EP1975536A2 - Vorrichtung zum Kühlen und/oder Heizen von Schüttgut - Google Patents
Vorrichtung zum Kühlen und/oder Heizen von Schüttgut Download PDFInfo
- Publication number
- EP1975536A2 EP1975536A2 EP20080004260 EP08004260A EP1975536A2 EP 1975536 A2 EP1975536 A2 EP 1975536A2 EP 20080004260 EP20080004260 EP 20080004260 EP 08004260 A EP08004260 A EP 08004260A EP 1975536 A2 EP1975536 A2 EP 1975536A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat exchanger
- inlet
- tubes
- gas
- gap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000013590 bulk material Substances 0.000 title claims description 39
- 238000001816 cooling Methods 0.000 title claims description 19
- 238000010438 heat treatment Methods 0.000 title claims description 17
- 230000007704 transition Effects 0.000 claims abstract description 15
- 239000013529 heat transfer fluid Substances 0.000 claims description 8
- 230000005484 gravity Effects 0.000 claims description 4
- 239000012530 fluid Substances 0.000 claims description 3
- 238000004891 communication Methods 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 89
- 238000013461 design Methods 0.000 description 6
- 238000009826 distribution Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229920000426 Microplastic Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- 230000001413 cellular effect Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000003337 fertilizer Substances 0.000 description 2
- -1 for example Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005243 fluidization Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 235000021552 granulated sugar Nutrition 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000010349 pulsation Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0229—Double end plates; Single end plates with hollow spaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/16—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F19/00—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/0038—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for drying or dehumidifying gases or vapours
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/0045—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for granular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F13/00—Arrangements for modifying heat-transfer, e.g. increasing, decreasing
- F28F13/06—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by affecting the pattern of flow of the heat-exchange media
- F28F13/10—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by affecting the pattern of flow of the heat-exchange media by imparting a pulsating motion to the flow, e.g. by sonic vibration
Definitions
- Such a device is known from DE 10 2004 041 375 A1 known.
- Such cooling and / or heating devices are used, for example, for cooling bulk materials after fluidized-bed agglomeration, as described, for. B. used for the production of various fertilizers and urea as a pre-production of fertilizers.
- Such cooling and / or heating devices are also used in pelleting processes in which, among other things, moisture contributes to a better solidification of the pellets.
- Other bulk materials may be used, which emerge from a drying process, in particular with a certain residual moisture and then cooled, for example. These bulk solids include, for example, granulated sugar.
- Such a cooling and / or heating device can also for plastic granules or plastic powder and their precursors such. B.
- terephthalic acid are used.
- bulk material bridges can form in the known device in the heat exchanger tube plate, which impair an inflow into individual heat exchanger tubes.
- the bulk material in the region above the heat exchanger tube plate ie in particular in the region of the inlet tube plate or in an overlying buffer section
- the gas supply can also serve to drive off a residual moisture from the bulk material in the region of the feed pipes and the optionally arranged above the buffer section.
- the gas can also take on leaving the bulk material fines, which are then removed together with the exhaust gas. This also has a favorable effect on avoiding deposits in the heat exchanger section.
- the heat exchanger tube plate Since a further tube plate, namely the inlet tube plate, is arranged above the heat exchanger tubesheet, the heat exchanger tube plate does not have to be particularly shaped in order to favor an inlet of the bulk material. This simplifies the production of the heat exchanger tube plate, in particular, as far as the heat exchanger tube plate is welded to the heat exchanger tubes.
- a covering section does not necessarily have to be formed between the feed pipes and the heat exchanger pipes assigned to them.
- the gap may also be formed between the inlet pipes and receptacles in the heat exchanger tube plate for the heat exchanger tubes. This can simplify the structural design of the device in the region of the heat exchanger tube plate.
- designs of the gas passage transition are possible in which inlet pipes and heat exchanger tubes can be used with identical diameter dimensioning.
- the inner diameter of the inlet tubes may be smaller, equal to or greater than the inner diameter of the heat exchanger tubes.
- a smaller inner diameter of the feed pipes compared to the inner diameter of the heat exchanger tubes can be advantageous for avoiding unwanted projections along the bulk material conveying in the device.
- Gap widths according to claim 4 have been found to be particularly favorable for efficient and uniform gas distribution. For non-sealed nested pipes also allows a gap width near zero, d. H. if the tubes are directly against each other, still a gas passage.
- Lengths of the cover sections according to claim 9 also favor a uniform distribution of the gas supply over all supply pipes of the cooling and / or heating device.
- a flange connection according to claim 10 facilitates inspection and cleaning of the entire cooling and / or heating device.
- a gas source according to claim 11 also avoids bulk bridges in the inlet area, if the bulk material tends to such bridges.
- An interspace subdivision according to claim 12 simplifies the provision of a defined gas supply and distribution over the entire cross section of the device.
- the various partial spaces can be acted upon individually in particular with gas.
- the design of the gas passage transition according to claim 13 is structurally particularly simple.
- An inlet tube plate according to claim 14 can be made comparatively easily and with little design effort.
- a connection of the inlet pipe end portions according to claim 15 is inexpensive and safe.
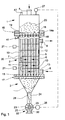
- FIG. 1 One in the Fig. 1 Overall illustrated apparatus for cooling and / or heating of bulk material has an upper buffer section 1, a middle heat exchange section 2 and a lower discharge section 3.
- the sections 1 to 3 each have a circular cross section.
- the housing-like, substantially enclosed buffer section 1 is provided with an upper inlet nozzle 4 for supplying a bulk material to be cooled or heated.
- the heat exchange section 2 has a housing 5, in the interior of which 6 are mutually parallel heat exchanger tubes 7 are arranged at a distance from each other, which extend substantially in the direction of gravity, which thus allow a promotion of bulk material under the influence of gravity.
- the interior 6 is therefore a heat exchange space.
- Typical inner diameters of the heat exchanger tubes 7 are 10 to 300 mm, preferably 15 to 170 mm.
- Adjacent to the discharge section 3 opens into the interior 6 of the housing 5 of the heat exchange section 2, a supply nozzle 8 for heat transfer fluid.
- the heat transfer fluid may be water, steam, a thermal oil or air.
- Adjacent to the buffer section 1 opens a discharge nozzle 9 from the interior 6 of the housing 5.
- deflection plates 10 are each transversely to the longitudinal direction of the tubes 7 at a distance from each other mounted such that a supplied via the supply nozzle 8 heat transfer fluid according to the flow direction arrow 11 meandering through the interior 6 each transverse to the longitudinal direction the heat exchanger tubes 7 gradually upward to the discharge nozzle 9 flows.
- the heat exchange section 2 is thus for a cross-countercurrent of the heat transfer fluid designed.
- the interior 6 can be filled with a tube 7 enveloping bed 12 of glass beads, steel balls and plastic granules, which contributes to the improvement of the heat transfer between the heat transfer fluid and the tubes 7.
- removable retaining sieves 13 are arranged in the socket 8, 9.
- the size of the particles of the bed 12 is such that they can be introduced after the preparation of the heat exchange section 2 in this.
- the particles of the bed 12 are thus smaller than the pitch of the tubes 7.
- the particles of the bed 12 are preferably spherical, lens or cylindrical shape.
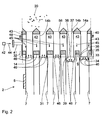
- the heat exchanger tubes 7 are at the top in a fixedly connected to the housing 5 heat exchanger tube plate 14 (see. Fig. 2 ) and down with a spout tube bottom 15 connected so that they are open to the buffer section 1 and 3 to the discharge section. Between the buffer section 1 and the heat exchange section 2 on the one hand and the heat exchange section 2 and the discharge section 3 there are flange connections 16 and 17, respectively.
- the heat exchanger tubes 7 associated inlet pipes 14 b are arranged, which will be described below.
- the inlet tube bottom 14a is configured such that each inlet tube 14b has an inlet funnel 18 that widens toward the buffer section 1 and thus narrows towards the respective inlet tube 14b, wherein adjacent funnels 18 are dimensioned such that they are at the top in one to hit relatively sharp edge 19.
- the inlet tube bottom 14a can be designed to be vibrating with respect to the heat exchanger tube plate 14.
- an agitator can also be arranged in this.
- discharge aids may be appropriate for the bulk material such.
- the discharge section 3 is in the form of a downwardly tapered cone-shaped funnel. Such a shape causes the bulk material 20 flows in the discharge section 3 at all points of an arbitrarily selected cross section with almost the same speed, in this consideration, the immediate wall area does not take into account is because there is always a delay due to wall friction.
- a rotary valve 22 is provided, the housing 23 is connected via a downpipe 24 with the discharge section 3.
- the rotary valve 22 seals the discharge section 3 substantially fluid-tight.
- a cellular wheel 25 is arranged, which is rotatably driven by a motor 26.
- the motor 26 is driven by a level detector 27, which in turn detects the level of the bulk material 20 in the buffer section 1.
- a guide surface 28 is formed, which directs the bulk material 20 from the discharge section 3 to the revolving side of the rotational direction in the direction of rotation 29 driven cellular wheel 25.
- the directed over the guide surface 28 bulk flow is therefore already fully directed to a cell 30 of the cell wheel 25 when the cell 30 is opened during rotation in the direction of rotation 29 to the downpipe 24 out. This ensures a uniform withdrawal of the bulk material 20 over the entire inlet cross section of the rotary valve 22.
- essentially fluid-tight discharge organs can be used instead of the rotary valve 22.
- Such alternative dispensing devices are, for example, a double flap lock or a screw conveyor in which the product can be compacted to achieve a fluid seal.
- Another variant of a discharge is a long downpipe with an arranged metering slide. In this case, the bulk material can take over the substantially fluid-sealing effect in the downpipe.
- the upper ends of the heat exchanger tubes 7 are connected to one another via the heat exchanger tube plate 14.
- the Heat exchanger tubes 7 are fluid-tight welded to the heat exchanger tube plate 14.
- the heat exchanger tubes 7 may be soldered or rolled into the heat exchanger tube sheet 14.
- the inlet pipes 14b are interconnected.
- the inlet pipes 14b are inserted into corresponding openings in the inlet tube bottom 14a.
- the feed pipes 14b can be inserted in a fluid-tight manner into the inlet tube bottom 14a.
- the connection points between the inlet tubes 14b and the inlet tube plate 14a can be designed so that a certain gas passage through these joints is possible. Also a connection via a press fit is possible.
- the Fig. 2 shows three alternative possible variants of plug-in arrangements of the inlet pipes 14b in their associated heat exchanger tubes 7.
- the in the Fig. 2 On the left three connections shown with intermediate gap 31 extend the heat exchanger tubes 7 and the inlet tubes 14b in a cover section 32 straight.
- the overlap section 32 is a pipe section.
- a plug-in section 33 which is longer than the cover section 32, is present at the far right.
- a lower end 34 of the inlet tube 14b is widened conically in the cover section 33, so that a gap 35 present there between the inlet tube 14b and the heat exchanger tube 7 is reduced in relation to the other distance of the inlet tube 14b to the heat exchanger tube 7 in its width.
- second inlet pipe 14b from the right shows a further variant of a cover section 36.
- the latter is again extended compared to the covering section 33.
- a lower end 37 of the inlet pipe 14b is widened in the covering section 36 in at least one bulging section 38.
- a gap 39 between the inlet pipe 14b and the heat exchanger tube 7 in the region of the covering portion 36 with respect to the other distance between the two tubes 7, 14b in the covering pipe section 36 is reduced in its width.
- more than one such bulging portion 38 may be provided.
- the inlet tubes 14b have a smaller diameter than the heat exchanger tubes 7, so that the inlet tubes 14b are inserted into the cover sections 32, 33, 36 in the heat exchanger tubes 7.
- the gaps 31, 35, 39 have an average width in the range between 0 and 15 mm. Medium widths in the range 0 and 5 mm, between 0 and 3 mm and between 0 and 1 mm are preferred. The width is averaged around the circumference of the annular gaps 31, 35, 39.
- the covering sections 32, 33, 36 have a length between 1 and 1000 mm along the tubes 7, 14b, with lengths of the covering sections 32, 33, 36 between 10 and 500 mm, in particular between 50 and 500 mm, being preferred ,
- the gaps 31, 35, 39 form gas passage transitions.
- Gas can be supplied via the gas supply connecting piece 41 to a gap 43, which is bounded at the top by the inlet tube bottom 14a, is bounded at the bottom by the heat exchanger tube plate 14 and is bounded laterally by the inlet pipes 14b and the jacket wall 40.
- the gas is in particular air, which is preferably predried. Instead of air as a gas, for example, nitrogen, off-gas, so nitrogen with impurities such. As hydrocarbons, or carbon dioxide can be used.
- the gas may in particular in a preferably closed circuit, for. B. for processing, are performed.
- the longitudinal section of the Fig. 2 shown parts of the intermediate space 43 are all in fluid communication with each other around the inlet pipes 14b.
- the gas source 42 may be controlled to supply gas to the gap 43 via the gas supply port 41 in a pulsating manner.
- the lower ends of the supply pipes 14b communicate with the upper ends of the heat exchanger tubes 7.
- the passage formed by the gaps 31, 35, 39 is a passage of the gas supplied through the gas supply nozzle 41 from the gap 43 into the interior of the inlet pipes 14b possible.
- the path of the gas supplied from the gas source 42 to the gas supply port 41 is as follows: First, the gas from the gas supply port 41 enters the gap 43 and spreads there, so that all the supply pipes 14b of gas are surrounded to a good approximation to the same pressure. Then the gas flows, as in Fig. 2 illustrated by arrows 45, down and then, as illustrated by arrows 46, through the column 31 or, as in the other two embodiments, through the gaps 35 and 39.
- the gas flows after passing through the column 31 and 35, 39 upward through the inlet pipes 14b and the buffer section 1.
- the flowing through the bulk material 20 from the bottom up gas allows loosening and moisture in a drying of the bulk material 20.
- the now moist gas can the buffer section. 1 then leave via an exhaust port 47.
- the inlet tube bottom 14a is detachably connected to the heat exchanger tube plate 14 via a flange 48. In this way, the inlet tube bottom 14a can be removed together with the associated with this inlet pipes 14b from the heat exchanger tube plate 14 after loosening the flange 48.
- gas supply connection piece 41 instead of a single gas supply connection piece 41, it is also possible to provide a plurality of gas supply connection pieces which, for example, communicate with one another via a ring line which surrounds the outer wall 40 on the outside. For example, three or four circumferentially around the casing wall 40 equally distributed gas supply connection piece 41 may be provided. This reduces a gas pressure gradient in the gap 43 over the cross section of the inlet tube bottom 14a practically to zero.
- the intermediate space 43 can also be subdivided according to the number of the gas supply connection pieces, wherein each part space then communicates with one of the gas supply connection pieces.
- Each partial space then has a separate gas supply.
- a permanent gas flow based on the total cross section of the cooling and / or heating device with simultaneous pause times in individual segments be maintained.
- the gas admission of the partial spaces can be individually controlled, which extends the possibilities of controlling the gas flow in the inlet area.
- a subdivision of the intermediate space 43 into partial spaces facilitates a uniform gas distribution over the cross section of the cooling and / or heating device.
- partial spaces When individual gas is applied, individual partial spaces may be supplied with gas and others may not. This can be used for a targeted influencing of the flow behavior within the cooling and / or heating device over the cross section.
- the partial interstices, apart from supply line sections, may be substantially concentric with one another or may be shaped in the shape of a sector.
- Fig. 3 shows a concentric subdivision of the gap 43 into partial spaces 43a, 43b and 43c.
- the innermost part-space 43 a is assigned to a gas supply connection piece 41 a.
- the middle sub-space 43b is associated with a gas supply port 41b.
- the outer part-space 43c is associated with a gas supply port 41 c.
- Fig. 4 shows a sector-shaped subdivision of the gap 43 with four subspaces 43a to 43d covering the four quadrants of the circular cross-section of the device 1.
- the partial gap 43a encloses as the only partial gap the centrally along the central longitudinal axis extending inlet pipe 14b.
- the partial spaces 43a to 43d are associated with gas supply ports 41a to 41d.
- Fig. 5 to 7 show further variants of constructive embodiments of the heat exchanger tubes 7 and the inlet tubes 14b in the region of the heat exchanger bottom 14th
- the heat exchanger tube 7 is expanded in the region of a cover portion 50.
- the axial extent of the cover portion 50 corresponds approximately to the thickness of the heat exchanger tube bottom 14th
- a gas passage transition is formed by a gap 51 at the level of the heat exchanger tube bottom 14.
- the heat exchanger tube plate 14 is used to realize an overlap and thus the gap 51 between the inlet tube 14b and the heat exchanger tube plate 14 in a cover section 52, in which the inlet tube 14b is inserted into the heat exchanger tube plate 14 .
- the heat exchanger tubes 7 are in the execution after Fig. 6 in the heat exchanger tube sheet 14 so welded that the upper ends of the heat exchanger tubes 7 are offset from their associated openings in the heat exchanger tube sheet 14 down. This offset makes it possible to insert the inlet pipe 14b assigned to the respective heat exchanger tube 7 from above into a receptacle of the heat exchanger tube bottom 14.
- the outer diameter of the inlet pipe 14b is smaller than the inner diameter of the associated receptacle in the heat exchanger tube plate 14, so that the gap 51 is formed.
- the mutually facing ends of the tubes 7, 14b are also spaced from each other in a defined manner, so that there is a gas passage transition between these ends.
- a further variant of the inlet pipe 14b is shown in dashed lines, whose outer diameter is greater than the inner diameter of the receptacle in the heat exchanger tube plate 14 for the heat exchanger tube 7.
- the lower end of the inlet tube 14b is defined by the top of the heat exchanger tube plate 14 facing it spaced so that a gap 53 is formed, which forms the gas passage transition in this variant.
- the heat exchanger tube plate 14 has a stepped receptacle 54 for the tubes 7, 14b. In an upper portion of the receptacle 54, this has an enlarged diameter, which is in particular greater than the outer diameter of the associated inlet pipe 14b, so that here a gap 55 between the inlet pipe 14b and the heat exchanger tube sheet 14 is formed.
- a gap 55 between the inlet pipe 14b and the heat exchanger tube sheet 14 is formed.
- Fig. 7 can be used for the heat exchanger tube 7 of the same type of tube with the same diameter dimensions as for the inlet pipe 14b.
- Inlet openings 55 of the inlet tube bottom 14a can be arranged on mutually concentric partial circles about a central center longitudinal axis of the housing 5.
- triangular arrangements, z. B. a 30 ° triangle arrangement of the inlet openings 55 of the inlet tube bottom 14 a are possible.
- Arrangements of the inlet openings 55 in a square or rectangular grid are also possible.
- the inlet tube bottom 14a may also consist of inlet-side end sections of the inlet tubes 14b which are hexagonally, triangularly, rectangularly or quadratically widened at their upper end and welded together.
- the inlet pipes 14b are widened hexagonally in each case in their upper end section 56. Adjacent upper edge portions 57 are welded together as shown in FIG Fig. 8 indicated by a weld.
- Fig. 10 shows accordingly in one too Fig. 8 a similar representation, a square arrangement of the inlet tubes 14b with end portions 56 and edge portions 57, which function in their corresponding components of the embodiment of the 8 and 9 correspond.
- Fig. 11 shows accordingly in one too Fig. 8 Similarly, a triangular arrangement of the inlet tubes 14b with end portions 56 and edge portions 57, which function in their corresponding components of the embodiment of the 8 and 9 correspond.
- the feed tubes 14b can be welded into the feed tube bottom 14a.
- the inlet pipes 14b may be glued, soldered, rolled or pressed into the inlet tube bottom 14a.
- the inlet tube bottom 14 a and the inlet tubes 14 b need not be made of steel, as is preferred for the heat exchanger tube plate 14 and the heat exchanger tubes 7.
- the inlet tube bottom 14a and the inlet tubes 14b may alternatively be made of plastic, aluminum or other non-ferrous metals.
- the inlet tube bottom 14a and the inlet tubes 14b of sintered materials such. As sintered metals or sintered plastics. This allows, in particular by the sintered material, a uniform gas supply and prevents caking of the bulk material 20th
- the inlet tubes 14b and the heat exchanger tubes 7 may be seamless tubes or also welded tubes.
- the amount of gas supplied via the gas source 42 to the feed pipes 14b and the overlying buffer section 1 is particularly high so that the bulk material 20 is fluidized over the cross section of the feed pipes 14b or in the inlet region of the feed pipes 14b, ie in the region of the feed openings 49 , The amount of gas can even be so high that the whole in Buffer section 1 located bulk material 20 is fluidized. Since the inlet pipes 14b have a smaller cross section than the heat exchanger pipes 7, the velocity of the gas through the inlet pipes 14b is increased.
- the amounts of gas fed in may lead to a gas velocity, based on the empty tube gas velocity in the feed tubes 14b or up to 20 times, more preferably up to 5 times, more preferably up to 5 times, based on the empty tube gas velocity in the buffer section 1 the minimum fluidization velocity of the bulk material 20. Due to the high gas velocity, in particular the formation of bulk material bridges in the region of the inlet openings 49 is prevented. This prevention is also the pulsating gas supply via the gas source 42. In the pulsation, the supplied amount of gas is varied. In particular, the supplied gas quantity can be interrupted intermittently, so that the intermediate space 43 is subjected to pressure surges. A continuous gas supply is possible.
- predrying the gas it can also be tempered in order to use the gas stream for cooling or for heating the bulk material 20 in the region of the feed pipes 14b or in the buffer section 1.
- a targeted pressure setting can be specified in the region of the inlet pipes 14b.
- gas which is supplied via the gas supply connection stub 41 is guided essentially completely through the inlet pipes 14b upwards and thus completely through the bulk material 20 in the buffer section 1.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
- Eine derartige Vorrichtung ist aus der
DE 10 2004 041 375 A1 bekannt. Derartige Kühl- und/oder Heizvorrichtungen werden beispielsweise zur Kühlung von Schüttgütern nach Wirbelschichtagglomeration eingesetzt, wie sie z. B. zur Herstellung für verschiedene Düngemittel sowie Harnstoff als Vorproduktion von Düngemittel verwendet werden. Zum Einsatz kommen derartige Kühl- und/oder Heizvorrichtungen auch bei Pelletierprozessen, bei denen u. a. Feuchtigkeit zur besseren Verfestigung der Pellets beiträgt. Auch andere Schüttgüter können eingesetzt sein, die aus einem Trocknungsprozess insbesondere mit einer gewissen Restfeuchte austreten und dann beispielsweise gekühlt werden. Zu diesen Schüttgütern gehört beispielsweise Kristallzucker. Eine solche Kühl- und/oder Heizvorrichtung kann auch für Kunststoffgranulate oder Kunststoffpulver sowie deren Vorprodukte wie z. B. Therephthalsäure zum Einsatz kommen. Bei nicht völlig frei fließenden Schüttgütern, die den Wärmetauscher-Rohren zugeführt werden, können sich bei der bekannten Vorrichtung im Wärmetauscher-Rohrboden Schüttgutbrücken bilden, die einen Zulauf in einzelne Wärmetauscher-Rohre beeinträchtigen. Zudem kommt es, insbesondere dann, wenn die Vorrichtung zum Kühlen eingesetzt wird, mitunter zu Belägen und Anbackungen an den Innenwänden der Wärmetauscher-Rohre, was im Einzelfall bis zu einer Verstopfung der Wärmetauscher-Rohre führen kann. - Es ist eine Aufgabe der vorliegenden Erfindung, eine Kühl- und/oder Heizvorrichtung der eingangs genannten Art derart weiterzubilden, dass eine Brückenbildung des Schüttgutes auf dem oberen Rohrboden und im Einlaufbereich der Wärmetauscher-Rohre bzw. eine Anlagerung oder ein Anbacken von Schüttgut an Innenwänden der Wärmetauscher-Rohre praktisch sicher verhindert ist.
- Diese Aufgabe ist erfindungsgemäß gelöst durch eine Kühl- und/oder Heizvorrichtung mit den im Kennzeichnungsteil des Anspruches 1 angegebenen Merkmalen.
- Erfindungsgemäß wurde erkannt, dass durch die Weiterbildung mit dem doppelten Rohrboden und dem Gaszufuhr-Anschluss erreicht werden kann, dass das Schüttgut im Bereich oberhalb des Wärmetauscher-Rohrbodens, also insbesondere im Bereich des Zulauf-Rohrbodens oder auch in einem darüber liegenden Puffer-Abschnitt, durch die Gaszufuhr aufgelockert bzw. fluidisiert werden kann. Dies erleichtert den Zulauf des Schüttguts und verhindert eine Brückenbildung. Die Gaszufuhr kann zudem dazu dienen, eine Restfeuchte aus dem Schüttgut im Bereich der Zulaufrohre und des gegebenenfalls darüber angeordneten Puffer-Abschnitts auszutreiben. Das Gas kann zudem beim Austreten aus dem Schüttgut Feinanteile mitnehmen, die dann zusammen mit dem Abgas abgeführt werden. Dies wirkt sich ebenfalls günstig auf eine Vermeidung von Belägen im Wärmetauscher-Abschnitt aus. Da über dem Wärmetauscher-Rohrboden noch ein weiterer Rohrboden, nämlich der Zulauf-Rohrboden, angeordnet ist, muss der Wärmetauscher-Rohrboden zur Begünstigung eines Zulaufs des Schüttguts nicht besonders formgestaltet sein. Dies vereinfacht die Herstellung des Wärmetauscher-Rohrbodens, insbesondere, soweit der Wärmetauscher-Rohrboden mit den Wärmetauscher-Rohren verschweißt wird.
- Spalte nach Anspruch 2 führen zu einer gezielten Verengung im Bereich des Gasaustritts aus dem Zwischenraum. Dies begünstigt eine gleichmäßige Gasverteilung im gesamten Zwischenraum und damit einen gleichmäßigen Gasaustritt aus allen Zulaufrohren, so dass über den gesamten Querschnitt der Kühl- und/oder Heizvorrichtung ein Anlagern bzw. Anbacken von Schüttgut wirksam verhindert ist.
- Ein Überdeckungs-Abschnitt muss nicht zwingend zwischen den Zulaufrohren und den ihnen zugeordneten Wärmetauscher-Rohren gebildet sein. Nach Anspruch 3 kann der Spalt auch zwischen den Zulaufrohren und Aufnahmen im Wärmetauscher-Rohrboden für die Wärmetauscher-Rohre gebildet sein. Dies kann den konstruktiven Aufbau der Vorrichtung im Bereich des Wärmetauscher-Rohrbodens vereinfachen. Insbesondere sind Gestaltungen des Gasdurchtritts-Übergangs möglich, bei denen Zulaufrohre und Wärmetauscher-Rohre mit identischer Durchmesser-Dimensionierung eingesetzt werden können. Je nach Gestaltung des Gasdurchtritts-Übergangs kann der Innendurchmesser der Zulaufrohre kleiner sein, gleich groß sein oder größer sein als der Innendurchmesser der Wärmetauscher-Rohre. Ein im Vergleich zum Innendurchmesser der Wärmetauscher-Rohre kleinerer Innendurchmesser der Zulaufrohre kann zur Vermeidung von unerwünschten Vorsprüngen längs der Schüttgutförderung in der Vorrichtung vorteilhaft sein.
- Spaltweiten nach Anspruch 4 haben sich als für eine effiziente und gleichmäßige Gasverteilung besonders günstig herausgestellt. Bei nicht abgedichtet ineinander gesteckten Rohren ermöglicht auch eine Spaltweite nahe null, d. h. wenn die Rohre direkt aneinander anliegen, noch einen Gasdurchtritt.
- Durch die Maßnahmen nach den Ansprüchen 5 bis 8 wird eine vorteilhaft niedrige minimale Spaltweite zur Optimierung der Gasverteilung beim Austritt aus dem Zwischenraum erzielt. Auch andere Varianten von Gestaltungen von Spalten für den Gasdurchtritts-Übergang, die dem Fachmann allgemein aus dem Dichtungsbereich bekannt sind, sind möglich.
- Längen der Überdeckungs-Abschnitte nach Anspruch 9 begünstigen ebenfalls eine gleichmäßige Verteilung der Gaszuführung über sämtliche Zulaufrohre der Kühl- und/oder Heizvorrichtung.
- Eine Flanschverbindung nach Anspruch 10 erleichtert eine Inspektion und Reinigung der gesamten Kühl- und/oder Heizvorrichtung.
- Eine Gasquelle nach Anspruch 11 vermeidet auch dann Schüttgut-Brücken im Zulaufbereich, wenn das Schüttgut zu derartigen Brücken neigt.
- Eine Zwischenraum-Unterteilung nach Anspruch 12 vereinfacht die Bereitstellung einer definierten Gaszuführung und -verteilung über den gesamten Querschnitt der Vorrichtung. Die verschiedenen Teil-Zwischenräume können insbesondere individuell mit Gas beaufschlagt werden.
- Die Gestaltung des Gasdurchtritts-Übergangs nach Anspruch 13 ist konstruktiv besonders einfach.
- Ein Zulauf-Rohrboden nach Anspruch 14 kann vergleichsweise leicht und mit geringem konstruktiven Aufwand gefertigt sein.
- Eine Verbindung der Zulaufrohr-Endabschnitte nach Anspruch 15 ist kostengünstig und sicher.
- Ausführungsbeispiele der Erfindung werden nachfolgend anhand der Zeichnung näher erläutert. In dieser zeigen:
- Fig. 1
- schematisch eine Vorrichtung zum Kühlen und/oder Heizen von Schüttgut, zum größten Teil im vertikalen Längsschnitt;
- Fig. 2
- schematisch eine Ausschnittsvergrößerung nach
Fig. 1 in der Umgebung eines Zulauf- und eines Wärmetauscher-Rohrbodens; - Fig. 3 und 4
- schematisch Querschnitte der Kühl- und/oder Heizvorrichtung auf der Höhe von Zulaufrohren, wobei zwei Varianten der Unterteilung eines Zwischenraums in Teil-Zwischenräume dargestellt sind;
- Fig. 5 bis 7
- schematisch im halbierten Längsschnitt verschiedene Varianten eines Gasdurchtritts-Übergangs zwischen den unteren Enden von Zulaufrohren und den oberen Enden von Wärmetauscher-Rohren;
- Fig. 8
- schematisch eine Aufsicht auf eine Variante eines Zulauf-Rohrbodens, der durch obere Endabschnitte von Zulaufrohren gebildet ist;
- Fig. 9
- einen Schnitt gemäß Linie IX-IX in
Fig. 8 ; und - Fig. 10 und 11
- zwei weitere Varianten von Zulauf-Rohrböden in einer zu
Fig. 8 ähnlichen Darstellung. - Eine in der
Fig. 1 insgesamt dargestellte Vorrichtung zum Kühlen und/oder Heizen von Schüttgut hat einen oberen Puffer-Abschnitt 1, einen mittleren Wärme-Austausch-Abschnitt 2 und einen unteren Austrags-Abschnitt 3. Die Abschnitte 1 bis 3 haben jeweils einen Kreisquerschnitt. Der gehäuseartige, im Wesentlichen umschlossene Puffer-Abschnitt 1 ist mit einem oberen Zulaufstutzen 4 zur Zuführung eines zu kühlenden oder zu heizenden Schüttguts versehen. - Der Wärme-Austausch-Abschnitt 2 hat ein Gehäuse 5, in dessen Innenraum 6 parallel zueinander Wärmetauscher-Rohre 7 jeweils mit Abstand voneinander angeordnet sind, die im wesentlichen in Schwerkraft-Richtung verlaufen, die also eine Förderung von Schüttgut unter Schwerkrafteinfluss erlauben. Der Innenraum 6 ist also ein Wärmetausch-Raum.
- Typische Innendurchmesser der Wärmetauscher-Rohre 7 betragen 10 bis 300 mm, vorzugsweise 15 bis 170 mm.
- Benachbart zum Austrags-Abschnitt 3 mündet in den Innenraum 6 des Gehäuses 5 des Wärme-Austausch-Abschnitts 2 ein Zuführ-Stutzen 8 für Wärmeträger-Fluid ein. Bei dem Wärmeträger-Fluid kann es sich um Wasser, um Dampf, um ein Wärmeträgeröl oder um Luft handeln. Benachbart zum Puffer-Abschnitt 1 mündet ein Abführ-Stutzen 9 aus dem Innenraum 6 des Gehäuses 5 aus. Im Innenraum 6 sind Umlenk-Platten 10 jeweils quer zur Längsrichtung der Rohre 7 im Abstand voneinander derart angebracht, dass ein über den Zuführ-Stutzen 8 zugeführtes Wärmeträger-Fluid entsprechend dem Strömungs-Richtungs-Pfeil 11 mäanderförmig durch den Innenraum 6 jeweils quer zur Längsrichtung der Wärmetauscher-Rohre 7 schrittweise nach oben zum Abführ-Stutzen 9 strömt. Der Wärme-Austausch-Abschnitt 2 ist also für einen Kreuz-Gegen-Strom des Wärmeträger-Fluids ausgelegt. Der Innenraum 6 kann mit einer die Rohre 7 umhüllenden Schüttung 12 aus Glaskugeln, Stahlkugeln und Kunststoffgranulat gefüllt sein, die zur Verbesserung des Wärmeübergangs zwischen dem Wärmeträger-Fluid und den Rohren 7 beiträgt. Die Einfüllung dieser Schüttung 12 in den Innenraum 6 erfolgt über den Abführ-Stutzen 9; eine eventuelle Entnahme erfolgt über den Zuführ-Stutzen 8. Zur Sicherung der Schüttung 12 im Innenraum 6 sind in den Stutzen 8, 9 herausnehmbare Rückhalte-Siebe 13 angeordnet. Die Größe der Partikel der Schüttung 12 ist so, dass diese nach der Herstellung des Wärme-Austausch-Abschnitts 2 in diesen eingebracht werden können. Die Partikel der Schüttung 12 sind also kleiner als der Teilungsabstand der Rohre 7. Die Partikel der Schüttung 12 haben bevorzugt Kugel-, Linsen- oder Zylinderform.
- Die Wärmetauscher-Rohre 7 sind oben in einem fest mit dem Gehäuse 5 verbundenen Wärmetauscher-Rohrboden 14 (vgl.
Fig. 2 ) und unten mit einem Auslauf-Rohrboden 15 derart verbunden, dass sie zum Puffer-Abschnitt 1 und zum Austrags-Abschnitt 3 hin offen sind. Zwischen dem Puffer-Abschnitt 1 und dem Wärme-Austausch-Abschnitt 2 einerseits und dem Wärme-Austausch-Abschnitt 2 und dem Austrags-Abschnitt 3 bestehen Flanschverbinden 16 bzw. 17. - Zwischen dem Wärmetauscher-Rohrboden 14 und einem darüber liegenden Zulauf-Rohrboden 14a sind den Wärmetauscher-Rohren 7 zugeordnete Zulaufrohre 14b angeordnet, die nachfolgend noch beschrieben werden.
- Der Zulauf-Rohrboden 14a ist so ausgestaltet, dass jedes Zulaufrohr 14b einen sich zum Puffer-Abschnitt 1 hin erweiternden, zum jeweiligen Zulaufrohr 14b hin also verengenden Zulauf-Trichter 18 aufweist, wobei benachbarte Trichter 18 so dimensioniert sind, dass sie sich oben in einer verhältnismäßig scharfen Kante 19 treffen. Die Zulauf-Trichter 18 haben einen Öffnungswinkel α, der mindestens 30° und maximal beispielsweise 180° ist, vorzugsweise aber im Bereich von 40° bis 120° liegt. Hierdurch wird vermieden, dass das im Zulauf-Rohrboden 14a zwischen benachbarten Zulaufrohren 14b Toträume bzw. Totflächen entstehen, auf denen Schüttgut 20 liegen bleibt, das insbesondere bei der Entleerung des Wärme-Austausch-Abschnitts 2 nicht einem Zulaufrohr 14b durch Schwerkraft zugeführt wird und daher auf dem Zulauf-Rohrboden 14a liegen bleibt. Insbesondere wenn eine Entleerung nicht erforderlich ist, ist auch ein gerader Zulauf-Rohrboden 14a mit α = 180° möglich. Der Wärmetauscher-Rohrboden 14 ist flach, d. h. mit α = 180°, ausgebildet.
- An der Außenseite des Gehäuses 5 sind Vibratoren 21 angebracht, mittels derer der gesamte Wärme-Austausch-Abschnitt 2 und damit die Rohre 7 in Vibrationen versetzt werden, wodurch ein Wärmeübergang auf der Innenseite der Wärmetauscher-Rohre 7, also zwischen diesen und dem Schüttgut 20, verbessert wird. Zur Förderung des Zulaufs kann zudem der Zulauf-Rohrboden 14a gegenüber dem Wärmetauscher-Rohrboden 14 vibrierend ausgeführt sein. Zur Vergleichmäßigung des Schüttguts 20 im Puffer-Abschnitt 1 kann in diesem zudem ein Rührwerk angeordnet sein. Am konischen Austrags-Abschnitt 3 können zudem Austragshilfen für das Schüttgut angebracht sein wie z. B. pneumatische Klopfer oder Vibratoren und/oder Belüftungskissen im Konus.
- Der Austrags-Abschnitt 3 ist in Form eines sich nach unten verjüngenden kegelförmigen Trichters ausgebildet. Eine solche Form bewirkt, dass das Schüttgut 20 im Austrags-Abschnitt 3 an allen Stellen eines beliebig ausgewählten Querschnitts mit nahezu der gleichen Geschwindigkeit fließt, wobei bei dieser Betrachtung der unmittelbare Wandbereich nicht berücksichtigt wird, da hier immer eine Verzögerung durch Wandreibung eintritt. Als Austrags-Einrichtung ist eine Zellenradschleuse 22 vorgesehen, deren Gehäuse 23 über ein Fallrohr 24 mit dem Austrags-Abschnitt 3 verbunden ist. Die Zellenradschleuse 22 dichtet den Austrags-Abschnitt 3 im wesentlichen fluiddicht ab. Im Gehäuse 23 ist ein Zellenrad 25 angeordnet, das von einem Motor 26 drehantreibbar ist. Der Motor 26 wird von einem Füllstands-Melder 27 angesteuert, der wiederum den Füllstand des Schüttguts 20 im Puffer-Abschnitt 1 erfasst.
- Im Fallrohr 24 ist eine Leitfläche 28 ausgebildet, die das Schüttgut 20 aus dem Austrags-Abschnitt 3 zur aufdrehenden Seite des in Drehrichtung 29 drehangetriebenen Zellenrades 25 leitet. Der über die Leitfläche 28 gerichtete Schüttgut-Strom wird daher bereits in vollem Umfang auf eine Zelle 30 des Zellenrades 25 gerichtet, wenn die Zelle 30 bei der Drehung in Drehrichtung 29 zum Fallrohr 24 hin geöffnet wird. Dies stellt einen gleichmäßigen Abzug des Schüttguts 20 über den gesamten Zulaufquerschnitt der Zellenradschleuse 22 sicher.
- Auch andere im wesentlichen fluiddichte Austragsorgane können anstelle der Zellenradschleuse 22 eingesetzt werden. Derart alternative Austragsorgane sind beispielsweise eine Doppelklappenschleuse oder eine Förderschnecke, in der das Produkt zur Erzielung einer Fluid-Abdichtung verdichtet werden kann. Eine weitere Variante eines Austragsorgans ist ein langes Fallrohr mit einem angeordneten Dosierschieber. In diesem Fall kann das Schüttgut im Fallrohr die im wesentlichen fluidabdichtende Wirkung übernehmen.
- Über den Wärmetauscher-Rohrboden 14 sind, wie oben schon erwähnt, die oberen Enden der Wärmetauscher-Rohre 7 miteinander verbunden. Die Wärmetauscher-Rohre 7 sind fluiddicht mit dem Wärmetauscher-Rohrboden 14 verschweißt. Alternativ können die Wärmetauscher-Rohre 7 in den Wärmetauscher-Rohrboden 14 eingelötet oder eingewalzt sein. Über den Zulauf-Rohrboden 14a sind die Zulaufrohre 14b miteinander verbunden. Die Zulaufrohre 14b sind in hierzu korrespondierende Öffnungen im Zulauf-Rohrboden 14a eingesetzt. Hierbei können die Zulaufrohre 14b fluiddicht in den Zulauf-Rohrboden 14a eingesetzt sein. Dies ist jedoch nicht zwingend. Die Verbindungsstellen zwischen den Zulaufrohren 14b und dem Zulauf-Rohrboden 14a können so gestaltet sein, dass ein gewisser Gasdurchgang durch diese Verbindungsstellen möglich ist. Auch eine Verbindung über eine Presspassung ist möglich. Es können also die Zulaufrohre 14b in einen demgegenüber erwärmten Zulauf-Rohrboden 14a eingesetzt werden, so dass sich nach dem Abkühlen des Zulauf-Rohrbodens 14a die gewünschte Presspassung einstellt.
- Die
Fig. 2 zeigt drei alternativ mögliche Varianten von Einsteck-Anordnungen der Zulaufrohre 14b in die ihnen zugeordneten Wärmetauscher-Rohre 7. Bei den in derFig. 2 links dargestellten drei Steckverbindungen mit zwischenliegendem Spalt 31 verlaufen die Wärmetauscher-Rohre 7 und die Zulaufrohre 14b in einem Überdeckungs-Abschnitt 32 gerade. Bei der Ausführung nachFig. 2 ist der Überdeckungs-Abschnitt 32 ein Rohrabschnitt. Bei der in derFig. 2 ganz rechts dargestellten Steckverbindung liegt ein Überdeckungs-Abschnitt 33 vor, der länger ist als der Überdeckungs-Abschnitt 32. Ein unteres Ende 34 des Zulaufrohrs 14b ist im Überdeckungs-Abschnitt 33 konisch aufgeweitet, so dass ein dort vorliegender Spalt 35 zwischen dem Zulaufrohr 14b und dem Wärmetauscher-Rohr 7 gegenüber dem sonstigen Abstand des Zulaufrohrs 14b zum Wärmetauscher-Rohr 7 in seiner Weite verringert ist. Das in derFig. 2 zweite Zulaufrohr 14b von rechts zeigt eine weitere Variante eines Überdeckungs-Abschnitts 36. Letzterer ist gegenüber dem Überdeckungs-Abschnitt 33 nochmals verlängert. Ein unteres Ende 37 des Zulaufrohrs 14b ist im Überdeckungs-Abschnitt 36 in mindestens einem Ausbauchungsabschnitt 38 aufgeweitet. Hierdurch wird ein Spalt 39 zwischen dem Zulaufrohr 14b und dem Wärmetauscher-Rohr 7 im Bereich des Überdeckungs-Abschnitts 36 gegenüber dem sonstigen Abstand zwischen den beiden Rohren 7, 14b im Überdeckungs-Rohrabschnitt 36 in seiner Weite verringert. Auch mehr als ein derartiger Ausbauchungsabschnitt 38 kann vorgesehen sein. Die Zulaufrohre 14b haben einen kleineren Durchmesser als die Wärmetauscher-Rohre 7, so dass die Zulaufrohre 14b in den Überdeckungs-Abschnitten 32, 33, 36 in die Wärmetauscher-Rohre 7 eingesteckt sind. - Die Spalte 31, 35, 39 haben eine mittlere Weite im Bereich zwischen 0 und 15 mm. Bevorzugt sind mittlere Weiten im Bereich 0 und 5 mm, zwischen 0 und 3mm und zwischen 0 und 1 mm. Die Weite wird dabei um den Umfang der ringförmigen Spalte 31, 35, 39 gemittelt.
- Die Überdeckungs-Abschnitte 32, 33, 36 haben längs der Rohre 7, 14b eine Länge zwischen 1 und 1.000 mm, wobei Längen der Überdeckungs-Abschnitte 32, 33, 36 zwischen 10 und 500 mm, insbesondere zwischen 50 und 500 mm, bevorzugt sind.
- Die Spalte 31, 35, 39 bilden Gasdurchtritts-Übergänge. In eine als Blech ausgeführte Mantelwand 40, die oberhalb des Gehäuses 5 angeordnet ist, mündet ein Gaszufuhr-Anschlussstutzen 41 zur Zufuhr von Gas von einer schematisch dargestellten Gasquelle 42 ein. Über den Gaszufuhr-Anschlussstutzen 41 kann Gas einem Zwischenraum 43 zugeführt werden, der nach oben begrenzt ist vom Zulauf-Rohrboden 14a, nach unten begrenzt ist vom Wärmetauscher-Rohrboden 14 und seitlich begrenzt ist von den Zulaufrohren 14b bzw. der Mantelwand 40. Bei dem Gas handelt es sich insbesondere um Luft, die vorzugsweise vorgetrocknet ist. Anstelle von Luft kann als Gas auch beispielsweise Stickstoff, Offgas, also Stickstoff mit Verunreinigungen wie z. B. Kohlenwasserstoffen, oder Kohlendioxid eingesetzt werden. Das Gas kann insbesondere in einem vorzugsweise geschlossenen Kreislauf, z. B. zur Aufbereitung, geführt werden. Die im Längsschnitt der
Fig. 2 dargestellten Teile des Zwischenraums 43 stehen alle miteinander um die Zulaufrohre 14b herum in Fluidverbindung. Die Gasquelle 42 kann derart angesteuert werden, dass sie Gas dem Zwischenraum 43 über den Gaszufuhr-Anschlussstutzen 41 pulsierend zuführt. - In den Überdeckungs-Abschnitten 32, 33 und 36 kommunizieren die unteren Enden der Zulaufrohre 14b mit den oberen Enden der Wärmetauscher-Rohre 7. Am durch die Spalte 31, 35, 39 gebildeten Übergang ist ein Durchtritt des über den Gaszufuhr-Anschlussstutzen 41 zugeführten Gases vom Zwischenraum 43 ins Innere der Zulaufrohre 14b möglich.
- Der Weg des von der Gasquelle 42 dem Gaszufuhr-Anschlussstutzen 41 zugeführten Gases (vgl. Richtungspfeil 44) ist wie folgt: Zunächst tritt das Gas vom Gaszufuhr-Anschlussstutzen 41 in den Zwischenraum 43 ein und verteilt sich dort, so dass alle Zulaufrohre 14b von Gas mit in guter Näherung dem gleichen Druck umgeben sind. Dann strömt das Gas, wie in
Fig. 2 durch Pfeile 45 verdeutlicht, nach unten und dann, wie durch Pfeile 46 verdeutlicht, durch die Spalte 31 oder, wie bei den anderen beiden Ausführungsformen, durch die Spalte 35 und 39. Da der Austrags-Abschnitt 3 und damit auch die Wärmetauscher-Rohre 7 nach unten hin im wesentlichen fluiddicht abgeschlossen sind, nämlich über das Schüttgut in den Wärmetauscher-Rohren 7 und im Austrags-Abschnitt 3 sowie über die Zellenradschleuse 22, strömt das Gas nach dem Durchtritt durch die Spalte 31 bzw. 35, 39 nach oben durch die Zulaufrohre 14b und den Puffer-Abschnitt 1. Das durch das Schüttgut 20 von unten nach oben strömende Gas ermöglicht eine Auflockerung sowie bei vorhandener Feuchte eine Trocknung des Schüttguts 20. Das nunmehr feuchte Gas kann den Puffer-Abschnitt 1 dann über einen Abgas-Stutzen 47 verlassen. - Der Zulauf-Rohrboden 14a ist mit dem Wärmetauscher-Rohrboden 14 über eine Flanschverbindung 48 lösbar verbunden. Hierdurch kann der Zulauf-Rohrboden 14a zusammen mit den mit diesem verbundenen Zulauf-Rohren 14b vom Wärmetauscher-Rohrboden 14 nach Lösen der Flanschverbindung 48 abgenommen werden.
- Anstelle eines einzigen Gaszufuhr-Anschlussstutzens 41 können auch mehrere Gaszufuhr-Anschlussstutzen vorgesehen sein, die beispielsweise untereinander über eine Ringleitung in Verbindung stehen, die die Mantelwand 40 außen umgibt. Beispielsweise können drei oder vier in Umfangsrichtung um die Mantelwand 40 gleich verteilte Gaszufuhr-Anschlussstutzen 41 vorgesehen sein. Dies reduziert einen Gasdruckgradienten im Zwischenraum 43 über den Querschnitt des Zulauf-Rohrbodens 14a praktisch auf null.
- Soweit mehrere Gaszufuhr-Anschlussstutzen vorgesehen sind, kann der Zwischenraum 43 auch entsprechend der Anzahl der Gaszufuhr-Anschlussstutzen unterteilt sein, wobei jeder Teil-Zwischenraum dann mit einem der Gaszufuhr-Anschlussstutzen kommuniziert. Jeder Teil-Zwischenraum hat dann eine separate Gaszuführung. In diesem Fall kann, wie dies bei Austragsflüssen bei Schüttgutbehältern bekannt ist, ein permanenter Gasstrom bezogen auf den Gesamtquerschnitt der Kühl- und/oder Heizvorrichtung bei gleichzeitigen Pausenzeiten in einzelnen Segmenten aufrechterhalten werden. Zudem kann die Gasbeaufschlagung der Teil-Zwischenräume individuell angesteuert werden, was die Möglichkeiten der Steuerung des Gasflusses im Zulaufbereich erweitert. Schließlich erleichtert eine Unterteilung des Zwischenraums 43 in Teil-Zwischenräume eine gleichmäßige Gasverteilung über den Querschnitt der Kühl- und/oder Heizvorrichtung. Bei individueller Gas-Beaufschlagung können einzelne Teil-Zwischenräume mit Gas beaufschlagt sein und andere nicht. Dies kann für eine gezielte Beeinflussung des Strömungsverhaltens innerhalb der Kühl- und/oder Heizvorrichtung über deren Querschnitt genutzt werden. Die Teil-Zwischenräume können, abgesehen von Zuleitungsabschnitten, im Wesentlichen konzentrisch zueinander angeordnet oder sektorförmig geformt sein.
-
Fig. 3 zeigt eine konzentrische Unterteilung des Zwischenraums 43 in Teil-Zwischenräume 43a, 43b und 43c. Dem innersten Teil-Zwischenraum 43a ist ein Gaszufuhr-Anschlussstutzen 41 a zugeordnet. Dem mittleren Teil-Zwischenraum 43b ist ein Gaszufuhr-Anschlussstutzen 41b zugeordnet. Dem äußeren Teil-Zwischenraum 43c ist ein Gaszufuhr-Anschlussstutzen 41 c zugeordnet. -
Fig. 4 zeigt eine sektorförmige Unterteilung des Zwischenraums 43 mit vier Teil-Zwischenräumen 43a bis 43d, die die vier Quadranten des kreisförmigen Querschnitts der Vorrichtung 1 abdecken. Der Teil-Zwischenraum 43a umschließt dabei als einziger Teil-Zwischenraum das zentral längs der Mittel-Längs-Achse verlaufende Zulaufrohr 14b. Den Teil-Zwischenräumen 43a bis 43 d sind Gaszufuhr-Anschlussstutzen 41a bis 41d zugeordnet. - Die
Fig. 5 bis 7 zeigen weitere Varianten konstruktiver Ausführungen der Wärmetauscher-Rohre 7 und der Zulaufrohre 14b im Bereich des Wärmetauscher-Bodens 14. - In der
Fig. 5 ist dargestellt, dass zur Schaffung eines Spalts 49 als Gasdurchtritts-Übergang das Wärmetauscher-Rohr 7 im Bereich eines Überdeckungs-Abschnitts 50 aufgeweitet ist. Die Axialerstreckung des Überdeckungs-Abschnitts 50 entspricht dabei in etwa der Stärke des Wärmetauscher-Rohrbodens 14. - Bei der Ausführung nach
Fig. 6 wird ein Gasdurchtritts-Übergang durch einen Spalt 51 auf Höhe des Wärmetauscher-Rohrbodens 14 gebildet. Hierbei wird der Wärmetauscher-Rohrboden 14 genutzt, um in einem Überdeckungs-Abschnitt 52, in dem das Zulaufrohr 14b in den Wärmetauscher-Rohrboden 14 gesteckt ist, eine Überdeckung und damit den Spalt 51 zwischen dem Zulaufrohr 14b und dem Wärmetauscher-Rohrboden 14 zu realisieren. Die Wärmetauscher-Rohre 7 sind bei der Ausführung nachFig. 6 in den Wärmetauscher-Rohrboden 14 so eingeschweißt, dass die oberen Enden der Wärmetauscher-Rohre 7 gegenüber den ihnen zugeordneten Öffnungen im Wärmetauscher-Rohrboden 14 nach unten versetzt sind. Dieser Versatz ermöglicht es, das dem jeweiligen Wärmetauscher-Rohr 7 zugeordnete Zulaufrohr 14b von oben in eine Aufnahme des Wärmetauscher-Rohrbodens 14 stecken zu können. Bei der Variante nachFig. 6 ist der Außendurchmesser des Zulaufrohrs 14b geringer als der Innendurchmesser der zugehörigen Aufnahme im Wärmetauscher-Rohrboden 14, so dass der Spalt 51 entsteht. Zur Realisierung des Spalts 51 sind zudem die einander zugewandten Enden der Rohre 7, 14b voneinander definiert beabstandet, so dass zwischen diesen Enden ein Gasdurchtritts-Übergang vorliegt. - In der
Fig. 6 ist gestrichelt eine weitere Variante des Zulaufrohrs 14b dargestellt, dessen Außendurchmesser größer ist als der Innendurchmesser der Aufnahme im Wärmetauscher-Rohrboden 14 für das Wärmetauscher-Rohr 7. Das untere Ende des Zulaufrohrs 14b ist von der ihm zugewandten Oberseite des Wärmetauscher-Rohrbodens 14 definiert so beabstandet, dass ein Spalt 53 entsteht, der bei dieser Variante den Gasdurchtritts-Übergang bildet. Bei der in derFig. 6 gestrichelt dargestellten Variante liegt im Gegensatz zu den anderen dargestellten Varianten kein axialer Überdeckungs-Abschnitt zwischen dem Zulaufrohr 14b einerseits und dem ihm zugeordneten Wärmetauscher-Rohr 7 bzw. dem Wärmetauscher-Rohrboden 14 andererseits vor. - Bei der Ausführung nach
Fig. 7 hat der Wärmetauscher-Rohrboden 14 eine gestufte Aufnahme 54 für die Rohre 7, 14b. In einem oberen Abschnitt der Aufnahme 54 hat diese einen vergrößerten Durchmesser, der insbesondere größer ist als der Außendurchmesser des zugeordneten Zulaufrohrs 14b, so dass hier ein Spalt 55 zwischen dem Zulaufrohr 14b und dem Wärmetauscher-Rohrboden 14 entsteht. Bei der Ausführung nachFig. 7 kann für das Wärmetauscher-Rohr 7 der gleiche Rohrtyp mit den gleichen Durchmesser-Dimensionen eingesetzt werden wie für das Zulaufrohr 14b. - Anstelle einer Erweiterung von Zulaufrohren 14b zur Verringerung der Spaltweite, wie im Zusammenhang mit den Ausführungen mit den Spalten 35 und 39 beschrieben, kann zur Verringerung der Spaltweite zwischen dem Zulaufrohr 14b und dem diesen zugeordneten Wärmetauscher-Rohr 7 das obere Ende eines Wärmetauscher-Rohres 7 im Überdeckungs-Abschnitt mit dem diesem zugeordneten Zulaufrohr 14b verengt sein.
- Zulauf-Öffnungen 55 des Zulauf-Rohrbodens 14a können auf zueinander konzentrischen Teilkreisen um eine zentrale Mittel-Längsachse des Gehäuses 5 angeordnet sein. Alternativ ist es beispielsweise möglich, die Zulauf-Öffnungen 55 des Zulauf-Rohrbodens 14a als hexagonal dichteste Packung anzuordnen. Auch Dreiecks-Anordnungen, z. B. eine 30°-Dreiecks-Anordnung der Zulauf-Öffnungen 55 des Zulauf-Rohrbodens 14a sind möglich. Auch Anordnungen der Zulauf-Öffnungen 55 in einem quadratischen oder rechteckigen Raster sind möglich.
- Im Falle einer hexagonalen, dreieckigen, rechteckigen oder quadratischen Anordnung kann der Zulauf-Rohrboden 14a auch aus zulaufseitigen Endabschnitten der Zulaufrohre 14b, die an ihrem oberen Ende hexagonal, dreieckig, rechteckig oder quadratisch aufgeweitet und miteinander verschweißt sind, bestehen. Dies ist in den
Fig. 8 und 9 am Beispiel einer hexagonalen Anordnung der Zulaufrohre 14b zueinander schematisch dargestellt. Die Zulaufrohre 14b sind jeweils in ihrem oberen Endabschnitt 56 hexagonal aufgeweitet. Einander benachbarte obere Kantenbereiche 57 sind miteinander verschweißt, wie in derFig. 8 durch eine Schweißnaht angedeutet. -
Fig. 10 zeigt entsprechend in einer zuFig. 8 ähnlichen Darstellung eine quadratische Anordnung der Zulaufrohre 14b mit Endabschnitten 56 und Kantenbereichen 57, die in ihrer Funktion den entsprechenden Komponenten der Ausführung nach denFig. 8 und 9 entsprechen. -
Fig. 11 zeigt entsprechend in einer zuFig. 8 ähnlichen Darstellung eine dreieckige Anordnung der Zulaufrohre 14b mit Endabschnitten 56 und Kantenbereichen 57, die in ihrer Funktion den entsprechenden Komponenten der Ausführung nach denFig. 8 und 9 entsprechen. - Die Zulaufrohre 14b können, falls ein separater Zulauf-Rohrboden 14a eingesetzt wird, in den Zulauf-Rohrboden 14a eingeschweißt sein. Alternativ können die Zulaufrohre 14b in den Zulauf-Rohrboden 14a eingeklebt, eingelötet, eingewalzt oder eingepresst sein.
- Der Zulauf-Rohrboden 14a und die Zulaufrohre 14b müssen nicht aus Stahl gefertigt sein, wie dies für den Wärmetauscher-Rohrboden 14 und die Wärmetauscher-Rohre 7 bevorzugt ist. Der Zulauf-Rohrboden 14a und die Zulaufrohre 14b können alternativ auch aus Kunststoff, Aluminium oder anderen Nichteisenmetallen gefertigt sein. Weiterhin können der Zulauf-Rohrboden 14a und die Zulaufrohre 14b aus gesinterten Materialien wie z. B. Sintermetallen oder gesinterten Kunststoffen gefertigt sein. Dies ermöglicht, insbesondere durch das Sintermaterial, eine gleichmäßige Gaszufuhr und verhindert Anbackungen des Schüttguts 20.
- Der Zulauf-Rohrboden 14a und die Zulaufrohre 14b haben eine Oberflächenrauhigkeit Ra, die geringer ist als 2,0 µm und vorzugsweise geringer ist als Ra = 0,8 µm. Dies verringert die Gefahr eines Anhaftens von Schüttgut 20 an den Innenwänden der Zulaufrohre 14b. Entsprechend kann auch die Oberflächenrauigkeit Ra der Wärmetauscher-Rohre 7 geringer sein als 2,0 µm und vorzugsweise geringer sein als Ra = 0,8 µm. Bei den Zulaufrohren 14b und den Wärmetauscher-Rohren 7 kann es sich um nahtlose Rohre oder auch um geschweißte Rohre handeln.
- Die über die Gasquelle 42 den Zulaufrohren 14b und den darüber liegenden Puffer-Abschnitt 1 zugeführte Gasmenge ist insbesondere so hoch, dass das Schüttgut 20 über den Querschnitt der Zulaufrohre 14b bzw. im Einlaufbereich der Zulaufrohre 14b, also im Bereich der Zulauföffnungen 49, fluidisiert wird. Die Gasmenge kann sogar so hoch sein, dass das gesamte im Puffer-Abschnitt 1 befindliche Schüttgut 20 fluidisiert wird. Da die Zulaufrohre 14b einen kleineren Querschnitt haben als die Wärmetauscher-Rohre 7, ist die Geschwindigkeit des Gases durch die Zulaufrohre 14b erhöht. Die eingespeisten Gasmengen können je nach Schüttgut bezogen auf die Leerrohrgasgeschwindigkeit in den Zulaufrohren 14b bzw. bezogen auf die Leerrohrgasgeschwindigkeit im Puffer-Abschnitt 1 zu einer Gasgeschwindigkeit führen, die das bis zu 20fache, bevorzugt das bis zu 10fache, noch mehr bevorzugt das bis zu 5fache der Minimalfluidisationsgeschwindigkeit des Schüttguts 20 betragen. Durch die hohe Gasgeschwindigkeit wird insbesondere die Bildung von Schüttgutbrücken im Bereich der Zulauföffnungen 49 verhindert. Dieser Verhinderung dient auch die pulsierende Gaszufuhr über die Gasquelle 42. Bei der Pulsation wird die zugeführte Gasmenge variiert. Die zugeführte Gasmenge kann insbesondere intermittierend unterbrochen werden, so dass der Zwischenraum 43 mit Druckstößen beaufschlagt wird. Auch eine kontinuierliche Gaszufuhr ist möglich.
- Neben einer Vortrocknung des Gases kann dieses auch temperiert werden, um den Gasstrom zum Kühlen oder aber zum Heizen des Schüttguts 20 im Bereich der Zulaufrohre 14b bzw. im Puffer-Abschnitt 1 zu nutzen.
- Wie in der
DE 10 2004 041 375 A1 beschrieben, kann am Austrags-Abschnitt 3 auch eine Gaszufuhr angeschlossen sein. Durch diese zusätzliche Gaszufuhr kann im Bereich der Zulaufrohre 14b eine gezielte Druckeinstellung vorgegeben werden. Insbesondere kann sichergestellt werden, dass Gas, welches über den Gaszufuhr-Anschlussstutzen 41 zugeführt wird, im Wesentlichen vollständig durch die Zulaufrohre 14b nach oben und damit vollständig durch das Schüttgut 20 im Puffer-Abschnitt 1 geleitet wird.
Claims (15)
- Vorrichtung zum Kühlen und/oder Heizen von Schüttgut (20)- mit einem ein Gehäuse (5) aufweisenden Wärmetauscher-Abschnitt (2),- mit im Gehäuse (5) in Schwerkraft-Richtung angeordneten Wärmetauscher-Rohren (7),- mit mindestens einer in das Gehäuse (5) einmündenden Zuführung (8) für ein Wärmeträger-Fluid,- mit mindestens einer aus dem Gehäuse (5) ausmündenden Abführung (9) für das Wärmeträger-Fluid,- wobei das Wärmeträger-Fluid zwischen der Zuführung (8) und der Abführung (9) durch Zwischenräume (6) zwischen den Wärmetauscher-Rohren (7) geführt ist,- mit einem am oberen Ende der Wärmetauscher-Rohre (7) angeordneten Wärmetauscher-Rohrboden (14), über den die oberen Enden der Wärmetauscher-Rohre (7) miteinander verbunden sind,
gekennzeichnet durch- einen oberhalb des Wärmetauscher-Rohrbodens (14) angeordneten Zulauf-Rohrboden (14a), über den Zulaufrohre (14b) für das Schüttgut (20) miteinander verbunden sind,- mindestens einem Gaszufuhr-Anschluss (41), über den Gas einem Zwischenraum (43) zuführbar ist, der gebildet ist zwischen dem Wärmetauscher-Rohrboden (14), dem Zulauf-Rohrboden (14a) und den Zulaufrohren (14b),- wobei untere Enden der Zulaufrohre (14b) mit oberen Enden der Wärmetauscher-Rohre (7) oder mit zugehörigen Aufnahmen im Wärmetauscher-Rohrboden (14) derart kommunizieren, dass am Übergang (32; 33; 36; 50; 52; 53; 55) zwischen den unteren Enden der Zulaufrohre (14b) und den oberen Enden der Wärmetauscher-Rohre (7) ein Gasdurchtritt (46) vom Zwischenraum (43) in die Zulaufrohre (14b) möglich ist. - Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass einander zugeordnete Zulaufrohre (14b) und Wärmetauscher-Rohre (7) unter Bildung eines Spaltes (31; 35; 39; 51; 53; 55), der den Gasdurchtritts-Übergang bildet, in einem Überdeckungs-Abschnitt (32; 33; 36; 50; 52) ineinander gesteckt sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass einander zugeordnete Zulaufrohre (14b) und Aufnahmen im Wärmetauscher-Rohrboden (14) unter Bildung eines Spaltes (53; 55), der den Gasdurchtritts-Übergang bildet, in einem Überdeckungs-Abschnitt (52) ineinander gesteckt sind.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Spalt (31; 35; 39) eine mittlere Weite im Bereich zwischen 0 und 15 mm, bevorzugt zwischen 0 und 5 mm, mehr bevorzugt zwischen 0 und 3 mm und noch mehr bevorzugt zwischen 0 und 1 mm, hat.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das untere Ende des Zulaufrohres (14b) aufgeweitet (34) ist, um den Spalt (35) zu verringern.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass das untere Ende des Zulaufrohres (14b) konisch aufgeweitet (34) ist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass das untere Ende des Zulaufrohres (14b) im Überdeckungs-Abschnitt (36) an mindestens einer Stelle aufgeweitet, insbesondere ausgebaucht (38), ist.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass das obere Ende des Wärmetauscher-Rohrs (7) verengt ist, um den Spalt zu verringern.
- Vorrichtung nach einem der Ansprüche 2 bis 8, dadurch gekennzeichnet, dass der Überdeckungs-Abschnitt (32; 33; 36) eine Länge hat zwischen 1 und 1.000 mm, bevorzugt zwischen 10 und 500 mm.
- Vorrichtung nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass der Zulauf-Rohrboden (14a) mit dem Wärmetauscher-Rohrboden (7) über eine Flanschverbindung (48) lösbar verbunden ist.
- Vorrichtung nach einem der Ansprüche 1 bis 10, gekennzeichnet durch eine Gasquelle (42), die mit dem Gaszufuhr-Anschluss (41) in Fluidverbindung steht, wobei die Gasquelle (42) zur pulsierenden Gaszufuhr ausgebildet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass der Zwischenraum (43) in mehrere Teil-Zwischenräume (43a-c; 43a-d) unterteilt ist, wobei jedem Teil-Zwischenraum ein eigener Gaszufuhr-Anschluss (41a-c; 41a-d) zugeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass der Durchmesser der Zulaufrohre (14b) größer ist als der Durchmesser von Aufnahmen im Wärmetauscher-Rohrboden (14) für die Wärmetauscher-Rohre (7), wobei ein Gasdurchtritts-Übergang (Fig. 6) gebildet wird durch einen Spalt (53) zwischen jeweils einem stirnseitigen unteren Ende eines Zulaufrohrs (14b) und dem Wärmetauscher-Rohrboden (14).
- Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass der Zulauf-Rohrboden (14a) gebildet ist durch zulaufseitige Endabschnitte (56) der Zulaufrohre (14b).
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass die zulaufseitigen Endabschnitte (56) der Zulaufrohre (14b) miteinander verschweißt sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007015060A DE102007015060A1 (de) | 2007-03-26 | 2007-03-26 | Vorrichtung zum Kühlen und/oder Heizen von Schüttgut |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1975536A2 true EP1975536A2 (de) | 2008-10-01 |
Family
ID=39632471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080004260 Withdrawn EP1975536A2 (de) | 2007-03-26 | 2008-03-07 | Vorrichtung zum Kühlen und/oder Heizen von Schüttgut |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1975536A2 (de) |
| DE (1) | DE102007015060A1 (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2273221A3 (de) * | 2009-07-08 | 2011-08-17 | Coperion GmbH | Vorrichtung zum Kühlen von Schüttgut sowie Verfahren zum Behandeln von Schüttgut |
| JP2013082892A (ja) * | 2011-09-30 | 2013-05-09 | Metawater Co Ltd | 炭化物の製造方法及び炭化物の製造システム |
| JP2013185116A (ja) * | 2012-03-09 | 2013-09-19 | Tsukishima Kikai Co Ltd | 固形物用熱交換器および有機性廃棄物の処理設備 |
| CN105066757A (zh) * | 2015-08-13 | 2015-11-18 | 北方民族大学 | 一种固体颗粒的空气蓄热放热装置 |
| CN112146352A (zh) * | 2020-09-29 | 2020-12-29 | 嘉施利(宁陵)化肥有限公司 | 复合肥生产用冷却机 |
| CN112871120A (zh) * | 2021-02-04 | 2021-06-01 | 中国特种设备检测研究院 | 一种高压反应釜 |
| CN117597562A (zh) * | 2021-06-08 | 2024-02-23 | 巴塞尔聚烯烃股份有限公司 | 用于气相聚合的热交换器 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015013516B4 (de) * | 2015-10-20 | 2018-01-18 | Frank Brucker | Rohrbündelwärmeübertrager und Fertigungsverfahren für Rohrbündelwärmeübertrager |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004041375A1 (de) | 2004-03-24 | 2005-10-13 | Coperion Waeschle Gmbh & Co. Kg | Vorrichtung zum Temperieren von Schüttgut |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB501765A (en) * | 1936-09-05 | 1939-03-06 | Heinrich Koppers Ind Mij N V | Process and device for the supply and withdrawal of heat for granular material in chemical, especially catalytic furnaces and the like |
| US2417393A (en) * | 1942-11-04 | 1947-03-11 | Socony Vacuum Oil Co Inc | Apparatus for hydrocarbon reaction |
| US2458498A (en) * | 1946-08-31 | 1949-01-11 | Socony Vacuum Oil Co Inc | Method and apparatus for conversion of fluid hydrocarbons |
| US4307773A (en) * | 1978-08-28 | 1981-12-29 | Smith Richard D | Fluid bed heat exchanger for contaminated gas |
-
2007
- 2007-03-26 DE DE102007015060A patent/DE102007015060A1/de not_active Withdrawn
-
2008
- 2008-03-07 EP EP20080004260 patent/EP1975536A2/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004041375A1 (de) | 2004-03-24 | 2005-10-13 | Coperion Waeschle Gmbh & Co. Kg | Vorrichtung zum Temperieren von Schüttgut |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2273221A3 (de) * | 2009-07-08 | 2011-08-17 | Coperion GmbH | Vorrichtung zum Kühlen von Schüttgut sowie Verfahren zum Behandeln von Schüttgut |
| JP2013082892A (ja) * | 2011-09-30 | 2013-05-09 | Metawater Co Ltd | 炭化物の製造方法及び炭化物の製造システム |
| JP2013185116A (ja) * | 2012-03-09 | 2013-09-19 | Tsukishima Kikai Co Ltd | 固形物用熱交換器および有機性廃棄物の処理設備 |
| CN105066757A (zh) * | 2015-08-13 | 2015-11-18 | 北方民族大学 | 一种固体颗粒的空气蓄热放热装置 |
| CN112146352A (zh) * | 2020-09-29 | 2020-12-29 | 嘉施利(宁陵)化肥有限公司 | 复合肥生产用冷却机 |
| CN112146352B (zh) * | 2020-09-29 | 2021-05-18 | 嘉施利(宁陵)化肥有限公司 | 复合肥生产用冷却机 |
| CN112871120A (zh) * | 2021-02-04 | 2021-06-01 | 中国特种设备检测研究院 | 一种高压反应釜 |
| CN117597562A (zh) * | 2021-06-08 | 2024-02-23 | 巴塞尔聚烯烃股份有限公司 | 用于气相聚合的热交换器 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007015060A1 (de) | 2008-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1580511B1 (de) | Vorrichtung zum Temperieren von Schüttgut | |
| EP1975536A2 (de) | Vorrichtung zum Kühlen und/oder Heizen von Schüttgut | |
| DE102016007221B4 (de) | Drehrohrkühler und Verfahren zum Betreiben eines Drehrohrkühlers | |
| DE3144863C2 (de) | Wärmetauscher mit Fließbett | |
| DE69001804T2 (de) | Methode und vorrichtung zur kuehlung von festen teilchen. | |
| DE19648875B4 (de) | Fermenter für Biomasse | |
| EP2159526A2 (de) | Bearbeitungsanlage für Schüttgut | |
| DE2160962B2 (de) | Trommeltrockner zum Trocknen von Schlamm | |
| DE2634072B2 (de) | Trommeltrockner | |
| DE2241264A1 (de) | Trockentrommel | |
| DE102009032390A1 (de) | Vorrichtung zum Kühlen von Schüttgut sowie Verfahren zum Behandeln von Schüttgut | |
| EP2006628B1 (de) | Vorrichtung zum Kühlen oder Heizen von Schüttgut sowie Verfahren zum Betreiben einer derartigen Vorrichtung | |
| EP0089486B1 (de) | Wirbelzellenkolonne | |
| EP1288600B1 (de) | Vorrichtung zur Trocknung eines rieselfähigen Stoffs im Gegenstrom mit einem gasförmigen Fluid | |
| DE10138333A1 (de) | Vorrichtung zum Auspressen fließfähiger Substanzen | |
| AT403033B (de) | Materialschleuse für schüttgüter oder flüssigkeiten | |
| WO2017173473A1 (de) | Innentemperierbare schnecke, anlage sowie verfahren unter verwendung einer derartigen schnecke | |
| DE3424841A1 (de) | Vorrichtung zur erzeugung einer gerichteten feststoffstroemung in wirbelschichten | |
| DE102006016622B4 (de) | Vorrichtung zum Temperieren von Schüttgut | |
| DE3929729C2 (de) | Vorrichtung zum Anteigen eines Trockenmörtels | |
| DE20010671U1 (de) | Wärmetauscher für rieselfähige Feststoffe | |
| DE102011078954B4 (de) | Schüttgut-Wärmetauschervorrichtung | |
| DE102006002582B4 (de) | Fluidisiereinheit für einen Pulverförderer und Pulverförderer mit Fluidisiereinheit | |
| DE60102677T2 (de) | Gefäss zum Ermöglichen von gleichmassigem Schwerkraftabfluss von Schüttgut und Direktreduktionsreaktor derselben enthaltend | |
| DE3119108C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: ZECHNER, EGON Inventor name: DEHM, GUENTHER Inventor name: HUSTERT, OLAF Inventor name: DUERR, MICHAEL, DIPL.-ING. Inventor name: STARK, BERNHARD, DR. |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: COPERION GMBH |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20101001 |