EP1832402A1 - Shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames - Google Patents
Shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames Download PDFInfo
- Publication number
- EP1832402A1 EP1832402A1 EP07103893A EP07103893A EP1832402A1 EP 1832402 A1 EP1832402 A1 EP 1832402A1 EP 07103893 A EP07103893 A EP 07103893A EP 07103893 A EP07103893 A EP 07103893A EP 1832402 A1 EP1832402 A1 EP 1832402A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component part
- shaping machine
- insertion direction
- jaws
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002023 wood Substances 0.000 title claims abstract description 7
- 238000007493 shaping process Methods 0.000 title claims description 49
- 238000003780 insertion Methods 0.000 claims abstract description 20
- 230000037431 insertion Effects 0.000 claims abstract description 20
- 238000003754 machining Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
- B27F1/04—Making tongues or grooves, of indefinite length along only one edge of a board
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M1/00—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching
- B27M1/08—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching by multi-step processes
Definitions
- the present invention relates to a shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames.
- a component part having two substantially parallel, longitudinal lateral faces is shaped longitudinally using a shaping machine comprising at least one gripping device for gripping the part; and a work unit for shaping the longitudinal lateral faces of the part.
- the gripping device normally comprises at least one bottom jaw and at least one top jaw, which receive the part in an insertion direction substantially perpendicular to the longitudinal lateral faces of the part, and are movable with respect to each other between a part gripping position and a part release position.
- the part is inserted between the jaws to rest against a stop member, which extends between the jaws to position the part correctly in the insertion direction and permit shaping of the longitudinal lateral face projecting from the jaws.
- shaping the second longitudinal lateral face means moving the jaws into the release position, extracting the part from the jaws, rotating the part 180°, reinserting the part between the jaws, and moving the jaws back into the gripping position.
- the above sequence is fairly complicated and time-consuming, requires the assistance of an operator, and may impair correct, accurate shaping of the two faces.
- a shaping machine comprising two gripping devices of the type described, and on which the part is gripped between the jaws of one gripping device to shape one longitudinal lateral face, and is transferred to the jaws of the other gripping device to shape the other longitudinal lateral face.
- two gripping devices obviously makes the shaping machine fairly complicated, bulky, and expensive.
- Another drawback common to both the above known types of shaping machine is that, once inserted between the jaws of the gripping device, the component part projects outwards of the jaws by a portion whose width, measured parallel to the insertion direction, varies alongside a variation in the width of the component part, also measured parallel to the insertion direction, and may, over and above a given width, impair the stability of the part as it is being shaped.
- a shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames, as claimed in the accompanying Claims.
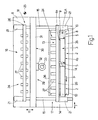
- Number 1 in Figure 1 indicates as a whole a shaping machine for longitudinally shaping component parts 2 of wood or similar, in particular, component parts 2 of door and window frames.
- each component part 2 is in the form of an elongated, substantially rectangular-section parallelepiped, and has two parallel major lateral faces 3; two parallel minor lateral faces 4 perpendicular to faces 3; and two parallel minor lateral faces 5 perpendicular to faces 3 and 4.
- Machine 1 comprises an elongated bed 6 extending in a horizontal direction 7 and supporting a conveyor device 8, which extends in direction 7 and comprises a belt 9 looped about two pulleys (not shown), one of which is powered, and which are mounted to rotate about respective longitudinal axes 10 parallel to a horizontal direction 11 crosswise to direction 7.
- Belt 9 has a substantially horizontal top conveying branch 12, on which component parts 2 are positioned "flat", i.e. with one face 3 resting on branch 12, with faces 4 perpendicular to direction 11, and with faces 5 perpendicular to direction 7.
- Component parts 2 are fed successively by device 8 along a path P, parallel to direction 7, to a transfer station 13 having a number of (in the example shown, two) stop members 14 arranged successively along path P.
- Each member 14 extends crosswise to direction 7 to position component 2 correctly in direction 7, and is movable between a work position ( Figure 1), in which member 14 projects onto path P, and a rest position (not shown), in which member 14 clears path P.
- Bed 6 is fitted with two guides 15, which extend parallel to direction 11 and support a grip-and-carry unit 16 comprising two grip-and-carry devices 17, 18, of which device 17 is located between device 8 and device 18, and is connected to device 8 at station 13.
- each device 17, 18 comprises a comb-like bottom jaw 19 extending over bed 6 in direction 7, and comprising a supporting bar 20, which extends in direction 7, is fitted in sliding manner to guides 15 by two skids 21, and is moved linearly in direction 11 along guides 15 by a known actuating device not shown.
- Bar 20 has a number of parallel teeth 22, each of which projects from bar 20 in direction 11, and is bounded at the top by a flat horizontal surface 23 coplanar with surfaces 23 of the other teeth 22 and with top conveying branch 12 of belt 9 to define a supporting surface A for component parts 2.
- Each device 17, 18 also comprises a top jaw 24, which extends over bed 6 in direction 7, is aligned with relative jaw 19 in a vertical direction 25 perpendicular to directions 7 and 11, and comprises a supporting bar 26 connected in known manner to bar 20 to move in direction 25 between a gripping position and a release position respectively gripping and releasing at least one component part 2.
- Jaw 24 is comb-shaped, and has a number of parallel teeth 27, each of which projects from bar 26 in direction 11, and is aligned in direction 25 with a corresponding tooth 22 of relative bottom jaw 19.
- teeth 22, 27 of jaws 19, 24 of device 17 are offset in direction 7 with respect to teeth 22, 27 of jaws 19, 24 of device 18.
- Jaws 19, 24 of each device 17, 18 define between them a channel 28 for insertion of component parts 2 in direction 11.
- Channel 28 has no stop members for arresting component parts 2 in direction 11, so that component parts 2 can be inserted through the channel from one end to the other and along its whole length in direction 11.
- Shaping machine 1 also comprises a work unit 29 comprising a fixed bridge crane 30, which in turn comprises two uprights (not shown), which extend upwards from bed in direction 25, are located on opposite sides of guides 15 in direction 7, and are fitted with a horizontal cross member 31 extending over guides 15 in direction 7.
- a work unit 29 comprising a fixed bridge crane 30, which in turn comprises two uprights (not shown), which extend upwards from bed in direction 25, are located on opposite sides of guides 15 in direction 7, and are fitted with a horizontal cross member 31 extending over guides 15 in direction 7.
- Bridge crane 30 supports a machining head 32, which is fitted in known manner to cross member 31 to move linearly in direction 7 along cross member 31 under the control of a known actuating device not shown, and comprises at least one tool spindle 33 fitted in known manner to head 32 to move in direction 25, and having a known shaping tool 34 (Figure 3).
- shaping machine 1 Operation of shaping machine 1 will now be described with reference to Figures 1 and 3 and to the shaping of one component 2, and as of the instant in which component part 2 has been fed by conveyor device 8 into transfer station 13 and onto relative stop member 14, and top jaws 24 of grip-and-carry devices 17, 18 are in the release position.
- member 14 is moved into the rest position, and component part 2 is inserted in direction 11 between jaws 19, 24 of device 17 by a push bar 35, which extends in direction 7 and is fitted in known manner to bed 6 to move linearly in direction 11 with respect to bed 6, under the control of a known actuating device not shown.
- channel 28 defined between jaws 19, 24 of device 17 has no stop members for arresting component part 2 in direction 11, component part 2 is inserted between jaws 19, 24 of device 17 at a first end 28a of channel 28, and is fed along channel 28 so that one of faces 4 (hereinafter indicated 4a) projects in direction 11 from jaws 19, 24 at a second end 28b, opposite first end 28a, of channel 28.
- Component part 2 is fed into contact with an elongated stop member 36, which extends in direction 7, is located a given distance from second end 28b of channel 28, provides for positioning the component part correctly in direction 11, and is fitted in known manner to bed 6 to move linearly in direction 25, with respect to bed 6 and under the control of a known actuating device not shown, between a raised work position ( Figure 3a), in which member 36 projects above supporting surface A, and a lowered rest position (not shown), in which member 36 is positioned below surface A.
- a raised work position Figure 3a
- a lowered rest position not shown
- jaw 24 of device 17 is moved into the gripping position, member 36 is moved into the lowered rest position, and face 4a is shaped by shaping tool 34 (Figure 3b) by combining the movements of machining head 32 in direction 7, of tool spindle 33 in direction 25, and of grip-and-carry device 17 in direction 11.
- grip-and-carry device 18 is moved in direction 11, so that teeth 22, 27 of relative jaws 19, 24 fit between teeth 22, 27 of corresponding jaws 19, 24 of device 17 to engage component part 2; jaw 24 of device 18 is moved into the gripping position; jaw 24 of device 17 is moved into the release position; and device 17 is moved in direction 11 to release component part 2.
- channel 28 defined between jaws 19, 24 of device 18 has no stop members for arresting component part 2 in direction 11, component part 2 is inserted between jaws 19, 24 of device 18, so that face 4 opposite face 4a (and hereinafter indicated 4b) projects in direction 11 from jaws 19, 24.
- face 4b is shaped by shaping tool 34 ( Figure 3d) by combining the movements of machining head 32 in direction 7, of tool spindle 33 in direction 25, and of grip-and-carry device 18 in direction 11.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Feeding Of Workpieces (AREA)
- Golf Clubs (AREA)
- Placing Or Removing Of Piles Or Sheet Piles, Or Accessories Thereof (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
Abstract
Description
- The present invention relates to a shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames.
- In woodworking, a component part having two substantially parallel, longitudinal lateral faces is shaped longitudinally using a shaping machine comprising at least one gripping device for gripping the part; and a work unit for shaping the longitudinal lateral faces of the part.
- The gripping device normally comprises at least one bottom jaw and at least one top jaw, which receive the part in an insertion direction substantially perpendicular to the longitudinal lateral faces of the part, and are movable with respect to each other between a part gripping position and a part release position. The part is inserted between the jaws to rest against a stop member, which extends between the jaws to position the part correctly in the insertion direction and permit shaping of the longitudinal lateral face projecting from the jaws.
- Known shaping machines of the above type have various drawbacks, mainly due to the fact that, once the first longitudinal lateral face of the part is shaped, shaping the second longitudinal lateral face means moving the jaws into the release position, extracting the part from the jaws, rotating the part 180°, reinserting the part between the jaws, and moving the jaws back into the gripping position. The above sequence is fairly complicated and time-consuming, requires the assistance of an operator, and may impair correct, accurate shaping of the two faces.
- To eliminate the above drawbacks, a shaping machine is known comprising two gripping devices of the type described, and on which the part is gripped between the jaws of one gripping device to shape one longitudinal lateral face, and is transferred to the jaws of the other gripping device to shape the other longitudinal lateral face. Featuring two gripping devices, however, obviously makes the shaping machine fairly complicated, bulky, and expensive.
- Another drawback common to both the above known types of shaping machine is that, once inserted between the jaws of the gripping device, the component part projects outwards of the jaws by a portion whose width, measured parallel to the insertion direction, varies alongside a variation in the width of the component part, also measured parallel to the insertion direction, and may, over and above a given width, impair the stability of the part as it is being shaped.
- It is an object of the present invention to provide a shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames, designed to eliminate the aforementioned drawbacks.
- According to the present invention, there is provided a shaping machine for longitudinally shaping component parts of wood or similar, in particular, component parts of door and window frames, as claimed in the accompanying Claims.
- A non-limiting embodiment of the present invention will be described by way of example with reference to the accompanying drawings, in which:
- Figure 1 shows a schematic plan view of a preferred embodiment of the shaping machine according to the present invention;
- Figure 2 shows a schematic view in perspective of a detail of the Figure 1 shaping machine;
- Figure 3 shows a schematic side view of one possible operating cycle of the Figure 1 shaping machine.
- Number 1 in Figure 1 indicates as a whole a shaping machine for longitudinally shaping
component parts 2 of wood or similar, in particular,component parts 2 of door and window frames. In the example shown, eachcomponent part 2 is in the form of an elongated, substantially rectangular-section parallelepiped, and has two parallel majorlateral faces 3; two parallel minor lateral faces 4 perpendicular tofaces 3; and two parallel minorlateral faces 5 perpendicular tofaces 3 and 4. - Machine 1 comprises an elongated bed 6 extending in a horizontal direction 7 and supporting a
conveyor device 8, which extends in direction 7 and comprises abelt 9 looped about two pulleys (not shown), one of which is powered, and which are mounted to rotate about respectivelongitudinal axes 10 parallel to ahorizontal direction 11 crosswise to direction 7. -
Belt 9 has a substantially horizontaltop conveying branch 12, on whichcomponent parts 2 are positioned "flat", i.e. with oneface 3 resting onbranch 12, with faces 4 perpendicular todirection 11, and withfaces 5 perpendicular to direction 7. -
Component parts 2 are fed successively bydevice 8 along a path P, parallel to direction 7, to atransfer station 13 having a number of (in the example shown, two)stop members 14 arranged successively along path P. Eachmember 14 extends crosswise to direction 7 toposition component 2 correctly in direction 7, and is movable between a work position (Figure 1), in whichmember 14 projects onto path P, and a rest position (not shown), in whichmember 14 clears path P. - Bed 6 is fitted with two
guides 15, which extend parallel todirection 11 and support a grip-and-carry unit 16 comprising two grip-and-carry devices device 17 is located betweendevice 8 anddevice 18, and is connected todevice 8 atstation 13. - As shown in Figures 1 and 2, each
device like bottom jaw 19 extending over bed 6 in direction 7, and comprising a supportingbar 20, which extends in direction 7, is fitted in sliding manner to guides 15 by twoskids 21, and is moved linearly indirection 11 alongguides 15 by a known actuating device not shown.Bar 20 has a number ofparallel teeth 22, each of which projects frombar 20 indirection 11, and is bounded at the top by a flathorizontal surface 23 coplanar withsurfaces 23 of theother teeth 22 and withtop conveying branch 12 ofbelt 9 to define a supporting surface A forcomponent parts 2. - Each
device top jaw 24, which extends over bed 6 in direction 7, is aligned withrelative jaw 19 in avertical direction 25 perpendicular todirections 7 and 11, and comprises a supportingbar 26 connected in known manner to bar 20 to move indirection 25 between a gripping position and a release position respectively gripping and releasing at least onecomponent part 2. - Jaw 24 is comb-shaped, and has a number of
parallel teeth 27, each of which projects frombar 26 indirection 11, and is aligned indirection 25 with acorresponding tooth 22 ofrelative bottom jaw 19. In connection with the above, it should be pointed out thatteeth jaws device 17 are offset in direction 7 with respect toteeth jaws device 18. -
Jaws device channel 28 for insertion ofcomponent parts 2 indirection 11. Channel 28 has no stop members for arrestingcomponent parts 2 indirection 11, so thatcomponent parts 2 can be inserted through the channel from one end to the other and along its whole length indirection 11. - Shaping machine 1 also comprises a
work unit 29 comprising afixed bridge crane 30, which in turn comprises two uprights (not shown), which extend upwards from bed indirection 25, are located on opposite sides ofguides 15 in direction 7, and are fitted with ahorizontal cross member 31 extending overguides 15 in direction 7. -
Bridge crane 30 supports amachining head 32, which is fitted in known manner to crossmember 31 to move linearly in direction 7 alongcross member 31 under the control of a known actuating device not shown, and comprises at least onetool spindle 33 fitted in known manner to head 32 to move indirection 25, and having a known shaping tool 34 (Figure 3). - Operation of shaping machine 1 will now be described with reference to Figures 1 and 3 and to the shaping of one
component 2, and as of the instant in whichcomponent part 2 has been fed byconveyor device 8 intotransfer station 13 and ontorelative stop member 14, andtop jaws 24 of grip-and-carry devices - As shown in Figures 1 and 3a,
member 14 is moved into the rest position, andcomponent part 2 is inserted indirection 11 betweenjaws device 17 by apush bar 35, which extends in direction 7 and is fitted in known manner to bed 6 to move linearly indirection 11 with respect to bed 6, under the control of a known actuating device not shown. - Since
channel 28 defined betweenjaws device 17 has no stop members for arrestingcomponent part 2 indirection 11,component part 2 is inserted betweenjaws device 17 at afirst end 28a ofchannel 28, and is fed alongchannel 28 so that one of faces 4 (hereinafter indicated 4a) projects indirection 11 fromjaws second end 28b, oppositefirst end 28a, ofchannel 28. -
Component part 2 is fed into contact with anelongated stop member 36, which extends in direction 7, is located a given distance fromsecond end 28b ofchannel 28, provides for positioning the component part correctly indirection 11, and is fitted in known manner to bed 6 to move linearly indirection 25, with respect to bed 6 and under the control of a known actuating device not shown, between a raised work position (Figure 3a), in whichmember 36 projects above supporting surface A, and a lowered rest position (not shown), in whichmember 36 is positioned below surface A. - At this point,
jaw 24 ofdevice 17 is moved into the gripping position,member 36 is moved into the lowered rest position, andface 4a is shaped by shaping tool 34 (Figure 3b) by combining the movements of machininghead 32 in direction 7, oftool spindle 33 indirection 25, and of grip-and-carry device 17 indirection 11. - With reference to Figure 3c, once
face 4a is shaped, grip-and-carry device 18 is moved indirection 11, so thatteeth relative jaws teeth corresponding jaws device 17 to engagecomponent part 2;jaw 24 ofdevice 18 is moved into the gripping position;jaw 24 ofdevice 17 is moved into the release position; anddevice 17 is moved indirection 11 to releasecomponent part 2. - Since
channel 28 defined betweenjaws device 18 has no stop members for arrestingcomponent part 2 indirection 11,component part 2 is inserted betweenjaws device 18, so that face 4opposite face 4a (and hereinafter indicated 4b) projects indirection 11 fromjaws - Finally,
face 4b is shaped by shaping tool 34 (Figure 3d) by combining the movements of machininghead 32 in direction 7, oftool spindle 33 indirection 25, and of grip-and-carry device 18 indirection 11. - In variations not shown :
- when
component part 2 is wider, indirection 11, than the length ofchannel 28, also measured indirection 11,component part 2 is gripped betweenjaws carry device 17 with bothfaces channel 28 indirection 11, so that bothfaces tool 34 without ever releasingcomponent part 2; - shaping machine 1 may be equipped with two
work units 29 for simultaneously shapingfaces component parts 2 wider, indirection 11, than the length ofchannel 28, also measured indirection 11; -
device 18 may be replaced with a second push bar located on the opposite side ofdevice 17 tobar 35, so thatcomponent part 2 can be pushed betweenjaws device 17 both ways indirection 11; - at least one of
jaws device relative jaw relative channel 28 to positioncomponent parts 2 correctly indirection 11, and a rest position, in which the stop member is housed insiderelative jaw relative channel 28; and - the number and arrangement of
work units 29 and grip-and-carry devices
Claims (11)
- A shaping machine for longitudinally shaping component parts (2) of wood or similar, in particular, component parts (2) of door and window frames, the shaping machine comprising at least one gripping device (17, 18) for at least one component part (2); and at least one work unit (29) for shaping at least one longitudinal lateral face (4a, 4b) of the component part (2); the gripping device (17, 18) comprising a bottom jaw (19) and a top jaw (24), which receive the component part (2) in a given insertion direction (11), and define between them a channel (28) by which to feed the component part (2) in the insertion direction (11); and the shaping machine being characterized in that the channel (28) has no stop members for arresting the component part (2) in said insertion direction (11), so that the component part (2) can be fed through the channel (28) from one end to the other.
- A shaping machine as claimed in Claim 1, and also comprising first stop means (36) for positioning the component part (2) correctly in said insertion direction (11); the first stop means (36) being located outside said channel (28).
- A shaping machine as claimed in Claim 1 or 2, and also comprising second stop means housed inside one of said jaws (19, 24) and movable between a rest position, in which the second stop means are located outside said channel (28), and a work position, in which the second stop means project inside the channel (28).
- A shaping machine as claimed in any one of the foregoing Claims, wherein said insertion direction (11) is substantially perpendicular to said longitudinal lateral face (4a, 4b).
- A shaping machine as claimed in any one of the foregoing Claims, and also comprising a loading station (13) for loading the component part (2) between said jaws (19, 24); and first conveying means (35) for moving the component part (2) and the gripping device (17, 18) with respect to each other in said insertion direction (11) to insert the component part (2) between the jaws (19, 24).
- A shaping machine as claimed in Claim 5, and also comprising second conveying means (8) for feeding the component part (2) to said loading station (13) in a travelling direction (7) substantially crosswise to said insertion direction (11).
- A shaping machine as claimed in any one of the foregoing Claims, and comprising a first and second said gripping device (17, 18), each of which comprises a said bottom jaw (19) and a said top jaw (24); the first and second gripping device (17, 18) being movable with respect to each other in said insertion direction (11) to transfer the component part (2) between the first and second gripping device (17, 18).
- A shaping machine as claimed in Claim 7, wherein each said jaw (19, 24) is a comb-shaped jaw having a respective number of teeth (22, 27) parallel to one another and to said insertion direction (11).
- A shaping machine as claimed in Claim 8, wherein the teeth (22, 27) of the jaws (19, 24) of the first gripping device (17) are offset, crosswise to said insertion direction (11), with respect to the teeth (22, 27) of the jaws (19, 24) of the second gripping device (18); the teeth (22, 27) of the jaws (19, 24) of the first gripping device (17) being inserted between the teeth (22, 27) of the jaws (19, 24) of the second gripping device (18) when the gripping devices (17, 18) are moved with respect to each other in said insertion direction (11) .
- A shaping machine as claimed in any one of the forgoing Claims, wherein the component part (2) has two longitudinal lateral faces (4a, 4b) substantially parallel to each other and perpendicular to said insertion direction (11); the shaping machine comprising at least two said work units (29) for simultaneously shaping said longitudinal lateral faces (4a, 4b).
- A shaping machine as claimed in any one of the foregoing Claims, and comprising conveying means (35) for moving the component part (2) and the gripping device (17, 18) with respect to each other in said insertion direction (11), and for positioning the component part (2) correctly between said jaws (19, 24) both ways in said insertion direction (11).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000171A ITBO20060171A1 (en) | 2006-03-10 | 2006-03-10 | PROFILING MACHINE FOR LONGITUDINAL PROFILING OF WOOD OR SIMILAR COMPONENTS, IN PARTICULAR COMPONENTS FOR WINDOWS. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1832402A1 true EP1832402A1 (en) | 2007-09-12 |
| EP1832402B1 EP1832402B1 (en) | 2009-12-30 |
Family
ID=38123838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07103893A Not-in-force EP1832402B1 (en) | 2006-03-10 | 2007-03-09 | Shaping machine for longitudinally shaping elongated component parts of wood or similar, in particular component parts of door and window frames |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1832402B1 (en) |
| AT (1) | ATE453494T1 (en) |
| DE (1) | DE602007004010D1 (en) |
| IT (1) | ITBO20060171A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1882570A1 (en) | 2006-07-25 | 2008-01-30 | Homag Holzbearbeitungssysteme AG | Machining centre for machining elongated workpieces |
| EP2153954A1 (en) * | 2008-08-06 | 2010-02-17 | Masterwood S.p.A. | Automatic working centre for frame pieces |
| ITTV20100069A1 (en) * | 2010-04-30 | 2011-10-31 | Val Mec S R L | METHOD OF WORKING A FRAME FOR FRAMES AND IMPLEMENTING MACHINE SUCH THE METHOD |
| ITPC20110018A1 (en) * | 2011-08-05 | 2013-02-06 | Cml S R L | WORKING CENTER FOR WOOD PROCESSING |
| WO2016180651A1 (en) * | 2015-05-08 | 2016-11-17 | Homag Gmbh | Workpiece feeding device and workpiece removing device |
| IT202000024955A1 (en) * | 2020-10-22 | 2022-04-22 | Lorenzo Lattanzi | METHOD AND MACHINE FOR THE REALIZATION OF WOODEN OR SIMILAR COMPONENTS |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1281491A2 (en) * | 2001-08-02 | 2003-02-05 | Michael Weinig Aktiengesellschaft | Apparatus and method for machining wooden, plastic or similar workpieces |
| EP1475204A1 (en) * | 2003-05-07 | 2004-11-10 | IMPRESA 2000 DI SACCHI PARIDE E C. s.a.s. | Machine for processing wood panels or similar |
| EP1600254A1 (en) * | 2004-05-27 | 2005-11-30 | Michael Weinig Aktiengesellschaft | Conveying unit for machine for working workpieces and method for machining such workpieces |
-
2006
- 2006-03-10 IT IT000171A patent/ITBO20060171A1/en unknown
-
2007
- 2007-03-09 AT AT07103893T patent/ATE453494T1/en not_active IP Right Cessation
- 2007-03-09 DE DE602007004010T patent/DE602007004010D1/en active Active
- 2007-03-09 EP EP07103893A patent/EP1832402B1/en not_active Not-in-force
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1281491A2 (en) * | 2001-08-02 | 2003-02-05 | Michael Weinig Aktiengesellschaft | Apparatus and method for machining wooden, plastic or similar workpieces |
| EP1475204A1 (en) * | 2003-05-07 | 2004-11-10 | IMPRESA 2000 DI SACCHI PARIDE E C. s.a.s. | Machine for processing wood panels or similar |
| EP1600254A1 (en) * | 2004-05-27 | 2005-11-30 | Michael Weinig Aktiengesellschaft | Conveying unit for machine for working workpieces and method for machining such workpieces |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1882570A1 (en) | 2006-07-25 | 2008-01-30 | Homag Holzbearbeitungssysteme AG | Machining centre for machining elongated workpieces |
| EP2153954A1 (en) * | 2008-08-06 | 2010-02-17 | Masterwood S.p.A. | Automatic working centre for frame pieces |
| ITTV20100069A1 (en) * | 2010-04-30 | 2011-10-31 | Val Mec S R L | METHOD OF WORKING A FRAME FOR FRAMES AND IMPLEMENTING MACHINE SUCH THE METHOD |
| ITPC20110018A1 (en) * | 2011-08-05 | 2013-02-06 | Cml S R L | WORKING CENTER FOR WOOD PROCESSING |
| WO2016180651A1 (en) * | 2015-05-08 | 2016-11-17 | Homag Gmbh | Workpiece feeding device and workpiece removing device |
| EP3922423A1 (en) * | 2015-05-08 | 2021-12-15 | HOMAG GmbH | Workpiece feeding device or workpiece removing device |
| IT202000024955A1 (en) * | 2020-10-22 | 2022-04-22 | Lorenzo Lattanzi | METHOD AND MACHINE FOR THE REALIZATION OF WOODEN OR SIMILAR COMPONENTS |
| EP3988267A1 (en) * | 2020-10-22 | 2022-04-27 | SCM Group S.p.A. | Method and machine to manufacture components made of wood or the like |
Also Published As
| Publication number | Publication date |
|---|---|
| DE602007004010D1 (en) | 2010-02-11 |
| EP1832402B1 (en) | 2009-12-30 |
| ATE453494T1 (en) | 2010-01-15 |
| ITBO20060171A1 (en) | 2007-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1992464B1 (en) | Method of machining component parts of wood or similar, in particular door and window frame component parts | |
| EP1832402B1 (en) | Shaping machine for longitudinally shaping elongated component parts of wood or similar, in particular component parts of door and window frames | |
| US10668643B2 (en) | Machining device | |
| EP1810802A1 (en) | Machine tool | |
| EP2253441A1 (en) | device and method for the squaring of a wooden plate or of a plate of similar material | |
| CN105129396B (en) | Movable carrying platform | |
| EP2159023B1 (en) | Machining centre for machining components made of wood or the like having an elongated shape, in particular components for frames | |
| EP2105269B1 (en) | A method and machine for profiling elongated wood components or the like, specifically components for door and window frames | |
| EP2098344B2 (en) | Method and machine for machining wood components or the like | |
| EP3167969A1 (en) | Machine and method to process bars made of aluminium, light alloys, pvc or the like | |
| EP1475204B1 (en) | Machine for processing wood panels or similar | |
| SE520106C2 (en) | Feeding device | |
| ITPD20090227A1 (en) | VERTICAL MACHINING CENTER FOR FLAT GLASS SHEETS | |
| CA2687357C (en) | Transport device for a finger jointing system | |
| JP3835921B2 (en) | Fastening device for temporary fastening of shoe link belt | |
| EP2022611B1 (en) | Machine for working component parts of wood or similar, in particular component parts of doors and windows | |
| EP2210723A1 (en) | Machine and method for work wood or similar material | |
| CN110561568A (en) | Engraving and milling machine | |
| KR20180070838A (en) | Pin automatic insertion device | |
| CN219884972U (en) | Guide mechanism, conveying device and material moving machine | |
| CN214383184U (en) | Double-end tenon milling device for solid wood parts | |
| JP2664776B2 (en) | Positioning mechanism in member processing equipment | |
| ITTO960541A1 (en) | DEVICE FOR THE TRANSPORT OF SHEETS IN A MULTIPLE TOOL MACHINE. | |
| EP2868450A1 (en) | Cutting system to cut wood panels or the like | |
| EP0092337A1 (en) | Stepping transport device for work pieces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20080311 |
|
| 17Q | First examination report despatched |
Effective date: 20080417 |
|
| AKX | Designation fees paid |
Designated state(s): DE IT |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY DE IT LI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: SHAPING MACHINE FOR LONGITUDINALLY SHAPING ELONGATED COMPONENT PARTS OF WOOD OR SIMILAR, IN PARTICULAR COMPONENT PARTS OF DOOR AND WINDOW FRAMES |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602007004010 Country of ref document: DE Date of ref document: 20100211 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20091230 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20091230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100410 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100430 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100330 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100331 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100331 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20101001 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100309 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110309 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120323 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100701 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100309 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130306 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007004010 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007004010 Country of ref document: DE Effective date: 20141001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140309 |