EP1949979A1 - Walzwerk zur Herstellung nahtloser Rohre und Verfahren zum Betreiben eines Walzwerks - Google Patents
Walzwerk zur Herstellung nahtloser Rohre und Verfahren zum Betreiben eines Walzwerks Download PDFInfo
- Publication number
- EP1949979A1 EP1949979A1 EP07023625A EP07023625A EP1949979A1 EP 1949979 A1 EP1949979 A1 EP 1949979A1 EP 07023625 A EP07023625 A EP 07023625A EP 07023625 A EP07023625 A EP 07023625A EP 1949979 A1 EP1949979 A1 EP 1949979A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling mill
- mandrel
- rolling
- mill according
- longitudinal axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 59
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- 238000000034 method Methods 0.000 title claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 3
- 239000010959 steel Substances 0.000 claims description 3
- 230000007704 transition Effects 0.000 claims description 3
- 241000196324 Embryophyta Species 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 240000006829 Ficus sundaica Species 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B17/00—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling
- B21B17/02—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling with mandrel, i.e. the mandrel rod contacts the rolled tube over the rod length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B17/00—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling
- B21B17/02—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling with mandrel, i.e. the mandrel rod contacts the rolled tube over the rod length
- B21B17/04—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling with mandrel, i.e. the mandrel rod contacts the rolled tube over the rod length in a continuous process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B17/00—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling
- B21B17/02—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling with mandrel, i.e. the mandrel rod contacts the rolled tube over the rod length
- B21B17/06—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling with mandrel, i.e. the mandrel rod contacts the rolled tube over the rod length in a discontinuous process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B25/00—Mandrels for metal tube rolling mills, e.g. mandrels of the types used in the methods covered by group B21B17/00; Accessories or auxiliary means therefor ; Construction of, or alloys for, mandrels or plugs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B25/00—Mandrels for metal tube rolling mills, e.g. mandrels of the types used in the methods covered by group B21B17/00; Accessories or auxiliary means therefor ; Construction of, or alloys for, mandrels or plugs
- B21B25/02—Guides, supports, or abutments for mandrels, e.g. carriages or steadiers; Adjusting devices for mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/78—Control of tube rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/04—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring thickness, width, diameter or other transverse dimensions of the product
Definitions
- Fig. 1 The ideal case arises Fig. 1 ,
- the rollers 1, 2 roll the outer circumference 3 of the tube blank 4; inside the tube blank 4, the mandrel rod 5 is arranged.
- a separate pair of rollers 1, 2 and a separate mandrel 5 is required so that in Fig. 1 illustrated ldealkonstellation can be realized.
- Fig. 2 it can be seen that the two rollers 1, 2 - were driven towards each other in order to reduce the average Luppenwanddicke -; the distance of the axes of rotation of both rollers 1, 2 has decreased. Due to the greatly exaggerated geometric conditions is immediately apparent that the tube blank has a lower wall thickness in the upper and lower regions, while the wall thickness left and right has become relatively large. So there is a non-circular cross section before with a maximum wall thickness in the region of the edge of the roll gap.
- FIG. 3 shows that here the two rollers 1, 2 - in order to increase the average Luppenwanddicke - driven away from each other were; the distance of the axes of rotation of both rolls 1, 2 has increased. It can be seen that now the tube blank 4 in the upper and lower region has a greater wall thickness, while the wall thickness has become smaller on the left and right in relation. It is thus also a non-circular cross section before with a maximum wall thickness in the middle of the roll gap.
- the invention is therefore based on the object, a rolling mill of the type mentioned and a method for its operation in such a way that it is possible to cover with a smaller number of mandrel bars a sufficient range of tubes to be produced, at the same time a sufficient quality, namely a good roundness of the pipe should be ensured.
- a preferred embodiment of the invention provides that the mandrel in cross-section perpendicular to its longitudinal axis has a shape which is formed essentially of at least two circular arcs same radius, the radii of the circular arcs are greater than half of the smallest diameter of the mandrel.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Metal Rolling (AREA)
- Control Of Metal Rolling (AREA)
Abstract
Description
- Die Erfindung betrifft ein Walzwerk zur Herstellung nahtloser Rohre, insbesondere Stahlrohre, das mindestens ein Walzgerüst mit mindestens zwei Walzen aufweist, hat, die zusammenwirkend den Umfang einer Rohrluppe walzen, wobei während des Walzvorganges im Inneren der Rohrluppe eine Dornstange angeordnet ist und wobei die Walzen in ihrer Arbeitsposition und die Dornstange die Wanddicke des zu walzenden Rohres definieren. Des weiteren betrifft die Erfindung ein Verfahren zum Betreiben eines solchen Walzwerks.
- Ein Walzwerk dieser Art ist im Stand der Technik hinlänglich bekannt. Es wird beispielsweise auf die
DE 33 10 769 C2 , auf dieDE 195 32 643 C2 und auf dieDE 26 41 555 A1 hingewiesen. Dort wird beschrieben, dass ein nahtloses Rohr dadurch gefertigt werden kann, dass in einen Hohlblock eine Dornstange eingebracht wird, über die die Rohrluppe zu dem gewünschten Rohr ausgewalzt wird. Um ein kreiszylindrisches Rohr zu erhalten, weist die Dornstange einen kreisrunden Querschnitt auf; die den Außenumfang der Rohrluppe walzenden Walzen haben eine korrespondierende Form, d. h. sie haben im Radialschnitt eine kreisbogenförmige Kontur. Bei entsprechend relativ zur Dornstange angestellten Walzen ergibt sich damit ein Walzspalt, der die gewünschte Kreisringform aufweist, die die Rohrluppe beim Walzen annimmt. - Ein sich bei der Herstellung eines nahtlosen Rohrs stellendes Problem ist in den
Figuren 1 bis 3 gezeigt. Es wird für drei verschiedene Konstellationen der Querschnitt durch die Walzen 1, 2, die Rohrluppe 4 und die Dornstange 5 dargestellt. - Der Idealfall ergibt sich aus
Fig. 1 . Hier walzen die Walzen 1, 2 den Außenumfang 3 der Rohrluppe 4; im Inneren der Rohrluppe 4 ist die Dornstange 5 angeordnet. Eigentlich ist für jedes Rohr, das aus einer Rohrluppe 4 gefertigt wird, ein eigenes Walzenpaar 1, 2 sowie eine eigene Dornstange 5 erforderlich, damit die inFig. 1 dargestellte ldealkonstellation realisiert werden kann. Das bedeutet, daß über verschiedene Durchmesser der Dornstange die gewünschten Wanddicken der Rohrluppen eingestellt werden. - Zur Verringerung der Anzahl unterschiedlicher Dornstangen mit jeweiligen Durchmessern ist es üblich, in gewissen Grenzen die radiale Einstellung der Walzen relativ zueinander zu variieren. Die radiale Verstellung erfolgt durch Öffnen oder Schließen der Walzkaliber aus der in
Fig. 1 dargestellten Mittellage heraus, die neutral bezüglich der Wanddickengleichmäßigkeit ist. - In
Fig. 2 ist zu sehen, dass die beiden Walzen 1, 2 - zwecks Verringerung der mittleren Luppenwanddicke - aufeinander zu gefahren wurden; der Abstand der Drehachsen beider Walzen 1, 2 hat sich verringert. Aufgrund der stark übertrieben dargestellten geometrischen Verhältnisse ist sofort zu erkennen, dass die Rohrluppe im oberen und unteren Bereich eine geringere Wanddicke aufweist, während die Wanddicke links und rechts im Verhältnis groß geworden ist. Es liegt also ein unrunder Querschnitt vor mit einer maximalen Wanddicke im Bereich der Flanke des Walzspalts. - Für den anderen Fall geht aus
Fig. 3 hervor, dass hier die beiden Walzen 1, 2 - zwecks Vergrößerung der mittleren Luppenwanddicke - voneinander weg gefahren wurden; der Abstand der Drehachsen beider Walzen 1, 2 hat sich vergrößert. Es ist zu erkennen, dass jetzt die Rohrluppe 4 im oberen und unteren Bereich eine größere Wanddicke aufweist, während die Wanddicke links und rechts im Verhältnis kleiner geworden ist. Es liegt damit ebenfalls ein unrunder Querschnitt vor mit einer maximalen Wanddicke in der Mitte des Walzspalts. - Auf diese Weise können zwar Veränderungen an der mittleren Luppenwanddicke vorgenommen werden, allerdings führt - wie gesehen - die Verstellung der Walzen zu einer Abweichung des Walzspalts zwischen Walzen und Dornstange vom idealen Ringquerschnitt. Dadurch wird die Wanddicke der Rohre zunehmend ungleichmäßig. Damit die Rohrwanddicke noch innerhalb zulässiger Toleranzen bleibt, kann deshalb nur in begrenztem Umfang von der Walzenanstellung Gebrauch gemacht werden. Es ist daher immer eine größere Anzahl an verschiedenen Dornstangen mit unterschiedlichen Stangendurchmessern nötig.
- Erschwerend kommt hinzu, dass sich je Dornstangenabmessung eine größere Anzahl von z. B. vier bis fünf Stangen im Produktionsumlauf befinden müssen. Ferner ist das Dornstangenmaterial in der Regel ein sehr hochwertiger Warmarbeitsstahl. Das bedeutet, dass ein relativ großer und teurer Stangenpark vorgehalten werden muss, um für alle benötigten Rohrabmessungen geeignete Stangen zur Verfügung zu haben. Dies macht jedoch große Investitionen erforderlich, was insbesondere in der Erstausstattung wirtschaftliche Probleme darstellt.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Walzwerk der eingangs genannten Art und ein Verfahren zu dessen Betreiben so fortzubilden, dass es möglich ist, mit einer geringeren Anzahl an Dornstangen ein hinreichendes Spektrum an zu fertigenden Rohren abzudecken, wobei gleichzeitig eine ausreichende Qualität, nämlich eine gute Rundheit des Rohres, sichergestellt sein soll.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass die Dornstange im Querschnitt senkrecht zu ihrer Längsachse eine von der Kreisform abweichende Form aufweist.
- Die Dornstange kann dabei im Querschnitt senkrecht zu ihrer Längsachse eine generell ovale Form haben.
- Eine bevorzugte Ausgestaltung der Erfindung sieht vor, dass die Dornstange im Querschnitt senkrecht zu ihrer Längsachse eine Form aufweist, die im wesentlichen aus mindestens zwei Kreisbögen gleichen Radius gebildet wird, wobei die Radien der Kreisbögen größer sind als die Hälfte des kleinsten Durchmessers der Dornstange.
- In diesem Falle sieht eine spezielle Ausführung der Dornstange vor, dass sie im Querschnitt senkrecht zu ihrer Längsachse eine Form aufweist, die aus zwei Kreisbögen mit gleichem Radius gebildet wird.
- Wenn vorzugsweise in Walzrichtung mehrere hintereinander angeordnete Walzenpaare vorgesehen werden, die relativ zueinander verdreht angeordnet sind, lässt sich eine besonders gute Rundheit des Rohrs erreichen. In diesem Falle ist es von Vorteil, wenn die Dornstange im Querschnitt senkrecht zu ihrer Längsachse eine Form aufweist, die aus vier oder mehr Kreisbogenabschnitten zusammengesetzt ist, wobei die Anzahl der Kreisbogenabschnitte gerade ist. Wie gesagt, bietet sich diese Ausgestaltung an, wenn mindestens zwei Walzenpaare in Walzrichtung hintereinander in einem oder in mehreren Walzgerüsten angeordnet sind, wobei die Walzenpaare um die Längsachse der Dornstange verdreht angeordnet sind.
- Am Übergang zwischen zwei Kreisbögen kann die Dornstange eine Abrundung aufweisen. Die radial höchsten Punkte des Querschnittsprofils sind dabei vorzugsweise über den Umfang der Dornstange gleichförmig verteilt angeordnet. Die Querschnittsform der Dornstange ist bevorzugt symmetrisch zu mindestens einer Symmetrielinie ausgebildet.
- Die Walzen haben im Radialschnitt vorzugsweise eine kreisbogenabschnittsförmige Walzfläche.
- Von besonderem Vorteil ist es, wenn das Walzwerk außerdem Drehmittel aufweist, mit denen die Dornstange um ihre Längsachse in eine definierte Drehposition gedreht und in dieser gehalten werden kann. Damit kann auch eine aktive Beeinflussung der Wanddicke des Rohrs vorgenommen werden, wie noch erläutert werden wird. Die Drehmittel können in ein Dornstangenlager integriert sein, das verschieblich angeordnet ist.
- Vorzugsweise sind zwei, drei oder vier Walzen pro Walzgerüst vorgesehen.
- Bei dem Walzwerk handelt es sich insbesondere um ein Warmwalzwerk, insbesondere um eine Konti- oder Stoßbankanlage. Die Erfindung wird weiter bevorzugt in einem Pilgerschrittwalzwerk oder in einem Rohrkaltwalzwerk eingesetzt.
- Bei dem vorgeschlagenen Verfahren zum Betreiben eines derartigen Walzwerks ist erfindungsgemäß vorgesehen, dass in Walzrichtung hinter dem mindestens einen Walzgerüst die Wanddicke des gewalzten Rohres gemessen und mit einem Sollwert verglichen wird, wobei mittels einer Regeleinrichtung der gemessene Istwert der Wanddicke an den Sollwert angepasst wird, indem die Dornstange mit im Querschnitt von der Kreisform abweichender Form um ihre Längsachse gedreht wird.
- In vorteilhafter Weise ergibt sich durch die vorgeschlagene Lösung die Möglichkeit, mit weniger Stangen ein gleich großes Spektrum an unterschiedlichen Rohren zu walzen. Der Stangenpark kann daher, insbesondere bei der Erstinvestition, erheblich reduziert werden, was eine deutlich wirtschaftlichere Fertigung möglich macht. Auch ist der Anlagenbetrieb vereinfacht.
- Insbesondere bei Rohrkontianlagen oder in Rohrstoßbankanlagen kann somit die Anzahl der Dornstangen verringert werden. Dennoch ergibt sich keine Verschlechterung der Rohrqualität.
- In der Zeichnung ist ein Ausführungsbeispiel der Erfindung dargestellt. Es zeigen:
- Fig. 1
- ein Walzenpaar, eine Rohrluppe und eine Dornstange im Schnitt senkrecht zur Längsachse der Dornstange gemäß dem Stand der Technik;
- Fig. 2
- das Walzenpaar, die Rohrluppe und die Dornstange in der Darstellung gemäß
Fig. 1 bei näher zusammengefahrenen Walzen gemäß dem Stand der Technik; - Fig. 3
- das Walzenpaar, die Rohrluppe und die Dornstange in der Darstellung gemäß
Fig. 1 bei weiter voneinander weg gefahrenen Walzen gemäß dem Stand der Technik; - Fig. 4
- eine Dornstange gemäß der Erfindung im Schnitt senkrecht zu ihrer Längsachse;
- Fig. 5
- ein Walzenpaar, eine Rohrluppe und eine Dornstange im Schnitt senkrecht zur Längsachse der Dornstange gemäß der Erfindung, wobei schematisch Drehmittel dargestellt sind;
- Fig. 6
- das Walzenpaar, die Rohrluppe und die Dornstange in der Darstellung gemäß
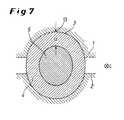
Fig. 5 bei näher zusammengefahrenen Walzen; und - Fig. 7
- das Walzenpaar, die Rohrluppe und die Dornstange in der Darstellung gemäß
Fig. 5 bei weiter voneinander weg gefahrenen Walzen. - In
Fig. 4 ist eine Dornstange 5 gemäß der Erfindung im Schnitt senkrecht zur ihrer Längsachse L dargestellt. Es ist zu erkennen, dass der Querschnitt der Dornstange 5 nicht kreisrund ist, sondern eine von der Kreisform abweichende Form aufweist. Es liegt eine im wesentlichen als oval anzusprechende Querschnittsform vor: - Konkret ist vorgesehen, dass der Querschnitt der Dornstange 5 durch zwei Kreisbögen 6 und 7 definiert wird, die symmetrisch zu einer Symmetrielinie 11 angeordnet sind. Die Radien R der beiden Kreisbögen 6, 7, die gleich groß sind, sind etwas größer als die Hälfte des kleinsten Durchmessers D der Dornstange 5. Dementsprechend ergeben sich zwei an gegenüberliegenden Stellen angeordnete, radial höchste Punkte 9 und 10, an denen Abrundungen 8 vorgesehen sind.
- Das Walzen mit dieser Dornstange 5 ist in
Fig. 5 gemäß einem Standardfall zu sehen. Die beiden nur teilweise dargestellten Walzen 1, 2 walzen den Umfang 3 der Rohrluppe 4 bei im Inneren der Rohrluppe 4 angeordneter Dornstange 5. Es ergibt sich beim Walzen der Rohrluppe 4 gemäßFig. 5 ein Rohr mit weitgehend konstanter Wanddicke d. Es liegt dabei zwar nach dem Walzen ein etwas unrunder Rohrquerschnitt vor, allerdings sind die Abweichungen von der Idealform nicht groß, so dass die Form des Rohrs noch innerhalb zulässiger Toleranzen liegt. - Soll der Außendurchmesser des Rohrs bzw. die Wanddicke d des Rohrs verringert werden, werden die Walzen 1, 2 aufeinander zugestellt (analog zu
Fig. 2 ), wie es inFig. 6 gezeigt ist. Aufgrund der Form der Dornstange 5 ergibt sich hier dennoch eine weitgehend gleichmäßige Wanddicke d, wobei wiederum zwar eine Abweichung von der Idealform vorliegt, die jedoch noch innerhalb zulässiger Toleranzen liegt. - Soll der Außendurchmesser des Rohrs bzw. die Wanddicke d des Rohrs vergrößert werden, kann vorgegangen werden, wie es in
Fig. 7 dargestellt ist. Hier wurde die Dornstange 5 um ihre Längsachse L mittels der Drehmittel 12, die inFig. 5 nur schematisch dargestellt sind, um 90° gedreht, so dass die Dornstange 5 jetzt "hochkant" steht. Die Walzen 1, 2 sind voneinander weg gefahren, d. h. das Walzkaliber ist aufgefahren worden. Wie ersichtlich ist, kann jetzt mit ein und derselben Dornstange 5 ein Rohr gewalzt werden, das deutlich größer im Durchmesser ist, wobei wiederum zwar Abweichungen von der Idealform vorliegen, die jedoch wieder innerhalb zulässiger Toleranzen liegen. Die Wanddicke d ist weitgehend konstant über den Umfang des Rohres. - Es ist also möglich geworden, durch Verdrehung der unrunden Dornstange 5 um die Längsachse L der Stange eine Anpassung derart vorzunehmen, dass ein weiterer Bereich an Rohrdurchmessern bzw. Wanddicken mit einer Dornstange gefertigt werden kann.
- Es kommt somit ein nicht kreisrunder Stangenquerschnitt zum Einsatz, der so geformt ist, dass er spiegelbildlich zur Walzspaltverzerrung ist, die sich durch die Verstellung der Walzen aus der Mittellage heraus bildet. Zusätzlich ist die Dornstange um ihre Längsachse gezielt drehbar und in der gewählten Position feststellbar.
- Der Schaft der Dornstange ist also mit Funktionsflächen ausgeführt, die eine genaue Positionierung der Winkellage der Stange mit dem erläuterten Effekt erlauben.
- Die Drehmittel 12 erlauben das gezielte Drehen der Dornstange 5. Bei Walzwerksanlagen, die mit geregeltem Vorschub der Dornstange während der Walzung arbeiten, werden die Drehmittel bevorzugt in das verfahrbare Stangenlager integriert.
- Zur Vermeidung frühzeitigen Verschleißes des Dornprofils werden bei Walzenanstellungen, die nicht die maximale Dornverdrehung erfordern, nur neutrale Zwischenpositionen des Drehwinkels eingestellt.
- Die vorgeschlagenen Profildornstangen können sowohl in Walzwerken mit zwei Walzen pro Walzgerüst als auch in Anlagen mit drei oder mehr Walzen je Walzgerüst verwendet werden. Die profilierten Dornstangen können besonders vorteilhaft verwendet werden, wenn die Endwanddicke der Rohrluppe nicht nur durch ein einziges finales Walzkaliber erzeugt wird, sondern durch Kombination von zwei oder mehreren in Walzrichtung hintereinander liegenden Kalibern gebildet wird. Die Profildornstange muss dann im Falle eines Zweiwalzengerüstes ein vierseitig ovales Profil haben, im Falle eines Dreiwalzengerüstes wäre ein sechsseitig ovaeles Profil nötig.
- Besonders vorteilhaft ist es, wenn ein Wanddickenmessgerät hinter dem Walzwerk angeordnet ist, das die gewalzte Wanddicke des Rohrs ermittelt. Eine Regelung kann einen Soll-ist-Vergleich der angestrebten Wanddicke vornehmen und dann auf die Drehmittel 12 so einwirken, dass sich der Ist-Wert dem Soll-Wert angleicht. Wird beispielsweise an der höchsten Stelle 13 des Rohres (s.
Fig. 6 ) eine zu große Wanddicke d gemessen, kann die Regelung die Dornstange 5 aus der inFig. 6 gezeigten Position mittels der Drehmittel 12 mehr in die inFig. 7 dargestellte (extreme) Position drehen, wodurch sich die Wanddicke d vermindert. Entsprechend kann eine zu kleine Wanddicke d durch "Zurückdrehen" der Dornstange 5 von der inFig. 7 dargestellten Position in diejenige gemäßFig. 6 vergrößert werden. - Die Kontur des Profildorns kann aus zueinander exzentrischen Kreisbögen oder anderweitigen krummlinigen Kurven gebildet werden. Die Übergänge zwischen diesen Kurvenzügen können durch Übergangsformen abgerundet werden.
- Die Profilform wird so gewählt, dass, wenn das Walzkaliber in der Mittellage ist, keine größeren Wanddickenabweichungen auftreten als beim Stand der Technik.
-
- 1
- Walze
- 2
- Walze
- 3
- Umfang
- 4
- Rohrluppe / Rohr
- 5
- Dornstange
- 6
- Kreisbogen
- 7
- Kreisbogen
- 8
- Abrundung
- 9
- radial höchster Punkt
- 10
- radial höchster Punkt
- 11
- Symmetrielinie
- 12
- Drehmittel
- 13
- höchste Stelle
- d
- Wanddicke des Rohrs / der Rohrluppe
- L
- Längsachse der Dornstange
- R
- Radius
- D
- kleinster Durchmesser der Dornstange
Claims (15)
- Walzwerk zur Herstellung nahtloser Rohre, insbesondere Stahlrohre, das mindestens ein Walzgerüst mit mindestens zwei Walzen (1, 2) aufweist, hat, die zusammenwirkend den Umfang (3) einer Rohrluppe (4) walzen, wobei während des Walzvorganges im Inneren der Rohrluppe (4) eine Dornstange (5) angeordnet ist und wobei die Walzen (1, 2) in ihrer Arbeitsposition und die Dornstange (5) die Wanddicke (d) des zu walzenden Rohres definieren,
dadurch gekennzeichnet,
dass die Dornstange (5) im Querschnitt senkrecht zu ihrer Längsachse (L) eine von der Kreisform abweichende Form aufweist. - Walzwerk nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dornstange (5) im Querschnitt senkrecht zu ihrer Längsachse (L) eine ovale Form aufweist. - Walzwerk nach Anspruch 1,
dadurch gekennzeichnet,
dass die Dornstange (5) im Querschnitt senkrecht zu ihrer Längsachse (L) eine Form aufweist, die im wesentlichen aus mindestens zwei Kreisbögen (6, 7) gleichen Radius (R) gebildet wird, wobei die Radien (R) der Kreisbögen größer sind als die Hälfte des kleinsten Durchmessers (D) der Dornstange (5). - Walzwerk nach Anspruch 3,
dadurch gekennzeichnet,
dass die Dornstange (5) im Querschnitt senkrecht zu ihrer Längsachse (L) eine Form aufweist, die aus zwei Kreisbögen (6, 7) gleichen Radius (R) gebildet wird. - Walzwerk nach Anspruch 3,
dadurch gekennzeichnet,
dass die Dornstange (5) im Querschnitt senkrecht zu ihrer Längsachse (L) eine Form aufweist, die aus vier oder mehr Kreisbogenabschnitten (6, 7) zusammengesetzt ist, wobei die Anzahl der Kreisbogenabschnitte (6, 7) gerade ist. - Walzwerk nach Anspruch 5,
dadurch gekennzeichnet,
dass mindestens zwei Walzenpaare (1, 2) in Walzrichtung hintereinander in einem oder in mehreren Walzgerüsten angeordnet sind, wobei die Walzenpaare (1, 2) um die Längsachse (L) der Dornstange (5) verdreht angeordnet sind. - Walzwerk nach einem der Ansprüche 3 bis 6,
dadurch gekennzeichnet,
dass am Übergang zwischen zwei Kreisbögen (6, 7) die Dornstange (5) eine Abrundung (8) aufweist. - Walzwerk nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet,
dass die radial höchsten Punkte (9, 10) des Querschnittsprofils über den Umfang der Dornstange (5) gleichförmig verteilt angeordnet sind. - Walzwerk nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet,
dass die Querschnittsform der Dornstange (5) symmetrisch zu mindestens einer Symmetrielinie (11) ausgebildet ist. - Walzwerk nach einem der Ansprüche 1 bis 9,
dadurch gekennzeichnet,
dass die Walzen (1, 2) im Radialschnitt eine kreisbogenabschnittsförmige Walzfläche aufweisen. - Walzwerk nach einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet,
dass es Drehmittel (12) aufweist, mit denen die Dornstange (5) um ihre Längsachse (L) in eine definierte Drehposition gedreht und in dieser gehalten werden kann. - Walzwerk nach einem der Ansprüche 1 bis 11,
dadurch gekennzeichnet,
daß die Dornstange (5) mit ein gezieltes Drehen erlaubenden Funktionsflächen ausgebildet ist. - Walzwerk nach Anspruch 11,
dadurch gekennzeichnet,
dass die Drehmittel (12) in ein Dornstangenlager integriert sind, das verschieblich angeordnet ist. - Walzwerk nach einem der Ansprüche 1 bis 13,
dadurch gekennzeichnet,
dass zwei, drei oder vier Walzen (1, 2) pro Walzgerüst angeordnet sind. - Verfahren zum Betreiben eines Walzwerks zur Herstellung nahtloser Rohre, insbesondere Stahlrohre, nach einem der Ansprüche 1 bis 14,
dadurch gekennzeichnet,
dass in Walzrichtung hinter dem mindestens einen Walzgerüst die Wanddicke (d) des gewalzten Rohres gemessen und mit einem Sollwert verglichen wird, wobei mittels einer Regeleinrichtung der gemessene Istwert der Wanddicke (d) an den Sollwert angepasst wird, indem die Dornstange (5) mit im Querschnitt von der Kreisform abweichender Form um ihre Längsachse (L) gedreht wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007004214A DE102007004214A1 (de) | 2007-01-27 | 2007-01-27 | Walzwerk zur Herstellung nahtloser Rohre und Verfahren zum Betreiben eines Walzwerks |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1949979A1 true EP1949979A1 (de) | 2008-07-30 |
| EP1949979B1 EP1949979B1 (de) | 2011-07-13 |
Family
ID=39125272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07023625A Not-in-force EP1949979B1 (de) | 2007-01-27 | 2007-12-06 | Walzwerk zur Herstellung nahtloser Rohre und Verfahren zum Betreiben eines Walzwerks |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1949979B1 (de) |
| AT (1) | ATE516092T1 (de) |
| DE (1) | DE102007004214A1 (de) |
| RU (1) | RU2379141C2 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2433876C1 (ru) * | 2010-06-22 | 2011-11-20 | Открытое акционерное общество "Электростальский завод тяжелого машиностроения" | Способ изготовления бесшовной трубы и непрерывный оправочный стан для его осуществления |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB111295A (en) * | 1916-11-14 | 1918-05-09 | John George Inshaw | Improvements in Devices for Connecting the Mandrels of Tube-rollingt Mills to their Holders. |
| DE445482C (de) | 1925-02-18 | 1927-06-13 | Guenther Lobkowitz | Fertigwalzen von vorgelochten Rundknueppeln (Luppen) zu Rohren |
| DE634384C (de) * | 1933-03-29 | 1936-11-06 | Guenther Lobkowitz | Kontinuierliches Walzwerk |
| DE2641555A1 (de) | 1976-09-15 | 1978-03-16 | Schevtschenko | Verfahren zum kontinuierlichen rohrwalzen und kontinuierliches rohrwalzwerk |
| DE3310769C2 (de) | 1982-03-25 | 1988-06-16 | Nippon Kokan K.K., Tokio/Tokyo, Jp | |
| DE19532643A1 (de) * | 1994-09-05 | 1996-03-14 | Sumitomo Metal Ind | Dornwalzanlage und Verfahren zum Herstellen von nahtlosen Rohren |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE332571A (de) * | 1925-02-18 | |||
| SU442861A1 (ru) * | 1972-05-19 | 1974-09-15 | Уральский научно-исследовательский институт трубной промышленности | Оправка косовалкового стана |
| SU1488044A1 (ru) * | 1987-01-04 | 1989-06-23 | Всесоюзный научно-исследовательский и конструкторско-технологический институт трубной промышленности | Способ редуцировани труб с нат жением |
-
2007
- 2007-01-27 DE DE102007004214A patent/DE102007004214A1/de not_active Withdrawn
- 2007-12-06 EP EP07023625A patent/EP1949979B1/de not_active Not-in-force
- 2007-12-06 AT AT07023625T patent/ATE516092T1/de active
-
2008
- 2008-01-25 RU RU2008102944/02A patent/RU2379141C2/ru not_active IP Right Cessation
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB111295A (en) * | 1916-11-14 | 1918-05-09 | John George Inshaw | Improvements in Devices for Connecting the Mandrels of Tube-rollingt Mills to their Holders. |
| DE445482C (de) | 1925-02-18 | 1927-06-13 | Guenther Lobkowitz | Fertigwalzen von vorgelochten Rundknueppeln (Luppen) zu Rohren |
| DE634384C (de) * | 1933-03-29 | 1936-11-06 | Guenther Lobkowitz | Kontinuierliches Walzwerk |
| DE2641555A1 (de) | 1976-09-15 | 1978-03-16 | Schevtschenko | Verfahren zum kontinuierlichen rohrwalzen und kontinuierliches rohrwalzwerk |
| DE3310769C2 (de) | 1982-03-25 | 1988-06-16 | Nippon Kokan K.K., Tokio/Tokyo, Jp | |
| DE19532643A1 (de) * | 1994-09-05 | 1996-03-14 | Sumitomo Metal Ind | Dornwalzanlage und Verfahren zum Herstellen von nahtlosen Rohren |
| DE19532643C2 (de) | 1994-09-05 | 2000-08-31 | Sumitomo Metal Ind | Rohrwalzverfahren zum Strecken und Walzen von Rohrluppen und Dornwalzanlage |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1949979B1 (de) | 2011-07-13 |
| ATE516092T1 (de) | 2011-07-15 |
| DE102007004214A1 (de) | 2008-07-31 |
| RU2379141C2 (ru) | 2010-01-20 |
| RU2008102944A (ru) | 2009-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1814679B1 (de) | Verfahren zum herstellen eines nahtlos warmgefertigten stahlrohres | |
| DE102012007379A1 (de) | Verfahren zum Schrägwalzen von zylindrischen Erzeugnissen | |
| DE1960328A1 (de) | Verfahren zur Herstellung von nahtlosem Rohr | |
| DE3406841C2 (de) | ||
| DE3128055C2 (de) | Schrägwalzgerüst ohne Dorn für nahtlose Metallrohre | |
| DE3129903A1 (de) | Verfahren und vorrichtung zum herstellen von rohren mit abschnittweise wechselnden aussen- und innendurchmessern | |
| DE2848990C2 (de) | Verfahren und Vorrichtung zur Herstellung von Rohrluppen | |
| DE1017122B (de) | Verfahren und Vorrichtung zur Herstellung von Stahlrohren | |
| DE4308449A1 (de) | Walzblock zum Walzen von metallischen Stäben oder Draht | |
| DE3323221C3 (de) | Verfahren und Vorrichtung zum Längen von Rohrluppen | |
| AT391640B (de) | Schraegwalzwerk zur herstellung von rundprofilen | |
| EP1949979B1 (de) | Walzwerk zur Herstellung nahtloser Rohre und Verfahren zum Betreiben eines Walzwerks | |
| EP2358485B1 (de) | Verfahren zur herstellung nahtloser rohre mittels eines drei-walzen-stangenwalzwerks | |
| DE10030823C2 (de) | 3-Walzen-Schrägwalzgerüst | |
| DE3914016C1 (de) | ||
| DE649754C (de) | Verfahren zum Walzen nahtloser Rohre | |
| EP0542387B1 (de) | Verfahren zum Längswalzen nahtloser Rohre | |
| DE2131713A1 (de) | Rohrwalzwerk | |
| DE19725314C1 (de) | Schrägwalzwerk zum Strecken eines auf Umformtemperatur erwärmten nahtlosen Hohlkörpers | |
| EP3174647B1 (de) | Verfahren zur herstellung von warmgewalzten nahtlosen rohren mit verdickten enden | |
| DE4007406A1 (de) | Verfahren zur herstellung von mittel- und duennwandigen nahtlosen rohren und walzeinrichtung zur durchfuehrung des verfahrens | |
| DE102024002391A1 (de) | Verfahren zum Strecken von mittel- und dünnwandigen Luppen in einem Mehrwalzen-Schrägwalzwerk unter dem Einfluss einer inneren axialen Zugkraft | |
| DE4335063C1 (de) | Kaltpilgerwalzwerk zum Kaltwalzen von Rohren | |
| DE4334694C1 (de) | Werkzeugkalibrierung für die Walzen eines Kaltpilgerwalzwerkes | |
| DE102022004111A1 (de) | Verfahren zum Schrägwalzen von Rohlingen mit der im Walzkaliber wirkenden axialen Zugkraft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090110 |
|
| 17Q | First examination report despatched |
Effective date: 20090304 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007007648 Country of ref document: DE Effective date: 20110908 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111113 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111114 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111014 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| 26N | No opposition filed |
Effective date: 20120416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| BERE | Be: lapsed |
Owner name: SMS MEER G.M.B.H. Effective date: 20111231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007007648 Country of ref document: DE Effective date: 20120416 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20111206 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111206 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111024 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 516092 Country of ref document: AT Kind code of ref document: T Effective date: 20121206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121206 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007007648 Country of ref document: DE Representative=s name: HEMMERICH & KOLLEGEN PATENTANWAELTE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502007007648 Country of ref document: DE Representative=s name: HEMMERICH & KOLLEGEN, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502007007648 Country of ref document: DE Owner name: SMS GROUP GMBH, DE Free format text: FORMER OWNER: SMS MEER GMBH, 41069 MOENCHENGLADBACH, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181210 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20181220 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007007648 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191206 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200701 |