 05006487A EP 1704794 A1 EP1704794 A1 EP 1704794A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- unit
- molds
- cleaning
- cleaned
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004140 cleaning Methods 0.000 title claims abstract description 68
- 238000000034 method Methods 0.000 claims abstract description 10
- 238000004519 manufacturing process Methods 0.000 claims abstract description 6
- 238000000465 moulding Methods 0.000 claims description 26
- 238000003780 insertion Methods 0.000 claims description 7
- 230000037431 insertion Effects 0.000 claims description 7
- 239000007788 liquid Substances 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 239000013527 degreasing agent Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A45—HAND OR TRAVELLING ARTICLES
- A45D—HAIRDRESSING OR SHAVING EQUIPMENT; EQUIPMENT FOR COSMETICS OR COSMETIC TREATMENTS, e.g. FOR MANICURING OR PEDICURING
- A45D40/00—Casings or accessories specially adapted for storing or handling solid or pasty toiletry or cosmetic substances, e.g. shaving soaps or lipsticks
- A45D40/16—Refill sticks; Moulding devices for producing sticks
Definitions
- the present invention relates to a unit for cleaning molds, in particular forms for manufacturing lipstick leads, and a corresponding method and a molding device for molding masses with a corresponding cleaning unit.
- the lipstick composition is first filled into a mold in a hot and liquid state with the aid of a filling unit. In a cooling area, the mass is then cooled until it has sufficient strength. Subsequently, the cooled mass is removed by means of a demolding unit from the mold. In this case, different forms can be used, which operate on different principles.
- the blow-out mold the shaped mass is blown out of the mold by means of an air jet.
- the Ausschiebeform has a Ausschiebekolben with the molded mass can be pushed out of the mold.
- the molds are first expanded and then the molded mass, for example, removed with a gripper.
- the object of the present invention is therefore to provide a unit for cleaning molds, a corresponding method and a molding apparatus with a corresponding cleaning unit with which the molds of the molding apparatus can be cleaned easily and quickly.
- the object is achieved by a unit for cleaning molds according to independent claim 1, by a method for cleaning molds according to independent claim 10 and by a molding apparatus according to independent claim 11.
- the unit for cleaning molds in particular forms for producing lipstick leads, has various means for this purpose. These are, among other things, means for introducing steam into the mold to be cleaned. With this vapor, if any residues of a previous molding process are released from the mold wall. Furthermore, the unit for cleaning - cleaning unit - still has means for recording. With this means for picking up the steam introduced by the means for introducing should be taken together with any residues present. Thus, the residues can be easily and quickly removed from the mold.
- the steam preferably has a pressure of at least 3 bar. In a further preferred embodiment, the steam has a pressure of at least 5 bar.
- steam at a temperature of at least 100 ° C, wherein in a particularly preferred embodiment, the steam has a temperature of 140 ° C.
- the steam is provided, for example, by a separate steam generator, which preferably has a power of at least 15 kW.
- a degreaser is added to at least a portion of the vapor to facilitate faster cleaning of the molds.
- the means for introducing steam is arranged at the upper opening of the mold to be cleaned.
- the steam is thus introduced through the upper opening of the mold into the mold.
- the nozzle from which the steam exits can end directly at the opening or in the lower part of the mold.
- the nozzle opening is arranged below the opening of the mold.
- the nozzle opening can be arranged, for example, in a range of 3 to 10 mm below the opening of the mold, but particularly preferred is an arrangement of 5 mm (+/- 1 mm) below the opening of the mold.
- the nozzle preferably has an opening with an inner diameter of the order of 3 to 10 mm, more preferably of the order of 4 to 6 mm.
- the means for receiving may also be arranged at the upper opening of the mold.
- the means for receiving is preferably arranged annularly around the means for insertion.
- the means for receiving the vapor is disposed at an opening in the lower part of the mold to be cleaned.
- This opening can be formed in a Ausschiebeform example, by pushing out the Ausschiebekolbens.
- the opening may be the exhaust port.
- hot air is blown into the mold immediately after cleaning the mold with the aid of the steam in order to accelerate the drying of the mold.
- a so-called G confusekranzikiung be used for this purpose.
- the steam is introduced into the mold to be cleaned and optionally taken up together with residues from the mold to be cleaned.
- the molding device according to the invention for molding masses with the aid of at least one mold has at least one filling unit and at least one demolding unit.
- the filling unit With the help of the filling unit, the liquid and usually heated mass is filled into the individual molds.
- the demolding unit allows the removal of the molded mass from the molds.
- the filling unit and the demolding unit are preferably suitable for filling and demolding several molds simultaneously.
- the liquid mass solidifies in the mold for example, to form a lipstick refill.
- This process can be controlled by various facilities and, if necessary, accelerated. For example, it is possible to arrange in a region around the molds a chamber into which a cooling liquid can be pumped.
- the molding device also has a cleaning unit.
- This cleaning unit contains means for introducing steam into the to be cleaned Mold and means for receiving the vapor and optionally residues from the mold to be cleaned.
- the means may be arranged at different locations.
- a means or both means may for example be arranged at the upper opening of the mold or in the mold.
- at least one means may be arranged on an opening optionally present in the lower part of the mold.
- the molds and the filling unit are preferably arranged such that the molds move from the filling unit to the demolding unit and from there back to the filling unit.
- the cleaning unit is preferably arranged in the running direction of the molds after the demolding unit and before the filling unit. In principle, however, the cleaning unit can also be arranged at other locations in the molding apparatus. For example, due to the space available, it may be expedient to arrange the cleaning unit in front of the demolding unit.
- the cleaning method according to the invention and the molding apparatus according to the invention a quick and easy cleaning of the molds is made possible for the first time. Manual cleaning or manual removal of the molds is no longer necessary.
- the molds can be cleaned in such a short time that a cleaning can in principle be carried out between demolding and before refilling.
- the mass to be molded is each time filled into a freshly cleaned and dry mold, without thereby prolonging the manufacturing process.
- the molds of the molding apparatus can also be cleaned if the molding apparatus is currently not used for molding masses.
- FIG. 1 shows by way of example an embodiment of the cleaning unit 1 according to the invention together with a mold 2 to be cleaned.
- This cleaning unit 1 contains means 3 for introducing steam and means 4 for absorbing steam and optionally residues.
- the cleaning unit 1 is realized as a part.
- This one-piece cleaning unit 1 is placed over the upper opening 5 of the mold 2 and preferably closes this airtight (not shown).
- the means 3 for introducing steam and the means 4 for receiving steam and the residues can each be formed through openings in the cleaning unit 1.
- the cleaning unit 1 has at least two openings 3, 4.
- the first opening 3 of the cleaning unit 1 is a means for introducing and is used according to the invention to bring the steam into the mold 2.
- the second opening 4 of the cleaning unit 1 is a means for picking up and is used according to the invention to take up the steam optionally together with residues.
- the opening 3 is arranged on a nozzle 6 which extends to near the bottom of the mold 2.
- this cleaning unit 1 With the aid of this cleaning unit 1 according to the invention a quick and easy cleaning of the molds 2 is possible.
- the steam introduced by the introduction means 3 at the bottom of the mold 2 to be cleaned is distributed in the mold 2, flows around the walls and dissolves possibly present residues from the mold walls.
- the receiving means 4 the steam is optionally taken up again together with residues and removed from the then cleaned mold 2.
- the opening 4 is configured in the manner of a ring which extends around the insertion means 3.
- a uniform absorption of the steam can be ensured.
- a plurality of openings may be arranged in a ring around the insertion means.
- the cleaning unit 1 has in the present embodiment, two more ports 7, 8, being fed via the one port 7, the steam of the cleaning unit 1 and via the second port 8 of the steam from the mold 2 optionally away along with residues of the cleaning unit 1 becomes.
- a suction device for sucking the steam can be connected.
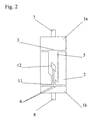
- FIG. 2 shows an alternative embodiment of the cleaning unit 1 according to the invention.
- This cleaning unit 1 makes use of the possibility, for example in the case of a Ausschiebeform to provide an opening 11 in the lower part of the mold 2. This opening is formed when - as can be seen in Figure 2 - the Ausschiebekolben 12 is the mold 2 is pushed.
- the cleaning unit 1 is divided into two parts 1a, 1b.
- the means 3 is arranged for insertion, and the terminal 7 through which the steam of the cleaning unit 1 is supplied.
- the means 4 are arranged for recording and the connection 8 over which the steam is optionally passed away together with residues from the cleaning unit 1 away. Both parts are preferably arranged airtight on the mold 1 (not shown).
- FIG. 3 shows a cross-section through the embodiment of the cleaning unit 1 according to the invention shown in FIG. 1.
- a first arrow shows the course of the steam through the means 3 for introduction and the nozzle 6 arranged thereon arrows shown there, where appropriate, together with existing residues removed from the mold.
- FIG. 4 shows a plan view of a casting ring 20 as may be used in connection with the present invention.
- the molds 2 move in the direction shown by arrow 21.
- the molds 2 are first filled with the aid of the filling unit 22 with the mass to be formed and after cooling (not shown) with the help of the demolding unit 23 from the mold 2.
- FIG. 4 shows two alternative arrangements for the cleaning unit 1 according to the invention.
- the cleaning unit 1 ' is arranged in the running direction of the molds 2 after the demolding unit 23 and before the filling unit 22.
- the cleaning unit 1 can be cleaned during operation of the molding apparatus.
- the cleaning unit 1 "but may also be arranged in front of the demolding unit 23. In this embodiment, however, cleaning of the molds is only possible if the molds 2 are not being filled by the filling unit 22.
Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Einheit zum Reinigen von Formen, insbesondere von Formen zur Herstellung von Lippenstiftminen, sowie ein entsprechendes Verfahren und eine Formvorrichtung zum Formen von Massen mit einer entsprechenden Reinigungseinheit.
- Zur Herstellung von Lippenstiftminen in einer Formvorrichtung wird zunächst mit Hilfe einer Befüllungseinheit die Lippenstiftmasse in einem heißen und flüssigen Zustand in eine Form gefüllt. In einem Kühlbereich wird die Masse dann abgekühlt bis sie eine ausreichende Festigkeit aufweist. Anschließend wird die abgekühlte Masse mit Hilfe einer Entformungseinheit aus der Form entfernt. Hierbei können unterschiedliche Formen verwendet werden, die nach unterschiedlichen Prinzipien arbeiten. Bei der Ausblasform wird die geformte Masse mit Hilfe eines Luftstrahls aus der Form geblasen. Die Ausschiebeform weist einen Ausschiebekolben auf mit dem die geformte Masse aus der Form geschoben werden kann. Bei der Verwendung von flexiblen Formen, werden die Formen zunächst erweitert und dann die geformte Masse, beispielsweise mit einem Greifer entnommen.
- Grundsätzlich besteht die Möglichkeit, dass beim Entformen Reste beziehungsweise Rückstände der geformten Masse in der Form verbleiben, die die Qualität der nachfolgend herzustellenden Lippenstiftminen wesentlich verschlechtern können. Bisher gibt es im Stand der Technik allerdings keine Möglichkeit dies zu verhindern. Eine Reinigung konnte bisher nur manuell durchgeführt werden. So wurden die Formen beispielsweise beim Stillstand der Formvorrichtung mit Hilfe von Wattestäbchen gereinigt. Alternativ wurden die Ausschiebekolben einer Ausschiebeform oder die komplette Form manuell aus der Formvorrichtung ausgebaut und in einem Ultraschallbad gereinigt. Diese Reinigungsvorgänge sind allerdings sehr zeitaufwendig und arbeitsintensiv und sind nicht geeignet die Reste unmittelbar nach dem Zurückbleiben in der Form zu entfernen.
- Die Aufgabe der vorliegenden Erfindung ist es deshalb eine Einheit zum Reinigen von Formen, ein entsprechendes Verfahren und eine Formvorrichtung mit einer entsprechenden Reinigungseinheit bereitzustellen, mit denen die Formen der Formvorrichtung einfach und schnell gereinigt werden können.
- Erfindungsgemäß wird die Aufgabe durch eine Einheit zum Reinigen von Formen gemäß unabhängigem Anspruch 1, durch ein Verfahren zum Reinigen von Formen gemäß unabhängigem Anspruch 10 und durch eine Formvorrichtung gemäß unabhängigem Anspruch 11 gelöst.
- Die Einheit zum Reinigen von Formen, insbesondere von Formen zur Herstellung von Lippenstiftminen, weist hierfür verschiedene Mittel auf. Dabei handelt es sich unter anderem um Mittel zum Einführen von Dampf in die zu reinigende Form. Mit diesem Dampf werden gegebenenfalls vorhandene Rückstände eines vorangegangenen Formprozesses von der Formwand gelöst. Des weiteren weist die Einheit zum Reinigen - Reinigungseinheit - noch Mittel zum Aufnehmen auf. Mit diesem Mittel zum Aufnehmen soll der durch das Mittel zum Einführen eingeführte Dampf zusammen mit gegebenenfalls vorhandenen Rückständen aufgenommen werden. Somit können die Rückstände einfach und schnell aus der Form entfernt werden.
- Der Dampf weist vorzugsweise einen Druck von mindestens 3 bar auf. In einer weiter bevorzugten Ausführungsform weist der Dampf einen Druck von mindestens 5 bar auf. Während dem Einführen in die zu reinigende Form weist der Dampf vorzugsweise eine Temperatur von mindestens 100°C auf, wobei in einer besonders bevorzugten Ausführungsform der Dampf eine Temperatur von 140°C aufweist. Der Dampf wird beispielsweise durch einen separaten Dampferzeuger bereitgestellt, der vorzugsweise eine Leistung von mindestens 15 kW aufweist. In einer weiteren bevorzugten Ausführungsform wird zumindest einem Teil des Dampfes ein Fettlöser beigemischt, um ein schnelleres Reinigen der Formen zu ermöglichen.
- Gemäß einer bevorzugten Ausführungsform der vorliegenden Erfindung ist das Mittel zum Einführen von Dampf an der oberen Öffnung der zu reinigenden Form angeordnet. Der Dampf wird somit durch die obere Öffnung der Form in die Form eingeführt. Die Düse aus der der Dampf austritt kann dabei direkt an der Öffnung enden oder auch im unteren Teil der Form. Besonders bevorzugt ist die Düsenöffnung unterhalb der Öffnung der Form angeordnet. Hierbei kann die Düsenöffnung beispielsweise in einem Bereich von 3 bis 10 mm unterhalb der Öffnung der Form angeordnet werden, besonders bevorzugt ist allerdings eine Anordnung von 5 mm (+/- 1 mm) unterhalb der Öffnung der Form. Die Düse weist vorzugsweise eine Öffnung mit einem Innendurchmesser in der Größenordnung von 3 bis 10 mm, weiter bevorzugt in der Größenordnung von 4 bis 6 mm auf.
- Das Mittel zum Aufnehmen kann auch an der oberen Öffnung der Form angeordnet sein. Hierbei ist das Mittel zum Aufnehmen vorzugsweise ringförmig um das Mittel zum Einführen angeordnet.
- Vorzugsweise ist das Mittel zum Aufnehmen des Dampfes an einer Öffnung im unteren Teil der zu reinigenden Form angeordnet. Diese Öffnung kann bei einer Ausschiebeform beispielsweise durch das Ausschieben des Ausschiebekolbens gebildet werden. Bei einer Ausblasform kann es sich bei der Öffnung um die Ausblasöffnung handeln.
- Durch diese Anordnungen wird eine Strömung in der Form verursacht mit der sich die Reste beziehungsweise Rückstände leicht von der Form lösen lassen und mit Hilfe des Dampfes aus der Form entfernt werden können.
- In einer weiteren bevorzugten Ausführungsform der Erfindung wird unmittelbar nach der Reinigung der Form mit Hilfe des Dampfes, Heißluft in die Form geblasen, um das Trocknen der Form zu beschleunigen. Alternativ kann hierfür auch eine so genannte Gießkranzheizung verwendet werden.
- Gemäß dem erfindungsgemäßen Verfahren zum Reinigen von Formen, insbesondere von Formen zur Herstellung von Lippenstiften, wird der Dampf in die zu reinigende Form eingeführt und gegebenenfalls zusammen mit Rückständen aus der zu reinigenden Form aufgenommen.
- Die erfindungsgemäße Formvorrichtung zum Formen von Massen mit Hilfe mindestens einer Form weist mindestens eine Befüllungseinheit und mindestens eine Entformungseinheit auf. Mit Hilfe der Befüllungseinheit wird die flüssige und meistens erwärmte Masse in die einzelnen Formen eingefüllt. Die Entformungseinheit ermöglicht die Entnahme der geformten Masse aus den Formen. Dabei sind Befüllungseinheit und die Entformungseinheit vorzugsweise geeignet mehrere Formen gleichzeitig zu befüllen und zu entformen.
- In der Zeit zwischen dem Befüllen und dem Entformen einer Form, verfestigt sich die flüssige Masse in der Form, um beispielsweise eine Lippenstiftmine zu formen. Dieser Prozess kann durch verschiedene Einrichtungen kontrolliert und gegebenenfalls auch beschleunigt werden. So besteht beispielsweise die Möglichkeit in einem Bereich um die Formen herum eine Kammer anzuordnen, in die eine kühlende Flüssigkeit gepumpt werden kann.
- Erfindungsgemäß weist die Formvorrichtung auch eine Reinigungseinheit auf. Diese Reinigungseinheit enthält Mittel zum Einführen von Dampf in die zu reinigende Form und Mittel zum Aufnehmen des Dampfes und gegebenenfalls von Rückständen aus der zu reinigenden Form. Dabei können, wie im Zusammenhang mit der Reinigungseinheit beschrieben, die Mittel an unterschiedlichen Stellen angeordnet sein. Ein Mittel oder beide Mittel können beispielsweise an der oberen Öffnung der Form oder in der Form angeordnet sein. Alternativ kann zumindest ein Mittel an einer gegebenenfalls im unteren Teil der Form vorhandenen Öffnung angeordnet sein.
- In der Formvorrichtung sind die Formen und die Befiillungseinheit vorzugsweise derart angeordnet, dass sich die Formen von der Befüllungseinheit zu der Entformungseinheit bewegen und von dort wieder zu der Befüllungseinheit. Die Reinigungseinheit ist vorzugsweise in Laufrichtung der Formen nach der Entformungseinheit und vor der Befüllungseinheit angeordnet. Grundsätzlich kann die Reinigungseinheit aber auch an anderen Stellen in der Formvorrichtung angeordnet werden. So kann es beispielsweise aufgrund der Platzverhältnisse zweckmäßig sein, die Reinigungseinheit vor der Entformungseinheit anzuordnen.
- Mit Hilfe der erfindungsgemäßen Reinigungseinheit, den erfindungsgemäßen Reinigungsverfahren und der erfindungsgemäßen Formvorrichtung wird erstmals ein schnelles und einfaches Reinigen der Formen ermöglicht. Ein manuelles Reinigen oder ein manuelles Ausbauen der Formen ist nicht mehr notwendig. Mit Hilfe der Erfindung können die Formen in derart kurzer Zeit gereinigt werden, dass eine Reinigung grundsätzlich zwischen dem Entformen und vor dem erneuten Befüllen erfolgen kann. Somit wird die zu formende Masse jedes Mal in eine frisch gereinigte und trockene Form gefüllt, ohne dass dadurch der Herstellungsvorgang verlängert wird. Mit Hilfe der erfindungsgemäßen Reinigungseinheit können die Formen der Formvorrichtung allerdings auch gereinigt werden, wenn die Formvorrichtung gerade nicht für das Formen von Massen verwendet wird.
- Im Folgenden werden die Ausführungsbeispiele der Erfindung anhand der beigefügten Zeichnungen erläutert, in denen
- Figur 1
- eine Ausführungsform der erfindungsgemäßen Reinigungseinheit zeigt,
- Figur 2
- eine weitere Ausführungsform der erfindungsgemäßen Reinigungseinheit bei der Verwendung einer Schiebeform zeigt,
- Figur 3
- einen Querschnitt durch die Ausführungsform der erfindungsgemäßen Reinigungseinheit in Figur 1 zeigt, und
- Figur 4
- die Anordnung der Reinigungseinheit in der erfindungsgemäßen Formvorrichtung zeigt.
- Figur 1 zeigt beispielhaft eine Ausführungsform der erfindungsgemäßen Reinigungseinheit 1 zusammen mit einer zu reinigenden Form 2. Diese Reinigungseinheit 1 enthält Mittel 3 zum Einführen von Dampf und Mittel 4 zum Aufnehmen von Dampf und gegebenenfalls von Rückständen. In der vorliegenden Ausführungsform ist die Reinigungseinheit 1 als ein Teil realisiert. Diese einteilige Reinigungseinheit 1 wird über der oberen Öffnung 5 der Form 2 angeordnet und schließt diese vorzugsweise luftdicht ab (nicht gezeigt). Das Mittel 3 zum Einführen von Dampf und das Mittel 4 zum Aufnehmen von Dampf und der Rückstände können jeweils durch Öffnungen in der Reinigungseinheit 1 gebildet werden. In der in Figur 1 dargestellten Ausführungsform weist die Reinigungseinheit 1 mindestens zwei Öffnungen 3, 4 auf. Die erste Öffnung 3 der Reinigungseinheit 1 ist ein Mittel zum Einführen und wird erfindungsgemäß verwendet um den Dampf in die Form 2 einzuftihren. Die zweite Öffnung 4 der Reinigungseinheit 1 ist ein Mittel zum Aufnehmen und wird erfindungsgemäß verwendet um den Dampf gegebenenfalls zusammen mit Rückständen wieder aufzunehmen. In der in Figur 1 dargestellten Ausführungsform ist die Öffnung 3 an einer Düse 6 angeordnet die bis in die Nähe des Bodens der Form 2 reicht.
- Mit Hilfe dieser erfindungsgemäßen Reinigungseinheit 1 ist eine schnelle und einfache Reinigung der Formen 2 möglich. Der durch die Einführmittel 3 am Boden der zu reinigenden Form 2 eingeführte Dampf verteilt sich in der Form 2, umströmt die Wände und löst gegebenenfalls vorhandene Rückstände von den Formwänden. Durch die Aufnahmemittel 4 wird der Dampf gegebenenfalls zusammen mit Rückständen wieder aufgenommen und aus der dann gereinigten Form 2 entfernt.
- In der in Figur 1 dargestellten Ausführungsform ist die Öffnung 4 in der Art eines Ringes ausgestaltet, der sich um die Einführmittel 3 erstreckt. Somit kann ein gleichmäßiges Aufnehmen des Dampfes gewährleistet werden. Alternativ können allerdings auch mehrere Öffnungen ringförmig um die Einführmittel angeordnet sein.
- Die Reinigungseinheit 1 weist im dem vorliegenden Ausführungsbeispiel noch zwei Anschlüsse 7, 8 auf, wobei über den einen Anschluss 7 der Dampf der Reinigungseinheit 1 zugeleitet wird und über den zweiten Anschluss 8 der Dampf aus der Form 2 gegebenenfalls zusammen mit Rückständen von der Reinigungseinheit 1 weggeleitet wird. An dem zweiten Anschluss 8 kann beispielsweise auch eine Absaugvorrichtung zum Absaugen des Dampfes angeschlossen werden.
- Figur 2 zeigt eine alternative Ausführungsform der erfindungsgemäßen Reinigungseinheit 1. Diese Reinigungseinheit 1 nutzt aus, dass zum Beispiel bei einer Ausschiebeform die Möglichkeit besteht eine Öffnung 11 im unteren Teil der Form 2 bereitzustellen. Diese Öffnung wird gebildet, wenn - wie in Figur 2 zu sehen - der Ausschiebekolben 12 ist die Form 2 geschoben wird.
- Bei dieser Ausführungsform ist die Reinigungseinheit 1 in zwei Teile 1a, 1b aufgeteilt. In dem einen Teil 1a ist das Mittel 3 zum Einführen angeordnet, sowie der Anschluss 7 über den der Dampf der Reinigungseinheit 1 zugeleitet wird. In dem zweiten Teil 1b sind das Mittel 4 zum Aufnehmen angeordnet und der Anschluss 8 über den der Dampf gegebenenfalls zusammen mit Rückständen von der Reinigungseinheit 1 weg geleitet wird. Beide Teile sind vorzugsweise luftdicht an der Form 1 angeordnet (nicht gezeigt).
- Durch diese Anordnung wird ein Durchströmen der Form 2 mit dem Dampf ermöglicht, bei dem sich auf einfache Weise Reste und Rückstände von den Wänden und gegebenenfalls von dem Ausschiebekolben 12 lösen und mit Hilfe des Dampfes aus der Form entfernt werden können.
- Bei den in Figur 1 und 2 gezeigten Ausführungsbeispielen besteht die Möglichkeit, die Anordnung der Mittel 3 zum Einführen und der Mittel 4 zum Aufnehmen zu vertauschen.
- Figur 3 zeigt einen Querschnitt durch die in Figur 1 gezeigte Ausführungsform der erfindungsgemäßen Reinigungseinheit 1. Ein erster Pfeil zeigt den Verlauf des Dampfes durch die Mittel zum Einführen 3 und die daran angeordnete Düse 6. Durch die Mittel zum Aufnehmen 4 wird der Dampf dann entlang der dort dargestellten Pfeile gegebenenfalls zusammen mit vorhandenen Rückständen wieder aus der Form entfernt.
- Figur 4 zeigt eine Draufsicht auf einen Gießkranz 20, wie er im Zusammenhang mit der vorliegenden Erfindung verwendet werden kann. Mit diesem Gießkranz 20 bewegen sich die Formen 2 in die mit Pfeil 21 dargestellte Richtung. Dabei werden die Formen 2 zunächst mit Hilfe der Befüllungseinheit 22 mit der zu formenden Masse befüllt und nach der Kühlung (nicht gezeigt) mit Hilfe der Entformungseinheit 23 aus der Form 2 entformt. In Figur 4 sind zwei alternative Anordnungen für die erfindungsgemäße Reinigungseinheit 1 dargestellt. In einer ersten Ausführungsform ist die Reinigungseinheit 1' in Laufrichtung der Formen 2 nach der Entformungseinheit 23 und vor der Befüllungseinheit 22 angeordnet. Mit Hilfe dieser Anordnung können die Formen während dem laufenden Betrieb der Formvorrichtung gereinigt werden. Alternativ kann die Reinigungseinheit 1" aber auch vor der Entformungseinheit 23 angeordnet sein. Bei dieser Ausfiihrungsform ist allerdings ein Reinigen der Formen nur möglich, wenn die Formen 2 gerade nicht durch die Befüllungseinheit 22 befüllt werden.
Claims (12)
- Einheit (1) zum Reinigen von Formen (2), insbesondere von Formen zur Herstellung von Lippenstiftminen, wobei die Einheit (1) folgende Merkmale aufweist:- Mittel (3) zum Einführen von Dampf in die zu reinigende Form (2), und- Mittel (4) zum Aufnehmen des Dampfes und gegebenenfalls von Rückständen aus der zu reinigenden Form (2).
- Einheit (1) zum Reinigen von Formen (2) gemäß Anspruch 1, dadurch gekennzeichnet, dass das Mittel (3) zum Einführen von Dampf an der oberen Öffnung (5) der zu reinigenden Form (2) angeordnet ist.
- Einheit (1) zum Reinigen von Formen (2) gemäß Anspruch 2, dadurch gekennzeichnet, dass das Mittel (3) zum Einführen eine Düse (6) aufweist mit der der Dampf im unteren Teil der zu reinigenden Form (2) eingeführt wird.
- Einheit (1) zum Reinigen von Formen (2) gemäß einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das Mittel (4) zum Aufnehmen an der oberen Öffnung (5) der zu reinigenden Form (2) angeordnet ist.
- Einheit (1) zum Reinigen von Formen (2) gemäß Anspruch 4, dadurch gekennzeichnet, dass das Mittel (4) zum Aufnehmen ringförmig um das Mittel (3) zum Einführen angeordnet ist.
- Einheit (1) zum Reinigen von Formen (2) gemäß einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das Mittel (4) zum Aufnehmen an einer Öffnung (11) im unteren Teil der zu reinigenden Form (2) angeordnet ist.
- Einheit (1) zum Reinigen von Formen (2) gemäß Anspruch 6, dadurch gekennzeichnet, dass die Öffnung (11) durch das Ausschieben des Ausschiebekolbens (12) einer Schiebeform gebildet wird.
- Einheit (1) zum Reinigen von Formen (2) gemäß Anspruch 6, dadurch gekennzeichnet, dass es sich bei der Öffnung um die Ausblasöffnung einer Ausblasform handelt.
- Einheit (1) zum Reinigen von Formen (2) gemäß einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die Einheit (1) zum Reinigen Mittel zum Absaugen aufweist, mit dem der Dampf und gegebenenfalls die Rückstände durch die Mittel (4) zum Aufnehmen abgesaugt werden.
- Verfahren zum Reinigen von Formen (2), insbesondere von Formen zur Herstellung von Lippenstiftminen, wobei das Verfahren folgende Schritte aufweist:- Einführen von Dampf in die zu reinigende Form (2), und- Aufnehmen des Dampfes und gegebenenfalls von Rückständen aus der zu reinigenden Form (2).
- Formvorrichtung zum Formen von Massen mit Hilfe einer Form (2), insbesondere zum Formen von Lippenstiftminen, dadurch gekennzeichnet, dass die Formvorrichtung eine Befüllungseinheit (22) zum Befüllen der Formen (2) und eine Entformungseinheit (23) zum Entnehmen der geformten Masse aus den Formen (2) aufweist, dadurch gekennzeichnet, dass die Formvorrichtung eine Einheit (1) zum Reinigen von Formen (2) mit folgenden Mitteln aufweist:- Mittel (3) zum Einführen von Dampf in die zu reinigende Form (2), und- Mittel (4) zum Aufnehmen des Dampfes und gegebenenfalls von Rückständen aus der zu reinigenden Form (2).
- Formvorrichtung gemäß Anspruch 11, dadurch gekennzeichnet, dass die Einheit (1) zum Reinigen von Formen (2) in der Bewegungsrichtung (21) der Formen (2) in der Formvorrichtung nach der Entformungseinheit (23) und vor der Befüllungseinheit (22) angeordnet ist.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05006487A EP1704794A1 (de) | 2005-03-24 | 2005-03-24 | Formenreinigungseinheit |
| US11/388,395 US7926495B2 (en) | 2005-03-24 | 2006-03-24 | Mold cleaning device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05006487A EP1704794A1 (de) | 2005-03-24 | 2005-03-24 | Formenreinigungseinheit |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1704794A1 true EP1704794A1 (de) | 2006-09-27 |
Family
ID=35517132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05006487A Withdrawn EP1704794A1 (de) | 2005-03-24 | 2005-03-24 | Formenreinigungseinheit |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7926495B2 (de) |
| EP (1) | EP1704794A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112014015315B1 (pt) * | 2011-12-21 | 2021-05-25 | Amcor Limited | sistema de moldagem a sopro de uma pré-forma e método de formação e enchimento de um recipiente com um produto final |
| CN105345966A (zh) * | 2015-11-19 | 2016-02-24 | 芜湖市万华塑料制品有限公司 | 端子罩和绝缘骨架注塑模具的清洗装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1044963A (en) * | 1963-06-28 | 1966-10-05 | Brockway Glass Co Inc | Method of electrolytically cleaning iron moulds |
| GB1131595A (en) * | 1967-08-28 | 1968-10-23 | Schwarza Chemiefaser | Process for cleaning a device or apparatus polluted with a residue of synthetic organic polymeric material |
| US5072747A (en) * | 1989-05-26 | 1991-12-17 | Avon Products, Inc. | Apparatus and method for cleaning tubular articles |
| EP0567044A1 (de) * | 1992-04-23 | 1993-10-27 | T.P.A. IMPEX ITALIA S.r.l. | Mehrzweck-Haushaltsgerät |
| US5609171A (en) * | 1996-02-13 | 1997-03-11 | Kuo; Fu-Chin | Lipstick molding mold cleaning apparatus |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1492878A (en) * | 1919-03-24 | 1924-05-06 | Universal Milking Machine Comp | Pulsator for milking machines |
| US1492924A (en) * | 1923-04-17 | 1924-05-06 | Columbia Salvage Corp | Method and apparatus for unloading high-explosive shells |
| US1492949A (en) * | 1923-09-22 | 1924-05-06 | Columbia Salvage Corp | Shell-salvaging apparatus |
| DE2504246B2 (de) * | 1974-02-04 | 1978-08-10 | Avon Products, Inc., New York, N.Y. (V.St.A.) | Verfahren zum Gießen eines Fonnkörpers und Füllvorrichtung zu dessen Durchführung |
-
2005
- 2005-03-24 EP EP05006487A patent/EP1704794A1/de not_active Withdrawn
-
2006
- 2006-03-24 US US11/388,395 patent/US7926495B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1044963A (en) * | 1963-06-28 | 1966-10-05 | Brockway Glass Co Inc | Method of electrolytically cleaning iron moulds |
| GB1131595A (en) * | 1967-08-28 | 1968-10-23 | Schwarza Chemiefaser | Process for cleaning a device or apparatus polluted with a residue of synthetic organic polymeric material |
| US5072747A (en) * | 1989-05-26 | 1991-12-17 | Avon Products, Inc. | Apparatus and method for cleaning tubular articles |
| EP0567044A1 (de) * | 1992-04-23 | 1993-10-27 | T.P.A. IMPEX ITALIA S.r.l. | Mehrzweck-Haushaltsgerät |
| US5609171A (en) * | 1996-02-13 | 1997-03-11 | Kuo; Fu-Chin | Lipstick molding mold cleaning apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060213540A1 (en) | 2006-09-28 |
| US7926495B2 (en) | 2011-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1984161B1 (de) | Aufnahmesystem | |
| EP1269832B1 (de) | Verfahren zum Herstellen eines Käselaibes | |
| DE69715252T2 (de) | Ein verfahren sowie ein system mit einer freisetzenden abtaustation für die herstellung von gefrorenen konditorwaren, insbesondere speiseeiskörper | |
| EP2740385B1 (de) | Vorrichtung zur Herstellung von Lippenstiftminen mit einer flexiblen Form | |
| EP1737634B1 (de) | Entformstation | |
| DE1467709B2 (de) | ||
| EP1704794A1 (de) | Formenreinigungseinheit | |
| DE3005278C2 (de) | Vorrichtung zum Schlickergießen von sanitärkeramischen Erzeugnissen | |
| EP0017104A2 (de) | Vorrichtung zum Herstellen von Schokoladeformteilen | |
| DE2852406A1 (de) | Vorrichtung zur herstellung von hohlglasartikeln | |
| DE102020116537A1 (de) | Verfahren und Vorrichtung zum Herstellen von Behältern aus thermisch konditionierten Vorformlingen aus thermoplastischem Material | |
| DE2710481A1 (de) | Verfahren und vorrichtung zum vakuum- bzw. unterdruckformen einer giessform | |
| DE60011307T2 (de) | Verfahren und vorrichtung zum schrittweise vorrücken von kokillen in einer giessanlage | |
| DE2220301C3 (de) | Verfahren und Vorrichtung zum Einfuhren des Blasfluids in einen hohlen Vorformling aus thermoplastischem Kunststoff | |
| EP1793974A1 (de) | Vorrichtung zum auswerfen von pet-vorformlingen | |
| WO2007099142A1 (de) | System mit prüf- und/oder wartungseinrichtung zur entnahme von formlingen | |
| EP0979718A1 (de) | Verfahren zum Herstellen von Spritzgussteilen und Spritzgussform zur Durchführung des Verfahrens | |
| DE19544118C2 (de) | Verfahren zum Schäumen eines Formteils | |
| DE125336C (de) | ||
| EP0909535A2 (de) | Verfahren zur Herstellung geformter Schokoladenartikel | |
| DE2460594C2 (de) | Verfahren und Vorrichtung zu mit einer Wärmeübertragung verbundener Reinigung von GieBereisand durch trockene mechanische Behandlung mittels Reibung | |
| DE816345C (de) | Verfahren und Vorrichtung zum Herstellen von Pralinen, Fondants o. dgl. | |
| AT82441B (de) | Apparat zur Erzeugung von Zuckerbroden. | |
| DE1479744C (de) | "'erfahren und Vorrichtung zum Abtren nen der Abfallteile von einem in einer teil baren Blasform aus einem Schlauchstuck im Blasverfahren hergestellten Hohlkörper aus organischem thermoplastischem Kunststoff | |
| DE3113770A1 (de) | Vorrichtung zum schlickergiessen von sanitaerkeramischen erzeugnissen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070209 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070726 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110628 |