EP1746175A1 - Tube d"acier uoe d"ultrahaute résistance et procédé de fabrication de celui-ci - Google Patents
Tube d"acier uoe d"ultrahaute résistance et procédé de fabrication de celui-ci Download PDFInfo
- Publication number
- EP1746175A1 EP1746175A1 EP05739174A EP05739174A EP1746175A1 EP 1746175 A1 EP1746175 A1 EP 1746175A1 EP 05739174 A EP05739174 A EP 05739174A EP 05739174 A EP05739174 A EP 05739174A EP 1746175 A1 EP1746175 A1 EP 1746175A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strength
- steel pipe
- ceq
- base metal
- pcm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Definitions
- This invention relates to an ultrahigh strength UOE steel pipe having a strength (TS) in the circumferential direction of the pipe of at least 750 MPa and at most 900 MPa, having a good balance of strength and toughness, and having improved resistance to joint fracture and to a process for its manufacture.
- TS strength
- JP H08-209290-A and JP H08-209291A disclose high strength steel pipes having a high Mn + high Mo composition.
- the former discloses subjecting the pipe to tempering treatment, and the latter discloses carrying out dual phase rolling.
- JP H09-31536A discloses a high strength steel pipe having a Mn + high Mo composition, but disclosed therein is an ultrahigh strength steel pipe corresponding to X120 grade with a base metal strength of at least 950 MPa.
- JP 2000-199036A discloses an ultrahigh strength steel pipe with a steel pipe strength of at least 900 MPa.
- JP H08-199292A also discloses a high strength steel pipe in which the base metal structure has a martensite fraction of at least 90%, and in the examples, an ultrahigh strength steel having a base metal strength of at least 900 MPa is used.
- the steel pipe strength and the base metal steel strength are the same.
- the steel pipe strength is a value measured in the circumferential direction of a pipe, i.e., the pipe circumferential strength.
- the carbon equivalent (Ceq) of steel is increased to a high range which has not been utilized in the past.
- HAZ softening at the time of welding which is a phenomenon characteristic of UOE steel pipes which are welded by submerged arc welding, can be markedly decreased.
- a UOE steel pipe according to the present invention have a fracture toughness such that the Charpy absorbed energy at -10° C is at least 150 J in both the base metal and heat affected zone (HAZ).
- the present invention is a process for manufacturing a UOE steel pipe having a carbon equivalent (Ceq) of at least 0.50% and a weld cracking parameter (Pcm) of at most 0.24% as defined above and a strength in the circumferential direction of the pipe of at least 750 MPa and at most 900 MPa, the process comprising producing a steel plate by hot rolling of a steel having the above-described chemical composition followed by water cooling with a temperature at the completion of water cooling of 350° C or higher, applying U-pressing and O-pressing to the resulting steel plate, and performing welding and pipe expanding to obtain a UOE steel pipe.
- Welding of the UOE steel pipe is carried out by submerged (arc) welding according to a conventional manner.
- a steel pipe which is controlled so as to have a high carbon equivalent (Ceq) and a strength of at least 750 MPa and at most 900 MPa, HAZ softening of the welded joint which is characteristic of UOE steel pipes which are welded by submerged arc welding is diminished, and the resistance to joint fracture of the UOE steel pipe is markedly improved.
- the toughness of the base metal and HAZ can be maintained.
- a UOE steel pipe according to the present invention can be manufactured under the same conditions as a conventional UOE steel pipe of X80 grade or below, thereby making it possible to manufacture an ultrahigh strength UOE steel pipe while maintaining productivity equivalent to that of a conventional UOE steel pipe. Accordingly, the manufacturing costs of ultrahigh strength UOE steel pipes can be markedly decreased.
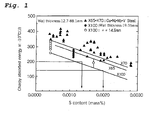
- Figure 1 is a graph showing the relationship between the S content of steel and the toughness of the base metal (the Charpy absorbed energy at -10° C).
- Modes of fracture include brittle fracture and ductile fracture.
- brittle fracture fracture propagates at an ultrahigh speed of at least 500 m/sec, while in ductile fracture, the speed of propagation of fracture is lower and at most 300 m/sec. Accordingly, when steel pipe is applied to an actual pipeline, it is essential that the base metal have a toughness such that it undergoes ductile fracture in the environment of use.
- the HLP Committee proposes that a higher fracture toughness value becomes necessary as the strength of a steel increases in order to restrain the propagation of fracture within a prescribed distance even when high speed ductile fracture occurs.
- the necessary fracture toughness value (the Charpy absorbed energy at -10° C) depends upon the strength grade of steel, the size of a steel pipe, the internal pressure, and other factors, but with X 100 grade steel, it is not 40 to 50 J which is required of usual steel (API X70 grade and below) but becomes at least 150 J. Accordingly, with X 100 grade steel, in addition to high strength, a high fracture toughness value of this level is required.
- Safety from fracture can be evaluated by the location of fracture when a force is applied in the circumferential direction of pipe.
- the location of fracture can be classified as being the base metal, the weld metal, or the weld heat affected zone (HAZ).
- HAZ weld heat affected zone
- a steel according to the present invention is particularly effective at preventing HAZ fracture.
- the following are conceivable as means of preventing HAZ fracture:
- Ceq is increased in order to increase the strength of the HAZ.
- the HAZ has a structure formed by melting due to the effect of heat followed by resolidification or transformation.
- it is effective to make the composition rich (increase both Ceq and Pcm) or to decrease the heat input.
- the heat input can be set to the lowest heat input which can provide the desired shape of the weld.
- making the composition rich has the problem that it leads to a decrease in circumferential weldability when joining steel pipes to each other in the field.
- a high strength is achieved by increasing Ceq so as to suppress softening of the HAZ, while circumferential weldability is maintained at a good level by limiting Pcm up to a certain value.
- TMCP thermo-mechanical control process
- the steel has an ultrahigh strength of at least 750 MPa, taking into consideration safety from fracture, it has a chemical composition for which Ceq ⁇ 0.50% and manufactured with the temperature at the completion of water cooling after hot rolling being 350° C or higher.
- Ceq ⁇ 0.50% and manufactured with the temperature at the completion of water cooling after hot rolling being 350° C or higher.
- the deformability of the base metal i.e., uniform elongation thereof can be greatly increased. Accordingly, a manufacturing process and a UOE steel pipe according to the present invention are extremely effective from the standpoint of safety from fracture.
- Uniform elongation is the amount of plastic deformation of a material occurring up to the maximum load in a tensile test. Accordingly, the fact that a base metal has a large uniform elongation means that if the pressure abruptly increases during operation of a pipeline, the amount of plastic deformation up to the value of TS is large, and the safety from fracture is high. From this standpoint, it is desirable that the uniform elongation of the base metal be at least 5.0%.
- Figure 1 is a graph showing the relationship between the S content and the toughness (the Charpy absorbed energy at -10 °C) of the base metal for X100 grade steels. From Figure 1, it can be seen that the toughness of the base metal is markedly improved by reducing the S content. From this result, it can be found that it is effective to control the S content in an ultrahigh strength steel when a high fracture toughness value is desired.
- the necessary least fracture toughness value is 150 J, so the S content is made at most 20 ppm.
- the S content can be made 14 ppm or less.
- the present invention can provide a UOE steel pipe which can satisfy all of prevention of HAZ fracture of a joint, a high uniform elongation of a base metal, and good circumferential weldability required at the time of laying of a pipeline, which could not be achieved by conventional manufacturing processes.
- a strength corresponding to API X100 grade is satisfied by increasing the carbon equivalent (Ceq) to 0.50% or greater, and circumferential weldability can be provided by limiting the weld cracking parameter (Pcm) to 0.24% or lower.
- the chemical composition of the base metal in the present invention is as follows.
- C is an element which is effective at increasing strength of steel. In order to impart a strength of X100 grade to steel, its content is made at least 0.03%. However, if the C content exceeds 0.08%, it leads to a marked decreases in toughness so that it has an adverse effect on the mechanical properties of the base metal, and at the same time it promotes formation of surface defects on a slab.
- a preferred C content is 0.03 - 0.05%.
- Mn is an element which is effective at increasing the strength and toughness of steel, and its content is made at least 1.70% in order to impart sufficient strength and toughness. However, if the Mn content exceeds 2.2%, the toughness of a weld deteriorates. A preferred Mn content is 1.8 - 2.0%.
- S is one of the elements which it is necessary to limit their content in order to achieve the necessary toughness of a base metal. If the S content exceeds 0.0020%, the fracture toughness value necessary for the base metal cannot be achieved. As previously explained with respect to Figure 1, the S content may be further limited in accordance with the fracture toughness value required of the base metal, such as to at most 0.0014%.
- Ti has an effect of suppressing grain growth in a HAZ by forming TiN and thus increasing the toughness of the HAZ.
- the Ti content exceeds 0.025%, the amount of dissolved N increases, and HAZ toughness deteriorates.
- a preferred Ti content is 0.005 - 0.018%.
- N forms nitrides with V, Ti, and the like and thus has the effect of increasing high temperature strength of steel. However, if the content of N exceeds 0.0050%, it forms carbonitrides with Nb, V, and Ti, thereby causing a decrease in the toughness of the base metal and the HAZ. When a high level of HAZ toughness is desired, N is preferably controlled at an extremely low value of at most 0.0035%.
- the carbon equivalent (Ceq) and weld cracking parameter (Pcm) of the base metal are extremely important factors in order to achieve a high strength of at least X100 grade and high toughness in the base metal and HAZ.
- Ceq of the base metal at least 0.50%
- the carbon equivalent (Ceq) of the base metal is made at least 0.50%.
- the steel composition is designed such that the weld cracking parameter (Pcm) of the base metal is at most 0.24% in order to achieve high strength and high toughness even at the time of circumferential welding.
- Pcm weld cracking parameter
- Ceq and Pcm when Ceq and Pcm appear by themselves, they refer to the Ceq and Pcm of the base metal including the HAZ, i.e., that of the entire steel pipe except for the weld metal.
- the strength in the circumferential direction of a UOE steel pipe according to the present invention is at least 750 MPa and at most 900 MPa.
- This strength level of a steel pipe is defined to indicate that it is the level of X 100 grade.
- an ultrahigh strength UOE steel pipe of X 100 grade strength can be manufactured by the same process as for a conventional low strength UOE steel pipe in which the temperature at the completion of water cooling after hot rolling is 350° C or higher, and the pipe can be provided with the fracture toughness value required in the base metal and HAZ.
- the base metal of a UOE steel pipe according to the present invention may further contain one or more optional elements selected from the group listed below as (i) - (iv).
- a UOE steel pipe according to the present invention can be manufactured by subjecting a steel slab which is adjusted to have the above-described chemical composition to hot rolling, and after the completion of finish rolling, water cooling is performed thereon such that the temperature at the completion of water cooling is 350° C or higher.
- the resulting hot rolled steel plate is formed into a tubular shape by usual U-pressing and O-pressing, and then the abutting edges are bonded by welding on the inner and outer surfaces. This welding is carried out by submerged arc welding. After the welded pipe is formed, it is subjected to pipe expanding so as to increase the roundness.
- Pipe expanding can be carried out by mechanical pipe expanding or hydraulic pipe expanding.
- Hot rolled steel plates for use as a base metal was prepared from steel slabs having the chemical compositions shown in Table 1 by heating and retaining them at a temperature of 1100 - 1200° C, then subjecting them to hot rolling with a finish rolling temperature in the range of 700 - 850° C so as to give a plate thickness of 20 mm.
- the hot-rolled plates were water cooled with the temperatures at the completion of water cooling shown in Table 1 and then air cooled to room temperature.
- the base metal steel plates were formed into a tubular shape by U-pressing and then O-pressing in cold conditions. Then, the abutting edges of the shapes were welded by usual submerged arc welding, and the resulting pipes were subjected to mechanical pipe expanding. In this manner, UOE steel pipes having an outer diameter of 910 mm (36 inches), a wall thickness of 20 mm, and a length of 1200 mm were manufactured.
- Table 1 also shows the strength and toughness of the base metal, the tensile properties of the joint, and results of a circumferential welding test performed on the resulting UOE steel pipes.
- the base metal strength and the position at which joint tensile fracture occurs are particularly important parameters for ascertaining the effects of the present invention.
- the toughness and strength of a base metal were evaluated by taking an impact test piece (JIS No. 4) and a tensile test piece (an ASTM rod-shaped test piece with a diameter of 6.35 mm) from the circumferential direction of each UOE steel pipe so as not to include the weld or the HAZ and determining the Charpy absorbed energy at -10° C (indicated as VE-10° C), the tensile strength (TS), and the uniform elongation (degree of ultimate elongation).
- JIS No. 4 The toughness and strength of a base metal were evaluated by taking an impact test piece (JIS No. 4) and a tensile test piece (an ASTM rod-shaped test piece with a diameter of 6.35 mm) from the circumferential direction of each UOE steel pipe so as not to include the weld or the HAZ and determining the Charpy absorbed energy at -10° C (indicated as VE-10° C), the tensile strength (TS), and the uniform e
- a tensile test of the joint was carried out by taking a tensile test piece in the circumferential direction such that the weld of each UOE steel pipe was in the center of the test piece, and performing a tensile test on the test piece having the reinforcement of weld as it was to determine the tensile strength and ascertain the location of fracture.
- An impact test piece (JIS No. 4) was taken from the HAZ (weld heat affected zone) of each UOE steel pipe and used to determine the Charpy absorbed energy at -10° C (VE-10° C).
- Weldability was evaluated by actually performing circumferential welding of the UOE steel pipes and determining whether cracking occurred at -10° C in y slit cracking test. Cases in which cracking was observed are indicated by an X and cases in which it were not observed are indicated by an O.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004141223 | 2004-05-11 | ||
| PCT/JP2005/008503 WO2005108636A1 (fr) | 2004-05-11 | 2005-05-10 | Tube d’acier uoe d’ultrahaute résistance et procédé de fabrication de celui-ci |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1746175A1 true EP1746175A1 (fr) | 2007-01-24 |
| EP1746175A4 EP1746175A4 (fr) | 2007-07-04 |
Family
ID=35320247
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05739174A Withdrawn EP1746175A4 (fr) | 2004-05-11 | 2005-05-10 | Tube d"acier uoe d"ultrahaute résistance et procédé de fabrication de celui-ci |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20070240794A1 (fr) |
| EP (1) | EP1746175A4 (fr) |
| JP (1) | JPWO2005108636A1 (fr) |
| CN (1) | CN1977059A (fr) |
| CA (1) | CA2566425A1 (fr) |
| WO (1) | WO2005108636A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2434027A4 (fr) * | 2009-05-22 | 2014-01-22 | Jfe Steel Corp | Matériau en acier apte au soudage avec un apport calorifique élevé |
| EP2192203A4 (fr) * | 2007-07-23 | 2016-01-20 | Nippon Steel & Sumitomo Metal Corp | Tubes en acier présentant d'excellentes caractéristiques de déformation et leur procédé de fabrication |
| EP2407570A4 (fr) * | 2009-03-12 | 2016-06-22 | Nippon Steel & Sumitomo Metal Corp | Feuille d'acier épais résistant de hic et tuyau en acier fabriqué selon le procédé uoe |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8803023B2 (en) * | 2007-11-29 | 2014-08-12 | Isg Technologies | Seam welding |
| KR20110125277A (ko) * | 2007-12-07 | 2011-11-18 | 신닛뽄세이테쯔 카부시키카이샤 | 용접열 영향부의 ctod 특성이 우수한 강 및 그 제조 방법 |
| JP2009235460A (ja) * | 2008-03-26 | 2009-10-15 | Sumitomo Metal Ind Ltd | 耐震性能及び溶接熱影響部の低温靭性に優れた高強度uoe鋼管 |
| JP5505280B2 (ja) * | 2010-11-25 | 2014-05-28 | Jfeスチール株式会社 | 鋼構造物の使用限界予測手法 |
| JP5644436B2 (ja) * | 2010-12-03 | 2014-12-24 | Jfeスチール株式会社 | 冷間成形角形鋼管の変形状態評価方法 |
| CN104894492B (zh) * | 2015-06-26 | 2017-04-19 | 山东钢铁股份有限公司 | 一种超低温大口径wphy80级三通管件专用钢板及其制备方法 |
| CN105127237A (zh) * | 2015-09-19 | 2015-12-09 | 云南昆钢新型复合材料开发有限公司 | 双金属耐磨复合管的生产方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02250941A (ja) * | 1989-03-24 | 1990-10-08 | Sumitomo Metal Ind Ltd | 低炭素クロムモリブデン鋼及びその製造方法 |
| US6045630A (en) * | 1997-02-25 | 2000-04-04 | Sumitomo Metal Industries, Ltd. | High-toughness, high-tensile-strength steel and method of manufacturing the same |
| ATE260348T1 (de) * | 1997-07-28 | 2004-03-15 | Exxonmobil Upstream Res Co | Ultra-hochfeste, schweissbare, borenthaltende stähle mit ausgezeichneter zähigkeit |
| JP2000119797A (ja) * | 1998-10-12 | 2000-04-25 | Nippon Steel Corp | 溶接熱影響部靱性に優れた溶接用高張力鋼材とその製造方法 |
| JP4477707B2 (ja) * | 1999-03-10 | 2010-06-09 | 新日本製鐵株式会社 | 低温靱性に優れた超高強度鋼管およびその製造方法 |
| JP3814112B2 (ja) * | 1999-10-15 | 2006-08-23 | 新日本製鐵株式会社 | シーム溶接部の低温強靱性に優れた超高強度鋼管及びその製造方法 |
| JP3785376B2 (ja) * | 2002-03-29 | 2006-06-14 | 新日本製鐵株式会社 | 溶接熱影響部靭性及び変形能に優れた鋼管及び鋼管用鋼板の製造法 |
| JP2003306749A (ja) * | 2002-04-19 | 2003-10-31 | Nippon Steel Corp | 変形能に優れた高強度鋼管及び鋼管用鋼板の製造法 |
| JP4102103B2 (ja) * | 2002-05-20 | 2008-06-18 | 新日本製鐵株式会社 | 高強度ベンド管の製造法 |
| JP3968011B2 (ja) * | 2002-05-27 | 2007-08-29 | 新日本製鐵株式会社 | 低温靱性および溶接熱影響部靱性に優れた高強度鋼とその製造方法および高強度鋼管の製造方法 |
| JP4171267B2 (ja) * | 2002-09-05 | 2008-10-22 | 新日本製鐵株式会社 | 溶接部靱性に優れた高強度溶接鋼管およびその製造方法 |
-
2005
- 2005-05-10 EP EP05739174A patent/EP1746175A4/fr not_active Withdrawn
- 2005-05-10 WO PCT/JP2005/008503 patent/WO2005108636A1/fr not_active Ceased
- 2005-05-10 JP JP2006513023A patent/JPWO2005108636A1/ja active Pending
- 2005-05-10 CA CA002566425A patent/CA2566425A1/fr not_active Abandoned
- 2005-05-10 CN CNA2005800213134A patent/CN1977059A/zh active Pending
-
2006
- 2006-11-13 US US11/598,022 patent/US20070240794A1/en not_active Abandoned
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2192203A4 (fr) * | 2007-07-23 | 2016-01-20 | Nippon Steel & Sumitomo Metal Corp | Tubes en acier présentant d'excellentes caractéristiques de déformation et leur procédé de fabrication |
| EP2407570A4 (fr) * | 2009-03-12 | 2016-06-22 | Nippon Steel & Sumitomo Metal Corp | Feuille d'acier épais résistant de hic et tuyau en acier fabriqué selon le procédé uoe |
| EP2434027A4 (fr) * | 2009-05-22 | 2014-01-22 | Jfe Steel Corp | Matériau en acier apte au soudage avec un apport calorifique élevé |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005108636A1 (fr) | 2005-11-17 |
| JPWO2005108636A1 (ja) | 2008-03-21 |
| EP1746175A4 (fr) | 2007-07-04 |
| CN1977059A (zh) | 2007-06-06 |
| US20070240794A1 (en) | 2007-10-18 |
| CA2566425A1 (fr) | 2005-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101410588B1 (ko) | 저온 인성이 우수한 후육 용접 강관 및 저온 인성이 우수한 후육 용접 강관의 제조 방법, 후육 용접 강관 제조용 강판 | |
| CA2657518C (fr) | Tuyau coude et son procede de fabrication | |
| JP4977876B2 (ja) | 母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法 | |
| JP5223511B2 (ja) | 高強度耐サワーラインパイプ用鋼板およびその製造方法および鋼管 | |
| KR101231270B1 (ko) | 내좌굴성능 및 용접열 영향부 인성이 우수한 저온용 고강도 강관 및 그 제조 방법 | |
| EP2105513B1 (fr) | Tube d'acier soudé épais très résistant pour un tuyau de conduite superieur en terms de résistance à basse temperature et procédé de production de celui-ci. | |
| EP2799567B1 (fr) | Plaque d'acier de résistance élevée et tuyau en acier de résistance élevée d' excellentes aptitude à la déformation et ténacité à basse température et procédé de fabrication de la plaque d'acier | |
| JP4969915B2 (ja) | 耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法 | |
| KR101096866B1 (ko) | 용접성 및 소성 변형능이 우수한 고장력 강재, 및 냉간 성형 강관 | |
| EP3042976A1 (fr) | Tôle d'acier pour tube de canalisation haute résistance à paroi épaisse présentant d'exceptionnelles propriétés de résistance au vieillissement, de résistance aux chocs, et une ductilité à faible température, et tube de canalisation | |
| JP4824143B2 (ja) | 高強度鋼管、高強度鋼管用鋼板、及び、それらの製造方法 | |
| CN108603266B (zh) | 高强度高韧性钢管用钢板及其制造方法 | |
| JP4811166B2 (ja) | 引張強度800MPaを超える超高強度溶接鋼管の製造方法 | |
| US20120291907A1 (en) | High-strength welded steel pipe and method for producing the same | |
| JP5176271B2 (ja) | コーティング処理による加熱後の降伏強度の上昇を抑制した引張強さ760MPa以上のラインパイプ用高強度鋼板の製造方法およびそれを用いたラインパイプ用高強度鋼管の製造方法 | |
| JP5092358B2 (ja) | 高強度高靱性鋼板の製造方法 | |
| EP2093302B1 (fr) | Tube en acier soudé présentant une excellente ténacité à basse température pour tuyauterie de grande résistance et son procédé de fabrication | |
| JP7155703B2 (ja) | ラインパイプ用厚鋼板およびその製造方法 | |
| EP1746175A1 (fr) | Tube d"acier uoe d"ultrahaute résistance et procédé de fabrication de celui-ci | |
| CN105102654A (zh) | 厚壁钢管用钢板、其制造方法以及厚壁高强度钢管 | |
| EP1295651B1 (fr) | Procédé pour la production de tubes en acier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20061121 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20070601 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20101103 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110514 |