EP1715066A1 - Outil de formage et de trempe sous pression de tôles d'acier, avec éléments chauffants intégrés - Google Patents
Outil de formage et de trempe sous pression de tôles d'acier, avec éléments chauffants intégrés Download PDFInfo
- Publication number
- EP1715066A1 EP1715066A1 EP05028585A EP05028585A EP1715066A1 EP 1715066 A1 EP1715066 A1 EP 1715066A1 EP 05028585 A EP05028585 A EP 05028585A EP 05028585 A EP05028585 A EP 05028585A EP 1715066 A1 EP1715066 A1 EP 1715066A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming
- heating element
- tool
- insulating layer
- heating elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 42
- 239000002184 metal Substances 0.000 title claims abstract description 16
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 16
- 239000000463 material Substances 0.000 claims description 16
- 239000000919 ceramic Substances 0.000 claims description 4
- 239000010445 mica Substances 0.000 claims description 4
- 229910052618 mica group Inorganic materials 0.000 claims description 4
- 239000011152 fibreglass Substances 0.000 claims 1
- 238000009413 insulation Methods 0.000 abstract description 8
- 238000007493 shaping process Methods 0.000 abstract description 5
- 238000000034 method Methods 0.000 description 9
- 238000001816 cooling Methods 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000009966 trimming Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 229910000734 martensite Inorganic materials 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003856 thermoforming Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 239000012671 ceramic insulating material Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 238000005485 electric heating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/062—Press plates
- B30B15/064—Press plates with heating or cooling means
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
Definitions
- the invention relates to a device for forming metal sheets, which has a forming tool with a forming space, wherein the metal sheet in the forming space is partially heated by at least one heating element.
- the hot forming of metal sheets as such is known, for example by the DE 24 52 486 A1 as well as through the GB 1 490 535 A ,
- the metal sheets preferably sheet steel blanks, heated in a heat treatment plant, then placed hot in the press tool and reshaped. Still clamped in the press tool, the sheet-metal profile components are hardened.
- a significant advantage of this approach is that hardened sheet metal profile components can be produced with a complicated shape, and with high dimensional accuracy.
- thermoformed components especially made of high-strength sheet steel, such as B-pillars, must still be trimmed at the edge in order to comply with the specified dimensional tolerances.
- many mold components still punched after hot forming. Since the thermoforming process brings about a very hard martensitic microstructure state, a conventional edge / hole trimming of the molded components carried out with cutting knives is very wear-resistant and cost-intensive.
- Alternative cutting methods, such as trimming by means of laser radiation, are also extremely expensive due to the high system costs.
- the second possibility is to design the hot forming or hardening process in such a way that a slower cooling during hardening takes place in the areas to be trimmed.
- This is only possible to a limited extent in the currently used conventional hot forming tools, which are aimed at cooling the moldings as quickly as possible. Suggestions for this are from the DE 197 23 655 A1 known.
- inserts or additional heating elements are provided in the press tool in order to achieve reduced cooling during hardening in targeted areas, so that these areas have a softer material structure at the end of the process.
- DE 101 62 441 A1 describes a method for producing motor vehicle components from metal sheets in a forming tool having a mold space, wherein for controlling the material flow mold space areas can be tempered specifically by heat and / or heat dissipation.
- the particular difficulty is basically to realize very different Abkühlgradienten at the lowest possible transitions between hard and soft zones, ie within a few millimeters of one and the same mold component.
- the invention is based on the prior art based on the object to provide a system and application technology improved apparatus for forming metal sheets, in particular, very different cooling gradients can be realized in tight spatial limits on the molded part.
- the main point of the invention is the measure to heat-control the heating element integrated in the forming tool completely or in sections relative to the adjacent walls of the forming tool by means of an insulating layer.
- the effectiveness of the heating element can be increased with a targeted heat transfer to specific narrow or locally limited areas or zones of the molded component.
- the influence of the material structure on the molded part can thus be made significantly better. A heat flow into adjacent areas of the forming tool is avoided.
- the heated in the forming space areas of the mold component cool in the hardening process, so while they are clamped in the forming tool, not from. Only after the deformation tool has been opened do the spots cool at a considerably lower cooling rate in air. Due to the slow cooling rate, no hard martensitic structure is produced in the molded component at the previously heated locations. It can be at these locations a component hardness similar to the unmilled material state achieve, so that downstream processing steps, ie in particular cutting or punching operations, better and higher quality can be performed. Also the used processing tools, like knives or punching tools, are subject to significantly less wear and achieve significantly longer service life.
- At least one, preferably a plurality of heating elements are integrated in recesses of the forming tool, wherein the heating element is thermally insulated from the adjacent walls of the forming tool by an insulating layer, so that a heat dissipation into the forming tool is avoided and the heat is released primarily only in the direction of the tool surface.
- the configuration of the heating elements is in particular geometrically tuned in such a way that those areas of the mold component which are intended to remain soft are tempered in a targeted manner.
- depressions, grooves or similar recesses are provided, in which a heating element is introduced.
- insulating layer ceramic insulating materials or glass fiber materials can be used. Insulating layers of mica are also suitable for the purpose according to the invention. Since air also has good insulation or thermal insulation properties, the insulating layer can also be formed as an air gap. Also possible is a combination of the insulation of an insulating material and an air gap.
- a material for the insulating layer is a technical ceramic with a thermal conductivity ⁇ ⁇ 2 W / Km offers.
- electric heating elements e.g. High-performance heating cartridges, just as conceivable as small pipes through which a hot medium flows. It should be noted that for the electrical heating of large tool areas relatively high power densities must be provided.
- the heating element is limited by a cover to the forming space.
- the cover expediently closes off the heating element and the insulating layer toward the shaping space, so that the tool surface on which the sheet metal blank to be formed slides during the forming process is made homogeneous.
- the cover is made of a material with good thermal conductivity, such as copper. This ensures good heat transfer in the direction of the mold component in the forming space. Basically, the material of the cover should have a thermal conductivity ⁇ of ⁇ 10 W / Km.
- Copper for example, has a thermal conductivity ⁇ of 394 W / Km.
- the use of a cover made of iron is possible.
- Iron has a thermal conductivity ⁇ of 73 W / Km.
- the heating element is particularly intended to heat-insulate the heating element at all sides adjacent to the forming tool by an insulating layer, ie at the bottom and at the side walls.
- an insulating layer ie at the bottom and at the side walls.
- only a bottom-side insulation or insulation of the side walls may be provided.
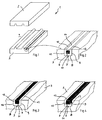
- FIGS. 1 to 4 components corresponding to one another each carry the same reference numerals.
- FIG. 1 shows, in a perspective representation, a detail of a forming tool 1 of a device according to the invention, for example a press.
- the forming tool 1 has an upper tool 2 and a lower tool 3, which are matched to one another in the contour. Between upper tool 2 and lower tool 3, a forming space 4 is formed.
- a previously heated to a certain forming temperature sheet metal plate can be added and then pressed by Gegenrhythmverlagern of upper tool 2 and lower tool 3 shaping.
- the mold component is cooled and cured.
- a hard martensitic microstructure state is fundamentally set on the molded component.
- the pressed-out mold component in the forming space 4 can be heated in certain regions.
- a heating element 6 or 7 is integrated in a recess 5 of the forming tool 1.
- FIG. 2 shows a heating element 6 with a circular cross-section, whereas the heating element 7, as shown in FIGS have square cross section with an edge length of for example 4 mm to 8 mm.
- the length of the heating elements 6, 7 can be selected according to the particular requirements on the molded component.
- the heating elements 6, 7 can be bent, so that even curved curved tool areas can be heated.
- the heating element 6, 7 is separated from the adjacent walls 8, 9, 10 of the forming tool 1 and the lower tool 3 through an insulating layer 11, 12, 13 and thermally insulated.
- an insulating layer 11 is provided below the heating element 6, 7 at the bottom 8 of the recess, Furthermore, an insulating layer 12 is also peripherally disposed between the heating element 6, 7 and the side walls 9, 10 of the recess 5.
- the insulating layer 11, 12 is made of ceramic, a glass fiber mat or mica.
- an insulating layer 11 made of ceramic or mica is integrated on the bottom 8 of the recess 5. Between the heating element 7 and the side walls 9, 10 of the recess 5 is provided as an insulating layer 13 each have an air gap for thermal insulation.
- the heating element 6 On the upper side to the forming space, the heating element 6 according to the embodiment of Figure 2 by a cover 14 made of a material with good thermal conductivity, such as copper, completed.
- the material of the cover has a thermal conductivity ⁇ which is greater than or equal to 10 W / Km.
- the heating elements 6, 7, By means of the heating elements 6, 7, a controlled temperature control of the molded component in the forming space 4 can take place.
- the isolation or thermal insulation of the heating elements 6, 7 according to the invention for the forming tool 1 prevents an adverse heat flow into the tool, so that the heating of the mold component is carried out effectively.
- In the device according to the invention are also extremely different Abkühlgradienten within only a few millimeters on the mold component to realize.
- the areas of the molded component heated in the forming tool 1 do not cool or barely cool when the press is closed. Only after the opening of the forming tool 1 is a cooling of the molded component with a low cooling rate in air. Due to this slow cooling rate, these previously heated areas have a softer material structure, so that cutting or punching operations can be carried out more simply and dimensionally true with less tool wear.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005018240A DE102005018240B4 (de) | 2005-04-19 | 2005-04-19 | Vorrichtung zum Umformen von Metallblechen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1715066A1 true EP1715066A1 (fr) | 2006-10-25 |
| EP1715066B1 EP1715066B1 (fr) | 2013-08-28 |
Family
ID=36032107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05028585.7A Expired - Fee Related EP1715066B1 (fr) | 2005-04-19 | 2005-12-28 | Outil de formage et de trempe sous pression de tôles d'acier, avec éléments chauffants intégrés |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7278287B2 (fr) |
| EP (1) | EP1715066B1 (fr) |
| DE (1) | DE102005018240B4 (fr) |
| ES (1) | ES2427945T3 (fr) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2289694A4 (fr) * | 2008-07-25 | 2011-05-18 | Hyundai Steel Co | Dispositif de refroidissement de moule de vulcanisation sous presse |
| FR2956047A1 (fr) * | 2010-02-05 | 2011-08-12 | Airbus Operations Sas | Procede et dispositif de formage de pieces comportant un formage a chaud localise |
| WO2011131809A1 (fr) | 2010-04-19 | 2011-10-27 | Autotech Engineering, Aie | Composant structurel d'un véhicule et procédé de fabrication correspondant |
| DE102012110138B3 (de) * | 2012-10-24 | 2014-02-27 | Manuela Braun | Vorrichtung und Verfahren zum Presshärten von Blechzuschnitten und/oder Blechformteilen aus Stahl mit unterschiedlicher Materialdicke |
| US8968496B2 (en) | 2010-03-16 | 2015-03-03 | Gestamp Hardtech Ab | Method of press hardening a steel sheet blank |
| EP2366805B1 (fr) | 2010-03-12 | 2015-10-14 | Benteler Automobiltechnik GmbH | Procédé de fabrication de composants de formage durcis par une presse |
| WO2015161222A1 (fr) * | 2014-04-18 | 2015-10-22 | Honda Motor Co., Ltd. | Matrice de façonnage et son procédé d'utilisation |
| EP3072980A1 (fr) | 2015-03-26 | 2016-09-28 | weba Werkzeugbau Betriebs GmbH | Procédé et dispositif de fabrication d'un élément de formage partiellement durci |
| WO2017129601A1 (fr) * | 2016-01-25 | 2017-08-03 | Schwartz Gmbh | Procede et dispositif de traitement thermique d'un élément metallique |
| DE102018107846A1 (de) | 2018-04-03 | 2019-10-10 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Profilbauteils sowie Fahrzeugquerträger oder Fahrzeuglängsträger |
| EP2441851B1 (fr) | 2010-10-15 | 2020-01-08 | Benteler Automobiltechnik GmbH | Traverse et procédé de fabrication d'une traverse déformée à chaud et durcie à la presse |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007002678A1 (de) * | 2007-01-18 | 2008-07-24 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Vorrichtung zum Herstellen eines warmumgeformten Blechbauteils |
| WO2009123538A1 (fr) * | 2008-04-03 | 2009-10-08 | Gestam Hardtech Ab | Procédé de fabrication d'un produit métallique en feuillets formé sous presse |
| WO2010076247A1 (fr) | 2008-12-19 | 2010-07-08 | Voestalpine Automotive Gmbh | Procédé de fabrication de pièces en tôle d'acier partiellement trempées |
| EP2248926A1 (fr) * | 2009-04-17 | 2010-11-10 | voestalpine Automotive GmbH | Procédé de fabrication d'une pièce emboutie |
| DE102009023060A1 (de) * | 2009-05-28 | 2010-12-02 | Mtu Aero Engines Gmbh | Verfahren und Vorrichtung zum Oberflächenverfestigen eines Bauteils, welches zumindest im Bereich seiner zu verfestigenden Oberfläche aus einer intermetallischen Verbindung besteht |
| DE102009050533A1 (de) * | 2009-10-23 | 2011-04-28 | Thyssenkrupp Sofedit S.A.S | Verfahren und Warmumformanlage zur Herstellung eines gehärteten, warm umgeformten Werkstücks |
| SE0901550A1 (sv) | 2009-12-13 | 2010-10-19 | Gestamp Hardtech Ab | B-stolpe för fordon |
| SE534382C2 (sv) | 2009-12-13 | 2011-08-02 | Gestamp Hardtech Ab | A-stolpe för fordon |
| DE102010015000A1 (de) * | 2010-04-14 | 2011-10-20 | Benteler Automobiltechnik Gmbh | Karosseriestruktur für ein Kraftfahrzeug und Verhalten zur Herstellung eines Strukturbauteils für eine Karosseriestruktur |
| EP2518173B1 (fr) | 2011-04-26 | 2017-11-01 | Benteler Automobiltechnik GmbH | Procédé de fabrication d'un composant de structure en tôle ainsi que composant de structure en tôle |
| EP3108020B1 (fr) * | 2014-02-17 | 2021-01-06 | Gestamp HardTech AB | Soudure allongée et poutre comportant une telle soudure |
| DE102014118416B4 (de) | 2014-12-11 | 2017-02-23 | Thyssenkrupp Ag | Werkzeug zum Umformen und/oder partiellen Presshärten eines Werkstücks |
| CN107530757A (zh) * | 2015-04-23 | 2018-01-02 | 麦格纳国际公司 | 用于工具的激光烧结模具表面 |
| ES2893475T3 (es) | 2016-08-30 | 2022-02-09 | Magna Int Inc | Herramienta con calentador para conformar piezas con propiedades personalizadas |
| US10486215B2 (en) * | 2017-06-16 | 2019-11-26 | Ford Motor Company | Apparatus and method for piercing and trimming hot stamped parts |
| DE102017127657B3 (de) * | 2017-11-23 | 2018-11-08 | Benteler Automobiltechnik Gmbh | Werkzeug für eine Vorrichtung zum wärmegestützten Umformen, insbesondere Warmumformen und/oder Presshärten sowie Vorrichtung und Verfahren zum wärmegestützten Umformen, insbesondere Warmumformen und/oder Presshärten mit wenigstens einem solchen Werkzeug |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (de) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| JPS59229242A (ja) | 1983-06-11 | 1984-12-22 | Sumitomo Metal Ind Ltd | プレス成形用金型 |
| DE19723655A1 (de) | 1996-06-07 | 1997-12-11 | Ssab Hardtech Ab | Verfahren zur Herstellung von Stahlblechprodukten |
| DE10162441A1 (de) | 2001-12-19 | 2003-07-03 | Bayerische Motoren Werke Ag | Verfahren zum Herstellen von Kfz-Bauteilen |
| DE10323746A1 (de) * | 2003-05-24 | 2004-12-09 | Daimlerchrysler Ag | Verfahren zur Reparatur eines metallischen Bauteils |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE890035C (de) * | 1943-10-31 | 1953-09-17 | Daimler Benz Ag | Verfahren und Vorrichtung zum Verhindern des Auffederns von Blechpressteilen nach dem Kaltpressen |
| US2893459A (en) * | 1954-10-21 | 1959-07-07 | Lockheed Aircraft Corp | Power brake having work supporting platen with heating means for work |
| US3724253A (en) * | 1971-02-19 | 1973-04-03 | Reynolds Metals Co | Extrusion apparatus and method |
| US3783669A (en) * | 1972-06-12 | 1974-01-08 | Aluminum Co Of America | Underfired forging die heater |
| US3926029A (en) * | 1974-04-30 | 1975-12-16 | Us Air Force | Heated die assembly |
| JP2790821B2 (ja) * | 1988-09-30 | 1998-08-27 | 昭和アルミニウム株式会社 | 深絞り成形加工方法 |
| US5737954A (en) * | 1996-11-15 | 1998-04-14 | Mcdonnell Douglas Corporation | Superplastic forming with direct electrical heating |
| US6550302B1 (en) * | 1999-07-27 | 2003-04-22 | The Regents Of The University Of Michigan | Sheet metal stamping die design for warm forming |
-
2005
- 2005-04-19 DE DE102005018240A patent/DE102005018240B4/de not_active Expired - Fee Related
- 2005-12-28 ES ES05028585T patent/ES2427945T3/es not_active Expired - Lifetime
- 2005-12-28 EP EP05028585.7A patent/EP1715066B1/fr not_active Expired - Fee Related
-
2006
- 2006-04-10 US US11/279,173 patent/US7278287B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (de) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JPS59229242A (ja) | 1983-06-11 | 1984-12-22 | Sumitomo Metal Ind Ltd | プレス成形用金型 |
| DE19723655A1 (de) | 1996-06-07 | 1997-12-11 | Ssab Hardtech Ab | Verfahren zur Herstellung von Stahlblechprodukten |
| DE10162441A1 (de) | 2001-12-19 | 2003-07-03 | Bayerische Motoren Werke Ag | Verfahren zum Herstellen von Kfz-Bauteilen |
| DE10323746A1 (de) * | 2003-05-24 | 2004-12-09 | Daimlerchrysler Ag | Verfahren zur Reparatur eines metallischen Bauteils |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN (1 - 107)<107> 11 May 1985 (1985-05-11) |
| PATENT ABSTRACTS OF JAPAN vol. 009, no. 107 (M - 378) 11 May 1985 (1985-05-11) * |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2289694A4 (fr) * | 2008-07-25 | 2011-05-18 | Hyundai Steel Co | Dispositif de refroidissement de moule de vulcanisation sous presse |
| FR2956047A1 (fr) * | 2010-02-05 | 2011-08-12 | Airbus Operations Sas | Procede et dispositif de formage de pieces comportant un formage a chaud localise |
| EP2363217A1 (fr) * | 2010-02-05 | 2011-09-07 | Airbus Operations (S.A.S) | Procédé et dispositif de formage de pièces comportant un formage à chaud localisé |
| EP2366805B1 (fr) | 2010-03-12 | 2015-10-14 | Benteler Automobiltechnik GmbH | Procédé de fabrication de composants de formage durcis par une presse |
| US8968496B2 (en) | 2010-03-16 | 2015-03-03 | Gestamp Hardtech Ab | Method of press hardening a steel sheet blank |
| EP3290533A1 (fr) | 2010-04-19 | 2018-03-07 | Autotech Engineering A.I.E. | Composant structurel d'un véhicule et procédé de fabrication |
| WO2011131809A1 (fr) | 2010-04-19 | 2011-10-27 | Autotech Engineering, Aie | Composant structurel d'un véhicule et procédé de fabrication correspondant |
| EP2853609A2 (fr) | 2010-04-19 | 2015-04-01 | Autotech Engineering A.I.E. | Composant structurel d'un véhicule et procédé de fabrication |
| EP2441851B1 (fr) | 2010-10-15 | 2020-01-08 | Benteler Automobiltechnik GmbH | Traverse et procédé de fabrication d'une traverse déformée à chaud et durcie à la presse |
| DE102012110138B3 (de) * | 2012-10-24 | 2014-02-27 | Manuela Braun | Vorrichtung und Verfahren zum Presshärten von Blechzuschnitten und/oder Blechformteilen aus Stahl mit unterschiedlicher Materialdicke |
| WO2015161222A1 (fr) * | 2014-04-18 | 2015-10-22 | Honda Motor Co., Ltd. | Matrice de façonnage et son procédé d'utilisation |
| US9931684B2 (en) | 2014-04-18 | 2018-04-03 | Honda Motor Co., Ltd. | Forming die and method of using the same |
| CN106001231A (zh) * | 2015-03-26 | 2016-10-12 | 维巴模具制造有限公司 | 用于生产局部硬化的成形部件的工艺和装置 |
| JP2016182642A (ja) * | 2015-03-26 | 2016-10-20 | ヴェーバ ヴェアクツォイクバウ ベトリープス ゲゼルシャフト ミット ベシュレンクテル ハフツングweba Werkzeugbau Betriebs GmbH | 部分的に硬化した成形品を製造する方法および装置 |
| EP3072980A1 (fr) | 2015-03-26 | 2016-09-28 | weba Werkzeugbau Betriebs GmbH | Procédé et dispositif de fabrication d'un élément de formage partiellement durci |
| US10584395B2 (en) | 2015-03-26 | 2020-03-10 | Weba Werkzeugbau Betriebs Gmbh | Producing a partially hardened formed part |
| US11555224B2 (en) | 2015-03-26 | 2023-01-17 | Weba Werkzeugbau Betriebs Gmbh | Producing a partially hardened formed part |
| WO2017129601A1 (fr) * | 2016-01-25 | 2017-08-03 | Schwartz Gmbh | Procede et dispositif de traitement thermique d'un élément metallique |
| EP3408421A1 (fr) * | 2016-01-25 | 2018-12-05 | Schwartz GmbH | Procede et dispositif de traitement thermique d'un élément metallique |
| US11447838B2 (en) | 2016-01-25 | 2022-09-20 | Schwartz Gmbh | Method and device for heat treating a metal component |
| EP3408421B1 (fr) * | 2016-01-25 | 2026-03-11 | Schwartz GmbH | Procédé et dispositif pour traitement thermique d'un composant en acier |
| DE102018107846A1 (de) | 2018-04-03 | 2019-10-10 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Profilbauteils sowie Fahrzeugquerträger oder Fahrzeuglängsträger |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060230806A1 (en) | 2006-10-19 |
| DE102005018240A1 (de) | 2006-10-26 |
| ES2427945T3 (es) | 2013-11-04 |
| EP1715066B1 (fr) | 2013-08-28 |
| US7278287B2 (en) | 2007-10-09 |
| DE102005018240B4 (de) | 2010-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1715066B1 (fr) | Outil de formage et de trempe sous pression de tôles d'acier, avec éléments chauffants intégrés | |
| EP3037186B1 (fr) | Procede de fabrication d'un composant en acier deforme a chaud et durci a la presse comprenant une zone de transition a aretes vives | |
| EP3072980B1 (fr) | Procédé et dispositif de fabrication d'un élément de formage partiellement durci | |
| DE102010011368B4 (de) | Verfahren zur Herstellung von pressgehärteten Formbauteilen | |
| EP1888794B1 (fr) | Procede de production d'un composant metallique comprenant des sections adjacentes presentant differentes proprietes de materiau | |
| DE102004038626B3 (de) | Verfahren zum Herstellen von gehärteten Bauteilen aus Stahlblech | |
| EP2993241B1 (fr) | Procede et presse pour fabriquer au moins en partie des composants de tole durcis | |
| DE102008047971B3 (de) | Verfahren und Vorrichtung zum Presshärten eines metallischen Formbauteils | |
| DE102005032113B3 (de) | Verfahren und Vorrichtung zum Warmumformen und partiellen Härten eines Bauteils | |
| DE102008063985B4 (de) | Verfahren und Vorrichtung zum Erzeugen partiell gehärteter Stahlblechbauteile | |
| WO2012120123A1 (fr) | Système de four pour le traitement thermique ciblé de pièces structurales en tôle | |
| EP2367962B1 (fr) | Procédé de fabrication de pièces en tôle d'acier partiellement trempées | |
| DE102009012940B4 (de) | Verfahren zur Herstellung eines Bauteils, insbesondere eines Blechbauteils sowie Fertigungsstraße zur Herstellung des Bauteils | |
| DE60116270T2 (de) | Geleitete formung eines blechzuschnittes | |
| DE102009060388A1 (de) | Mehrstufiges direktes Formhärten | |
| EP1983063B1 (fr) | Procédé de moulage et de durcissement d'une pièce à usiner en acier dans une presse à estamper | |
| DE102009042387B4 (de) | Verfahren zum Herstellen partiell gehärteter Bauteile aus Stahlblech | |
| DE102011018850A1 (de) | Vorrichtung zum Umformen und partiellen Presshärten eines Werkstücks aus härtbarem Stahlblech | |
| DE102016202766A1 (de) | Wärmebehandlungsverfahren und Wärmebehandlungsvorrichtung | |
| DE102007040013A1 (de) | Werkzeug für das Warmumformen und/oder Presshärten eines Metallblechs | |
| DE202008016877U1 (de) | Vorrichtung zum Erzeugen partiell gehärteter Stahlblechbauteile | |
| DE102017201674B3 (de) | Verfahren zur Herstellung eines pressgehärteten Bauteils sowie Pressform | |
| EP3212346B1 (fr) | Outil de formage servant à produire des pièces formées à chaud | |
| DE102015215184B4 (de) | Werkzeug zur Wärmebehandlung von hinterschnittenen Bauteilen | |
| DE102014213196A1 (de) | Formwerkzeug zur Herstellung von warmumgeformten Bauteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070223 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR |
|
| 17Q | First examination report despatched |
Effective date: 20100630 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BOHNER, FRIEDRICH Inventor name: SCHIWEK, ANDREAS Inventor name: BOEHMER, WERNER Inventor name: KOYRO, MARTIN |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BENTELER AUTOMOBILTECHNIK GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 37/16 20060101ALI20130227BHEP Ipc: C21D 1/673 20060101AFI20130227BHEP Ipc: B30B 15/06 20060101ALI20130227BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20130402 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): ES FR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R108 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): ES FR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R108 Effective date: 20130821 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2427945 Country of ref document: ES Kind code of ref document: T3 Effective date: 20131104 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140530 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20161213 Year of fee payment: 12 Ref country code: FR Payment date: 20161222 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180102 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171229 |