EP1857563B1 - Weichnitriertes bauteil aus unvergütetem stahl - Google Patents
Weichnitriertes bauteil aus unvergütetem stahl Download PDFInfo
- Publication number
- EP1857563B1 EP1857563B1 EP06713575.6A EP06713575A EP1857563B1 EP 1857563 B1 EP1857563 B1 EP 1857563B1 EP 06713575 A EP06713575 A EP 06713575A EP 1857563 B1 EP1857563 B1 EP 1857563B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- soft
- nitriding
- steel
- bainite
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 94
- 239000010959 steel Substances 0.000 title claims description 94
- 229910000859 α-Fe Inorganic materials 0.000 claims description 69
- 229910001563 bainite Inorganic materials 0.000 claims description 64
- 150000004767 nitrides Chemical class 0.000 claims description 56
- 229910001562 pearlite Inorganic materials 0.000 claims description 30
- 238000009792 diffusion process Methods 0.000 claims description 23
- 239000012535 impurity Substances 0.000 claims description 22
- 229910052757 nitrogen Inorganic materials 0.000 claims description 22
- 229910052804 chromium Inorganic materials 0.000 claims description 17
- 239000000203 mixture Substances 0.000 claims description 15
- 229910052748 manganese Inorganic materials 0.000 claims description 13
- 239000000126 substance Substances 0.000 claims description 13
- 229910052720 vanadium Inorganic materials 0.000 claims description 12
- 229910052782 aluminium Inorganic materials 0.000 claims description 8
- 229910052750 molybdenum Inorganic materials 0.000 claims description 7
- 229910052698 phosphorus Inorganic materials 0.000 claims description 6
- 229910000727 Fe4N Inorganic materials 0.000 claims description 5
- 238000005121 nitriding Methods 0.000 description 74
- 238000005452 bending Methods 0.000 description 46
- 238000001816 cooling Methods 0.000 description 44
- 239000010410 layer Substances 0.000 description 31
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 24
- 238000000034 method Methods 0.000 description 23
- 238000001556 precipitation Methods 0.000 description 22
- 239000003921 oil Substances 0.000 description 19
- 239000000463 material Substances 0.000 description 18
- 229910052799 carbon Inorganic materials 0.000 description 17
- 230000000694 effects Effects 0.000 description 16
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 16
- 239000007789 gas Substances 0.000 description 15
- 238000007670 refining Methods 0.000 description 15
- 230000008569 process Effects 0.000 description 11
- 229910001566 austenite Inorganic materials 0.000 description 10
- 238000005242 forging Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 229910000734 martensite Inorganic materials 0.000 description 10
- 230000001965 increasing effect Effects 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 239000012298 atmosphere Substances 0.000 description 8
- 150000001875 compounds Chemical class 0.000 description 8
- 230000002708 enhancing effect Effects 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 238000004881 precipitation hardening Methods 0.000 description 8
- 238000010791 quenching Methods 0.000 description 8
- 238000005728 strengthening Methods 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 7
- 230000006866 deterioration Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 230000009466 transformation Effects 0.000 description 7
- 229910052759 nickel Inorganic materials 0.000 description 6
- 238000009628 steelmaking Methods 0.000 description 6
- 229910052796 boron Inorganic materials 0.000 description 5
- 238000009661 fatigue test Methods 0.000 description 5
- 230000001976 improved effect Effects 0.000 description 5
- 239000006104 solid solution Substances 0.000 description 5
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 4
- 239000010953 base metal Substances 0.000 description 4
- 229910001337 iron nitride Inorganic materials 0.000 description 4
- 229910052745 lead Inorganic materials 0.000 description 4
- 239000012299 nitrogen atmosphere Substances 0.000 description 4
- 239000012071 phase Substances 0.000 description 4
- 239000002244 precipitate Substances 0.000 description 4
- 230000000171 quenching effect Effects 0.000 description 4
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 3
- 235000017491 Bambusa tulda Nutrition 0.000 description 3
- 241001330002 Bambuseae Species 0.000 description 3
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000011425 bamboo Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 230000002542 deteriorative effect Effects 0.000 description 3
- 238000005098 hot rolling Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 238000003483 aging Methods 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 229910000920 Fe16N2 Inorganic materials 0.000 description 1
- 229910017389 Fe3N Inorganic materials 0.000 description 1
- 229910018967 Pt—Rh Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002829 nitrogen Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000004626 scanning electron microscopy Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/30—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for crankshafts; for camshafts
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
Definitions
- the present invention relates to soft-nitrided machinery parts made of non-heat treated steel and, more specifically, relates to soft-nitrided machinery parts such as a crankshaft and a connecting rod for automobiles, industrial machinery, construction machinery and the like.
- machinery parts such as a crankshaft and a connecting rod for automobiles, industrial machinery, construction machinery and the like are manufactured by performing thermal refining (quenching, tempering, normalizing, annealing) after hot working by means of hot forging or the like.
- thermal refining quenching, tempering, normalizing, annealing
- the thermal refining leads to a homogenous and fine microstructure.
- soft-nitriding is performed mainly for the purpose of enhancing fatigue resistance.
- the soft-nitriding causes distortion, which impairs the dimensional accuracy of the parts, therefore, bending straightening is frequently performed after the soft-nitriding. Therefore, the parts after soft nitriding require an excellent bending straightening property in addition to high fatigue resistance.
- excellent bending straightening property means that the parts never crack up on the surface even to an extent of large bending displacement.
- the parts after soft-nitriding are required to be excellent in bending straightening property as described above, omission of the thermal refining frequently results in a remarkably inferior bending straightening property of the parts after soft-nitriding due to the above-mentioned coarse-grained microstructure and/or nonuniform microstructure.
- thermal refining "normalizing", that is a typical thermal refining, will be explained as a representative case in the following.
- Some methods have been proposed so far in order to obtain a non-heat treated steel for soft nitriding that can form parts with high fatigue strength and excellent "bending straightening property" after nitriding even if the thermal refining is omitted. These are roughly classified into two methods described below.
- Patent Document 1 discloses "a nitrided steel, having contents of alloy elements of, by mass%, C: 0.15 to 0.40%, Si: 0.50% or less, Mn: 0.20 to 1.50%, Cr: 0.05 to 0.50%, and the balance Fe and inevitable impurities, in which the microstructure after hot working is a ferrite-pearlite microstructure, the ferrite area fraction is 30% or more, the ferrite grain size number is not less than No. 5, and has the average dimension of pearlite is 50 ⁇ m or less". It is described that this steel is excellent in fatigue strength and bending straightening property after nitriding even if normalizing is omitted.
- Patent Document 2 discloses "nitrided parts obtained by nitriding a steel, the steel comprising, by mass%, C: 0.15 to 0.40%, Si: not more than 0.50%, Mn: 0.20 to 1.50%, Cr: 0.05 to 0.50%, and the balance Fe and inevitable impurities, and the steel having a mixed microstructure of ferrite and pearlite as hot forged, in which the average dimension of grain of the ferrite is 50 ⁇ m or less, the average dimension of grain of the pearlite is 50 ⁇ m or less, the average hardening depth by the nitriding is 0.3 mm or more, and the fluctuation of the hardening depth is 0.1 mm or less". It is described that these parts are excellent in fatigue strength and bending straightening property after nitrided even if the normalizing after hot forging is omitted.
- Patent Document 3 discloses "a steel product for soft nitriding, having a chemical composition comprising, by mass%, C: 0.20 to 0.60%, Si: 0.05 to 1.0%, Mn: 0.3 to 1.0%, P: 0.05% or less, S: 0.005 to 0.10%, Cr: 0.3% or less, Al: 0.08% or less, Ti: 0.03% or less, N: 0.008 to 0.020%, Ca: 0.005% or less, Pb: 0.30% or less, Cu: 0.30% or less, Ni: 0.30% or less, Mo: 0.30% or less, V: 0.20% or less, Nb: 0.05% or less, with satisfaction of an inequality of 221C(%) + 99.5Mn(%) + 52.5Cr(%) - 304Ti(%) + 577N(%) + 25 ⁇ 150, and the balance Fe and inevitable impurities, and the steel having a mixed microstructure of ferrite and pearlite whose ferrite fraction is 10% or more".
- Patent Document 3 It is described in the following Patent Document 3 that without normalizing nitrided parts excellent in fatigue strength and bending straightening property can be obtained, when the fatigue strength, which is expressed in the form of a regression equation of alloy chemistries, is not less than a specified magnitude and the microstructure is composed of ferrite and pearlite with a ferrite fraction of 10% or more.
- Patent Document 4 discloses "a steel for nitriding, having a chemical composition comprising, by weight%, C: 0.30 to 0.43%, Si: 0.05 to 0.40%, Mn: 0.20 to 0.60%, P: 0.08% or less, S: 0.10% or less, sol. Al: 0.010% or less, Ti: 0.013% or less, Ca: 0.0030% or less, Pb: 0.20% or less, N: 0.010 to 0.030%, and the balance Fe and impurities, the content of Cr in the impurities being restricted to 0.10% or less and the content of V in the impurities being restricted to 0.01% or less".
- Patent Document 4 It is described in the following Patent Document 4 that nitriding without prior normalizing can obtain a product excellent in fatigue strength and bending straightening property by making the hardness gradient in a nitrided layer moderate.
- Patent Document 5 discloses "a steel for structural use with a high fatigue strength that have a chemical composition comprising C: 0.1 to 0.35%, Si: 0.05 to 0.35%, Mn: 0.6 to 1.50%, P: 0.01% or less, S: 0.015% or less, Cr: 1.1 to 2.0%, Mo: 0.5 to 1.0%, V: 0.03 to 0.13%, B: 0.0005 to 0.0030%, Ti: 0.01 to 0.04%, Al: 0.01 to 0.04%, and the balance Fe and inevitable impurities".
- Patent Document 5 It is described in the following Patent Document 5 that Cr is effective for improving the hardenability and nitriding-hardening property and that V is effective for enhancing the fatigue strength by refining carbide precipitates. Cr and V improve the fatigue strength based on the precipitation hardening because the improved nitriding-hardening property by Cr is based on precipitation of the Cr nitrides. However, since a steel product once manufactured is reheated and cooled in order to obtain the bainite microstructure, this steel is contained in the category of heat-treated steel.
- Patent Document 6 discloses "a non-heat treated steel for soft-nitriding, having a chemical composition comprising, by mass%, C: 0.1 to less than 0.3%, Si: 0.01 to 1.0%, Mn: 1.5 to 3.0%, Cr: 0.01 to 0.5%, Mo: 0.1 to 1.0%, acid-soluble Al: 0.01 to 0.045%, N: 0.005 to 0.025%, and the balance Fe and inevitable impurities", and the like.
- Patent Document 6 It is described in the following Patent Document 6 that a steel having a bainite microstructure, which is obtained by air-cooling from a hot working temperature, has an excellent toughness and bending straightening property after it is subjected to soft-nitriding.
- the concentration of C is restricted to less than 0.3% so that the machinability is not impaired by an excessively increased hardness of bainite, and the concentration of Mn is prescribed to 1.5% or more for ensuring the hardenability of steel for generating the bainite.
- the hardness of the nitrided layer is enhanced by precipitation hardening of Cr nitrides by adding 0.01 to 0.05% of Cr.
- the reason for the improved bending straightening property due to the bainite microstructure is in the fact that a bainite microstructure has a higher toughness than that of a ferrite-pearlite microstructure when these two microstructures have the same hardness.
- the concentration of C is restricted to less than 0.3% so that the hardness of bainite is not excessively increased.
- a carbon concentration of less than 0.3% might adversely affect the wear resistance, which is also a very important factor for machinery parts such as a crankshaft and a connecting rod.
- Patent Document 7 discloses "a steel for soft nitriding, having a chemical composition comprising, by weight %, C: 0.05 to 0.30%, Si: 1.20% or less, Mn: 0.60 to 1.30%, Cr: 0.70 to 1.50%, Al: 0.10% or less, N: 0.006 to 0.020%, V: 0.05 to 0.20%, Mo: 0 to 1.00%, B: 0 to 0.0050%, S: 0 to 0.060%, Pb: 0 to 0.20%, Ca: 0 to 0.010%, with satisfaction of an inequality of 0.60 ⁇ C+0.1Si+0.2Mn+0.25Cr+1.65V ⁇ 1.35 or an inequality of 0.60 ⁇ C+0.1Si+0.2Mn+0.25Cr+1.65V+0.55Mo+8B ⁇ 1.35, and the balance Fe and inevitable impurities, with a core part hardness of 200 to 300 Hv and a fully bainitic microstructure of a mixed microstructure of "ferrite + bainite" whose
- Patent Document 7 adopts the idea of improving the fatigue strength by using precipitation hardening by Cr and V, similar to the following Patent Document 5. However, it might negatively affect the wear resistance because the concentration of C is restricted to less than 0.3%, similar to the following Patent Document 6.
- Patent Document 8 discloses "a steel for soft nitriding, having a chemical composition comprising, by weight %, C: 0.15 to 0.40%, Si: 1.20% or less, Mn: 0.60 to 1.80%, C: 0.20 to 2.00%, Al: 0.02 to 0.10%, N: 0.006 to 0.020%, V: 0.05 to 0.20%, and the balance Fe and inevitable impurities, with satisfaction of inequalities of 0.60 ⁇ C + 0.1Si + 0.2Mn + 0.25Cr + 1.65V ⁇ 1.35 and 0.25Cr + 2V ⁇ 0.85, with a core part hardness of 200 to 300 Hv and a mixed microstructure of "ferrite + pearlite” or a mixed microstructure "ferrite + pearlite (+ bainite)” whose bainite fraction is less than 20%, without heat treatment, by being cooled after hot rolling or after hot forging, and the steel having high surface hardness, large hardening depth, and low thermal distortion after further soft-nitrided".
- Patent Document 8 The steel of the following Patent Document 8 is supposed to have an improved wear resistance because the concentration of C is 0.15 to 0.40%.
- the invention adopts the idea of improving the fatigue strength by precipitation hardening by Cr and V, similar to the invention of the following Patent Document 7.
- Patent Document 9 it is described in the following Patent Document 9 that, for the steel for nitriding, a ferrite-oiented microstructure is the most favorable, and a single-phase microstructure of martensite or bainite is more desirable than a ferrite + pearlite mixed microstructure if the ferrite-oriented microstructure is difficult to obtain.
- the idea of using precipitation hardening by Cu is alternatively adapted although the precipitation hardening by Cr and V is avoided.
- the concentration of Mn must be 1.0% or more for ensuring a bainite single-phase microstructure, which means that a non-heat treated steel of bainite single phase is recommended.
- a soft-nitriding method for shortening the time for forming a compound layer (refer to the following Patent Document 10), a soft-nitriding method for enhancing the corrosion resistance of a compound layer (refer to the following Patent Document 11), and a soft-nitriding method for enhancing the dent resistance (refer to the following Patent Document 12) are disclosed, while no soft-nitriding method for improving the fatigue strength or bending straightening property has been examined.
- Patent Document 12 discloses a soft-nitriding method for enhancing the wear resistance and the dent resistance of the machinery parts by further performing, after soft-nitriding, a heat treatment which comprises a reheating to an austenite temperature range followed by a rapid cooling, thereby turning a diffusion layer and a base metal into martensitic structure, and then performing tempering again.
- a heat treatment which comprises a reheating to an austenite temperature range followed by a rapid cooling, thereby turning a diffusion layer and a base metal into martensitic structure, and then performing tempering again.
- gas soft-nitriding is performed at a standard temperature range (570 to 580°C).
- the steel product is produced by applying nitriding treatment to this steel while omitting a refining treatment.
- nitriding treatment can be applied to a non-heat treated steel composed of this steel.
- manufacturing costs e.g. for automobile crankshaft can be remarkably reduced.
- This prior invention is a non-heat treated steel for soft-nitriding, which can form parts having high fatigue strength and excellent bending straightening property even if it is soft-nitrided without thermal refining.
- This prior invention is related to "a non-heat treated steel for soft-nitriding, comprising, by mass %, C: 0.30 to 0.45%, Si: 0.1 to 0.5%, Mn: 0.6 to 1.0%, Ti: 0.005 to 0.1%, N: 0.015 to 0.030%, and the balance Fe and impurities, the steel having a mixed microstructure of bainite and ferrite or a mixed microstructure of bainite, ferrite and pearlite with the bainite fraction in the mixed microstructure of 5 to 90%.
- This steel may further contain one or more element(s) selected from Nb: 0.003 to 0.1%, Mo: 0.01 to 1.0%, Cu: 0.01 to 1.0%, Ni: 0.01 to 1.0%, B: 0.001 to 0.005%, S: 0.01 to 0.1%, and Ca: 0.0001 to 0.005%.
- the present inventors have continuously investigated these issues after the above application. As a result, it has been found that the fatigue strength and bending straightening property of the parts after soft-nitriding can be further improved by adjusting the cooling rate in the soft-nitriding, and the following knowledge was obtained as a result of further examinations.
- the present invention has been completed based on the above-mentioned knowledge.
- the present invention involves the following soft-nitrided parts made of non-heat treated steel.
- Soft-nitrided parts wherein the length of each rod-shaped ⁇ 'Fe 4 N nitride formed in a ferrite grain in the diffusion layer is 20 ⁇ m or less in the longitudinal axis, which are made of a non heat treated steel that has a chemical composition consisting of, by mass %, C:0.30 to 0.45%, Si:0.1 to 0.5%, Mn:0.6 to 1.0%, Ti:0.005 to 0.1%, Mo:0.01 to 10%, N:0.010 to 0.030%, optionally either or both of one or more elements selected from the first group mentioned below and one or more elements selected from the second group mentioned below, and the balance being Fe and impurities, wherein P, Al, Cr and V as impurities are P:0.05% or less, Al:0.05% or less, Cr:0.15% or less and V:0.02% or less respectively, and that has a mixed microstructure consisting of bainite and ferrite whose bainite fraction is 5 to 90% or a mixed microstructure consisting of bainite, ferrite and
- the diffusion layer means a region that recognizes a diffusion of nitrogen and/or carbon near the surface of nitrided parts except the topmost compound layer, as defined by JIS (Japan Industrial Standard) G0562.
- a " Y' nitride” means a ⁇ '-Fe 4 N, as stated above.
- high-strength soft-nitrided parts excellent in fatigue strength and bending straightening property can be obtained from a non-heat treated steel. Accordingly, the cost manufacturing parts can be reduced.
- C is an essential element for obtaining a mixed microstructure of "bainite + ferrite” or "bainite + ferrite + pearlite".
- a content of 0.30% or more is needed.
- the content exceeds 0.45%, the hardenability excessively increases, easily causing harmful martensite. Therefore, the proper range of the C content is 0.30 to 0.45%.
- Si is added in a steel making process as a deoxidizer.
- a content of 0.1% or more is needed since it is also effective for solid-solution strengthening of ferrite.
- a Si content exceeding 0.5% causes an increase in hot deformation resistance of steel or a deterioration of the toughness or machinability. Therefore, the proper range of the Si content is 0.1 to 0.5%.
- Mn is added in steel making process as deoxidizer, similar to Si. It is also an essential element for stabilizing austenite in order to obtain the mixed microstructure of "bainite + ferrite” or the mixed microstructure of "bainite + ferrite + pearlite". Further, Mn combines with S in steel to form MnS, which effectively improves the machinability of the steel.
- the bainite fraction In the above mixed microstructure, the bainite fraction must be 5% or more. In order to ensure the hardenability in which bainite of this fraction is formed, a content of Mn of 0.6% or more is needed. On the other hand, if the content of Mn exceeds 1.0%, the hardenability excessively increases, easily causing harmful martensite. Therefore, the proper range of the Mn content is 0.6 to 1.0%.
- Ti is an essential element for forming pinning particles for suppressing the grain-coarsening during hot working.
- the pinning particles include nitrides, carbides and carbonitrides of Ti, and a content of 0.005% or more is needed for forming the pinning particles at a sufficient distribution density.
- the content of Ti must be restricted to 0.1% or less in order to prevent the complete consumption of N in the steel which forms Fe nitrides and contributes to an increase in base metal strength. For the above reason, the proper range of the Ti content is 0.005 to 0.1% and, more desirably, 0.01 to 0.05%.
- Mo is an element that enhances the hardenability and strength of steel, and is also effective for improving the toughness. Addition of Mo facilitates obtaining the mixed microstructure of "bainite + ferrite” or the mixed microstructure of "bainite + ferrite + pearlite". In order to obtain such effects, a content of 0.01% or more is needed. On the other hand, if the content of Mo exceeds 1.0%, the formation of martensite is promoted because of the excessive hardenability, resulting in deterioration of the bending straightening property or toughness after soft-nitriding. Therefore, the proper range of the Mo content is 0.01 to 1.0%. A more desirable content is 0.05 to 0.6%.
- N is added for the purposes, of stabilizing austenite in order to obtain the mixed microstructure of "bainite + ferrite” or the mixed microstructure of "bainite + ferrite + pearlite", of forming the pinning particles that suppress the grain-coarsening, and also of providing dissolved nitrogen that strengthens the base metal through the solid-solution strengthening.
- a content of 0.010% or more is needed.
- the proper range of the N content is 0.010 to 0.030%, desirably 0.015 to 0.030%, and more desirably, 0.015 to 0.025%.
- the balance is Fe and impurities.
- the non-heat treated steels for soft nitriding which are used as the steel materials of the soft-nitrided parts of the present invention optionally contain, in addition to the above-mentioned elements, either or both of one or more elements selected from the above-mentioned first group and one or more element selected from the above-mentioned second group.
- the elements, Nb, Cu, Ni and B, belonging to the first group have the common effect of enhancing the strength of the steels of the present invention.
- the respective effects and the reasons for limiting the contents are as follows.
- Nb is an element that can be used to form the pinning particles for suppressing the grain-coarsening during hot working. Nb is precipitated as fine carbonitrides during cooling after the end of hot working, effectively enhancing the strength of the base metal. In order to obtain such an effect, a content of 0.001% or more is needed. On the other hand, if the content exceeds 0.1%, not only the effect is saturated, but also coarse undissolved carbonitrides tend to form in steel making process, which deteriorates the quality of the steel product. Therefore, when Nb is added, the content is preferably set to 0.001 to 0.1%. The content is desirably 0.003 to 0.1%, more desirably, 0.005 to 0.1%, and most desirably to 0.005 to 0.05%.
- Cu can be added for solid solution strengthening and for increasing the bainite fraction through the austenite stabilization. For these effects, Cu is included by a content of 0.01% or more.
- Cu and Ni do not form carbonitrides effective for precipitation strengthening
- Cu itself can contribute to precipitation strengthening by precipitating in ferrites during aging.
- a general soft-nitriding treatment with a temperature of about 580°C and treatment time of about several hours is regarded as an aging treatment
- a content of Cu of 1.0% or more is needed for causing sufficient age hardening by Cu.
- the melting point of Cu is as low as 1085°C
- Cu remains in a liquid phase in the course of solidification in the steel making process for an extended period of time, and thus segregates to the grain boundary, inducing hot cracking.
- the upper limit of the Cu content is set to 1.0% in the steel of the present invention.
- Ni is an austenite-stabilizing element, similar to Cu, and effective for ensuring solid solution strengthening and a desirable bainite fraction. Therefore, Ni is desirably included in a content of 0.01% or more. On the other hand, since the inclusion of a content exceeding 1.0% only results in saturation of the effect and incurs unnecessary high material cost, the upper limit is set to 1.0%. In the addition of Ni together with Cu, the Ni content is desirably set to not less than the half of the Cu content in order to ensure the effect of preventing the hot cracking.
- B enhances the hardenability of steel and promotes the formation of the mixed microstructure of "bainite + ferrite” or the mixed microstructure of "bainite + ferrite + pearlite". The effect appears clearly when the B content is 0.001% or more. On the other hand, if the content of B exceeds 0.005%, the toughness of the steel is impaired. Therefore, when B is added, the content is preferably set to 0.001 to 0.005%.
- the elements, S and Ca, of the second group improve the machinability of non-heat treated steels for soft-nitriding used as steel materials of the soft-nitrided parts of the present invention.
- the reason for limiting the respective contents is as follows.
- Both S and Ca are elements that improve the machinability of steel products. Since their addition enables further improvement in machinability, either or both of them are added if necessary. However, since an excessive addition causes segregation defects in steel billets or deterioration of the hot workability, the S content is favorably 0.01 to 0.1%, and the Ca content is favorably 0.0001 to 0.005%. A more favorable lower limit of Ca is 0.001%.
- P is set to 0.05% or less since it segregates to the grain boundary to cause intercrystalline embrittlement cracking.
- Al is generally added in steel making process as deoxidizer.
- Al remains as alumina particles in steel and/or is combined with N to form AlN.
- the alumina is an oxide-based inclusion with high hardness, which shortens the tool life used for machining.
- the AlN remarkably increases the hardness of a surface layer in soft-nitriding by their precipitation in the vicinity of the surface or promoting the growth of the compound layer at the surface, which results in the deteriorating bending straightening property.
- the AlN cannot be expected to have the function as the pinning particles, since they dissolve at a hot working temperature, and is hardly useful for the grain-refinement. Therefore, a lower content of Al is more preferable.
- the Al content is set at 0.05% or less, which never disturbs the bending straightening property of the soft-nitrided parts of the present invention.
- Neither Cr nor V is added to the steels of the present invention. These elements are impurities, and smaller contents are more preferable. Because Cr and V remarkably increase the hardness of the near-surface layer of the steel by precipitation of nitrides, which impairs the bending straightening property, as described above. From the view point of the purity of steel materials and the refining cost in a steel manufacturing, a Cr content of up to 0.15% is allowable as impurities and a V content of up to 0.02%is allowable as impurities, respectively. Cr is more desirably set to 0.1% or less.
- the non-heat treated steels for soft-nitriding for the soft-nitrided parts according to the present invention have a mixed microstructure of bainite and ferrite or a mixed microstructure of bainite, ferrite and pearlite.
- the bainite fraction in these mixed microstructures is 5 to 90%.
- a martensite microstructure can be avoided by exploiting a bainite transformation, and leads to a finer microstructure than that composed of coarse pearlite colonies.
- the bainite microstructure is composed of bamboo leaf-like ferrites (bainitic ferrites) as shown in Fig. 1 and carbides.
- the bainitic ferrites which are dispersed within the former austenite grain, are smaller than the pro-eutectoid ferrites (polygonal ferrites) developed from the former austenite grain boundaries.
- this bainite has "a microstructure that has relatively fine ferrites (bainitic ferrites) dispersed in a pearlite colony although the shape is bamboo leaf-like", and the pearlite colony with these bainitic ferrites dispersed therein has a relatively irregular lamellar microstructure, compared with a perfect pearlite colony free from these bainitic ferrites.
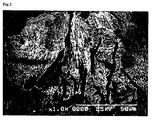
- Fig. 2 is a SEM image of a former austenite grain in which the bainitic ferrites are dispersed.
- a ferrite/cementite lamellar in the pearlite colony does not have a well-ordered microstructure, in which irregularities are observed in many positions.
- This lamellar microstructure has lower strength than the one in which the former austenite grain is entirely transformed to pearlite, but it has a better crack propagation resistance than the coarse pearlite colony, because bending of crack path and/or plastic deformation at a crack tip occur in the bainitic ferrite.
- the bainite fraction of not less than 5% by area fraction can lead to maintaining the high crack propagation resistance due to a mixed microstructure with bainite although it might slightly be coarse-grained.
- the bainite fraction of 100% can be permitted, it might not be obtained in reality because a mixed microstructure with martensite must develop when the bainite fraction exceeds 90%. Since martensite deteriorates the bending strengthening property and impairs the machinability, a mixed microstructure with an excessive martensite is not preferable. Therefore, the bainite fraction in the mixed microstructure is 5 to 90%. A more desirable bainite fraction is 10 to 80%.
- the microstructure other than bainite is ferrite or ferrite and pearlite.
- microstructure of non-heat treated steels for soft-nitriding that are used for the soft-nitrided parts according to the present invention can be obtained, for example, by the following method.
- the steel materials for hot forging that have a defined chemical composition are prepared as any one of the followings: a billet obtained by blooming and rolling an ingot, a billet obtained by blooming and rolling a continuous cast material, and bar steels obtained by hot rolling these billets.
- the heating temperature of the steel materials for hot forging is set to 1100 to 1250°C.
- an air-cooling in the atmosphere is performed or forced air-cooling using a fan is performed.
- the steel materials may be cooled rapidly up to the vicinity of an eutectoid transformation temperature and then slowly cooled in the temperature range of 700 to 500°C, or may be immediately cooled to about 500 to 300°C just after hot forging, and held at this temperature, in order to promote the bainite transformation.
- the adjustment of the cooling rate can be performed by making continuous cooling transformation diagrams (CTT curve) in advance, determining the cooling rate range passing the bainite transformation area, and adjusting the cooling rate at the production to the pre-determined cooling rate range.
- each rod-shaped ⁇ '-Fe 3 N nitride formed in a ferrite grain in diffusion layer of the soft-nitrided parts of the present invention is of 20 ⁇ m or less in the longitudinal axis.
- the strength of the ferrite grain decreases, causing a reduction in fatigue strength.
- the ⁇ ' nitride has a rod-shaped shape and grows so as to extend from the ferrite grain boundary into the ferrite grain interior, the ⁇ ' nitride is distributed in a state where it transversely crosses the inside of the ferrite grain when extensively grown. The strength is reduced in the vicinity of the ⁇ ' nitride because of the remarkably reduced dissolved nitrogen concentration therein.
- the long rod-shaped ⁇ ' nitride is dispersed transversely in the ferrite grain cracks penetrating in the ferrite grain easily propagate along the ⁇ ' nitride/ferrite interface, deteriorating the crack propagation resistance.
- the precipitation of the ⁇ ' nitride facilitates a fatigue rupture since the crack propagation resistance is locally decreased in the vicinity of the ⁇ ' nitride in addition to the reduction of its own average strength of the ferrite grain by the precipitation of ⁇ ' nitride. Therefore, the precipitation of ⁇ ' nitride and its growth are to be suppressed.
- the reason for restricting the longitudinal size of the rod-shaped ⁇ ' nitride to 20 ⁇ m or less is explained as follows.
- the ferrite grains in non-heat treated steels that are steel materials for the soft-nitrided parts of the present invention have grain sizes of about 10 to 50 ⁇ m. Therefore, the length of each rod-shaped ⁇ ' nitride must be controlled to not more than the half of the ferrite grain size in order to avoid the coalescence of the rod-shaped ⁇ ' nitrides that grow from the opposite ferrite grain boundaries into the interior, otherwise the coalescent ⁇ ' nitrides behave as if one huge rod-shaped ⁇ ' nitride. Therefore, the longitudinal size of each rod-shaped ⁇ ' nitride inside the ferrite grain at the diffusion layer is restricted to 20 ⁇ m or less, desirably to 10 ⁇ m or less, and more desirably to 5 ⁇ m or less.
- Gas soft-nitriding, salt-bath soft-nitriding (Tufftride treatment), ion nitriding and the like can be adapted for the soft-nitriding.
- Each method can homogenously form a compound layer (nitride layer) about 20 ⁇ m thick on the surface of a product and a diffusion layer just underneath. If any soft-nitriding is adapted, it is necessary to control the longitudinal size of the ⁇ ' nitrides to 20 ⁇ m or less by suppressing the precipitation and growth of ⁇ ' nitrides.
- the cooling process from the holding temperature of soft-nitriding to room temperature needs to be adjusted. The cooling process from the holding temperature of soft-nitriding will be illustrated by an example of a gas soft-nitriding.
- the holding temperature is preferably set to 550 to 620°C.
- a more desirable holding temperature is within the range between 580 and 600°C.
- the thickness of the compound layer on the surface and the quantity of nitrogen that diffusively intrudes into the steel are determined according to the holding time (treatment time) at the holding temperature.
- the holding time is preferably set at 30 minutes to 3 hours, more preferably set at 1 to 2 hours.
- the nitrogen that diffusively intrudes forms only the compound layer with Fe on the surface, and then it dissolves in Fe matrix in the diffusion layer, without causing precipitation of Fe nitrides. If the cooling rate is decreased in the cooling process after isothermal holding, the nitrogen in the diffusion layer cannot be dissolved in the matrix, resulting in precipitation and growth of the ⁇ ' nitrides.
- the cooling rate is increased enough, the nitrogen in the diffusion layer is kept in supersaturation in the matrix, resulting in the suppression of precipitation and growth of the ⁇ ' nitrides
- the precipitation of an ⁇ " nitride that is a metastable phase, occurs when the parts are held at 100 to 200°C for a long time after cooling. And it may cause the transformation of the a" nitride to ⁇ ' nitride when the parts are held at that temperature for a longer period of time after cooling.
- the precipitation of such nitrides causes deterioration of fatigue strength, particularly, the ⁇ ' nitride has the salient effect of deteriorating the fatigue resistance.
- the cooling rate in order to suppress the precipitation of ⁇ ' nitrides, it is effective to increase the cooling rate to 1.0°C /sec or more in the temperature range from the holding temperature to 200°C, at which temperature the precipitation of ⁇ ' nitrides does not occur.
- the cooling rate is more desirably set to 1.5°C /sec or more.
- oil quenching it is effective to ensure a high fatigue strength by being careful that the parts are not to be exposed in the temperature range between 100 and 200°C for a long time (more than 30 minutes) during the cooling process after soft-nitriding.
- the followings are effective: one is to use a big oil tank having a large heat capacity enough to ensure sufficient heat extraction of treated parts, with an oil temperature set to 100°C or lower, the other is to reduce the number of parts to be treated at once.
- oil cooling oil quenching
- water cooling oil quenching
- the cooling condition is adjusted by changing the oil temperature, or using various heat treatment oils differed in properties.
- parts to be nitrided are not directly oil-quenched into the oil tank from the treatment atmosphere of RX gas and ammonia gas, but is first transferred from a heating furnace filled with the treatment atmosphere to a space filled with an inert gas, and then oil-quenched into the oil tank.
- the cooling rate in the stage where the parts are carried to another space prior to oil-quenching must be increased, as well as the long-time immersion of the nitrided parts in a high-temperature oil tank must be avoided.
- Part of the test pieces for microstructure observation was sectioned, and the as-hot forged microstructure was observed with an optical microscope with the magnification of 200 to measure a bainite fraction by area.
- An area defined to be bainite comprised bamboo leaf-like bainitic ferrites that were surrounded by a continuous closed curve, and the bainite fraction was calculated from the percentage of the bainite area to the whole visual field area.
- the bainite fraction of each steel specimen is also shown in Table 1.
- the steel of No. 7 had a microstructure of ferrite and pearlite, and no bainite was observed.
- the steel of No. 9 had a bainite fraction exceeding 90%, in which martensite was formed.
- the remaining part of the test piece for microstructure observation was soft-nitrided together with the test piece for plane bending fatigue test, and the microstructure of the diffusion layer was observed by scanning electron microscopy (SEM) to examine the size of ⁇ ' nitrides.
- SEM scanning electron microscopy
- the size of ⁇ ' nitrides is defined by a longitudinal size of the longest one of the ⁇ ' nitrides observed in 10 sheets of photographs that were taken with the magnification of 1000.
- the stepped round bar specimen for the bending test has a 10mm-wide stepped portion in the center part with a diameter larger than that at the both ends, in which the diameter of the center part is 15 mm, the diameter of the mother body part is 10 mm, and the stepped portion has a corner R having a curvature radius of 2 mm.
- a strain gauge is attached to the cured corner of the stepped portion, and a bending straightening test was performed in a manner similar to a three-point bending.
- the bending straightening property was evaluated by a push-in stroke at which a disconnection of the strain gauge occurs in application of a load to the center portion of the bar.
- a satisfactory bending straightening property was defined the one which did not cause the disconnection of strain gauge up to a push-in stroke of 3 mm.
- the test piece for the plane bending fatigue test has a shape of a cylindrical body 44mm in diameter having a tapered neck part (neck part diameter of 20 mm). After this test piece was soft-nitrided, a plane bending fatigue test was carried out by fixing the heat side of the test piece and applying repetitive load to the opposite end part.
- the isothermal holding temperature was 600°C, and the holding time was 2 hours.
- the test piece that finished isothermal holding was once carried to another chamber which was separated from a nitriding chamber by a shutter and filled with nitrogen atmosphere, and then put into an oil tank installed to a lower part of the chamber of nitrogen atmosphere and oil-quenched. At this time, the degree of precipitation and growth of ⁇ ' nitrides was changed by varying the time before the test piece was put into the oil tank after carried to the chamber of nitrogen atmosphere.
- the oil temperature of the oil tank was controlled to a predetermined temperature within the range between 80 and 150°C, and the holding time of the test piece in the oil tank after oil-quenching was set to a predetermined time within the range between 10 and 90 minutes.
- the cooling rate in the cooling process was separately measured by a Pt-Rh thermocouple spot-welded to the surface of the test piece for the plane bending fatigue test in a state where the inside of the furnace was entirely filled with the nitrogen atmosphere, since the atmosphere of actual gas soft-nitriding (RX gas: ammonia gas) gave serious damage to the thermocouple. In the measurement, the care was taken to measure the variation of the temperature and the cooling rate during cooling before the test piece is put into the oil tank after it is carried from the nitriding chamber to the other chamber.
- the size of ⁇ ' nitrides, the fatigue strength and the bending straightening property of each steel specimen are shown in Table 2.
- the remarks illustrate the average cooling rate in the cooling process from the holding temperature in gas soft-nitriding and the holding time at not less than 100°C including the time kept in the oil tank after oil-quenching.
- the present invention provides a satisfactory bending straightening property (bending stroke of 3 mm or more) and a high fatigue strength of not less than 550Mpa, which is classified to the category of high strength for a normalizing-free type.
- the fatigue strength was reduced or the bending straightening property was inferior even if the size of y' nitrides was not larger than 20 ⁇ m.
- soft-nitrided steel parts excellent in fatigue strength and bending straightening property can be obtained by using non-heat treated steels. Therefore, the costs of manufacturing parts can be reduced.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Steel (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Claims (1)
- Weichnitridierte Teile, wobei die Länge von jedem Stab-förmigen γ'-Fe4N Nitrid, welches in einem Ferritkorn in der Diffusionsschicht gebildet wird, in der Längsachse 20µm oder weniger ist, welche aus nicht-hitzebehandeltem Stahl hergestellt sind, der eine chemische Zusammensetzung aufweist bestehend aus, in Masse-%, C: 0,30 bis 0,45%, Si: 0,1 bis 0,5%, Mn: 0,6 bis 1,0%, Ti: 0,005 bis 0,1%, Mo: 0,01 bis 1,0%, N: 0,010 bis 0,030%, gegebenenfalls einem oder beiden von einem oder mehreren Elementen ausgewählt aus der ersten unten erwähnten Gruppe und einem oder mehreren Elementen ausgewählt aus der zweiten unten erwähnten Gruppe, und der Rest sind Fe und Unreinheiten, wobei P, Al, Cr und V als Unreinheiten P: 0,05%, oder weniger, Al: 0,05% oder weniger, Cr: 0,15% oder weniger beziehungsweise V: 0,02% oder weniger sind, und der eine gemischte Mikrostruktur bestehend aus Bainit und Ferrit, deren Bainitanteil 5 bis 90% ist oder eine gemischte Mikrostruktur bestehend aus Bainit, Ferrit und Perlit, deren Bainitanteil 5 bis 90% ist, aufweist:die erste Gruppe: 0,001 bis 0,1% Nb, 0,01 bis 1,0% Cu, 0,01 bis 1,0% Ni und 0,001 bis 0,005% B,die zweite Gruppe: 0,01 bis 0,1% S und 0,0001 bis 0,005% Ca.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005051775A JP4500708B2 (ja) | 2005-02-25 | 2005-02-25 | 非調質鋼軟窒化処理部品 |
| PCT/JP2006/302433 WO2006090604A1 (ja) | 2005-02-25 | 2006-02-13 | 非調質鋼軟窒化処理部品 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1857563A1 EP1857563A1 (de) | 2007-11-21 |
| EP1857563A8 EP1857563A8 (de) | 2008-04-23 |
| EP1857563A4 EP1857563A4 (de) | 2010-08-04 |
| EP1857563B1 true EP1857563B1 (de) | 2014-01-01 |
Family
ID=36927244
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06713575.6A Ceased EP1857563B1 (de) | 2005-02-25 | 2006-02-13 | Weichnitriertes bauteil aus unvergütetem stahl |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20080000553A1 (de) |
| EP (1) | EP1857563B1 (de) |
| JP (1) | JP4500708B2 (de) |
| CN (1) | CN100545289C (de) |
| WO (1) | WO2006090604A1 (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103221566B (zh) * | 2010-11-22 | 2015-05-13 | 新日铁住金株式会社 | 软氮化用非调质钢以及软氮化部件 |
| JP5567747B2 (ja) * | 2012-07-26 | 2014-08-06 | Jfeスチール株式会社 | 軟窒化用鋼および軟窒化部品ならびにこれらの製造方法 |
| JP6292765B2 (ja) * | 2013-05-01 | 2018-03-14 | 本田技研工業株式会社 | 軟窒化クランクシャフト及びその製造方法 |
| KR101957084B1 (ko) * | 2015-03-25 | 2019-06-24 | 닛폰세이테츠 가부시키가이샤 | 내마모성과 내피팅성이 우수한 질화, 연질화 처리 부품 및 질화, 연질화 처리 방법 |
| US10018221B2 (en) | 2015-11-24 | 2018-07-10 | Brp-Rotax Gmbh & Co. Kg | Fracture-separated engine component and method for manufacturing same |
| JP6458908B2 (ja) * | 2016-12-22 | 2019-01-30 | 新日鐵住金株式会社 | 軟窒化用非調質鋼、軟窒化部品、及び、軟窒化部品の製造方法 |
| JP7062529B2 (ja) * | 2018-06-15 | 2022-05-06 | 住友電気工業株式会社 | 窒化鉄材の製造方法 |
| CN109609858B (zh) * | 2018-12-31 | 2020-10-23 | 博众优浦(常熟)汽车部件科技有限公司 | 一种汽车用电机壳体的生产工艺 |
| TWI759237B (zh) * | 2021-07-21 | 2022-03-21 | 環球晶圓股份有限公司 | 晶錠評估方法 |
| CN115141976B (zh) * | 2022-06-24 | 2023-07-25 | 江苏联峰能源装备有限公司 | 一种强韧微合金化非调质钢及其生产工艺 |
| CN117448683A (zh) * | 2023-11-06 | 2024-01-26 | 上海大学 | 无大颗粒碳氮化铌和硫化锰的非调质钢及其冶炼方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2133284C3 (de) * | 1970-07-09 | 1975-11-27 | Fabrica De Utilaje Si Piese De Schimb Metalotehnica, Tirgu-Mures (Rumaenien) | Verfahren zum Weichnitrieren von Stahl und Gußeisen |
| JPH0832946B2 (ja) * | 1989-12-06 | 1996-03-29 | 大同特殊鋼株式会社 | 直接切削・高周波焼入用鋼材 |
| JPH05279794A (ja) * | 1992-03-31 | 1993-10-26 | Sumitomo Metal Ind Ltd | 軟窒化用鋼 |
| JP2979987B2 (ja) * | 1994-12-20 | 1999-11-22 | 住友金属工業株式会社 | 軟窒化用鋼 |
| JP3211627B2 (ja) * | 1995-06-15 | 2001-09-25 | 住友金属工業株式会社 | 窒化用鋼およびその製造法 |
| JP3239758B2 (ja) * | 1996-06-07 | 2001-12-17 | 住友金属工業株式会社 | 軟窒化用鋼材、軟窒化部品及びその製造方法 |
| JPH1030707A (ja) * | 1996-07-12 | 1998-02-03 | Honda Motor Co Ltd | 高疲労強度歯車 |
| JP3267164B2 (ja) * | 1996-08-01 | 2002-03-18 | 住友金属工業株式会社 | 窒化用鋼および窒化鋼製品の製造方法 |
| JP4010023B2 (ja) * | 1997-08-18 | 2007-11-21 | 住友金属工業株式会社 | 軟窒化非調質クランク軸およびその製造方法 |
| JP2000008141A (ja) * | 1998-06-23 | 2000-01-11 | Sumitomo Metal Ind Ltd | 非調質軟窒化鋼鍛造部品およびその製造方法 |
| JP3915284B2 (ja) * | 1998-11-20 | 2007-05-16 | 住友金属工業株式会社 | 非調質窒化鍛造部品およびその製造方法 |
| JP3527154B2 (ja) * | 1999-11-05 | 2004-05-17 | 株式会社住友金属小倉 | 非調質軟窒化鋼部品 |
| JP4403624B2 (ja) * | 2000-03-10 | 2010-01-27 | 住友金属工業株式会社 | 軟窒化用非調質鋼及び軟窒化非調質クランク軸とその製造方法 |
| JP3900102B2 (ja) * | 2003-03-28 | 2007-04-04 | 住友金属工業株式会社 | 非調質鋼及び非調質鋼製品 |
| CN100374604C (zh) * | 2003-09-01 | 2008-03-12 | 住友金属工业株式会社 | 软氮化用非调质钢 |
| JP2005264270A (ja) * | 2004-03-19 | 2005-09-29 | Honda Motor Co Ltd | クランクシャフト |
-
2005
- 2005-02-25 JP JP2005051775A patent/JP4500708B2/ja not_active Expired - Fee Related
-
2006
- 2006-02-13 CN CN200680005930.XA patent/CN100545289C/zh not_active Expired - Fee Related
- 2006-02-13 EP EP06713575.6A patent/EP1857563B1/de not_active Ceased
- 2006-02-13 WO PCT/JP2006/302433 patent/WO2006090604A1/ja not_active Ceased
-
2007
- 2007-08-24 US US11/892,579 patent/US20080000553A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20080000553A1 (en) | 2008-01-03 |
| EP1857563A4 (de) | 2010-08-04 |
| EP1857563A1 (de) | 2007-11-21 |
| JP2006233300A (ja) | 2006-09-07 |
| CN100545289C (zh) | 2009-09-30 |
| WO2006090604A1 (ja) | 2006-08-31 |
| EP1857563A8 (de) | 2008-04-23 |
| CN101128611A (zh) | 2008-02-20 |
| JP4500708B2 (ja) | 2010-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080000553A1 (en) | Soft-nitrided parts made of non-heat treated steel | |
| US8845825B2 (en) | High strength spring-use heat treated steel | |
| JP4980496B2 (ja) | 高強度ばね用伸線熱処理鋼線および高強度ばね用伸線前鋼線 | |
| US10131973B2 (en) | High strength spring steel and steel wire | |
| JP6916909B2 (ja) | 鋼製部品の製造方法及び対応する鋼製部品 | |
| EP2058411B1 (de) | Wärmebehandelter stahldraht für hochfeste feder | |
| CN103556063A (zh) | 高强度弹簧用热处理钢 | |
| US7416616B2 (en) | Non-heat treated steel for soft-nitriding | |
| US20100028196A1 (en) | High Strength Spring Steel and High Strength Heat Treated Steel Wire for Spring | |
| CN111655893B (zh) | 高碳热轧钢板及其制造方法 | |
| EP3020841B1 (de) | Spiralfeder und verfahren zur herstellung davon | |
| JP5189959B2 (ja) | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 | |
| JP5153221B2 (ja) | 軟窒化非焼準機械部品の製造方法 | |
| JP4488228B2 (ja) | 高周波焼入れ用鋼材 | |
| JP2002146480A (ja) | 冷間加工性に優れた線材・棒鋼およびその製造方法 | |
| JP7436826B2 (ja) | 窒化部品及び窒化部品の製造方法 | |
| JP2009270160A (ja) | 軟窒化用鋼材の製造方法 | |
| JP2024127804A (ja) | 窒化鋼部品及びその製造方法 | |
| JP2007002292A (ja) | 軟窒化用非調質鋼 | |
| CN117751206A (zh) | 弹簧用线材和弹簧用钢丝、具有改善的强度和疲劳极限的弹簧及其制造方法 | |
| KR20220068519A (ko) | 고경도 흑연강 압연롤 및 그 제조방법 | |
| JP2003147433A (ja) | 分塊圧延製品の製造方法 | |
| JP2003166032A (ja) | 高強度ばね鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070830 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SANO, NAOYUKI Inventor name: ASAI, TETSUYA C/OSUMITOMO METAL INDUSTRIES, Inventor name: MATSUMOTO, HITOSHI C/OSUMITOMO METAL INDUSTRIES Inventor name: AMANO, MASAKI C/OSUMITOMO METAL INDUSTRIES Inventor name: KAMADA, YOSHIHIKO Inventor name: NAKATANI, TAKAYUKI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: NAKATANI, TAKAYUKI C/O SUMTOMO METAL INDUSTRIES Inventor name: ASAI, TETSUYA C/OSUMITOMO METAL INDUSTRIES, Inventor name: KAMADA, YOSHIHIKOC/O SUMITOMO METAL INDUSTRIES Inventor name: SANO, NAOYUKI C/O SUMITOMO METAL INDUSTRIES Inventor name: AMANO, MASAKI C/OSUMITOMO METAL INDUSTRIES Inventor name: MATSUMOTO, HITOSHI C/OSUMITOMO METAL INDUSTRIES |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: NAKATANI, TAKAYUKIC/O SUMITOMO METAL INDUSTRIES, L Inventor name: ASAI, TETSUYAC/O HONDA R & D CO., LTD. Inventor name: KAMADA, YOSHIHIKOC/O SUMITOMO METAL INDUSTRIES, LT Inventor name: SANO, NAOYUKIC/O SUMITOMO METAL INDUSTRIES, LTD. Inventor name: AMANO, MASAKIC/O HONDA R & D CO., LTD. Inventor name: MATSUMOTO, HITOSHIC/O SUMITOMO METALS (KOKURA), LT |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SANO, NAOYUKIC/O SUMITOMO METAL INDUSTRIES, LTD. Inventor name: MATSUMOTO, HITOSHIC/O SUMITOMO METALS (KOKURA), LT Inventor name: NAKATANI, TAKAYUKIC/O SUMITOMO METAL INDUSTRIES, L Inventor name: KAMADA, YOSHIHIKOC/O SUMITOMO METAL INDUSTRIES, LT Inventor name: AMANO, MASAKIC/O HONDA R & D CO., LTD. Inventor name: ASAI, TETSUYAC/O HONDA R & D CO., LTD. |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): DE GB |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HONDA MOTOR CO., LTD. |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20100706 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 38/04 20060101ALI20100630BHEP Ipc: C22C 38/02 20060101ALI20100630BHEP Ipc: C21D 9/30 20060101ALI20100630BHEP Ipc: C22C 38/60 20060101ALI20100630BHEP Ipc: C22C 38/00 20060101AFI20060904BHEP Ipc: C22C 38/14 20060101ALI20100630BHEP Ipc: C22C 38/12 20060101ALI20100630BHEP Ipc: C23C 8/26 20060101ALI20100630BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 9/30 20060101ALI20130619BHEP Ipc: C22C 38/00 20060101AFI20130619BHEP Ipc: C22C 38/60 20060101ALI20130619BHEP Ipc: C23C 24/04 20060101ALI20130619BHEP Ipc: C22C 38/16 20060101ALI20130619BHEP Ipc: C22C 38/22 20060101ALI20130619BHEP Ipc: C22C 38/14 20060101ALI20130619BHEP Ipc: C22C 38/08 20060101ALI20130619BHEP Ipc: C22C 38/04 20060101ALI20130619BHEP Ipc: C22C 38/12 20060101ALI20130619BHEP Ipc: C23C 8/26 20060101ALI20130619BHEP Ipc: C22C 38/24 20060101ALI20130619BHEP Ipc: C22C 38/02 20060101ALI20130619BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130809 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006039863 Country of ref document: DE Effective date: 20140220 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006039863 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 602006039863 Country of ref document: DE |
|
| 26N | No opposition filed |
Effective date: 20141002 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 746 Effective date: 20141114 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 602006039863 Country of ref document: DE Effective date: 20141120 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006039863 Country of ref document: DE Effective date: 20141002 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160210 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190129 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602006039863 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200901 |