EP1725733B1 - Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind - Google Patents
Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind Download PDFInfo
- Publication number
- EP1725733B1 EP1725733B1 EP05715504A EP05715504A EP1725733B1 EP 1725733 B1 EP1725733 B1 EP 1725733B1 EP 05715504 A EP05715504 A EP 05715504A EP 05715504 A EP05715504 A EP 05715504A EP 1725733 B1 EP1725733 B1 EP 1725733B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- plates
- plate
- glass sheet
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000011521 glass Substances 0.000 title claims abstract description 326
- 238000000034 method Methods 0.000 title claims abstract description 41
- 238000011049 filling Methods 0.000 claims abstract description 39
- 125000006850 spacer group Chemical group 0.000 claims abstract description 17
- 230000008093 supporting effect Effects 0.000 claims description 5
- 230000001154 acute effect Effects 0.000 claims description 2
- 230000000717 retained effect Effects 0.000 claims 2
- 239000007789 gas Substances 0.000 description 124
- 238000003825 pressing Methods 0.000 description 44
- 238000007789 sealing Methods 0.000 description 30
- 239000000872 buffer Substances 0.000 description 26
- 230000013011 mating Effects 0.000 description 25
- 238000004519 manufacturing process Methods 0.000 description 17
- 230000033001 locomotion Effects 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 6
- 239000005060 rubber Substances 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 5
- 238000005429 filling process Methods 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 230000009183 running Effects 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000001976 improved effect Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000009850 completed effect Effects 0.000 description 1
- 239000013536 elastomeric material Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 238000013439 planning Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000001603 reducing effect Effects 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
Images














Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/677—Evacuating or filling the gap between the panes ; Equilibration of inside and outside pressure; Preventing condensation in the gap between the panes; Cleaning the gap between the panes
- E06B3/6775—Evacuating or filling the gap during assembly
Definitions
- the invention is based on a method with the features specified in the preamble of claim 1 and of a device with the features specified in the preamble of claim 27.
- a method and an apparatus for carrying out such a method are known from EP 0 674 086 A1 known.
- seals are provided which act between the press plates and extend down to the upper run of the belt, which closes the space between the two glass sheets standing on top of it.
- a heavy gas is introduced into the chamber, which is bounded by the belt, the glass sheets, the two pressing plates and the vertical seals acting between them.
- the heavy gas rises in this chamber and its supply is stopped when a certain degree of filling is reached.
- one of the press plates of the other press plate is approximated to close the insulating glass pane.
- the present invention has for its object to provide a way how insulating glass panes between two plates of a vertical assembly device for insulating glass panes can be filled with less effort evenly and with high degree of filling with a gas other than air and then closed.
- the insulating glass panes are not horizontally filled with a gas other than air and assembled, but in a vertical or inclined position so that the gas other than air, in particular a heavy gas, which is specifically heavier than air, for example argon, in the lower region be supplied to the insulating glass to be formed and displace the air initially located between the glass panels upwards.
- a heavy gas which is specifically heavier than air, for example argon
- the specific lighter air can namely be floated upwards on the heavier gas, without mixing too much with the heavy gas.
- Production lines for insulating glass panes in which the glass sheets from which the insulating glass panes are assembled and conveyed against an inclined support device from one station of the production line to the next station of the production line are generally referred to as "vertical" production lines.
- the inventive method between the plates of a vertical device for gas filling and assembly of insulating glass is carried out, then the seals, which are to be arranged next to the rising edges of the glass sheets, the edges of the glass sheets applied or at a certain distance from the Edges of the glass panels are applied to the two plates.
- the last option given is preferred. It is best to position a pair of glass sheets at one of the ends of the sheets and place one of the movable seals against these ends of the sheets. The other movable seal could be moved between the plates in the conveying direction of the belt and positioned next to the rising edges of the glass panels.
- the glass sheets are to face each other during gas filling so that they can be connected by closing the glass sheets, in particular by approaching the plates of the apparatus for gas filling and assembling of insulating glass panes, to form a closed insulating glass pane.
- This does not require that they are already congruent and parallel to each other during gas filling, but this is preferred because it simplifies the sequence of movement in assembling the insulating glass pane (only a straight parallel displacement must be performed) and because it is suitable for gas consumption to reduce.
- the gap between the belt and the one glass sheet through which the gas other than air is filled can be made in different ways.
- One option is to lift the glass sheet off the belt. This can be done with the help of the plate to which the glass sheet is leaning.
- the plates are usually provided with holes through which air can optionally be blown or sucked. By blowing an air cushion is created between the plate and a leaning against her glass plate on which it can gently slide during transport. For fixing a glass sheet to such a plate, it is sucked.
- the glass sheet can first be sucked from its plate and then lifted by briefly lifting the plate, which can be done with pressure cylinders.
- Another possibility is to pivot the plate about a lying below the belt, parallel to the conveying direction axis, which will be explained later.
- Another way to create a distance between the lower edge of the glass sheet and the belt is to pivot the belt down about an axis parallel to the conveying direction down, with a Schenk angle of a few degrees sufficient.
- the pivot axis is located conveniently at the bottom of the other glass panel.
- either the first glass sheet or the second glass plate provided with a spacer can be brought with its lower edge at a distance from the belt. Preferably, this is done with the first glass sheet on which there is no spacer.
- the gas can therefore flow in the shortest path, immediately behind the edge of the first glass sheet, in the space between the glass panels and finds for this in all possible insulating glass pane thicknesses approximately the same conditions.
- an elongated nozzle can be pushed into the gap between the belt and the edge of the first glass sheet spaced therefrom, from the side.
- the equipment required for this can be saved if, in a development of the invention, it is provided that the gas is supplied through the plate through which the glass plate remote from the belt is arranged, in particular the first glass pane.
- the supply device for the gas is therefore, without the need for a separate feed movement, in all possible insulating glass formats always at the point where you need the gas. It is preferred to guide the gas in the plate so that it exits from the underside of the plate, where it meets the belt and is deflected by this in the space between the two glass sheets.
- a seal which may be an inflatable tube with advantage, which extends over the entire length of the plate and best arranged in a groove he can retreat to, if it is not needed, and from which it emerges by inflation and hits the opposite belt when it is needed for sealing.
- both plates can be movable.
- An apparatus in which this is the case is in EP 0 615 044 A1 disclosed.
- devices for assembling insulating glass panes in which only one of the two plates is movable and the other is immovable are conventional.
- the movable plate is best for taking over and fixing the first glass plate not yet provided with a spacer.
- the horizontal conveyor is oriented so that its conveyor member or conveyor members are at right angles to the surface of the panels.
- the upper run of the belt is oriented at right angles to the mutually facing surfaces of the plates, so that the glass plates are supported and positioned the entire surface of the plates lying flat with its lower edge on the belt and positioned.
- something else is preferred, namely to arrange the belt of the horizontal conveyor and the plates not at right angles but inclined to each other, in particular so that the upper run of the belt encloses an angle with the surface of the fixed plate which is greater than 90 °.
- the upper run of the belt not only in its conveying direction, but also horizontally transversely thereto.
- the angle between the upper run of the belt and the fixed plate is then 96 °. The consequence of this is that the glass plate resting all over the plate does not stand with its entire lower edge on the belt, but only with its outer edge, which presses into the belt with the high pressure prevailing at the edge and leads to a good seal.
- the belt has a layer of one
- a further advantage of this arrangement is that the frictional connection between the glass sheet and the belt is improved so that the risk of slippage between the glass sheet and the belt is reduced during conveyance , which leads to a higher accuracy in positioning the glass panels.
- Conventional devices for assembling insulating glass panes usually work in such a way that only one of the two plates can move and the movable plate can only be moved parallel to itself perpendicular to the fixed plate.
- two sheets of glass are positioned opposite each other by initially conveying the first glass sheet leaning against the fixed sheet into the apparatus and stopping it in a predetermined position. Then the movable plate is moved against the first glass sheet, sucks it and goes back to its original position, taking with it the first glass sheet. Only then is the second glass sheet, leaning against the fixed plate, conveyed into the device and positioned congruent to the first glass plate.
- the plates are first arranged in a V-shape so that the first and second glass sheets are simultaneously conveyed in a V-shaped arrangement between the plates and stopped in a predetermined position, while maintaining their V-shaped arrangement in which they would be positioned opposite each other.
- the time required for transferring the first glass sheet from the fixed plate to the movable plate can be saved in the assembling device, which is important because the assembling device, especially when it is gas filled, is the slowest device in an insulating glass production line.
- the movable plate can be approximated to the stationary plate by pivoting about an axis parallel to the conveying direction.
- the position of the pivot axis is preferably chosen so that is lifted by the pivoting movement held by the pivoting plate first glass sheet from the belt.
- the plate is preferably pivoted to a position parallel to the opposite plate intermediate position. In this intermediate position, preferably the gas filling takes place. From this intermediate position, the pivotable plate is then, as is known, moved parallel to itself perpendicular to the fixed plate and this approximated and thereby closed the insulating glass. The pivoting and the parallel displacement of the pivotable plate can partially run simultaneously.
- the two plates should be parallel to each other.
- the position of the axis about which the movable plate is pivoted, so that it comes to a lifting of a glass sheet from the belt, should be chosen so that the axis is not above the upper run of the belt. Preferably, it lies below the upper run of the belt and in the vicinity of the flight of the surface of the fixed plate against which the movable plate is pivoted.
- the movable plate is pivotable, then it has a starting position, in which the two plates are V-shaped to each other.
- the two plates should expediently include an equal angle with the upper strand of the belt, in particular an angle of 95 ° to 100 °, in particular about 96 °, an inclination which has proven itself in vertical insulating glass production lines.
- At this V-shaped orientation are both glass panels of a glass sheet pair with its lower edge not over the entire surface of the belt, but only with their outer edges, with the advantages that have already been explained.
- the glass sheets are already arranged V-shaped opposite each other outside the apparatus for assembling insulating glass panes, then it is particularly favorable not only one glass sheet pair but two or more glass sheet pairs outside the assembling apparatus in close succession Arrange-shaped opposite and then together, concurrently in the assembly device to promote and align there in the manner described in parallel, to initiate the gas different from air and then close the discs together.
- This allows a very rational way of working. Since assembly apparatuses for insulating glass panes are generally 4 m long or even longer in order to assemble even very large insulating glass panes, but most insulating glass panes have a length of less than one meter, can be used much better by such a development of the invention, the assembly device than before.
- this has additional advantages because a better sealing is achieved by placing the glass panels on their outer edge and by the pivoting of the movable plate easily lifting the respective first glass sheet is achieved, in a gentle manner, because the sharp edge of a glass as a result of lifting of a belt does not stress this at the additional building movement.
- the belt can fulfill its conveying task and its sealing task well, its upper run should be supported over its length. This could be done by means of a dense series of rollers over which the belt passes. Preferably, however, a rail is used to support the upper run of the belt, which allows better support and better sealing at the lower edge of the glass sheets.
- the means for supplying the gas other than air are preferably provided on or in one of the plates and therefore need not be separated from the plates by a movement to the gap between the belt and the underside of a glass sheet are moved to introduce the gas between the plates can.
- the gas other than air is supplied through the plate which serves to hold the first glass sheet on which no spacer is provided.
- one or more outlet openings for the gas are provided on the underside of the respective plate, so that the gas in the immediate vicinity of the lower edge of the glass sheet on which the filling gap is formed emerges and is deflected by the belt into the space between the glass sheets ,
- a preferably extending in the conveying direction, divided into separate sections channel for the supply of heavy gas is provided.
- the sections into which the channel is subdivided may be supplied separately with the gas and each section of the channel communicates with one or more outlet openings associated with it only and located in the vicinity of the gap between the strap and the one glass panel. especially at the bottom of the relevant plate.
- the gas is then supplied only to those sections of the channel whose outlet openings are all adjacent to an insulating glass pane to be filled.
- a modified embodiment may be provided on or in the relevant plate extending in the conveying direction channel which extends over the full length of the plate, if this channel stub lines emanating, which are individually lockable and lead to outlet openings, which in the vicinity the gap between the belt and the one glass sheet lie, in particular on the underside of the relevant plate. In this case, when gas filling all those spur lines remain closed, which lead to outlet openings, which are not next to an insulating glass to be filled.
- the gas outlets close to the front face of the plate in question be between the front and one at the bottom, running longitudinally, against the belt or against the belt to arrange supporting rail directed, running in the conveying direction seal.
- Such seals may advantageously be provided between both plates and the belt or a rail supporting it, for example at the bottom of the plates.
- the seal can be improved in that the upper run of the belt is supported over its length by a rail which is gastight over its length and firmly connected to the adjacent plate, in particular with the fixed plate. But it is also possible to support the upper run of the belt over its length by a rail projecting laterally over the belt, and at least on one side of the belt, better on either side of the belt, on the top of the rail or in a groove the rail to provide a directed against the opposite bottom of the plate seal. This is more advantageous than providing a seal in a groove in the underside of the plate in question, because, as will be described, it facilitates the sealing of the vertical edges of the insulating glass panes to be assembled.
- seals are particularly hoses, for example, those which can be compressed due to their own elasticity against a restoring force, but in particular hoses, which are inflatable and retractable by evacuation.
- the plate in question preferably has a top-to-bottom movable slide which extends transversely to the conveying direction from the front of the plate to a longitudinal seal which extends between the underside of the respective Plate and the belt or a support rail is provided.
- This slide is displaced down to the stop on the upper run of the belt down and established between the underside of the relevant plate and the belt a barrier against gas losses, which could otherwise occur on the underside of the plate in the conveying direction or against the conveying direction.
- a seal is provided on one side at one of the ends of the plates, which expediently extends over the entire height of the plates and can be applied to the edge of both plates, in particular a bar or a flap.
- the other end of the chamber to be filled with heavy gas is expediently delimited by one of a plurality of seals, which are provided at a distance from one another in vertical slots of one of the two plates and can be pushed individually and independently of one another out of their vertical slots until they bear against the opposite plate.
- these vertical seals are exactly opposite the sliders provided in the opposite plate, but not one of the outlet openings.
- the arranged in the plate vertical seals may be strips, which need not be much wider than the gas filling maximum occurring distance between the two plates.
- the seals may be advanced one at a time from the back of the plate, for example by means of pneumatic cylinders.
- an adaptable sealing element is provided, in particular a brush whose bristles are directed downwards. It has been found that such a brush is durable and ensures a sufficient degree of tightness.
- the pairing station shown has two mutually opposite support means 1 and 2 on a frame 3.
- the two support means 1 and 2 each have a plate 1a and 2a, which at many points distributed over the plates through holes 4, which at the back of the respective plate 1a and 2a are covered by a hood 5, which is connected to a blower, not shown, through which either air in the chamber 6 formed under the hood 5 blown or air can be sucked out of the chamber 6.
- the first support means 1 stands on a fixed to the frame 3 base 7; their upper end is supported on the back of struts 8 on the frame 3 from.
- the arrangement is such that the plate 1a is inclined at an angle of, for example, 6 ° to the vertical to the rear.
- the horizontal floor, on which the frame 3 is, is designated by the reference numeral 9.
- the second support means 2 is about a horizontal axis 10, which in the FIGS. 1 and 2 perpendicular to the plane of the drawing, pivotally mounted on a carriage 11 which in turn is linearly displaceable on rails 12 which lie in planes perpendicular to the pivot axis 10 and inclined at the same angle to the horizontal 9, as the plate 1a is inclined to the vertical. Accordingly, the carriage 11 is displaceable in a direction perpendicular to the plate 1a direction.
- the displacement of the carriage 11 by means of a motor 13 which drives a spindle 15 of a spindle gear 14, the spindle nut is in a housing 16 and is connected to a parallel to the conveying direction horizontal axis pivotally connected to the carriage 11.
- the spindle 15 is also mounted about an axis parallel to the conveying direction in a holder 17 which is fixed on the frame 3.
- the upper ends of the support means 1 and 2 are interconnected by another spindle gear 14a, the spindle 15a of which is pivotally mounted in a bracket 17a fixed to the first support means 1 and driven by a motor 13a.
- the associated spindle nut is located in a housing 16 a and is pivotally mounted in a holder 18 which is fixed to the movable support means 2.
- the spindle gears 14 and 14a are present in duplicate, preferably in the vicinity of the four corners of the outline rectangular plates 1 and 2a.
- the second support means 2 By driving the spindles 14 a, the second support means 2 from its in FIG. 1 illustrated initial position in which the plates 1a and 2a are V-shaped opposite each other at an angle of, for example, 12 °, in the in FIG. 2 shown intermediate position in which the movable plate 2 a of the stationary plate 1 a parallel opposite, preferably at a distance of 5 cm to 7 cm. From the in FIG. 2 In the intermediate position shown, the movable support 2 can be further approximated by synchronously driving the lower and upper spindles 15 and 15a of the fixed support 1, maintaining the parallelism between them.
- the horizontal conveyor 20 is fixed, which is driven by a motor 21.
- the horizontal conveyor 20 is a first section of a multi-section horizontal conveyor which extends through the entire production line in which the invention is to be used. It may be a row of rollers with a cylindrical lateral surface, which are arranged with mutually parallel, horizontal axes of rotation below the two support means 1 and 2 and are so wide, preferably 10 cm to 12 cm that they are in the starting position of the movable second support means 2 bridge existing gap 23 at the bottom of the plates 1a and 2a. Characterized in that the axes 22 of the rollers of the horizontal conveyor 20 are horizontal, they close with the plates 1 a and 2 a in the in FIG. 1 shown starting position in each case an equal angle of for example 96 °.
- the horizontal conveyor 20 may be formed not only by a series of synchronously driven rollers, but also by a belt 20a, in particular by a toothed belt, which by the motor 21 by means of a drive wheel, in particular a gear, is drivable. To prevent sagging, such a belt 20a is supported by a series of freewheeling rollers or by a horizontal rail on which the upper run of the belt 20a can slide.
- the pairing station can be fed to individual glass panels 24 and 25 by means of a feed conveyor 26, which essentially comprises a horizontal conveyor aligned with the horizontal conveyor 20 and a supporting device whose front side is aligned with the front side of the first support device 1 in the mating station.
- the feed conveyor 26 is in the FIGS. 7 to 10 shown schematically.
- first a first glass panel 24 is conveyed from the feed conveyor 26 into the pairing station and there stopped the first support means 1 resting in a predetermined first position, preferably in a position in which the leading edge of the first glass sheet 24 is near the front end of the first stationary plate 1a.
- air is blown into the chamber 6, which exits through the holes 4 and creates an air cushion between the plate 1a and the first glass sheet 24, on which the first glass sheet 24 slides during conveying friction and at the same time by the negative pressure prevailing in the air cushion the plate 1a is held. If the first glass panel 24 has reached its predetermined first position, no further air is blown into the chamber 6.
- the second movable plate 2a of the support 2 is first pivoted by driving the spindles 15a into a position parallel to the first plate 1a, and then displaced by synchronously driving all the spindles 15 and 15a in parallel with each other until striking the first glass plate 24.
- This movement is in FIG. 3 shown in dashed lines.
- Now air is sucked out of the chamber 6 behind the movable plate 2a and thereby the first glass sheet 24 is firmly sucked to the movable plate 2a, so that it is fixed to this.
- the spindles 15 and 15a are now driven in the opposite direction, thereby removing the plate 2a parallel to itself from the stationary plate 1a.
- the glass sheet 24 is lifted at the same angle from the horizontal conveyor 20 and in an off-hook intermediate position, as in FIG. 4 shown, temporarily stopped.
- a second glass sheet may be formed on the same web on which the glass sheet 24 was fed to the mating station 25, which is provided with a spacer 27, are conveyed into the mating station; it is stopped there in the same first position in which the first glass sheet 24 was stopped.
- the two glass plates 24 and 25 are now congruent and parallel to each other, see FIG. 4 , Now, by driving the upper spindles 15 a, the second movable plate 2 a in their in the FIGS.
- the two glass panels 24 and 25 are now congruent with each other now in a V-shaped arrangement and stand with their opposite lower edges on the horizontal conveyor 20. Thus, the pairing process for these two glass panels 24 and 25 is completed.
- the two glass panels 24 and 25 are now by driving the horizontal conveyor 20 in a following on the pairing station buffer station (see FIG. 8 ).
- a partial section through the lower region of the buffer station which is at right angles to the conveying direction is in FIG. 6 shown. In the presentation of the FIG. 6 The conveying direction is perpendicular to the plane of the drawing.
- the buffer station has a first support device 31 and a second support device 32, which are both equipped with a field of free-running rollers 33 with a vertical axis 34.
- the rollers 33 of the first support 31 have a common tangential plane 35 and the rollers of the second support 32 have a common tangent plane 36.
- the tangent planes 35 and 36 are inclined in opposite directions to the vertical.
- the tangential plane 35 is aligned with the front of the first plate 1 a in the mating station.
- the tangential plane 36 is aligned with the front of the second plate 2 a in the mating station when in their in the FIGS. 1 . 3 and 5 is shown starting position.
- the axes 34 of the rollers 33 are arranged stationary, so that the position of the tangential planes 35 and 36 is unchanging.
- Below the support means 31 and 32 is another horizontal conveyor 30, the top of which is aligned with the top of the horizontal conveyor 20 in the mating station and may be the same as this.
- the horizontal conveyor 30 is a second section of the horizontal conveyor extending through the production line.
- the local first support means 1 may alternatively be formed as the first support means 31 in the buffer station.
- the horizontal conveyor 30 can be driven independently of the horizontal conveyor 20.
- the glass plates 24 and 25 (FIG. FIG. 5 ) into the buffer station ( FIG. 6 ) and positioned there in a predetermined second position, in such a way that the glass sheets 24 and 25 are with their rear edge as close as possible to the rear end of the buffer station, as in FIG. 7
- the example of a glass sheet pair D1 / D2 is shown.
- the glass panels 24 and 25 are not perpendicular to the horizontal conveyors 20 and 30, but are inclined in opposite directions, they stand with their outer lower edges on the respective horizontal conveyor 20, 30.
- the sharp glass edges cause a good frictional connection between the glass sheets 24 and 25th and the usually somewhat resilient surface of the horizontal conveyor 20, 30, which consists for example of the polyurethane known under the trade name Vulkollan. Due to the good adhesion, a slip between the glass sheets 24 and 25 and the horizontal conveyors can be excluded, so that the glass sheets 24 and 25 do not move against each other during conveying, but their position is maintained relative to each other.
- FIG. 7 shows the time at which a glass panel pair D1 / D2 has been positioned at the rear end of the buffer station.
- a subsequent first glass sheet E1 can be conveyed by the feed conveyor 26 into the mating station and positioned there at the front end of the first support device 31 ( FIG. 7 ), before it is sucked in this situation in the manner described by the second support means 32 and transferred to the opposite inclined position.
- the second glass panel E2 provided with a spacer 27 is conveyed to the pairing station and positioned there so as to be congruent with the glass panel E1.
- the glass sheet pair E1 / E2 is transferred to the buffer station and at the same time the glass sheet pair D 1 / D 2 is further promoted in the buffer station to make room for the subsequent glass sheet pair E1 / E2 (see FIG. 8 ).
- the next first glass panel F1 of another glass panel pair F1 / F2 can already enter the mating station.
- the distance between the pairs of glass plates D1 / D2 and E1 / E2 compared to the distance they are in FIG. 7 still have to downsize to a small distance they are in the in FIG. 8
- the drive of the horizontal conveyor 20 is switched on a little earlier than the drive of the horizontal conveyor 30.
- the drive of the horizontal conveyor 30 is stopped again when the rear edges of the glass sheet pair E1 / E2 have passed the rear end of the buffer station, so that the At the rear edges of the E1 / E2 pair of glass panels, take the "second" position, which covers the rear edges of the glass panel pair D1 / D2 in the FIG. 7 phase, see FIG. 9 .
- the drive of the horizontal conveyor 20 in the mating station is turned off at a later time when the subsequent glass panel F1 has arrived with its front edge at the front end of the mating station (see FIG. 9 ). Now, the pairing of the glass sheet pair F1 / F2 takes place and when this is done ( FIG.
- the glass panel pair F1 / F2 is transferred to the buffer station in the manner already described and positioned there in the "second" position, in which the rear edges of the glass panel pair F1 / F2 are at the rear end of the buffer station, where previously the pair of glass sheets E1 and E2 was positioned with its rear edges. There is no space left in the buffer station for the following glass panel pair G1 / G2.
- the glass sheet pair G1 / G2 can only be transferred to the buffer station if the further transport of the glass sheet pairs D1 / D2, E1 / E2 and F1 / F2 into the subsequent assembly and pressing device starts.
- the structure of the assembly and pressing device is similar to the structure of the mating station, so that the basis of the FIGS. 1 to 5 description of the structure of the mating station applies to the assembly and pressing device.
- the difference is that the assembly and pressing device is longer than the mating station, namely so long that it can accommodate all glass panel pairs with which the buffer station is occupied.
- the buffer station and the assembly and pressing device are thus adapted in their length to each other.
- the assembly and pressing device is provided with means for supplying the gas filling with means for supplying a heavy gas and for avoiding heavy gas losses with sealing means. That will be based on the FIGS. 11 to 18 yet to be described.
- the press plates can be made stiffer than the plates 1a and 2a in the mating station.
- the pressing plates 1a and 2a as well as the corresponding plates 1a and 2a are provided with holes in the mating station through which air of choice can be blown to produce an air cushion on which glass sheets can slide during transportation and through which air can be sucked in order to fix glass sheets to them.
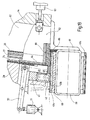
- the facing sides of the press plates 1 a and 2 a are provided with a layer 43 of rubber or other elastomeric material. This layer may be, for example, 3 mm to 4 mm thick.
- a hose 41 and 42 which can be optionally evacuated or inflated. If he is evacuated, then he has, as in FIG. 11
- the horizontal conveyor 40 in the assembling and pressing apparatus has as conveyor member a belt 40a, in particular a toothed belt, through which the gap between the two glass sheets 24 and 25 is closed and also a seal between the belt 40a and the hoses 41 and 42 in the two press plates 1 a and 2 a.
- the hose 42 extends substantially the full length of the press plates 1a and 2a. As will be explained, the hose 41 can be subdivided into separate sections.
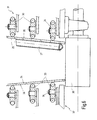
- hose 42 Behind the hose 42 is a horizontal channel 44, which is divided by partitions 45 into separate sections, see FIG. 12 , The portions of the channel 44 can be supplied by separately lockable leads 46, a gas other than air. From each section of the channel 44 at least one branch channel 47 leads downwards, preferably a longitudinal slot or a series of branch channels, and opens at the lower edge of the movable pressing plate 2a in the area between the tube 42 and the layer 43 of rubber, see FIG. 11 ,
- a respective slider 48 see FIG. 13 , which is flush with the surface of the layer 43 made of rubber and carries at its lower end directed against the belt 40a a layer 49 of a resilient sealing material.
- the slider 48 is by means of a two-armed lever 50, on which a pressure medium cylinder engages, up and abverschiebbar.
- the sliders 48 are provided in the stationary pressure plate 1a from top to bottom extending sealing strips 52 which are against the movable pressure plate 2a and the slide 48 can be advanced.
- the hose 41 may be divided into separate sections, so that the sealing strip 52 can be advanced through a gap between two sections of the hose 41, that of the sealing strip 52 is closed.
- Another possibility, in which the hose 41 can pass over the entire length of the pressing plate 1a, is to form the drive for the displacement of the sealing strips 52 so that they can be advanced over the hose 41 against the movable pressing plate 2a and then on the Belt 40a are lowered.
- Another possibility is to support the belt 40a by a rail which protrudes so far beyond the belt 40a under the stationary press plate 1a that a hose extending along the full length may be provided in a longitudinal groove extending next to the belt 40a the fixed pressure plate 1 a extends.
- a hose extending along the full length may be provided in a longitudinal groove extending next to the belt 40a the fixed pressure plate 1 a extends.
- FIG. 19 Another way to seal between the fixed pressure plate 1a and the belt 40a is in FIG FIG. 19 shown.
- the belt 40a is a toothed belt whose teeth 40b do not extend the full width of the underside of the belt 40a and run in a recess of a flat rail 59 which is mounted on an elongate support 60 having the shape of a hollow profile.
- the carrier 60 With an angle rail 61, the carrier 60 is fixed to the underside of the stationary press plate 1a.
- the carrier 60 and the angle rail 61 extend over the full length of the press plate 1a. Therefore, no heavy gas can escape below the stationary pressure plate 1a transverse to the conveying direction of the belt 40a.
- FIG. 19 is also shown how the sealing strip 52 may be formed and arranged. It is located, the slider 48 opposite, in a vertically extending slot 62 of the fixed pressure plate, in which it can be pushed back and forth by means of two pressure medium cylinder 63. One of the pressure cylinder 63 is shown in Figure 19 and located at the lower end of the sealing strip 52. In a similar manner, there is a second pressure cylinder at the upper end of the sealing strip, which in FIG. 19 not shown. At the front edge of the sealing strip is a rubber strip 64, with which the sealing strip 52 strikes when advancing on the opposite movable pressure plate 2a.
- the sealing strip 52 At the bottom of the sealing strip 52 is an after below and to the opposite pressure plate 2a open cut provided in which a brush 65 is inserted, the bristles ranging up to the angle rail 61 and 40a except for the upper strand of the belt.
- Another brush 66 is attached to the angle rail over its entire length and fills a gap which fills between the angle rail on one side and the belt 40a and the rail 59, the bristles being from the angle rail 61 to the opposite side surface of the belt 40a and the rail 59.
- the brushes 65 and 66 counteract an outflow of heavy gas in the conveying direction or counter to the conveying direction. Otherwise, the structure of the embodiment corresponds to FIG. 19 the in FIG. 13 shown construction.
- Argon is a heavy gas used for purposes of the invention.
- FIG. 15 shows that some such sealing strips 52 can be arranged in the rear area of the pressing plate 1a, whereas at the front end of the pressing plate 1a a further sealing strip 54 pivotable by means of a pneumatically actuated four-bar linkage 58 can be pivoted against the vertical edges of the two pressing plates 1a and 2a, to effect a seal against the press plates 1a and 2a as well as against the belt 40a, so that also at the front end of the assembly and pressing device during the filling of heavy gas, a leakage of heavy gas is counteracted.
- the sealing strip 52 When closing the insulating glass, the sealing strip 52 is first pushed back by a corresponding amount in the fixed pressure plate 1a and, after the insulating glass sheets are closed and pressed, completely withdrawn into the fixed pressure plate 1 a.
- the level 53 of the heavy gas rises above the upper edge of the highest insulating glass pane A1 / A2, as shown in FIG.
- the glass sheets in the assembly and pressing device are not perpendicular to the belt 40a, but inclined and press only with one of its lower edges on the belt 40a, they can be conveyed without slipping, so that their exact alignment is not lost to each other. They can also be filled in an advantageous and previously unknown in the prior art manner from below over its full length with heavy gas, without having for a permeable belt, which is pulled away over a gas filling channel, or two spaced parallel running belt in the horizontal conveyor would require between which heavy gas between the glass panels could be initiated.
- a unitary, absolutely dense belt 40a can be used as the conveying member because the heavy gas can be easily introduced from the side of the movable pressing plate 2a through a gap between the belt 40a and one of the glass sheets 24.
- This allows a much simpler structure of the gas filling assembly and pressing device than previously known in the art and allowed by the simultaneous filling of two or more than two insulating glass panes with heavy gas short cycle times and a cheaper IG production than before, especially in the manufacture of Insulating glass panes with common standard dimensions.
- the invention is very versatile, because it can not only rectangular insulating glass panes are made, but also so-called model discs, which have a shape deviating from the rectangular shape outline.
- FIGS. 7 to 10 and 15 to 17 shown Examples of these are in the FIGS. 7 to 10 and 15 to 17 shown.
- insulating glass panes which are so large that only one of them can fit in the assembly and pressing device, as in one manufacture conventional insulating glass production line. This can for example be done so that the two glass sheets are successively conveyed against the immovable support means by the mating station and the buffer station into the assembly and pressing device and only there in pairs opposite each other positioned by the movable pressure plate 2a, the first run-in Glass pane sucks, takes over and thus makes room for the moving on of the second, with a spacer occupied glass panel.
- the heavy gas can rise between parallel glass plates in a uniform upward flow without major turbulence and displace the lighter air upwards without mixing too much with it.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Joining Of Glass To Other Materials (AREA)
- Manufacture Of Motors, Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
- Die Erfindung geht von einem Verfahren mit den im Oberbegriff des Patentanspruchs 1 angegebenen Merkmalen und von einer Vorrichtung mit den im Oberbegriff des Patentanspruchs 27 angegebenen Merkmalen aus. Ein solches Verfahren und eine Vorrichtung zum Durchführen eines solchen Verfahrens sind aus der
EP 0 674 086 A1 bekannt. Bei dem bekannten Verfahren werden eine erste Glastafel und eine zweite, mit einem Abstandhalter versehene Glastafel auf einem Waagerechtförderer stehend, der als Förderglied einen Riemen hat, in den Zwischenraum zwischen zwei in ihrem Abstand veränderliche Pressplatten gefördert. Zwischen den Pressplatten werden sie einander parallel und deckungsgleich gegenüberliegend positioniert, so dass zwischen dem Abstandhalter und der ihm gegenüber liegenden Glastafel umlaufend ein offener Spalt verbleibt. Neben den vertikalen Rändern der so angeordneten Glastafeln werden Dichtungen angeordnet, die zwischen den Pressplatten wirksam sind und bis auf das Obertrum des Riemens reichen, welcher den Raum zwischen den beiden Glastafeln, die auf ihm stehen, nach unten abschließt. Von unten her wird ein Schwergas in die Kammer eingeleitet, welche durch den Riemen, die Glastafeln, die beiden Pressplatten und die zwischen ihnen wirksamen lotrechten Dichtungen begrenzt ist. Das Schwergas steigt in dieser Kammer hoch und seine Zufuhr wird beendet, wenn ein bestimmter Füllgrad erreicht ist. Dann wird eine der Pressplatten der anderen Pressplatte angenähert, um die Isolierglasscheibe zu schließen. - Für das Einleiten des Schwergases sind in der
EP 0 674 086 A1 unterschiedliche Möglichkeiten angegeben: - Das Schwergas wird entweder durch Öffnungen in den lotrechten Dichtungen hindurch oder durch den als Förderglied dienenden Riemen hindurch zugeführt. Beides ist nachteilig. Beim Zuführen des Schwergases von der Seite benötigt man bewegliche, mit den beweglichen Dichtungen gekoppelte Gaszuführeinrichtungen, was einigen apparativen Aufwand erfordert und den Aufbau der Dichtungen kompliziert. Außerdem ist es schwierig, beim seitlichen Einleiten von Schwergas die zwischen den Glastafeln befindliche Luft gleichmäßig nach oben zu verdrängen, und zwar um so schwieriger, je länger die Glastafeln sind. Das Einleiten von Schwergas durch den Riemen hindurch ist nachteilig, weil es sich nicht mit der Hauptaufgabe des Riemens verträgt, die Glastafeln zu fördern und den Zwischenraum zwischen den Glastafeln nach unten hin abzuschließen. Die
EP 0 674 086 A1 offenbart keine praktikable Möglichkeit, das Schwergas durch einen einheitlichen Riemen hindurch zuzuführen. Beschrieben ist die Möglichkeit, zwei Riemen mit Abstand nebeneinander auf einem Kanal anzuordnen, welcher nach oben gerichtete Öffnungen hat, die zwischen den beiden Riemen liegen. Durch den Kanal zugeführtes Schwergas kann dann durch die zwischen den Riemen liegenden Öffnungen in den Zwischenraum zwischen den Glastafeln aufsteigen. Nachteilig dabei ist, dass zwei getrennte Riemen abzudichten sind und dass der Waagerechtförderer zur Anpassung an unterschiedlich dicke Glastafeln und an unterschiedlich dicke Isolierglasscheiben quer verschieblich ausgebildet sein muß. - Der vorliegenden Erfindung liegt die Aufgabe zugrunde, einen Weg aufzuzeigen, wie Isolierglasscheiben zwischen zwei Platten einer vertikalen Zusammenbauvorrichtung für Isolierglasscheiben mit weniger Aufwand gleichmäßig und mit hohem Füllgrad mit einem von Luft verschiedenen Gas gefüllt und dann geschlossen werden können.
- Diese Aufgabe wird gelöst, durch ein Verfahren mit den im Patentanspruch 1 angegebenen Merkmalen und durch eine Vorrichtung mit den im Patentanspruch 27 angegebenen Merkmalen. Vorteilhafte Weiterbildungen der Erfindung sind in den Unteransprüchen angegeben.
- Erfindungsgemäß werden die Isolierglasscheiben nicht waagerecht liegend mit einem von Luft verschiedenen Gas gefüllt und zusammengebaut, sondern in senkrechter oder geneigter Lage, so dass das von Luft verschiedene Gas, insbesondere ein Schwergas, welches spezifisch schwerer als Luft ist, zum Beispiel Argon, im unteren Bereich der zu bildenden Isolierglasscheibe zugeführt werden und die zwischen den Glastafeln zunächst befindliche Luft nach oben verdrängen kann. Bei einer hinreichend langsamen und gleichmäßigen Strömung kann die spezifisch leichtere Luft nämlich auf dem schwereren Gas schwimmend nach oben verdrängt werden, ohne sich zu sehr mit dem Schwergas zu vermischen.
- Fertigungslinien für Isolierglasscheiben, in welchen die Glastafeln, aus denen die Isolierglasscheiben zusammengebaut werden stehend und gegen eine geneigte Stützeinrichtung von einer Station der Fertigungslinie zur nächsten Station der Fertigungslinie gefördert werden, werden im allgemeinen als "vertikale" Fertigungslinien bezeichnet.
- Beim Gasfüllen und Zusammenbauen von Isolierglasscheiben aus Glastafeln, welche vertikal oder geneigt angeordnet sind, vollzieht die Erfindung dadurch eine Abkehr vom Stand der Technik, dass beim Gasfüllen die einander paarweise gegenüberliegenden Glastafeln nicht beide auf einem Riemen stehen, sondern dass nur eine der beiden Glastafeln mit ihrem unteren Rand den Riemen berührt, wohingegen zwischen dem Riemen und dem unteren Rand der anderen Glastafel ein Spalt hergestellt wird, durch welchen das von Luft verschiedene Gas in den Zwischenraum zwischen den beiden Glastafeln eingeleitet werden kann. Das hat wesentliche Vorteile:
- Der Spalt zwischen dem Riemen und der einen Glastafel (nachfolgend als die "erste" Glastafel bezeichnet) erstreckt sich über die gesamte Länge des unteren Randes der ersten Glastafel.
- Deshalb kann ein von Luft verschiedenes Gas über die gesamte Länge der Glastafelanordnung eingeleitet werden.
- Deshalb kann das Gas auf der gesamten Länge der Glastafelanordnung gleichmäßig von unten nach oben hochsteigen.
- Die Erfindung eignet sich nicht nur für Isolierglasscheiben mit rechteckigem Umriss, sondern auch für solche mit nicht-rechteckigen Umriss, zum Beispiel mit dreieckigem Umriss oder mit bogenförmigen Randabschnitten. Solche Isolierglasscheiben werden als Modellscheiben bezeichnet.
- Für Zwecke der Erfindung kann ein einheitlicher, dichter Riemen verwendet werden, auf welchem beim Fördern beide Glastafeln nicht nur hintereinander, sondern auch nebeneinander stehen können.
- Der Riemen kann ohne weiteres breiter sein als die dicksten in der Praxis vorkommenden Isolierglasscheiben. Vorzugsweise ist der Riemen zwischen 100 mm und 140 mm breit.
- Da der Spalt, durch den hindurch das von Luft verschiedene Gas zugeführt wird, stets am unteren Rand der ersten Glastafel liegt, findet man bei Anwendung der Erfindung für das Gasfüllen von unterschiedlich dicken Isolierglasscheiben im wesentlich gleichbleibende Bedingungen für das Zuführen von Gas vor. Der Riemen, welcher vorzugsweise das Förderglied eines Waagerechtfördereres ist, muß deshalb nicht an unterschiedlich dicke Isolierglasscheiben oder an unterschiedlich dicke Glastafeln angepasst werden. Das ist ein wesentlicher Vorteil gegenüber dem aus der
EP 0 674 086 A1 bekannten Stand der Technik, bei welchem der Waagerechtförderer zwei parallel laufende Riemen hat, zwischen denen das Schwergas aus einem Zuführkanal hochsteigt. Dieser bekannte Waagerechtförderer muß nämlich durch Querverschieben an unterschiedlich dicke Glastafeln und Isolierglasscheiben angepasst werden. - Mit Hilfe des erfindungsgemäß vorgesehenen einheitlichen Riemens läßt sich die Scheibenanordnung während des Gasfüllvorganges nach unten hin einfach abdichten:
- Der Riemen liegt dem unteren Rand der zweiten Glastafel auf jeden Fall an und dichtet dort ab. Der Riemen erstreckt sich bis unter den unteren Rand der ersten Glastafel und noch darüber hinaus, so dass dort nur noch der Spalt zwischen dem Riemen und dem unteren Rand der ersten Glastafel abzudichten ist. Das kann dadurch geschehen, dass an diesem Spalt die Mündung eines Kanals oder einer langgestreckten Düse vorgesehen wird, durch welche das von Luft verschiedene Gas zugeführt wird. Dieser Kanal oder diese Düse kann so gebildet werden, dass sie den Spalt zwischen dem Riemen und dem unteren Rand der ersten Glastafel rückseitig abschließt, d. h. hinter der der zweiten Glastafel abgewandten Seite der ersten Glastafel. Neben den aufragenden Rändern der Glastafelanordnung kann man, wie im Stand der Technik mehrfach bekannt, Dichtungen anordnen, welche sich von einer oberhalb des Riemens gelegenen Stelle bis auf den Riemen erstrecken. Die Dichtungen können unmittelbar an die Ränder der Glastafeln angelegt werden. In einem solchen Fall kann der Gasfüllvorgang auch außerhalb einer Isolierglaspresse stattfinden, in welcher in den meisten Fällen Isolierglasscheiben zwischen zwei Pressplatten positioniert, mit Gas gefüllt, zusammengebaut und verpresst werden. Vorzugsweise wird jedoch auch das erfindungsgemäße Verfahren in einer Vorrichtung zum Zusammenbauen und Verpressen von Isolierglasscheiben ausgeübt, welche zwei in ihrem gegenseitigen Abstand veränderliche Platten hat, zwischen welchen die Glastafeln einander paarweise gegenüberliegend positioniert und - gegebenenfalls nach dem Gasfüllen - dadurch geschlossen werden, dass die beiden Glastafeln durch Verringern des Abstandes der beiden Platten einander angenähert werden, bis die erste Glastafel auf den Abstandhalter trifft und mit ihm verklebt. In der Nähe des unteren Randes der Platten hat eine solche Vorrichtung üblicherweise einen Waagerechtförderer, auf welchem die Glastafeln stehend und gegen eine der Platten gelehnt in die Vorrichtung gefördert und auf welchem die zusammengebaute Isolierglasscheibe stehend und gegen eine der Platten gelehnt herausgefördert wird. Erfindungsgemäß hat der Waagerechtförderer als Förderglied einen Riemen.
- Bestehende Fertigungslinien für Isolierglasscheiben können mit einer erfindungsgemäßen Vorrichtung nachgerüstet werden. Außerdem ist es möglich, bestehende Vorrichtungen zum Gasfüllen und Zusammenbauen von Isolierglasscheiben in eine erfindungsgemäße Vorrichtung umzubauen.
- Für die Durchführung des erfindungsgemäßen Verfahrens und für den Bau einer erfindungsgemäßen Vorrichtung kann im wesentlich auf Bauteile und Baugruppen zurückgegriffen werden, welche in Fertigungslinien für Isolierglasscheiben bewährter Stand der Technik sind. Die Erfindung kann deshalb preiswert in die Praxis umgesetzrt werden.
- Die Erfindung ermöglicht ein gleichmäßiges Füllen von Isolierglasscheiben mit einem von Luft verschiedenen Gas mit hohen Füllgraden bei verhältnismäßig geringen Gasverlusten.
- Bei Ausübung der Erfindung können kürzere Taktzeiten als bisher erreicht werden.
- Wenn gemäß Anspruch 3 das erfindungsgemäße Verfahren zwischen den Platten einer vertikalen Vorrichtung zum Gasfüllen und Zusammenbauen von Isolierglasscheiben durchgeführt wird, dann können die Dichtungen, welche neben den aufragenden Rändern der Glastafeln angeordnet werden sollen, den Rändern der Glastafeln angelegt oder in einem gewissen Abstand von den Rändern der Glastafeln an die beiden Platten angelegt werden. Die zuletzt angegebene Möglichkeit wird bevorzugt. Am besten positioniert man ein Glastafelpaar an einem der Enden der Platten und legt eine der beweglichen Dichtungen an diese Enden der Platten. Die andere bewegliche Dichtung könnte man zwischen den Platten in Förderrichtung des Riemens verschieben und neben den aufragenden Rändern der Glastafeln positionieren. Der damit verbundene Aufwand läßt sich aber vermeiden, indem man in einer der Platten eine Folge von vertikalen Dichtleisten vorsieht, die gegen die andere Platte vorgeschoben werden können und zu diesem Zweck einzelbar betätigbar sind. Ihr Verschiebeweg ist verglichen mit dem Fahrweg einer in Förderrichtung verschiebbaren Dichtung nur kurz und verbraucht kaum Taktzeit. Von den in Weiterbildung der Erfindung vorgesehenen Dichtleisten betätigt man immer jene, die dem aufragenden Rand des mit Gas zu füllenden Glastafelpaares am nächsten liegt.
- Die Glastafeln sollen einander beim Gasfüllen so gegenüberliegen, dass sie durch Annähern der Glastafeln, insbesondere durch Annähern der Platten der Vorrichtung zum Gasfüllen und Zusammenbauen von Isolierglasscheiben, zu einer geschlossenen Isolierglasscheibe verbunden werden können. Das erfordert nicht, dass sie während des Gasfüllens einander bereits deckungsgleich und parallel gegenüber liegen, doch wird das bevorzugt, weil es den Bewegungsablauf beim Zusammenbauen der Isolierglasscheibe vereinfacht (es muß nur noch eine geradlinige Parallelverschiebung durchgeführt werden) und weil es geeignet ist, den Gasverbrauch zu verringern.
- Der Spalt zwischen dem Riemen und der einen Glastafel, durch den hindurch das von Luft verschiedene Gas eingefüllt wird, kann auf unterschiedliche Weise hergestellt werden. Eine Möglichkeit besteht darin, die Glastafel vom Riemen abzuheben. Das kann mit Hilfe der Platte geschehen, an welche die Glastafel gelehnt ist. In einer Vorrichtung zum Gasfüllen und Zusammenbauen von Isolierglasscheiben sind die Platten üblicherweise mit Löchern versehen, durch die wahlweise Luft geblasen oder gesaugt werden kann. Durch Blasen wird zwischen der Platte und einer an ihr lehnenden Glastafel ein Luftkissen erzeugt, auf welchem sie beim Transport schonend gleiten kann. Zum Fixieren einer Glastafel an einer solchen Platte wird sie angesaugt. Zum Abheben einer Glastafel vom Riemen kann die Glastafel zunächst von ihrer Platte angesaugt und dann durch kurzes Anheben der Platte, was mit Druckmittelzylindern erfolgen kann, angehoben werden. Eine andere Möglichkeit besteht darin, die Platte um eine unterhalb des Riemens liegende, zur Förderrichtung parallele Achse zu verschwenken, was später noch erläutert wird. Eine weitere Möglichkeit, einen Abstand zwischen dem unteren Rand der Glastafel und dem Riemen zu schaffen, besteht darin, den Riemen um eine zur Förderrichtung parallele Achse nach unten zu verschwenken, wobei ein Schenkwinkel von einigen Grad ausreicht. Die Schwenkachse liegt zweckmäßigerweise am unteren Rand der anderen Glastafel. Die genannten Möglichkeiten, einen Abstand zwischen dem unteren Rand der einen Glastafel und dem Riemen zu schaffen, können auch miteinander kombiniert werden.
- Um die Glastafeln an den Platten fixieren zu können, wird bevorzugt, dass sie den Platten flächig anliegen.
- Zum Durchführen der Erfindung kann entweder die erste Glastafel oder die zweite, mit einem Abstandhalter versehene Glastafel mit ihren unteren Rand in einen Abstand vom Riemen gebracht werden. Vorzugsweise tut man das mit der ersten Glastafel, auf welcher sich kein Abstandhalter befindet. Das Gas kann deshalb auf kürzestem Wege, unmittelbar hinter dem Rand der ersten Glastafel, in den Zwischenraum zwischen den Glastafeln einströmen und findet dafür bei allen möglichen Isolierglasscheibendicken annähernd gleiche Bedingungen vor.
- Zum Einleiten des von Luft verschiedenen Gases in den Zwischenraum zwischen den Glastafeln kann grundsätzlich von der Seite her eine langgestreckte Düse in den Spalt zwischen dem Riemen und dem davon im Abstand angeordneten Rand der ersten Glastafel geschoben werden. Den dafür erforderlichen apparativen Aufwand kann man sich jedoch sparen, wenn man in Weiterbildung der Erfindung vorsieht, dass das Gas durch jene Platte hindurch zugeführt wird, an welcher die vom Riemen entfernte Glasscheibe angeordnet ist, insbesondere die erste Glasscheibe. Die Zuführeinrichtung für das Gas befindet sich deshalb, ohne dass es einer gesonderten Zustellbewegung bedürfte, bei allen möglichen Isolierglasscheibenformaten stets an der Stelle, wo man das Gas benötigt. Dabei ist es bevorzugt, das Gas in der Platte so zu führen, dass es aus der Unterseite der Platte austritt, wo es auf den Riemen trifft und von diesem umgelenkt wird in den Zwischenraum zwischen den beiden Glastafeln. Es ist dann lediglich noch hinter der oder den Austrittsöffnungen des Gases an der Unterseite der Platte eine Dichtung vorzusehen, bei welcher es sich mit Vorteil um einen aufblasbaren Schlauch handeln kann, welcher sich über die gesamte Länge der Platte erstreckt und am besten in einer Nut angeordnet ist, in die er sich zurückziehen kann, wenn er nicht benötigt wird, und aus welcher er durch Aufblasen hervortritt und auf den gegenüberliegenden Riemen trifft, wenn er zum Abdichten benötigt wird.
- In einer Vorrichtung zum Zusammenbauen von Isolierglas können beide Platten beweglich sein. Eine Vorrichtung, bei welcher das der Fall ist, ist in der
EP 0 615 044 A1 offenbart. Üblich sind hingegen Vorrichtungen zum Zusammenbauen von Isolierglasscheiben, in denen nur eine der beiden Platten beweglich und die andere unbeweglich angeordnet ist. In diesem Fall wird es erfindungsgemäß bevorzugt, das von Luft verschiedene Gas durch die bewegliche Platte hindurch zuzuführen. Die bewegliche Platte eignet sich nämlich am besten dafür, die noch nicht mit einem Abstandhalter versehene erste Glastafel zu übernehmen und zu fixieren. - In einer vertikalen Vorrichtung zum Zusammenbauen von Isolierglasscheiben ist der Waagerechtförderer im Stand der Technik so ausgerichtet, dass sein Förderglied oder seine Förderglieder einen rechten Winkel mit der Oberfläche der Platten einschließen. So ist das auch bei der aus der
EP 0 674 086 A1 bekannten Vorrichtung, bei welcher das Obertrum des Riemens rechtwinklig zu den einander zugewandten Oberflächen der Platten ausgerichtet ist, so dass die Glastafeln den Platten vollflächig anliegend und mit ihrem unteren Rand flächig auf dem Band stehend gefördert und positioniert werden. Erfindungsgemäß wird jedoch etwas anderes bevorzugt, nämlich den Riemen des Waagerechtförderers und die Platten nicht im rechten Winkel, sondern geneigt zueinander anzuordnen, insbesondere so, dass das Obertrum des Riemens mit der Oberfläche der feststehenden Platte einen Winkel einschließt, der größer als 90 ° ist. Besonders bevorzugt ist es, das Obertrum des Riemens nicht nur in seiner Förderrichtung, sondern auch quer dazu waagerecht anzuordnen. Bei der Neigung von 6 ° gegen die Senkrechte, welche in herkömmlichen Vorrichtungen zum Zusammenbauen von Isolierglasscheiben die Platten üblicherweise haben, beträgt der Winkel zwischen dem Obertrum des Riemens und der feststehenden Platte dann 96 °. Die Folge davon ist, dass die vollflächig an der Platte lehnende Glastafel nicht mehr mit ihrem gesamten unteren Rand auf dem Riemen steht, sondern nur noch mit ihrer äußeren Kante, welche sich mit dem hohen Druck, der an der Kante herrscht, in den Riemen eindrückt und zu einer guten Abdichtung führt. Üblicherweise weist der Riemen eine Schicht aus einem verschleißarmen elastomeren Werkstoff wie zum Beispiel dem unter dem Handelsnamen Vulkollan bekannten Polyurethan auf Ein weiterer Vorteil dieser Anordnung liegt darin, dass der Kraftschluß zwischen der Glastafel und dem Riemen verbessert wird, so dass beim Fördern die Gefahr eines Schlupfes zwischen der Glastafel und dem Riemen verringert wird, was zu einer höheren Genauigkeit beim Positionieren der Glastafeln führt. - Es ist aber auch möglich, wie weiter vom schon erläutert wurde, das Obertrum des Riemens zunächst in einem rechten oder nahezu rechten Winkel zu einer der beiden Platten anzuordnen und den Riemen danach, vor dem Zuführen des von Luft verschiedenen Gases, um eine zur Förderrichtung parallele Achse um einen spitzen Winkel nach unten zu schwenken, um dadurch einen Spalt zum Zuführen des Gases zu öffnen oder um einen bereits hergestellten Spalt zu vergrößern.
- Herkömmliche Vorrichtungen zum Zusammenbauen von Isolierglasscheiben arbeiten meist so, dass von den beiden Platten nur eine beweglich und die bewegliche Platte nur parallel zu sich selbst senkrecht zur feststehenden Platte bewegt werden kann. In einer solchen Vorrichtung werden zwei Glastafeln dadurch einander gegenüberliegend positioniert, dass zunächst die erste Glastafel gegen die feststehende Platte gelehnt in die Vorrichtung gefördert und in vorbestimmter Stellung angehalten wird. Dann wird die bewegliche Platte gegen die erste Glastafel bewegt, saugt sie an und geht wieder in ihre Ausgangsstellung zurück, wobei sie die erste Glastafel mitnimmt. Erst dann wird die zweite Glastafel, gegen die feststehende Platte gelehnt, in die Vorrichtung gefördert und deckungsgleich zur ersten Glasplatte positioniert. Erfindungsgemäß hingegen wird eine andere Arbeitsweise bevorzugt, bei welcher die Platten zunächst V-förmig angeordnet werden, so dass die erste und zweite Glastafel gleichzeitig in V-förmiger Anordnung zwischen die Platten gefördert und in vorbestimmter Lage stillgesetzt werden, unter Beibehalten ihrer V-förmigen Anordnung, in welcher sie einander gegenüberliegend positioniert würden. Der Zeitaufwand für ein Umsetzen der ersten Glastafel von der feststehenden Platte auf die bewegliche Platte kann in der Zusammenbauvorrichtung eingespart werden, was von Bedeutung ist, weil die Zusammenbauvorrichtung, insbesondere dann, wenn in ihr ein Gasfüllvorgang stattfindet, die langsamste Vorrichtung in einer Isolierglasfertigungslinie ist.
- Wie man die erste und die zweite Glastafel bereits außerhalb der Vorrichtung zum Zusammenbauen von Isolierglasscheiben einander V-förmig gegenüberliegend anordnen und dann gleichzeitig in die Zusammenbauvorrichtung fördern kann, ist in der von demselben Erfinder am selben Tage eingereichten Patentanmeldung mit dem Titel "Verfahren zum Positionieren von Glastafeln in einer vertikalen Zusammenbau- und Pressvorrichtung für Isolierglasscheiben" offenbart, worauf hiermit ausdrücklich Bezug genommen wird. Eine Kombination der beiden Erfindungen bringt bedeutende Vorteile.
- Sind zwei Glastafeln in V-förmiger Anordnungen zwischen die Platten gefördert und dort positioniert worden, kann die bewegliche Platte der unbeweglichen Platte angenähert werden, indem sie um eine zur Förderrichtung parallele Achse geschwenkt wird. Die Lage der Schwenkachse wird vorzugsweise so gewählt, dass durch die Schwenkbewegung die von der schwenkenden Platte gehaltene erste Glastafel von dem Riemen abgehoben wird. Dabei wird die Platte vorzugsweise bis in eine zur gegenüberliegenden Platte parallele Zwischenstellung geschwenkt. In dieser Zwischenstellung findet vorzugsweise der Gasfüllvorgang statt. Aus dieser Zwischenstellung heraus wird die verschwenkbare Platte dann, wie an sich bekannt, parallel zu sich selbst senkrecht zu der feststehenden Platte verschoben und dieser angenähert und dadurch die Isolierglasscheibe geschlossen. Das Verschwenken und das Parallelverschieben der verschwenkbaren Platte können teilweise auch gleichzeitig ablaufen. In der letzten Phase des Zusammenbauvorganges sollten jedoch die beiden Platten parallel zueinander sein. Die Lage der Achse, um welche die bewegliche Platte geschwenkt wird, sollte, damit es zu einem Abheben der einen Glastafel vom Riemen kommt, so gewählt werden, dass die Achse nicht oberhalb des Obertrums des Riemens liegt. Vorzugsweise liegt sie unterhalb des Obertrums des Riemens und in der Nähe der Flucht der Oberfläche der feststehenden Platte, gegen welche die bewegliche Platte verschwenkt wird.
- Wenn die bewegliche Platte verschwenkbar ist, dann hat sie eine Ausgangslage, in welche die beiden Platten V-förmig zueinander stehen. In dieser Ausgangslage sollten die beiden Platten zweckmäßigerweise einen gleich großen Winkel mit dem Obertrum des Riemens einschließen, insbesondere einen Winkel von 95 ° bis 100 °, insbesondere etwa 96 °, eine Neigung, die sich bei vertikalen Isolierglasfertigungslinien bewährt hat. Bei dieser V-förmigen Orientierung stehen beide Glastafeln eines Glastafelpaares mit ihrem unteren Rand nicht vollflächig auf dem Riemen, sondern nur mit ihren äußeren Kanten, mit den Vorteilen, die schon erläutert worden sind.
- Werden, wie es bevorzugt ist, die Glastafeln bereits außerhalb der Vorrichtung zum Zusammenbauen von Isolierglasscheiben einander V-förmig gegenüberliegend angeordnet, dann ist es besonders günstig, nicht nur ein Glastafelpaar, sondern zwei oder mehr als zwei Glastafelpaare außerhalb der Zusammenbauvorrichtung in dichter Folge einander V-förmig gegenüberliegend anzuordnen und sie dann gemeinsam, gleichlaufend in die Zusammenbauvorrichtung zu fördern und dort in der beschriebenen Weise parallel auszurichten, das von Luft verschiedene Gas einzuleiten und die Scheiben dann gemeinsam zu schließen. Das erlaubt eine sehr rationelle Arbeitsweise. Da Zusammenbauvorrichtungen für Isolierglasscheiben im allgemeinen 4 m lang oder sogar noch länger sind, um auch sehr große Isolierglasscheiben zusammenbauen zu können, die meisten Isolierglasscheiben aber eine Länge von unter einem Meter haben, kann durch eine solche Weiterbildung der Erfindung die Zusammenbauvorrichtung sehr viel besser ausgenutzt werden als zuvor. Im Zusammenhang mit der vorliegenden Erfindung hat das zusätzliche Vorteile, weil durch das Aufstellen der Glastafeln auf ihre Außenkante eine bessere Abdichtung erzielt wird und durch das Verschwenken der beweglichen Platte ohne weiteres ein Abheben der jeweils ersten Glastafel erreicht wird, und zwar auf schonende Weise, weil die scharfe Glaskante infolge des Abhebens vom Riemen diesen bei der Zusatnmenbaubewegung nicht beansprucht.
- Damit der Riemen seine Förderaufgabe und seine Dichtaufgabe gut erfüllen kann, soll sein Obertrum über seine Länge unterstützt werden. Das könnte mittels einer dichten Folge von Rollen geschehen, über welche der Riemen hinweg läuft. Vorzugsweise wird jedoch zum Unterstützen des Obertrums des Riemens eine Schiene eingesetzt, welche eine bessere Abstützung und eine bessere Abdichtung am unteren Rand der Glasscheiben ermöglicht.
- Bei der erfindungsgemäßen Vorrichtung sind die Mittel zum Zuführen des von Luft verschiedenen Gases vorzugsweise an oder in einer der Platten vorgesehen und müssen daher nicht durch eine von den Platten gesonderte Bewegung zu dem Spalt zwischen dem Riemen und der Unterseite der einen Glastafel bewegt werden, um das Gas zwischen die Platten einführen zu können. Vorzugsweise wird das von Luft verschiedene Gas durch jene Platte hindurch zugeführt, welche dazu dient, die erste Glastafel zu halten, an welcher kein Abstandhalter vorgesehen ist. Vorzugsweise sind ein oder mehrere Austrittsöffnungen für das Gas an der Unterseite der betreffenden Platte vorgesehen, so dass das Gas in unmittelbarer Nachbarschaft des unteren Randes der Glastafel, an welcher der Füllspalt gebildet wird, austritt und durch den Riemen in den Zwischenraum zwischen den Glastafeln umgelenkt wird.
- Da in der Vorrichtung in der Regel unterschiedlich lange Isolierglasscheiben zusammenzubauen und mit einem Schwergas zu füllen sind, ist vorzugsweise ein in der Förderrichtung verlaufender, in getrennte Abschnitte unterteilter Kanal für das Zuführten von Schwergas vorgesehen. Den Abschnitten, in die der Kanal unterteilt sind, kann das Gas getrennt zugeführt werden und jeder Abschnitt des Kanals steht mit einer oder mehreren Austrittsöffnungen in Verbindung, die nur ihm zugeordnet sind und in der Nähe des Spaltes zwischen dem Riemen und der einen Glastafel liegen, insbesondere an der Unterseite der betreffenden Platte. Im Betrieb der Vorrichtung wird das Gas dann nur jenen Abschnitten des Kanals zugeführt, deren Austrittsöffnungen sämtlich neben einer zu füllenden Isolierglasscheibe liegen.
- In einer abgewandelten Ausführungsform kann an oder in der betreffenden Platte ein in der Förderrichtung verlaufender Kanal vorgesehen sein, welcher sich über die volle Länge der Platte erstreckt, wenn von diesem Kanal Stichleitungen ausgehen, welche einzeln absperrbar sind und zu Austrittsöffnungen führen, welche in der Nähe des Spaltes zwischen dem Riemen und der einen Glastafel liegen, insbesondere an der Unterseite der betreffenden Platte. In diesem Fall bleiben beim Gasfüllen alle jene Stichleitungen abgesperrt, welche zu Austrittsöffnungen führen, welche nicht neben einer zu füllenden Isolierglasscheibe liegen.
- Um den Füllspalt abzudichten, empfiehlt es sich, die Austrittsöffnungen für das Gas nahe bei der Vorderseite der betreffenden Platte zwischen der Vorderseite und einer an der Unterseite vorgesehenen, längs verlaufenden, gegen den Riemen oder gegen eine den Riemen stützende Schiene gerichteten, in der Förderrichtung verlaufenden Dichtung anzuordnen. Solche Dichtungen können mit Vorteil zwischen beiden Platten und dem Riemen oder einer ihn stützenden Schiene vorgesehen sein, zum Beispiel an der Unterseite der Platten.
- An der dem Füllspalt abgewandten Seite des Waagerechtförderers kann die Abdichtung dadurch verbessert werden, dass das Obertrum des Riemens über seine Länge durch eine Schiene unterstützt ist, welche über ihre Länge gasdicht und fest mit der benachbarten Platte, insbesondere mit der feststehenden Platte, verbunden ist. Es ist aber auch möglich, das Obertrum des Riemens über seine Länge durch eine Schiene zu unterstützen, welche seitlich über den Riemen vorsteht, und wenigstens auf einer Seite des Riemens, besser zu beiden Seiten des Riemens, auf der Oberseite der Schiene oder in einer Nut der Schiene eine gegen die gegenüberliegende Unterseite der Platte gerichtete Dichtung vorzusehen. Das ist günstiger, als in einer Nut in der Unterseite der betreffenden Platte eine Dichtung vorzusehen, denn es erleichtert, was noch beschrieben wird, das Abdichten der vertikalen Ränder der zusammenzubauenden Isolierglasscheiben.
- Als längs verlaufende Dichtungen eignen sich besonders Schläuche, zum Beispiel solche, welche infolge von eigener Elastizität gegen eine Rückstellkraft zusammengedrückt werden können, insbesondere jedoch Schläuche, welche aufblasbar und durch Evakuieren einziehbar sind.
- Zwischen zwei Austrittsöffnungen, welchen das Schwergas unabhängig voneinander zuführbar ist, weist die betreffende Platte vorzugsweise einen von oben nach unten beweglichen Schieber auf, welcher sich quer zur Förderrichtung von der Vorderseite der Platte bis zu einer längs verlaufenden Dichtung erstreckt, welche zwischen der Unterseite der betreffenden Platte und dem Riemen oder einer ihn stützenden Schiene vorgesehen ist. Dieser Schieber ist bis zum Anschlag auf dem Obertrum des Riemens nach unten verschiebbar und errichtet zwischen der Unterseite der betreffenden Platte und dem Riemen eine Barriere gegen Gasverluste, welche andernfalls an der Unterseite der Platte in Förderrichtung oder entgegen der Förderrichtung erfolgen könnten.
- Als vertikale Begrenzung der mit Schwergas zu füllenden Kammer ist einerseits an einem der Enden der Platten eine Dichtung vorgesehen, welche sich zweckmäßigerweise über die gesamte Höhe der Platten erstreckt und an den Rand beider Platten anlegbar ist, insbesondere eine Leiste oder eine Klappe. Das andere Ende der mit Schwergas zu füllenden Kammer wird zweckmäßigerweise durch eine von mehreren Dichtungen begrenzt, welche mit Abstand zueinander in vertikalen Schlitzen einer der beiden Platten vorgesehen und einzeln und unabhängig voneinander bis zur Anlage an der gegenüberliegenden Platte aus ihren vertikalen Schlitzen vorschiebbar sind. Zweckmäßigerweise liegen diese vertikalen Dichtungen genau den in der gegenüberliegenden Platte vorgesehenen Schiebern gegenüber, nicht aber einer der Austrittsöffnungen gegenüber.
- Die in der Platte angeordneten vertikalen Dichtungen können Leisten sein, welche nicht viel breiter sein müssen als der beim Gasfüllen maximal auftretende Abstand der beiden Platten. Die Dichtungen können einzeln von der Rückseite der Platte aus vorgeschoben werden, zum Beispiel mittels pneumatischer Zylinder. Um gegenüber dem Riemen und der gegebenenfalls seitlich über den Riemen vorstehenden Schiene, die den Riemen schützt, eine gute Abdichtung zu erzielen, ist an der Unterseite der Leisten vorzugsweise ein anpassungsfähiges Dichtelement vorgesehen, insbesondere eine Bürste, deren Borsten nach unten gerichtet sind. Es hat sich gezeigt, dass eine solche Bürste langlebig ist und ein ausreichendes Maß an Dichtigkeit gewährleistet.
- Ausführungsbeispiele der Erfindung sind - zum Teil schematisch - in den beigefügte Zeichnungen dargestellt. Gleiche oder einander entsprechende Teile sind in den verschiedenen Zeichnungen mit übereinstimmenden Bezugszahlen bezeichnet. Die im allgemeinen Beschreibungsteil als Platte bezeichneten Teile der Zusammenbauvorrichtung sind in der Beschreibung der Zeichnungen als Pressplatten bezeichnet, da sie sich zum Verpressen der Isolierglasscheiben eignen.
- Figur 1
- zeigt eine Seitenansicht einer Paarungsstation mit V-förmig zueinander an- geordneten Stützeinrichtungen,
- Figur 2
- zeigt diese Paarungsstation in einer Ansicht wie in
Figur 1 , jedoch mit paral- lel zueinander stehenden Stützeinrichtungen, - Figur 3
- zeigt als Detail und gegenüber der
Figur 1 vergrößert einen Vertikalschnitt durch einen unteren Bereich der Paarungsstation mit ihren V-förmig ange- ordneten Stützeinrichtungen, wobei an einer von diesen eine Glastafel anliegt, - Figur 4
- zeigt die Paarungsstation in einer Darstellung entsprechend der
Figur 3 , je- doch mit einander parallel gegenüberliegenden Stützeinrichtungen, wobei an beiden eine Glastafel anliegt, - Figur 5
- zeigt die Paarungsstation in einer Darstellung entsprechend der
Figur 4 , je- doch mit V-förmig zueinander angeordneten Stützeinrichtungen in ihrer Ausgangslage, - Figur 6
- zeigt in einer Darstellung entsprechend der
Figur 5 einen Vertikalschnitt durch den unteren Bereich einer auf die Paarungsstation folgenden Puffersta- tion, die - Figuren 7 bis 10
- zeigen in einer schematischen Draufsicht einen Ausschnitt aus einer Ferti- gungslinie für Isolierglasscheiben in aufeinanderfolgenden Phasen der Isolierglasfertigung,
- Figur 11
- zeigt in einer der
Figur 5 entsprechenden Darstellung einen Vertikalschnitt durch den unteren Bereich einer Vorrichtung zum Zusammenbauen, Gasfül- len und Verpressen von Isolierglasscheiben, mit den Pressplatten in ihrer V- förmigen Ausgangsstellung, - Figur 12
- zeigt in einer Darstellung entsprechend der
Figur 11 einen Schnitt durch die Vorrichtung zum Zusammenbauen, Gasfüllen und Verpressen von Isolier- glasscheiben, jedoch mit zueinander parallel stehenden Pressplatten bei noch nicht geschlossener Isolierglasscheibe, in der Phase des Gasfüllens, - Figur 13
- zeigt einen Vertikalschnitt durch den unteren Bereich der Vorrichtung zum Zusammenbauen, Gasfüllen und Verpressen von Isolierglasscheiben in der- selben Phase wie in
Figur 12 , jedoch durch eine Zwischenwand des Kanals zum Zuführen von Schwergas gelegt, - Figur 14
- zeigt in einer Darstellung entsprechend der
Figur 12 die Vorrichtung zum Zusammenbauen, Gasfüllen und Verpressen in der Phase des Pressvorganges, - Figur 15
- zeigt einen durch die Vorrichtung zum Zusammenbauen, Gasfüllen und Ver- pressen gemäß
Figur 12 gelegten Längsschnitt gemäß der Schnittlinie XV- XV inFigur 12 , und zwar vor Beginn des Gasfüllvorganges, - Figur 16
- zeigt den Schnitt aus
Figur 15 in einer späteren Phase des Gasfüllvorganges, - Figur 17
- zeigt den Schnitt aus
Figur 15 am Ende des Gasfüllvorganges, nach dem Schließen der Isolierglasscheiben, wobei die Pressplatten, die inFigur 14 dargestellte Lage angenommen haben, - Figur 18
- zeigt als Detail den senkrecht zu einer der Pressplatten gelegten Schnitt XVIII-XVIII durch den Bereich einer zwischen den Enden der Pressplatte angeordneten Dichtung und durch eine am vorderen Ende der Pressplatten angeordnete weitere Dichtung, und
- Figur 19
- zeigt in einer Darstellung wie in
Figur 13 ein Detail einer Vorrichtung zum Zusammenbauen, Gasfüllen und Verpressen mit einem abgewandelten Dichtungskonzept. - Die in den
Figuren 1 bis 5 dargestellte Paarungsstation hat zwei einander gegenüberliegende Stützeinrichtungen 1 und 2 auf einem Gestell 3. Die beiden Stützeinrichtungen 1 und 2 weisen jeweils eine Platte 1a und 2a auf, welche an vielen über die Platten verteilten Stellen durchgehende Löcher 4 aufweist, welche an der Rückseite der jeweiligen Platte 1a und 2a von einer Haube 5 abgedeckt sind, welche mit einem nicht dargestellten Gebläse verbunden ist, durch welches wahlweise Luft in die unter der Haube 5 gebildete Kammer 6 geblasen oder Luft aus der Kammer 6 abgesaugt werden kann. - Die erste Stützeinrichtung 1 steht auf einem fest mit dem Gestell 3 verbundenen Sockel 7; ihr oberes Ende stützt sich rückseitig über Streben 8 am Gestell 3 ab. Die Anordnung ist so getroffen, dass die Platte 1a um einen Winkel von zum Beispiel 6 ° gegen die Senkrechte nach hinten geneigt ist. Der waagerechte Boden, auf welchem das Gestell 3 steht, ist mit der Bezugszahl 9 bezeichnet.
- Die zweite Stützeinrichtung 2 ist um eine waagerechte Achse 10, welche in den
Figuren 1 und2 senkrecht zur Zeichenebene verläuft, schwenkbar auf einem Schlitten 11 gelagert, welcher seinerseits geradlinig auf Schienen 12 verschiebbar ist, welche in zur Schwenkachse 10 senkrechten Ebenen liegen und um denselben Winkel gegen die Horizontale 9 geneigt sind, wie die Platte 1a gegen die Senkrechte geneigt ist. Demnach ist der Schlitten 11 in einer zur Platte 1a senkrechten Richtung verschiebbar. Die Verschiebung des Schlittens 11 erfolgt mittels eines Motors 13, welcher eine Spindel 15 eines Spindelgetriebes 14 antreibt, dessen Spindelmutter sich in einem Gehäuse 16 befindet und um eine zur Förderrichtung parallele waagerechte Achse verschwenkbar mit dem Schlitten 11 verbunden ist. Die Spindel 15 ist ebenfalls um eine zur Förderrichtung parallele Achse in einer Halterung 17 gelagert, welche auf dem Gestell 3 befestigt ist. - Die oberen Enden der Stützeinrichtungen 1 und 2 sind durch ein weiteres Spindelgetriebe 14a miteinander verbunden, dessen Spindel 15a verschwenkbar in einer an der ersten Stützeinrichtung 1 befestigten Halterung 17a gelagert ist und durch einen Motor 13a angetrieben wird. Die zugehörige Spindelmutter befindet sich in einem Gehäuse 16a und ist verschwenkbar in einer Halterung 18 gelagert, welche an der beweglichen Stützeinrichtung 2 befestigt ist. Die Spindelgetriebe 14 und 14a sind zweifach vorhanden, vorzugsweise in der Nachbarschaft der vier Ecken der im Umriss rechteckigen Platten 1 und 2a.
- Durch Antreiben der Spindeln 14a kann die zweite Stützeinrichtung 2 aus ihrer in
Figur 1 dargestellten Ausgangsstellung, in welcher die Platten 1a und 2a einander V-förmig unter einem Winkel von zum Beispiel 12 ° gegenüberliegen, in die inFigur 2 dargestellte Zwischenstellung verschwenkt werden, in welcher die bewegliche Platte 2a der unbeweglichen Platte 1a parallel gegenüberliegt, vorzugsweise in einem Abstand von 5 cm bis 7 cm. Aus der inFigur 2 dargestellten Zwischenstellung kann die bewegliche Stützeinrichtung 2 durch synchrones Antreiben der unteren wie der oberen Spindeln 15 und 15a der feststehenden Stützeinrichtung 1 weiter angenähert werden, wobei die Parallelität zwischen ihnen erhalten bleibt. - Am unteren Rand der feststehenden Stützeinrichtung 1 ist ein Waagerechtförderer 20 befestigt, welcher durch einen Motor 21 antreibbar ist. Der Waagerechtförderer 20 ist ein erster Abschnitt eines aus mehreren Abschnitten zusammengesetzten Waagerechtsförderers, welcher sich durch die gesamte Fertigungslinie erstreckt, in welcher die Erfindung eingesetzt werden soll. Bei ihm kann es sich um eine Zeile von Rollen mit zylindrischer Mantelfläche handeln, welche mit zueinander parallelen, horizontalen Drehachsen unterhalb der beiden Stützeinrichtungen 1 und 2 angeordnet sind und so breit sind, vorzugsweise 10 cm bis 12 cm, dass sie den in der Ausgangsstellung der beweglichen zweiten Stützeinrichtung 2 vorhandenen Spalt 23 am unteren Rand der Platten 1a und 2a überbrücken. Dadurch, dass die Achsen 22 der Rollen des Waagerechtförderers 20 waagerecht verlaufen, schließen diese mit den Platten 1a und 2a in der in
Figur 1 dargestellten Ausgangsstellung jeweils einen gleichen Winkel von zum Beispiel 96 ° ein. - Der Waagerechtförderer 20 kann nicht nur durch eine Folge von synchron antreibbaren Rollen gebildet sein, sondern auch durch einen Riemen 20a, insbesondere durch einen Zahnriemen, welcher vom Motor 21 mittels eines Treibrades, insbesondere eines Zahnrades, antreibbar ist. Zur Vermeidung eines Durchhängens wird ein solcher Riemen 20a durch eine Folge von freilaufenden Rollen oder durch eine waagerechte Schiene unterstützt, auf welcher das Obertrum des Riemens 20a gleiten kann.
- Der Paarungsstation können einzelne Glastafeln 24 und 25 mittels eines Zuförderers 26 zugeführt werden, welcher im wesentlichen mit einem dem Waagerechtförderer 20 fluchtenden Waagerechtförderer und aus einer Stützeinrichtung besteht, deren Vorderseite mit der Vorderseite der ersten Stützeinrichtung 1 in der Paarungsstation fluchtet. Der Zuförderer 26 ist in den
Figuren 7 bis 10 schematisch dargestellt. - Um zwei Glastafeln 24 und 25 einander deckungsgleich gegenüberliegend in V-förmiger Anordnung zu positionieren, wird zunächst eine erste Glastafel 24 vom Zuförderer 26 in die Paarungsstation gefördert und dort der ersten Abstützeinrichtung 1 anliegend in einer vorbestimmten ersten Lage stillgesetzt, vorzugsweise in einer Lage, in welcher der vordere Rand der ersten Glastafel 24 nahe beim vorderen Ende der ersten, unbeweglichen Platte 1a liegt. Während des Förderns wird Luft in die Kammer 6 geblasen, welche durch die Löcher 4 austritt und zwischen der Platte 1a und der ersten Glastafel 24 ein Luftkissen erzeugt, auf welchem die erste Glastafel 24 beim Fördern reibungsarm gleitet und durch den im Luftkissen herrschenden Unterdruck zugleich an der Platte 1a gehalten wird. Hat die erste Glastafel 24 ihre vorbestimmte erste Lage erreicht, wird keine weitere Luft mehr in die Kammer 6 geblasen.
- Nun wird die zweite, bewegliche Platte 2a der Stützeinrichtung 2 durch Antreiben der Spindeln 15a zunächst in eine zur ersten Platte 1a parallele Stellung verschwenkt und dann durch synchrones Antreiben aller Spindeln 15 und 15a parallel zu sich selbst bis zum Anschlagen an der ersten Glastafel 24 verschoben. Dieser Bewegungsablauf ist in
Figur 3 gestrichelt dargestellt. Nun wird aus der Kammer 6 hinter der beweglichen Platte 2a Luft abgesaugt und dadurch die erste Glastafel 24 fest an die bewegliche Platte 2a angesaugt, so dass sie an dieser fixiert ist. Die Spindeln 15 und 15a werden nun in entgegengesetzter Richtung angetrieben und dadurch die Platte 2a parallel zu sich selbst von der feststehenden Platte 1a entfernt. Dabei wird wegen des Winkels der Schiene 12 gegenüber der Waagerechten 9 die Glastafel 24 unter demselben Winkel vom Waagerechtförderer 20 abgehoben und in einer abgehobenen Zwischenstellung, wie inFigur 4 dargestellt, zeitweise angehalten. Nun kann, ohne dass sich die Lage der ersten Glastafel 24 ändert, auf derselben Bahn, auf welcher die Glastafel 24 in die Paarungsstation gefördert wurde, eine zweite Glastafel 25, welche mit einem Abstandhalter 27 versehen ist, in die Paarungsstation gefördert werden; sie wird dort in derselben ersten Lage angehalten, in welcher auch die erste Glastafel 24 angehalten wurde. Die beiden Glastafeln 24 und 25 liegen einander nun deckungsgleich und parallel gegenüber, sieheFigur 4 . Nun wird durch Antreiben der oberen Spindeln 15a die zweite, bewegliche Platte 2a in ihre in denFiguren 1 und3 dargestellte Ausgangsstellung zurückverschwenkt. Dabei sind die Lage der Schwenkachse 10 und der Schwenktkel so aufeinander abgestimmt, dass die erste Glastafel 24 den Waagerechtförderer 20 noch nicht berührt, wenn die zweite, bewegliche Platte 2a ihre Ausgangslage wieder erreicht hat. Ist das geschehen, wird das Absaugen von Luft aus der Kammer 6 hinter der zweiten, beweglichen Platte 2a eingestellt, so dass die erste Glastafel 24 nicht länger fixiert ist, sondern an der zweiten Platte 2a nach unten gleitet, bis sie auf den Waagerechtförderer 22 trifft (sieheFigur 5 ). Dabei legt sie einen Weg von zum Beispiel 1 mm bis 2 mm zurück, was für die erste Glastafel 24 völlig ungefährlich ist. - Die beiden Glastafeln 24 und 25 liegen einander nun in V-förmiger Anordnung deckungsgleich gegenüber und stehen mit ihren einander abgewandten Unterkanten auf dem Waagerechtförderer 20. Damit ist der Paarungsvorgang für diese beiden Glastafeln 24 und 25 abgeschlossen. Die beiden Glastafeln 24 und 25 werden nun durch Antreiben des Waagerechtförderers 20 in eine auf die Paarungsstation folgende Pufferstation (siehe
Figur 8 ) gefördert. Ein rechtwinklig zur Förderrichtung gelegter Teilschnitt durch den unteren Bereich der Pufferstation ist inFigur 6 dargestellt. In der Darstellung derFigur 6 verläuft die Förderrichtung senkrecht zur Zeichenebene. Die Pufferstation hat eine erste Abstützeinrichtung 31 und eine zweite Abstützeinrichtung 32, welche beide mit einem Feld von freilaufenden Rollen 33 mit senkrechter Achse 34 bestückt sind. Die Rollen 33 der ersten Abstützeinrichtung 31 haben eine gemeinsame Tangentialebene 35 und die Rollen der zweiten Abstützeinrichtung 32 haben eine gemeinsame Tangentialebene 36. Die Tangentialebenen 35 und 36 sind in entgegengesetzte Richtungen gegen die Vertikale geneigt. Die Tangentialebene 35 fluchtet mit der Vorderseite der ersten Platte 1 a in der Paarungsstation. Die Tangentialebene 36 fluchtet mit der Vorderseite der zweiten Platte 2a in der Paarungsstation, wenn sie sich in ihrer in denFiguren 1 ,3 und5 dargestellten Ausgangsstellung befindet. Die Achsen 34 der Rollen 33 sind ortsfest angeordnet, so dass die Lage der Tangentialebenen 35 und 36 unveränderlich ist. Unterhalb der Abstützeinrichtungen 31 und 32 befindet sich ein weiterer Waagerechtförderer 30, dessen Oberseite mit der Oberseite des Waagerechtförderers 20 in der Paarungsstation fluchtet und genauso ausgebildet sein kann, wie dieser. Der Waagerechtförderer 30 ist ein zweiter Abschnitt des sich durch die Fertigungslinie erstreckenden Waagerechtförderers. - Es sei daraufhingewiesen, dass in der Paarungsstation die dortige erste Abstützeinrichtung 1 alternativ auch so ausgebildet sein kann, wie die erste Abstützeinrichtung 31 in der Pufferstation.
- Der Waagerechtförderer 30 ist unabhängig vom Waagerechtförderer 20 antreibbar. Durch gleichlaufendes Antreiben werden die in der Paarungsstation einander gegenüberstehenden Glastafeln 24 und 25 (
Figur 5 ) in die Pufferstation gefördert (Figur 6 ) und dort in einer vorbestimmten zweiten Lage positioniert, und zwar so, dass die Glastafeln 24 und 25 mit ihrem hinteren Rand möglichst nahe am hinteren Ende der Pufferstation stehen, wie es inFigur 7 am Beispiel eines Glastafelpaares D1/D2 dargestellt ist. - Da die Glastafeln 24 und 25 nicht senkrecht auf den Waagerechtförderern 20 und 30 stehen, sondern in entgegengesetzte Richtungen geneigt sind, stehen sie mit ihren äußeren Unterkanten auf dem jeweiligen Waagerechtförderer 20, 30. Die scharfen Glaskanten bewirken einen guten Kraftschluß zwischen den Glastafeln 24 und 25 und der üblicherweise etwas nachgiebigen Oberfläche des Waagerechtförderers 20, 30, welche zum Beispiel aus dem unter dem Handelsnamen Vulkollan bekannten Polyurethan besteht. Infolge des guten Kraftschlusses kann ein Schlupf zwischen den Glastafeln 24 und 25 und den Waagerechtförderern ausgeschlossen werden, so dass sich die Glastafeln 24 und 25 beim Fördern nicht gegeneinander verschieben, sondern ihre Lage relativ zueinander erhalten bleibt.
- Die Vorgänge des Paarens von Glastafeln, d. h. des Anordnen eines Paares von Glastafeln einander genau gegenüberliegend, und das Überführen des Glastafelpaares in die Pufferstation werden erfindungsgemäß so oft wiederholt, wie die Pufferstation weitere Glastafelpaare aufnehmen kann, wie es in den
Figuren 7 bis 10 schematisch dargestellt ist: -
Figur 7 zeigt den Zeitpunkt, zu dem ein Glastafelpaar D1/D2 am hinteren Ende der Pufferstation positioniert wurde. Bereits während des Überführens des Glastafelpaares D1/D2 in die Pufferstation kann vom Zuförderer 26 eine nachfolgende erste Glastafel E1 in die Paarungsstation gefördert und dort am vorderen Ende der ersten Abstützeinrichtung 31 positioniert werden (Figur 7 ), bevor sie in dieser Lage in der beschriebenen Weise von der zweiten Abstützeinrichtung 32 angesaugt und in die entgegengesetzt geneigte Lage überführt wird. Ist das geschehen, wird die mit einem Abstandhalter 27 versehene zweite Glastafel E2 in die Paarungsstation gefördert und dort so positioniert, dass sie der Glastafel E1 deckungsgleich gegenüberliegt. Nun wird das Glastafelpaar E1/E2 in die Pufferstation überführt und gleichzeitig wird in der Pufferstation das Glastafelpaar D 1/D2 weiter gefördert, um Platz für das nachfolgende Glastafelpaar E1/E2 zu schaffen (sieheFigur 8 ). Während dessen kann bereits die nächste erste Glastafel F1 eines weiteren Glastafelpaares F1/F2 in die Paarungsstation einlaufen. Um den Abstand zwischen den Glastafelpaaren D1/D2 und E1/E2 gegenüber dem Abstand, den sie inFigur 7 noch haben, zu verkleinern auf einen geringen Abstand, den sie in der inFigur 8 dargestellten Phase noch haben, wird der Antrieb des Waagerechtförderers 20 etwas eher eingeschaltet als der Antrieb des Waagerechtförderers 30. Der Antrieb des Waagerechtförderers 30 wird wieder stillgesetzt, wenn die hinteren Ränder des Glastafelpaares E1/E2 das hintere Ende der Pufferstation passiert haben, so dass die hinteren Ränder des Glastafelpaares E1/E2 die "zweite" Lage einnehmen, welche die hinteren Ränder des Glastafelpaares D1/D2 in der inFigur 7 dargestellten Phase innehatten, sieheFigur 9 . Der Antrieb des Waagerechtförderers 20 in der Paarungsstation wird zu einem späteren Zeitpunkt abgeschaltet, wenn die nachfolgende Glastafel F1 mit ihrem vorderen Rand am vorderen Ende der Paarungsstation angekommen ist (sieheFigur 9 ). Es erfolgt nun die Paarung des Glastafelpaares F1/F2 und wenn die erfolgt ist (Figur 9 ), wird das Glastafelpaar F1/F2 auf die bereits beschriebene Weise in die Pufferstation überführt und dort in der "zweiten" Lage positioniert, in welcher die hinteren Ränder des Glastafelpaares F1/F2 am hinteren Ende der Pufferstation liegen, dort, wo vorher das Glastafelpaar E1 und E2 mit seinen hinteren Rändern positioniert war. Für das nachfolgende Glastafelpaar G1/G2 ist nun kein Platz mehr in der Pufferstation. Das Glastafelpaar G1/G2 kann erst dann in die Pufferstation überführt werden, wenn der Weitertransport der Glastafelpaare D1/D2, E1/E2 und F1/F2 in die nachfolgende Zusammenbau- und Pressvorrichtung beginnt. In der Phase, in welcher die Pufferstation mit den Glastafelpaaren D1/D2, E1/E2 und F1/F2 belegt wurde, sind in der auf die Pufferstation folgenden Zusammenbau- und Pressvorrichtung drei vorhergehende Glastafelpaare A1/A2, B1/B2 und C1/C2 zum Füllen mit Schwergas positioniert, mit Schwergas gefüllt, zur Isolierglasscheiben geschlossen und verpresst worden. - Grundsätzlich ähnelt der Aufbau der Zusammenbau- und Pressvorrichtung dem Aufbau der Paarungsstation, so dass die anhand der
Figuren 1 bis 5 erfolgte Beschreibung des Aufbaus der Paarungsstation auf die Zusammenbau- und Pressvorrichtung zutrifft. Unterschiedlich ist, dass die Zusammenbau- und Pressvorrichtung länger ist als die Paarungsstation, nämlich so lang, dass sie sämtliche Glastafelpaare, mit welcher die Pufferstation belegt wird, aufnehmen kann. Die Pufferstation und die Zusammenbau- und Pressvorrichtung sind also in ihrer Länge aneinander angepasst. Unterschiedlich ist ferner, dass die Zusammenbau- und Pressvorrichtung im Hinblick auf den Vorgang des Gasfüllens mit Einrichtungen zum Zuführen eines Schwergases und zum Vermeiden von Schwergasverlusten mit Dichteinrichtungen versehen ist. Das wird anhand derFiguren 11 bis 18 noch beschrieben werden. Wegen der weitgehenden Analogie im Aufbau der Paarungsstation und der Zusammenbau- und Pressvorrichtung werden für entsprechende Teile übereinstimmende Bezugszahlen verwendet. Im Hinblick auf die Aufgabe, die Isolierglasscheiben zu verpressen, können die Pressplatten steifer ausgeführt sein als es die Platten 1a und 2a in der Paarungsstation sind. - In der Zusammenbau- und Pressvorrichtung sind die Pressplatten 1a und 2a wie auch die entsprechenden Platten 1 a und 2a in der Paarungsstation mit Löchern versehen, durch die nach Wahl Luft geblasen werden kann, um ein Luftkissen zu erzeugen, auf welchem Glastafeln beim Transport gleiten können und durch die nach Wahl Luft angesaugt werden kann, um Glastafeln an ihnen fixieren zu können. In den
Figuren 11 bis 18 sind diese Öffnungen nur aus Gründen der besseren Übersichtlichkeit nicht eingezeichnet worden. Die einander zugewandten Seiten der Pressplatten 1 a und 2a sind mit einer Lage 43 aus Gummi oder einem anderen elastomeren Material versehen. Diese Lage kann zum Beispiel 3 mm bis 4 mm dick sein. In den Pressplatten 1a und 2a, welche mit der feststehenden Platte 1a der Paarungsstation bzw. mit der beweglichen Platte 2a der Paarungsstation in ihrer Ausgangsstellung fluchten, befindet sich in einer Längsnut, welche im unteren Rand der Pressplatten 1a und 2a vorgesehen ist, ein Schlauch 41 bzw. 42, welcher wahlweise evakuiert oder aufgeblasen werden kann. Ist er evakuiert, dann hat er, wie inFigur 11 dargestellt, keine Berührung mit dem Waagerechtförderer 40. Der Waagerechtförderer 40 in der Zusammenbau- und Pressvorrichtung hat als Förderglied einen Riemen 40a, insbesondere einen Zahnriemen, durch welchen der Spalt zwischen den beiden Glastafeln 24 und 25 abgeschlossen wird und auch eine Abdichtung zwischen dem Riemen 40a und den Schläuchen 41 und 42 in den beiden Pressplatten 1 a und 2a erfolgt. Der Schlauch 42 erstreckt sich im wesentlichen über die volle Länge der Pressplatten 1a und 2a. Der Schlauch 41 kann, wie noch erläutert wird, in getrennte Abschnitte unterteilt sein. - Hinter dem Schlauch 42 befindet sich ein waagerechter Kanal 44, welcher durch Zwischenwände 45 in getrennte Abschnitte unterteilt ist, siehe
Figur 12 . Den Abschnitten des Kanals 44 kann durch getrennt absperrbare Zuleitungen 46 ein von Luft verschiedenes Gas zugeführt werden. Von jedem Abschnitt des Kanals 44 führt wenigstens ein Stichkanal 47 nach unten, vorzugsweise ein Längsschlitz oder eine Reihe von Stichkanälen, und mündet am unteren Rand der beweglichen Pressplatte 2a im Bereich zwischen dem Schlauch 42 und der Lage 43 aus Gummi, sieheFigur 11 . - An den Stellen, an welchen der Kanal 44 durch Zwischenwände 45 unterteilt ist, befindet sich jeweils ein Schieber 48, siehe
Figur 13 , welcher bündig mit der Oberfläche der Lage 43 aus Gummi abschließt und an seinem unteren, gegen den Riemen 40a gerichteten Ende eine Lage 49 aus einem nachgiebigen Dichtungswerkstoff trägt. Der Schieber 48 ist mittels eines zweiarmigen Hebels 50, an welchem ein Druckmittelzylinder eingreift, auf- und abverschiebbar. - Den Schiebern 48 gegenüberliegend sind in der feststehenden Pressplatte 1a von oben nach unten verlaufende Dichtleisten 52 vorgesehen, welche gegen die bewegliche Pressplatte 2a und deren Schieber 48 vorschiebbar sind. Zu diesem Zweck kann der Schlauch 41 in getrennte Abschnitte unterteilt sein, so dass die Dichtleiste 52 durch eine Lücke zwischen zwei Abschnitten des Schlauches 41 vorschiebbar ist, die von der Dichtleiste 52 verschlossen wird. Eine andere Möglichkeit, bei welcher der Schlauch 41 über die gesamte Länge der Pressplatte 1a durchgehen kann, besteht darin, den Antrieb für das Verschieben der Dichtleisten 52 so auszubilden, dass sie über den Schlauch 41 hinweg gegen die bewegliche Pressplatte 2a vorschiebbar und dann auf den Riemen 40a absenkbar sind. Eine weitere Möglichkeit besteht darin, den Riemen 40a durch eine Schiene zu unterstützen, welche unter der feststehenden Pressplatte 1a so weit über den Riemen 40a vorsteht, dass in einer neben dem Riemen 40a verlaufenden Längsnut ein Schlauch angebracht werden kann, welcher sich über die volle Länge der feststehenden Pressplatte 1 a erstreckt. Wird der Schlauch aufgeblasen, legt er sich dichtend an die Unterseite der feststehenden Pressplatte 1a an. Wird der Schlauch 42 aufgeblasen, legt er sich dichtend auf den Riemen 40a (
Figur 12 ). - Eine weitere Möglichkeit, zwischen der feststehenden Pressplatte 1a und dem Riemen 40a eine Abdichtung herbeizuführen, ist in
Figur 19 dargestellt. Der Riemen 40a ist ein Zahnriemen, dessen Zähne 40b sich nicht über die volle Breite der Unterseite des Riemens 40a erstrecken und in einer Ausnehmung einer flachen Schiene 59 laufen, welche auf einem langgestreckten Träger 60 befestigt ist, welcher die Gestalt eines Hohlprofiles hat. Mit einer Winkelschiene 61 ist der Träger 60 an der Unterseite der unbeweglichen Pressplatte 1a befestigt. Der Träger 60 und die Winkelschiene 61 erstrecken sich über die volle Länge der Pressplatte 1a. Quer zur Förderrichtung des Riemens 40a kann deshalb kein Schwergas unterhalb der feststehenden Pressplatte 1a entweichen. - In
Figur 19 ist außerdem dargestellt, wie die Dichtleiste 52 ausgebildet und angeordnet sein kann. Sie befindet sich, dem Schieber 48 gegenüberliegend, in einem senkrecht verlaufenden Schlitz 62 der feststehenden Pressplatte, in welcher sie mittels zweier Druckmittelzylinder 63 vor- und zurückgeschoben werden kann. Einer der Druckmittelzylinder 63 ist in Figur 19 dargestellt und befindet sich am unteren Ende der Dichtleiste 52. In entsprechender Weise befindet sich ein zweiter Druckmittelzylinder am oberen Ende der Dichtleiste, welches inFigur 19 nicht dargestellt ist. Am vorderen Rand der Dichtleiste befindet sich ein Gummistreifen 64, mit welchem die Dichtleiste 52 beim Vorschieben auf die gegenüber liegende bewegliche Pressplatte 2a trifft. Am unteren Ende der Dichtleiste 52 ist ein nach unten und zur gegenüber liegenden Pressplatte 2a offener Ausschnitt vorgesehen, in welchen eine Bürste 65 eingesetzt ist, deren Borsten bis auf die Winkelschiene 61 und bis auf das Obertrum des Riemens 40a reichen. Eine weitere Bürste 66 ist an der Winkelschiene über deren gesamte Länge angebracht und füllt einen Spalt aus, welcher zwischen der Winkelschiene auf der einen Seite und dem Riemen 40a und der Schiene 59 ausfüllt, wobei die Borsten sich von der Winkelschiene 61 bis zur gegenüber liegenden Seitenfläche des Riemens 40a und der Schiene 59 erstrecken. Die Bürsten 65 und 66 wirken einem Abströmen von Schwergas in Förderrichtung bzw. entgegen der Förderrichtung entgegen. Im übrigen entspricht der Aufbau des Ausführungsbeispiels inFigur 19 dem inFigur 13 dargestellten Aufbau. - In Verbindung mit dem Schieber 48, auf den die vorgeschobene Dichtleiste 52 trifft, bewirkt sie eine seitliche Abdichtung des Raums, in welchem sich die noch nicht zusammengebauten Isolierglasscheiben befinden, und verhindert während des Einleitens von Schwergas eine aus dem Bereich der Isolierglasscheiben herausführende Querströmung des Schwergases. Argon ist ein für Zwecke der Erfindung gebräuchliches Schwergas.
-
Figur 15 zeigt, dass einige solche Dichtleisten 52 im hinteren Bereich der Pressplatte 1a angeordnet sein können, wohingegen am vorderen Ende der Pressplatte 1 a eine mittels eines pneumatisch betätigten Gelenkvierecks 58 verschwenkbare weitere Dichtleiste 54 gegen die lotrechten Ränder der beiden Pressplatten 1a und 2a geschwenkt werden kann, um eine Abdichtung gegenüber den Pressplatten 1a und 2a sowie gegenüber dem Riemen 40a zu bewirken, so dass auch am vorderen Ende der Zusammenbau- und Pressvorrichtung während des Einfüllens von Schwergas einem Austreten von Schwergas entgegengewirkt wird. - Die Vorrichtung zum Zusammenbauen und Verpressen von Isolierglasscheiben arbeitet folgendermaßen:
- Glastafelpaare, mit welchem die Pufferstation belegt wurde, zum Beispiel die Glastafelpaare A1/A2, B1/B2 und C1/C2, werden durch gleichlaufendes Antreiben der Waagerechtförderer 30 und 40 in die Zusammenbau- und Pressvorrichtung befördert und dort so positioniert, dass die vorderen Glastafeln A1/A2 mit ihren vorderen Rand am vorderen Rand der Pressplatten 1a und 2a liegen. Die Pressplatte 2a befindet sich dann zunächst noch in der in
Figur 11 dargestellten Ausgangsstellung. Wie schon anhand der Paarungsstation beschrieben, wird die bewegliche Pressplatte 2a nun zunächst in eine der ersten Pressplatte 1 a angenäherte und zu ihr parallele Zwischenstellung verschwenkt. Dadurch wird die erste Glastafel 24 vom Riemen 40a abgehoben. Nach dem Verschwenken in die parallele Stellung wird die bewegliche Pressplatte 2a parallel zu sich selbst der feststehenden Pressplatte 1 a weiter angenähert bis in eine zweite Zwischenstellung, in welcher zwischen der ersten Glastafel 24 und dem Abstandhalter 27 nur noch ein wenige Millimeter breiter Spalt verbleibt, für den sich zum Beispiel eine Spaltbreite von 2 mm bis 6 mm eignet. Die beiden Zwischenstellungen der ersten Glastafel 24 sind in derFigur 11 gestrichelt dargestellt. InFigur 12 ist die zweite Zwischenstellung der beweglichen Pressplatte 2a dargestellt. In dieser zweiten Zwischenstellung kann das Gasfüllen erfolgen. Dazu wird zunächst die Dichtleiste 54 (sieheFigur 18 ) an den vorderen Rand der beiden Pressplatten 1 a und 2a angelegt und auf den Riemen 40a gesetzt, um die Vorrichtung dort abzuschließen. Im hinteren Bereich der Zusammenbau- und Pressvorrichtung wird jene Dichtleiste 52 aus der feststehenden Pressplatte 1a herausgeschoben, welche dem hinteren Rand des hinteren Glastafelpaares C1/C2 am nächsten liegt, um dort eine Abdichtung zu bewirken (sieheFigur 18 ). Außerdem wird der Schieber 48, welcher der zu verschiebenden Dichtleiste 52 gegenüberliegt, - nach unten gegen den Riemen 40a geschoben und dichtet den Spalt zwischen dem Riemen 40a und dem unteren Rand der beweglichen Pressplatte 2a ab (siehe
Figur 13 ). Dadurch wird ein Entweichen von Schwergas, welches über den Kanal 44 und die Stichkanäle 47 zugeführt wird, entgegen der Förderrichtung verhindert. Durch den Füllvorgang steigt das Schwergas zwischen den Glastafelpaaren A1/A2, B1/B2, C1/C2 nach oben, sieheFigur 16 . - Durch die Schrägstellung der Glastafeln 24 und 25 auf dem Riemen 40a ist der Spalt zwischen der ersten Glastafel 24 und dem Riemen 40a je nach der Dicke der herzustellenden Isolierglasscheibe zwischen ca. 2 mm bis ca. 5 mm breit, was für ein gleichmäßiges, nahezu druckloses Zuführen des Gases in den Zwischenraum zwischen den Glastafeln 24 und 25 gut ausreicht, um über die gesamte Länge der Glastafelpaare ohne größere Verwirbelung die leichtere Luft nach oben zu verdrängen und schnell einen hohen Schwergasfüllgrad bei geringen Schwergasverlusten zu erzielen. Das Schwergas nicht bis zum oberen Rand des höchsten Glastafelpaares A1/A2 hochsteigen, vielmehr kann das Zuführen von Schwergas schon bei einem niedrigeren Niveau 53 beendet werden, wie in
Figur 16 dargestellt, denn da die Isolierglasscheiben durch Vorschieben der beweglichen Pressplatte 2a gegen die unbewegliche Pressplatte 1 a noch geschlossen und verpresst werden müssen, sieheFigur 14 , wird das zwischen den Glastafelpaaren befindliche Schwergas durch diese Schließbewegung noch zusätzlich nach oben verdrängt und führt zu einer vollständigen oder nahezu vollständigen Füllung der Isolierglasscheiben mit Schwergas. Das beim Schließen der Isolierglasscheiben zu verdrängende Gasvolumen kann rechnerisch leicht ermittelt und bei der Bemessung der Schwergaszufuhr berücksichtigt werden. - Beim Schließen der Isolierglasscheiben wird die Dichtleiste 52 zunächst um ein entsprechendes Maß in die feststehende Pressplatte 1a zurückgedrängt und, nachdem die Isolierglasscheiben geschlossen und verpresst sind, vollends in die feststehende Pressplatte 1 a zurückgezogen. Durch das Schließen der Isolierglasscheiben steigt das Niveau 53 des Schwergases bis über den oberen Rand der höchsten Isolierglasscheibe A1/A2 an, wie in Figur 17 dargestellt. Nach dem Schließen und Verpressen der Isolierglasscheiben werden diese aus der Zusammenbau- und Pressvorrichtung durch Antreiben des Waagerechtförderers 40 auf einen Abförderer 55 gefördert, siehe die
Figuren 10 und17 , welcher einen mit dem Waagerechtförderer 40 fluchtenden Waagerechtförderer 56 und eine Stützeinrichtung 57 hat, welche mit der feststehenden Pressplatte 1a fluchtet und eine Luftkissenwand sein kann, vorzugsweise aber, wie inFigur 16 dargestellt, so ausgebildet ist wie die Abstützeinrichtungen 31 und 32 in der Pufferstation und demgemäß ein Feld von freilaufenden Rollen 33 hat. - Um Schwergasverluste klein zu halten, wird empfohlen, bei der Fertigungsplanung darauf zu achten, dass die Isolierglasscheiben in solcher Reihenfolge zusammengebaut werden, dass sich die gemeinsam zusammengebauten Isolierglasscheiben möglichst gering in ihrer Höhe unterscheiden.
- Sobald die zusammengebauten Isolierglasscheiben A1/A2, B1/B2, C1/C2 die Zusammenbau- und Pressvorrichtung verlassen, können die nachfolgenden Glastafelpaare D1/D2, E1/E2, F1/F2 gemeinsam in die Zusammenbau- und Pressvorrichtung gefördert werden, siehe
Figur 10 . - Dadurch, dass die Glastafeln in der Zusammenbau- und Pressvorrichtung nicht rechtwinklig auf dem Riemen 40a stehen, sondern geneigt und nur mit einer ihrer unteren Kanten auf den Riemen 40a drücken, können sie schlupffrei gefördert werden, so dass ihre exakte Ausrichtung zueinander nicht verloren geht. Sie können auch in vorteilhafter und bisher im Stand der Technik nicht bekannten Art und Weise von unten her über ihre volle Länge mit Schwergas gefüllt werden, ohne dass man dafür einen durchlässigen Riemen, der über einen Gasfüllkanal hinweggezogen wird, oder zwei mit Abstand parallel laufende Riemen im Waagerechtförderer benötigen würde, zwischen denen hindurch Schwergas zwischen die Glastafeln eingeleitet werden könnte. Statt dessen kann erfindungsgemäß ein einheitlicher, absolut dichter Riemen 40a als Förderglied verwendet werden, weil das Schwergas von der Seite der beweglichen Pressplatte 2a her durch einen Spalt zwischen dem Riemen 40a und einer der Glastafeln 24 problemlos eingeleitet werden kann. Das ermöglicht einen sehr viel einfacheren Aufbau der zum Gasfüllen eingerichteten Zusammenbau- und Pressvorrichtung als bisher im Stand der Technik bekannt und erlaubt durch das gleichzeitige Füllen von zwei oder mehr als zwei Isolierglasscheiben mit Schwergas kurze Taktzeiten und eine preiswertere Isolierglasfertigung als bisher, besonders beim Fertigen von Isolierglasscheiben mit häufig vorkommenden Standardmaßen. Dabei ist die Erfindung sehr vielseitig anwendbar, denn es können nicht nur rechteckige Isolierglasscheiben gefertigt werden, sondern auch sogenannten Modellscheiben, die eine von der Rechteckform abweichende Umrissgestalt haben. Beispiele davon sind in den
Figuren 7 bis 10 und15 bis 17 dargestellt. Außerdem ist es möglich, Dreifach-Isolierglasscheiben herzustellen. Dazu baut man zunächst, wie beschrieben je zwei Glastafeln gasgefüllt zusammen und fördert dann die zuvor in der Pufferstation hintereinander positionierten dritten Glasscheiben in die Zusammenbau- und Pressvorrichtung, um sie mit den bereits zusammengebauten ersten und zweiten Glasscheiben gasgefüllt zu verbinden, wie es in derFigur 18 dargestellt ist. - Außerdem ist es möglich, großformatige Isolierglasscheiben, die so groß sind, dass nur eine von ihnen in der Zusammenbau- und Pressvorrichtung Platz findet, wie in einer herkömmlichen Isolierglasfertigungslinie zu fertigen. Das kann zum Beispiel so geschehen, dass die beiden Glasscheiben nacheinander gegen die unbeweglichen Stützeinrichtungen gelehnt durch die Paarungsstation und die Pufferstation hindurch in die Zusammenbau- und Pressvorrichtung gefördert und erst dort einander paarweise gegenüber liegend positioniert werden, indem die bewegliche Pressplatte 2a, die zuerst eingelaufene Glasscheibe ansaugt, übernimmt und damit Platz schafft für das Nachrücken der zweiten, mit einem Abstandhalter belegten Glastafel.
- In allen diesen Fällen kann das Schwergas zwischen parallelen Glasplatten in gleichmäßiger Aufwärtsströmung ohne größere Verwirbelungen aufsteigen und die leichtere Luft nach oben hin verdrängen, ohne sich mit ihr zu sehr zu vermischen.
- Schließlich ist es auch möglich, Isolierglasscheiben zusammenzubauen, ohne sie mit einem Schwergas zu füllen.
-
- 1.
- Stützeinrichtung
- 1a.
- Platte, Pressplatte
- 2.
- Stützeinrichtung
- 2a.
- Platte, Pressplatte
- 3.
- Gestell
- 4.
- Löcher
- 5.
- Haube
- 6.
- Kammer
- 7.
- Sockel
- 8.
- Streben
- 9.
- Horizontale
- 10.
- Achse
- 11.
- Schlitten
- 12.
- Schienen
- 13.
- Motor
- 13a.
- Motor
- 14.
- Spindelgetriebe
- 14a.
- Spindelgetriebe
- 15.
- Spindel
- 15a.
- Spindel
- 16.
- Gehäuse
- 16a.
- Gehäuse
- 17.
- Halterung
- 17a.
- Halterung
- 18.
- Halterung
- 20.
- Waagerechtförderer, erster Abschnitt
- 20a.
- Riemen
- 21.
- Motor
- 22.
- Achsen
- 23.
- Spalt
- 24.
- Glastafel
- 25.
- Glastafel 26. Zuförderer
- 27.
- Abstandhalter
- 30.
- Waagerechtförderer, zweiter Abschnitt
- 31.
- Abstützeinrichtung
- 32.
- Abstützeinrichtung
- 33.
- Rollen
- 34.
- Achse
- 35.
- Tangentialebene
- 36.
- Tangentialebene
- 40.
- Waagerechtförderer, dritter Abschnitt
- 40a.
- Riemen
- 40b.
- Zähne
- 41.
- Schlauch
- 42.
- Schlauch
- 43.
- Lage aus Gummi
- 44.
- Kanal
- 45.
- Zwischenwände
- 46.
- Zuleitung
- 47.
- Stichkanal
- 48.
- Schieber
- 49.
- Lage aus Dichtungswerkstoff
- 50.
- Hebel
- 51.
- Druckmittelzylinder
- 52.
- Dichtleiste
- 53.
- Niveau
- 54.
- Dichtleiste
- 55.
- Abförderer
- 56.
- Waagerechtförderer
- 57.
- Stützeinrichtung
- 58..
- Gelenkviereck
- 59.
- Schiene
- 60.
- Träger
- 61.
- Winkelschiene
- 62.
- Schlitz
- 63.
- Druckmittelzylinder
- 64.
- Gummistreifen
- 65.
- Bürste
- 66.
- Bürste
Claims (44)
- Verfahren zum Zusammenbauen von Isolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind, durch- Anordnen einer ersten Glastafel (24) und einer zweiten, mit einem Abstandhalter (27) versehenen Glastafel (25) in senkrechter oder geneigter Stellung so, dass sie einander gegenüberliegen, ohne dass die erste Glastafel (24) den Abstandhalter (27) berührt,- Bilden einer Kammer, welche den Zwischenraum zwischen den Glastafeln (24, 25) einschließt, indem am unteren Rand der Glastafelanordnung ein Riemen (40a) angeordnet wird und neben den aufragenden Rändern der Glastafelanordnung jeweils wenigstens eine Dichtung (52, 54) angeordnet wird, welche sich von einer oberhalb des Riemens (40a) gelegenen Stelle nach unten bis zum Riemen (40a) erstrecken,- Einleiten des von Luft verschiedenen Gases von unten her in die Kammer und Schließen der Isolierglasscheibe, indem nach Erreichen eines gewünschten Füllgrades die Glastafeln (24, 25) einander angenähert werden,dadurch gekennzeichnet, dass eine der beiden Glastafeln (24, 25) beim Zuführen des von Luft verschiedenen Gases in einem Abstand vom Riemen (40a) gehalten und
das von Luft verschiedene Gas durch einen Spalt zwischen dem Riemen (40a) und dem unteren Rand der im Abstand gehaltenen Glastafel (24) in die Kammer eingeleitet wird. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Riemen (40a) als Förderglied eines Waagerechtförderers (40) verwendet wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass es zwischen zwei in ihrem gegenseitigen Abstand veränderlichen Platten (1a, 2a) einer vertikalen Vorrichtung zum Gasfüllen und Zusammenbauen von Isolierglasscheiben durchgeführt wird, in welcher in der Nähe des unteren Randes der Platten (1a, 2a) der Waagerechtförderer (40) angeordnet ist, der als Förderglied den Riemen (40a) hat,
dass die Glastafeln (24, 25) auf dem Riemen (40a) stehend und gegen eine der Platten (1a, 2a) gelehnt in den Raum zwischen den Platten (1a, 2a) gefördert werden,
dass die Glastafeln (24, 25) zwischen den beiden Platten (1a, 2a) einander gegenüberliegend angeordnet werden,
dass die Kammer durch die Glastafeln (24, 25), die Platten (1a, 2a), den Riemen (40a) und durch wenigstens zwei bewegliche Dichtungen (52, 54) begrenzt wird, welche in Förderrichtung einen Abstand voneinander aufweisen, indem wenigstens eine der Dichtungen (54) vor der Anordnung aus den Glastafeln (24, 25) angeordnet wird und wenigstens eine der Dichtungen (52) hinter der Anordnung aus den Glastafeln (24, 25) angeordnet wird und
dass vor dem Zuführen des von Luft verschiedenen Gases zwischen dem Riemen (40a) und dem unteren Rand einer der beiden Glastafeln (24) ein Abstand hergestellt wird. - Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass der Abstand zwischen dem unteren Rand der einen Glastafel (24) und dem Riemen (40a) dadurch hergestellt wird, dass die Glastafel (24) vom Riemen (40a) abgehoben wird.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass der Abstand zwischen dem unteren Rand der einen Glastafel (24) und dem Riemen (40a) dadurch hergestellt wird, dass der Riemen (40a) vom unteren Rand der einen Glastafel (24) weggeschwenkt wird.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Glastafeln (24, 25) einander deckungsgleich gegenüberliegend angeordnet werden.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Glastafeln (24, 25) vor dem Zuführen des von Luft verschiedenen Gases parallel oder allenfalls leicht V-förmig zueinander angeordnet werden.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die erste Glastafel (24) vom Riemen (40a) abgehoben wird.
- Verfahren nach einem der Ansprüche 3 bis 8, dadurch gekennzeichnet, dass beide Glastafeln (24, 25) den Platten (1a, 2a) flächig anliegen.
- Verfahren nach einem der Ansprüche 3 bis 9, dadurch gekennzeichnet, dass das von Luft verschiedene Gas durch jene Platte (2a) hindurch zugeführt wird, an welcher die erste Glasscheibe (24) angeordnet ist.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass das Gas aus der Unterseite jener Platte (2a) austritt.
- Verfahren nach Anspruch 10 oder 11, dadurch gekennzeichnet, dass der Abstandhalter (27) zunächst an der zweiten Glastafel (25) angebracht wird.
- Verfahren nach einem der Ansprüche 3 bis 12, dadurch gekennzeichnet, dass nur eine der Platten (2a) beweglich ist und das von Luft verschiedene Gas durch die bewegliche Platte (2a) hindurch zugeführt wird.
- Verfahren nach einem der Ansprüche 3 bis 13, dadurch gekennzeichnet, dass die Platten (1a, 2a) gegenüber dem Riemen (40a) geneigt angeordnet werden.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass das Obertrum des Riemens (40a) quer zu seiner Förderrichtung waagerecht angeordnet wird.
- Verfahren nach einem der Ansprüche 3 bis 15, dadurch gekennzeichnet, dass das Obertrum des Riemens (40a) zum Anordnen der Glastafeln (24, 25) zwischen den Platten (1a, 2a) zunächst in einem rechten oder nahezu rechten Winkel zu einer der beiden Platten (1a, 2a) angeordnet und danach, vor dem Zuführen des von Luft verschiedenen Gases, um eine zur Förderrichtung parallele Achse um einen spitzen Winkel nach unten geschwenkt wird.
- Verfahren nach einem der Ansprüche 3 bis 16, dadurch gekennzeichnet, dass die Platten (1a, 2a) zunächst V- förmig angeordnet, dann die erste und zweite Glastafel (24, 25) in V-förmiger Anordnung zwischen die Platten (1a, 2a) gefördert und in der V-förmigen Anordnung einander gegenüberliegend positioniert und an den Platten (1a, 2a) festgehalten werden,
dass danach eine der Platten (2a) der anderen Platte (1a) angenähert wird, indem sie um eine zur Förderrichtung parallele Achse (10) geschwenkt wird, deren Lage so gewählt wird, dass die an der schwenkenden Platte (2a) gehaltene Glastafel (24) von dem Riemen (40a) abgehoben wird. - Verfahren nach Anspruch 17, dadurch gekennzeichnet, dass die Platte (2a) bis in eine zur gegenüberliegenden Platte (1a) parallele Stellung geschwenkt wird.
- Verfahren nach Anspruch 17 oder 18, dadurch gekennzeichnet, dass die verschwenkbare Platte (2a) zusätzlich parallel und senkrecht zu sich selbst verschoben wird.
- Verfahren nach Anspruch 19, dadurch gekennzeichnet, dass die verschwenkbare Platte (2a) erst dann parallel zu sich selbst verschoben wird, nachdem sie in eine zur gegenüberliegenden Platte (1a) parallele Stellung geschwenkt wurde.
- Verfahren nach einem der Ansprüche 17 bis 20, dadurch gekennzeichnet, dass die Lage der Achse (10), um welche die eine Platte (2a) geschwenkt wird, so gewählt wird, dass sie nicht oberhalb sondern vorzugsweise unterhalb des Obertrums des Riemens (40a) liegt.
- Verfahren nach einem der Ansprüche 17 bis 21, dadurch gekennzeichnet, dass das Obertrum des Riemens (40a) relativ zu den Platten (1a, 2a) in ihrer V-förmigen Ausgangsstellung so angeordnet wird, dass es mit beiden Platten (1a, 2a) einen Winkel einschließt, der größer als 90° ist und dass das Obertrum des Riemens (40a) mit beiden Platten (1a, 2a) in ihrer V-förmigen Ausgangsstellung einen gleich großen Winkel einschließt.
- Verfahren nach einem der Ansprüche 3 bis 22, dadurch gekennzeichnet, dass zwischen den Platten (1a, 2a) zwei oder mehr als zwei Glastafelpaare in geringem Abstand hintereinander angeordnet und gleichzeitig mit dem von Luft verschiedenen Gas gefüllt, zu Isolierglasscheiben verbunden werden.
- Verfahren nach Anspruch 23 und einem der Ansprüche 17 bis 22, dadurch gekennzeichnet, dass die zwei oder mehr als zwei Glastafelpaare bereits außerhalb des von den Platten (1a, 2a) begrenzten Raumes einander paarweise V-förmig gegenüberliegend angeordnet und so angeordnet zwischen die Platten (1a, 2a) überführt werden.
- Verfahren nach Anspruch 24, dadurch gekennzeichnet, dass die zwei oder mehr als zwei Paare von Glastafeln (24, 25) gleichzeitig zwischen die Platten (1a, 2a) überführt werden.
- Verfahren nach einem der Ansprüche 2 bis 25, dadurch gekennzeichnet, dass das Obertrum des Riemens (40a) über seine Länge unterstützt wird.
- Vorrichtung zum Zusammenbauen von Isolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind,
mit zwei in ihrem gegenseitigen Abstand veränderlichen Platten (1a, 2a),
mit einem in der Nähe des unteren Randes der Platten (1a, 2a) angeordneten Waagerechtförderer (40), der als Förderglied einen Riemen (40a) hat,
mit wenigstens zwei Dichtungen (52, 54), welche sich vom Obertrum des Riemens (40a) bis zu einer oberhalb des Riemens (40a) gelegenen Stelle erstrecken und in Förderrichtung des Riemens (40a) einen Abstand voneinander aufweisen, wobei wenigstens eine der Dichtungen (52) zwischen den beiden Platten (1a, 2a) wirksam ist,
und wobei an mindestens einer der Platten (2a) Mittel zum Halten einer Glastafel (24) an der Platte (2a) vorgesehen sind,
dadurch gekennzeichnet, dass diese wenigstens eine Platte (2a) und der Riemen (40a) relativ zueinander in der Weise bewegbar sind, dass der untere Rand einer an der Platte (2a) gehaltenen Glastafel (24) in einen Abstand vom Riemen (40a) bringbar ist,
und dass Mittel zum Zuführen des von Luft verschiedenen Gases durch den Spalt zwischen dem Riemen (40a) und dem unteren Rand der im Abstand gehaltenen Glastafel (24) vorgesehen sind. - Vorrichtung nach Anspruch 27, dadurch gekennzeichnet, dass der Riemen (40a) um eine zu seiner Förderrichtung parallele Achse verschwenkbar gelagert ist.
- Vorrichtung nach Anspruch 27, dadurch gekennzeichnet, dass die Platte (2a), mit welcher der Abstand der ersten Glastafel (24) vom Riemen (40a) herstellbar ist, gegenüber der anderen Platte (1a) bewegbar ist und dass die erste Glastafel (24) mittels der sie haltenden bewegbaren Platte (2a) von dem Riemen (40a) abhebbar ist.
- Vorrichtung nach einem der Ansprüche 27 bis 29, dadurch gekennzeichnet, dass die Mittel zum Zuführen des von Luft verschiedenen Gases an oder in einer der Platten (2a) vorgesehen sind.
- Vorrichtung nach einem der Ansprüche 27 bis 30, dadurch gekennzeichnet, dass ein in der Förderrichtung verlaufender, in getrennte Abschnitte unterteilter Kanal (44) für das Zuführen des von Luft verschiedenen Gases vorgesehen ist, dass den Abschnitten dieses Kanals (44) das Gas getrennt zuführbar ist und dass jeder Abschnitt des Kanals (44) mit einer Austrittsöffnung in Verbindung steht, und diese Austrittsöffnungen in der Nähe des Spaltes zwischen dem Riemen (40a) und der einen Glastafel (24) liegen.
- Vorrichtung nach einem der Ansprüche 27 bis 30, dadurch gekennzeichnet, dass ein in der Förderrichtung verlaufender Kanal (44) für das Zuführen des von Luft verschiedenen Gases vorgesehen ist und dass von diesem Kanal Stichkanäle, welche einzeln absperrbar sind, zu den Austrittsöffnungen führen, welche in der Nähe des Spaltes zwischen dem Riemen (40a) und der einen Glastafel (24) liegen.
- Vorrichtung nach einem der Ansprüche 30 bis 32, dadurch gekennzeichnet, dass die Austrittsöffnungen für das Gas zwischen der Vorderseite der Platte (2a) und einer an der Unterseite der Platte (2a) vorgesehenen, längs verlaufenden, gegen den Riemen (40a) gerichteten Dichtung (42) angeordnet sind.
- Vorrichtung nach einem der Ansprüche 27 bis 33, dadurch gekennzeichnet, dass zwischen beiden Platten (1a, 2a) und dem Riemen (40a) oder einer ihn stützenden Schiene (59) an der Unterseite der Platten (1a, 2a) jeweils eine längs verlaufende Dichtung vorgesehen ist.
- Vorrichtung nach einem der Ansprüche 27 bis 34, dadurch gekennzeichnet, dass das Obertrum des Riemens (40a) über seine Länge durch eine Schiene (59) unterstützt ist, welche über ihre Länge gasdicht und fest mit einer der Platten, insbesondere mit der feststehenden Platte (1a), verbunden ist.
- Vorrichtung nach einem der Ansprüche 27 bis 34, dadurch gekennzeichnet, dass das Obertrum des Riemens (40a) über seine Länge durch eine Schiene unterstützt ist, welche seitlich über den Riemen (40a) vorsteht und wenigstens auf einer Seite des Riemens (40a) eine gegen die gegenüberliegende Unterseite einer Platte (1a, 2a) gerichtete Dichtung trägt.
- Vorrichtung nach einem der Ansprüche 33 bis 36, dadurch gekennzeichnet, dass die Dichtungen Schläuche (41, 42) sind.
- Vorrichtung nach Anspruch 37, dadurch gekennzeichnet, dass die Schläuche (41, 42) aufblasbar sind.
- Vorrichtung nach einem der Ansprüche 30 bis 38, dadurch gekennzeichnet, dass die Platte (2a), über welche das von Luft verschiedene Gas zugeführt wird, zwischen zwei Austrittsöffnungen, welchen das von Luft verschiedene Gas unabhängig zuführbar ist, einen Schieber (48) aufweist, welcher sich quer zur Förderrichtung von der Vorderseite der Platte (2a) bis zu einer längs verlaufenden Dichtung (42) erstreckt und nach unten hin gegen den Riemen (40a) verschiebbar ist.
- Vorrichtung nach einem der Ansprüche 27 bis 39, dadurch gekennzeichnet, dass von den Dichtungen (52, 54), welche sich vom Obertrum des Riemens (40a) bis zu einer oberhalb des Riemens (40a) gelegene Stelle erstrecken, mehrere Dichtungen (52) mit Abstand zueinander in vertikalen Schlitzen einer der Platten (1a) vorgesehen und einzeln und unabhängig voneinander in Berührung mit der gegenüberliegenden Platte (2a) bringbar sind.
- Vorrichtung nach Anspruch 39 und 40, dadurch gekennzeichnet, dass die in den Schlitzen der einen Platte (1a) angeordneten Dichtungen (52) den in der gegenüberliegenden Platte (2a) vorgesehenen Schiebern (48) gegenüber liegen.
- Vorrichtung nach Anspruch 40 oder 41, dadurch gekennzeichnet, dass die in den Schlitzen der einen Platte (1a) angeordneten Dichtungen (52) quer verschiebbare Leisten sind.
- Vorrichtung nach Anspruch 42, dadurch gekennzeichnet, dass die Leisten (52) an ihrem unteren Ende eine Bürste (65) tragen, deren Borsten nach unten gerichtet sind.
- Vorrichtung nach einem der Ansprüche 27 bis 43, dadurch gekennzeichnet, dass von den Dichtungen, welche sich vom Obertrum des Riemens nach oben erstrecken, eine Dichtung (54) an einem der Enden der beiden Platten (1a, 2a) vorgesehen sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004009860A DE102004009860B4 (de) | 2004-02-25 | 2004-02-25 | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind |
| PCT/EP2005/001930 WO2005080739A1 (de) | 2004-02-25 | 2005-02-24 | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1725733A1 EP1725733A1 (de) | 2006-11-29 |
| EP1725733B1 true EP1725733B1 (de) | 2010-10-13 |
Family
ID=34853845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05715504A Expired - Lifetime EP1725733B1 (de) | 2004-02-25 | 2005-02-24 | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7833372B2 (de) |
| EP (1) | EP1725733B1 (de) |
| AT (1) | ATE484648T1 (de) |
| CA (1) | CA2557119C (de) |
| DE (2) | DE102004009860B4 (de) |
| WO (1) | WO2005080739A1 (de) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004009858B4 (de) * | 2004-02-25 | 2006-05-04 | Karl Lenhardt | Verfahren zum Positionieren von Glastafeln in einer vertikalen Zusammenbau- und Pressvorrichtung für Isolierglasscheiben |
| DE102004032435B4 (de) | 2004-07-05 | 2006-12-21 | Lenhardt Maschinenbau Gmbh | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind. |
| DE102006018333A1 (de) * | 2006-04-19 | 2007-10-25 | Karl Lenhardt | Vorrichtung zum Zusammenbauen von Insolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind |
| US8813337B2 (en) * | 2009-05-12 | 2014-08-26 | Ged Integrated Solutions, Inc. | Efficient assembly of insulating glass windows |
| US8381382B2 (en) | 2009-12-31 | 2013-02-26 | Cardinal Ig Company | Methods and equipment for assembling triple-pane insulating glass units |
| CA2860896A1 (en) | 2012-01-13 | 2013-07-18 | Plus Inventia Ag | Device and method for assembling insulating glass panes |
| DE102012000464B4 (de) | 2012-01-13 | 2015-12-24 | Plus Inventia Ag | Vorrichtung und Verfahren zum Zusammenbau von Isolierglasscheiben |
| DE202012000280U1 (de) | 2012-01-13 | 2013-04-16 | Plus Inventia Ag | Vorrichtung zum Zusammenbau von Isolierglasscheiben |
| DE202013011411U1 (de) | 2013-12-20 | 2015-04-17 | Plus Inventia Ag | Vorrichtung zum Zusammenbau von Isolierglasscheiben |
| DE102013021731B4 (de) | 2013-12-20 | 2015-12-24 | Plus Inventia Ag | Vorrichtung und Verfahren zum Zusammenbau von Isolierglasscheiben |
| US10113354B2 (en) | 2013-12-31 | 2018-10-30 | Cardinal Ig Company | Multiple-pane insulating glazing unit assembly, gas filling, and pressing machine |
| EP3133234B1 (de) * | 2015-08-21 | 2024-08-21 | Glaston Germany GmbH | Verfahren und vorrichtung zum zusammenbauen von glastafeln zu isolierglasscheiben |
| DE102015118960A1 (de) * | 2015-08-21 | 2017-02-23 | Bystronic Lenhardt Gmbh | Verfahren und Vorrichtung zum Zusammenbauen von Glastafeln zu Isolierglasscheiben |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3101342C2 (de) | 1981-01-17 | 1984-08-02 | Vereinigte Glaswerke Gmbh, 5100 Aachen | "Verfahren zur Herstellung von gasgefüllten Isolierglaseinheiten und Vorrichtung zur Durchführung des Verfahrens" |
| DE4307403A1 (de) | 1993-03-09 | 1994-09-15 | Cta Composite Tech Autom Gmbh | Verfahren und Vorrichtung zum Einrichten, Gasfüllen und Verpressen von Einzelscheiben und/oder bereits vorgefertigten Scheibenanordnungen als zwei Komponenten bei der Herstellung von Isolierglasscheiben |
| ATE166420T1 (de) * | 1994-03-24 | 1998-06-15 | Peter Lisec | Verfahren zum zusammenbauen von isolierglasscheiben, deren innenraum mit einem schwergas gefüllt ist und vorrichtung zum füllen von isolierglasscheiben mit schwergas |
| DE4419052A1 (de) * | 1994-05-31 | 1995-12-07 | Dcl Glas Consult Gmbh | Verfahren und Vorrichtung zum Befüllen eines Zwischenraumes einer Isolierglaseinheit |
| DE102004032435B4 (de) * | 2004-07-05 | 2006-12-21 | Lenhardt Maschinenbau Gmbh | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind. |
-
2004
- 2004-02-25 DE DE102004009860A patent/DE102004009860B4/de not_active Expired - Fee Related
-
2005
- 2005-02-24 US US10/590,843 patent/US7833372B2/en not_active Expired - Fee Related
- 2005-02-24 EP EP05715504A patent/EP1725733B1/de not_active Expired - Lifetime
- 2005-02-24 DE DE502005010382T patent/DE502005010382D1/de not_active Expired - Lifetime
- 2005-02-24 AT AT05715504T patent/ATE484648T1/de active
- 2005-02-24 CA CA2557119A patent/CA2557119C/en not_active Expired - Fee Related
- 2005-02-24 WO PCT/EP2005/001930 patent/WO2005080739A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| US20070175564A1 (en) | 2007-08-02 |
| DE102004009860B4 (de) | 2006-05-04 |
| DE502005010382D1 (de) | 2010-11-25 |
| EP1725733A1 (de) | 2006-11-29 |
| DE102004009860A1 (de) | 2005-09-15 |
| US7833372B2 (en) | 2010-11-16 |
| WO2005080739A1 (de) | 2005-09-01 |
| CA2557119A1 (en) | 2005-09-01 |
| ATE484648T1 (de) | 2010-10-15 |
| CA2557119C (en) | 2012-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1730378B1 (de) | Verfahren zum positionieren von glastafeln in einer vertikalen zusammenbau- und pressvorrichtung für isolierglasscheiben | |
| DE19510516C2 (de) | Verfahren zum Zusammenbauen von Isolierglasscheiben, deren Innenraum mit einem Schwergas gefüllt ist und Vorrichtung zum Füllen von Isolierglasscheiben mit Schwergas | |
| DE3101342C2 (de) | "Verfahren zur Herstellung von gasgefüllten Isolierglaseinheiten und Vorrichtung zur Durchführung des Verfahrens" | |
| EP0213513B1 (de) | Vorrichtung zum Verbinden zweier Glastafeln zu einer randverklebten Isolierglasscheibe | |
| EP1725733B1 (de) | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind | |
| EP0222349B1 (de) | Vorrichtung für das schlupffreie Fördern von zwei Tafeln, insbesondere von Glastafeln | |
| DE102009048642B4 (de) | Vorrichtung zum Zusammenbauen eines Fensterflügels mit integrierter Isolierglasscheibe | |
| DE102009048641B4 (de) | Verfahren zum Zusammenbauen eines Fensterflügels mit integrierter Isolierglasscheibe | |
| EP1769130B1 (de) | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind | |
| DE102015118960A1 (de) | Verfahren und Vorrichtung zum Zusammenbauen von Glastafeln zu Isolierglasscheiben | |
| EP3133234A1 (de) | Verfahren und vorrichtung zum zusammenbauen von glastafeln zu isolierglasscheiben | |
| DE102012000464B4 (de) | Vorrichtung und Verfahren zum Zusammenbau von Isolierglasscheiben | |
| EP1762687B1 (de) | Verfahren und Vorrichtung zum Füllen des Zwischenraums zwischen Isolierglasscheiben mit einem von Luft verschiedenen Gas | |
| EP2007962B1 (de) | Vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind. | |
| EP0857849B1 (de) | Verfahren und Vorrichtung zum Zusammenbauen und Versiegeln von Isolierglasscheiben | |
| EP0857848A2 (de) | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben | |
| DE853426C (de) | Verfahren und Vorrichtung zum stoss- und reibungsfreien Stapeln von plattenfoermigen Werkstuecken, insbesondere von lackierten Blechen | |
| DE202010007183U1 (de) | Vorrichtung zum Zusammenbauen eines Fensterflügels mit integrierter Isolierglasscheibe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060923 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PLUS INVENTIA AG |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: PLUS INVENTIA AG |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KARL LENHARDT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005010382 Country of ref document: DE Date of ref document: 20101125 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20101013 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20101013 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: PLUS INVENTIA AG Free format text: PLUS INVENTIA AG#HECHTACKERSTRASSE 24#9000 ST. GALLEN (CH) -TRANSFER TO- PLUS INVENTIA AG#HECHTACKERSTRASSE 24#9000 ST. GALLEN (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110113 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110213 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110214 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110124 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: PLUS INVENTIA A.G. Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 |
|
| 26N | No opposition filed |
Effective date: 20110714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005010382 Country of ref document: DE Effective date: 20110714 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110224 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502005010382 Country of ref document: DE Representative=s name: LEITNER ZEIHER PATENT- UND RECHTSANWAELTE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502005010382 Country of ref document: DE Representative=s name: LEITNER KANZLEI FUER GEWERBLICHEN RECHTSSCHUTZ, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110224 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101013 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190313 Year of fee payment: 15 Ref country code: IT Payment date: 20190226 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20190219 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190424 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005010382 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 484648 Country of ref document: AT Kind code of ref document: T Effective date: 20200224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200224 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200224 |