EP1981660B1 - Procédé destinés à la production de bandes métalliques laminées à chaud, notammment de bandes en acier à qualité de surface élevée - Google Patents
Procédé destinés à la production de bandes métalliques laminées à chaud, notammment de bandes en acier à qualité de surface élevée Download PDFInfo
- Publication number
- EP1981660B1 EP1981660B1 EP06841130A EP06841130A EP1981660B1 EP 1981660 B1 EP1981660 B1 EP 1981660B1 EP 06841130 A EP06841130 A EP 06841130A EP 06841130 A EP06841130 A EP 06841130A EP 1981660 B1 EP1981660 B1 EP 1981660B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- oscillation
- different
- hot
- cast
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 9
- 229910000831 Steel Inorganic materials 0.000 title claims description 6
- 239000010959 steel Substances 0.000 title claims description 6
- 238000004519 manufacturing process Methods 0.000 title description 4
- 230000010355 oscillation Effects 0.000 claims description 25
- 238000005096 rolling process Methods 0.000 claims description 23
- 238000009749 continuous casting Methods 0.000 claims description 21
- 238000005266 casting Methods 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 8
- 239000007788 liquid Substances 0.000 claims description 6
- 238000004140 cleaning Methods 0.000 claims description 2
- 239000002184 metal Substances 0.000 claims description 2
- 239000000843 powder Substances 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000012530 fluid Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- -1 for example Substances 0.000 description 2
- 229910001338 liquidmetal Inorganic materials 0.000 description 2
- 230000003534 oscillatory effect Effects 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 238000002679 ablation Methods 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/04—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing
- B21B45/08—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing hydraulically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/04—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/053—Means for oscillating the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/46—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting
- B21B1/463—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting in a continuous process, i.e. the cast not being cut before rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/22—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories for rolling metal immediately subsequent to continuous casting, i.e. in-line rolling of steel
Definitions
- the invention relates to a method for producing hot-rolled metal, in particular high-quality steel material strip from slab or flat thin strands cast in a continuous casting process by means of a hydraulically oscillating continuous casting mold, which descaled at its strand surface, heated to rolling temperature and heated in a multi-stand hot-rolled strip.
- Walz Identification is finished with low strip thicknesses, the casting strand after emerging from a strand guide, before entering a heat balance furnace and / or after exiting a heat balance furnace and entering the hot strip mill at one or both strand surfaces by a plurality of rotating nozzles from which printing fluid recurring sprayed on a respective same surface area with high applied pressure, freed of scale and / or casting powder and the oscillation marks are deeply cleaned, as by the WO-A 00/10741 A known.
- Such a method is similar to the DE 43 28 303 C2 known. However, it is not assumed that there is a continuously cast slab or thin slab cross section and the rotor descaling is essentially applied to rolling stock and thus does not take into account the special manufacturing process by continuous casting. In addition, the depth of ablation is not sufficient to detect not only invisible tinder but also any oscillation mark caused by its manufacture. In addition, caused by a very high amount of water an undesirably high cooling of the rolling stock.
- a first descaling device which may consist of a scale washer of conventional design and a second descaling device with rotating nozzles.
- the invention has for its object, in addition to the application of the rotating Entzunderns previously included not included parameters that are given by the continuous casting.
- a further embodiment advantageously provides that the temperature losses of the cast strand are kept low via a pressurization of the rotating nozzles regulated with regard to the temperature level of the casting or rolling train. As a result, there is a reduction in the temperature losses of the slabs and thin strands, resulting in much better conditions for hot rolling the ultrathin Endwalzdicken and energy Erspamis are connected.
- a cast-rolling plant 1 ( Fig. 1 ), which in particular represents a CSP plant (Compact Steel Plant), consists of a continuous casting apparatus 2, in which liquid metal, in particular liquid steel material, is cast by means of a continuous casting mold 9.
- the continuous casting mold 9 is provided with a hydraulically oscillating drive 9a (FIG. Fig. 2 ) Mistake.
- On the Stranggleßkokllle 9 follows in strand withdrawal 11 a strand guide 3, a temperature compensation furnace 4, if provided, a furnace ferry 5 and a multi-stand hot strip finishing train 6 and behind a reel 8 for winding the tape. 7
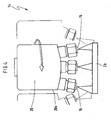
- a device 14 with rotating nozzles 15 (FIGS. Fig. 4 ), from which pressure media (usually liquid, such as, for example, water) with a high application pressure is repeatedly directed to a respective same surface location.
- pressure media usually liquid, such as, for example, water
- a cast-rolling plant 1 ( Fig. 1 ), which is in particular a CSP plant (Compact Steel Plant), consists of a continuous casting apparatus 2, in which liquid metal, in particular liquid steel material, is cast by means of a continuous casting mold 9.
- the continuous casting mold 9 is provided with a hydraulically oscillating drive 9a (FIG. Fig. 2 ) Mistake.
- On the continuous casting mold 9 follows in strand withdrawal direction 11, a strand guide 3, a temperature compensation furnace 4, if provided, a furnace ferry 5 and a multi-stand hot strip finishing train 6 and behind a reel 8 for winding the tape. 7
- a device 14 with rotating nozzles 15 (FIGS. Fig. 4 ), from which print media (usually liquid, such as, for example, water) with a high application pressure is directed repeatedly to a respective same surface location.
- print media usually liquid, such as, for example, water
- the hydraulically oscillating continuous casting mold 9 is moved in a plurality of different oscillation curves 16, 17, 18, so that a respectively different oscillation profile 16a, 17a, 18a is produced for the respectively selected casting material.
- the oscillation curves 16, 17, 18 can, by different Kokillenhübe, different casting speed, different leading Kokillen Oberen on the downward stroke (so-called negative strip) different waveforms (eg, sine waves) u. Like. Be obtained.
- the pressurization of the rotating nozzle 15 with hydraulic fluid 19 can be done with significantly less pressure medium (pressure medium) than has been used in so-called. Zundericaschem, where equal ratios, ie parameters of the opposing processes are based.
- the temperature losses of the cast strand 2b are kept as low as possible by way of a temperature level of the casting or rolling train (2b) to be observed with regard to the pressurized medium.
- a plurality of nozzles 15 for the pressure medium are on a rotor 20 ( Fig. 4 ) and several rotors 20 have attached to the rotor circumference 20a nozzles 15 for pressure medium and are arranged in a row of nozzles 21 transversely to the course of the casting or rolling train 2b. Advantages also result from a plurality of such rows of nozzles 21, smaller nozzle jets than can be used in a single row of nozzles 21.
- the rotor descaling may be applied to a hot strip rolling mill 6 having seven or more finish rolling stands 6a before the entry of the rolled strip into the first finishing stand 6a.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Continuous Casting (AREA)
- Laminated Bodies (AREA)
Claims (3)
- Procédé pour la production d'une bande métallique laminée à chaud, en particulier d'une bande en acier (7), présentant une haute qualité de surface, à partir de brames ou de barres minces et plates (2, 2a) coulées dans un procédé de coulée continue à l'aide d'une coquille de coulée continue (9) oscillant par voie hydraulique, qui est décalaminée à sa surface (2c), échauffée à la température de laminage et laminée jusqu'à la finition avec de faibles épaisseurs de bande dans un train de laminage à chaud (6) à plusieurs cages, dans lequel la barre coulée (2a), après sa sortie d'un guidage de barre (3), avant son entrée dans un four d'égalisation thermique (4) et/ou après sa sortie hors d'un four d'égalisation thermique (4) et son entrée dans le train de laminage à chaud (6) est attaquée par une pulvérisation à haute pression depuis l'une des surfaces de la barre (2c) ou les deux au moyen de plusieurs buses en rotation (15) hors desquelles un liquide sous pression (19) est pulvérisé de façon répétée sur un même emplacement de surface avec une haute pression d'attaque, libérée de calamine et/ou de la poudre de coulée, et les marques d'oscillation sont nettoyées en profondeur,
caractérisé en ce que
la coquille de coulée continue (9) oscillant par voie hydraulique est déplacée sur plusieurs courbes d'oscillation différentes (16, 17, 18), lesdites courbes d'oscillation (16, 17, 18) étant obtenues par des courses de levée différentes de la coquille, par différentes vitesses de coulée, par différentes vitesses d'avance de la coquille lors de la course descendante et par différentes formes de courbes, et en ce que le nettoyage en profondeur des marques d'oscillation est exécuté par réglage du tracé d'oscillation déterminé pour chaque matériau coulé. - Procédé selon la revendication 1,
caractérisé en ce que l'alimentation des buses rotatives (15) avec un liquide sous pression (19) est effectuée avec l'une quantité de fluide sous pression nettement plus faible que celle qu'on emploie jusqu'ici dans ce que l'on appelle des laveurs à calamine, pour les mêmes paramètres du processus de coulée ou de laminage. - Procédé selon l'une des revendications 1 ou 2,
caractérisé en ce que les pertes de température de la barre coulée (2b) sont maintenues faibles grâce à une alimentation, régulée à l'égard du niveau de température de la barre coulée ou laminée (2b), des buses rotatives (15) avec le fluide sous pression.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006004688A DE102006004688A1 (de) | 2006-02-02 | 2006-02-02 | Verfahren und Giess-Walz-Anlage zum Herstellen von warmgewalztem Metall - insbesondere Stahlwerkstoff-Band mit hoher Oberflächengüte |
| PCT/EP2006/012459 WO2007087886A1 (fr) | 2006-02-02 | 2006-12-22 | Procédé et installation de coulée et de laminage direct destinés à la production de bandes métalliques laminées à chaud, notammment de bandes en acier à qualité de surface élevée |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1981660A1 EP1981660A1 (fr) | 2008-10-22 |
| EP1981660B1 true EP1981660B1 (fr) | 2012-07-04 |
Family
ID=37744383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06841130A Not-in-force EP1981660B1 (fr) | 2006-02-02 | 2006-12-22 | Procédé destinés à la production de bandes métalliques laminées à chaud, notammment de bandes en acier à qualité de surface élevée |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US20120048501A1 (fr) |
| EP (1) | EP1981660B1 (fr) |
| JP (1) | JP2009525182A (fr) |
| KR (1) | KR20080106891A (fr) |
| CN (1) | CN101410198B (fr) |
| AR (1) | AR059290A1 (fr) |
| AU (1) | AU2006337463B2 (fr) |
| BR (1) | BRPI0621300A2 (fr) |
| CA (1) | CA2640751C (fr) |
| DE (1) | DE102006004688A1 (fr) |
| EG (1) | EG25282A (fr) |
| ES (1) | ES2389860T3 (fr) |
| MX (1) | MX2008009949A (fr) |
| RU (1) | RU2414978C2 (fr) |
| TW (1) | TWI381894B (fr) |
| UA (1) | UA95100C2 (fr) |
| WO (1) | WO2007087886A1 (fr) |
| ZA (1) | ZA200805313B (fr) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT507663B1 (de) | 2009-04-09 | 2010-07-15 | Siemens Vai Metals Tech Gmbh | Verfahren und vorrichtung zum aufbereiten von warmwalzgut |
| CN101850409B (zh) * | 2010-06-08 | 2012-02-29 | 攀钢集团钢铁钒钛股份有限公司 | 一种连铸方法 |
| CN106180218A (zh) * | 2014-12-05 | 2016-12-07 | 财团法人金属工业研究发展中心 | 用于热轧钢胚除锈与挡水的装置及其方法 |
| DE102015206393A1 (de) * | 2015-04-10 | 2016-10-13 | Sms Group Gmbh | Vorrichtung zum Reinigen der Oberfläche eines Gegenstandes |
| ES2681486T3 (es) * | 2015-12-23 | 2018-09-13 | Hammelmann GmbH | Dispositivo y método para la limpieza de un cuerpo con una capa superficial que ha de ser eliminada |
| DE102016217561A1 (de) | 2016-03-18 | 2017-09-21 | Sms Group Gmbh | Vorrichtung und Verfahren zum Entzundern eines bewegten Werkstücks |
| EP3573772B1 (fr) * | 2017-01-24 | 2021-03-03 | Primetals Technologies Austria GmbH | Installation de coulée et procédé de traitement d'une pièce usinée à l'aide de celle-ci |
| KR102170939B1 (ko) * | 2018-11-27 | 2020-10-29 | 주식회사 포스코 | 압연소재 처리설비 및 처리방법 |
| CN110227719A (zh) * | 2019-07-04 | 2019-09-13 | 攀钢集团攀枝花钢钒有限公司 | 用于低合金热轧钢板表面起皮缺陷的控制方法 |
| CN111570525A (zh) * | 2020-05-08 | 2020-08-25 | 马鞍山钢铁股份有限公司 | 一种与铸坯质量优化匹配的红送热装方法 |
| DE102021213238A1 (de) * | 2021-11-24 | 2023-05-25 | Sms Group Gmbh | Verfahren zum Herstellen eines Gießstrangs |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59220262A (ja) * | 1983-05-31 | 1984-12-11 | Nisshin Steel Co Ltd | マルテンサイト系ステンレス鋼の連続鋳造法 |
| ES2108170T3 (es) | 1992-07-31 | 1997-12-16 | Danieli Off Mecc | Dispositivo de descascarillado que emplea agua. |
| DE4328303C2 (de) | 1992-12-23 | 1997-02-13 | Juergen Gaydoul | Einrichtung zum Entzundern von warmem Walzgut |
| JP2845073B2 (ja) * | 1993-01-29 | 1999-01-13 | 株式会社日立製作所 | 熱間圧延設備及び鋳造熱間圧延連続設備 |
| AT398396B (de) | 1993-02-16 | 1994-11-25 | Voest Alpine Ind Anlagen | Verfahren zum herstellen eines bandes, vorstreifens oder einer bramme |
| ATE163370T1 (de) | 1993-05-17 | 1998-03-15 | Danieli Off Mecc | Produktionslinie zur herstellung von bändern und/oder blechen |
| US5697241A (en) * | 1993-08-23 | 1997-12-16 | Voest-Alpine Industrieanlagenbau Gmbh | Rolling arrangement |
| JP3307771B2 (ja) * | 1993-08-23 | 2002-07-24 | ハンス‐ユルゲン、ガイドール | 熱間圧延鋼板のデスケーリング手段 |
| DE4341719C2 (de) * | 1993-12-03 | 2001-02-01 | Mannesmann Ag | Einrichtung zum Stranggießen von Stahl |
| IT1267916B1 (it) * | 1994-03-31 | 1997-02-18 | Danieli Off Mecc | Procedimento per la produzione di nastro partendo da bramme sottili e relativo impianto |
| JP3174457B2 (ja) * | 1994-05-17 | 2001-06-11 | 株式会社日立製作所 | 連鋳直結熱間圧延設備およびその圧延方法 |
| RU2100109C1 (ru) * | 1996-09-03 | 1997-12-27 | Акционерное общество "Электросталь" | Способ поточного производства катанки из нержавеющих сталей и прецизионных и жаропрочных сплавов |
| AT409227B (de) | 1998-08-17 | 2002-06-25 | Voest Alpine Ind Anlagen | Verfahren und anlage zur herstellung von warmgewalztem stahlband aus einer stahlschmelze |
| DE10143868A1 (de) * | 2001-09-07 | 2003-03-27 | Sms Demag Ag | Brammenreinigung vor dem Rollenherdofen einer Mini-Mill |
-
2006
- 2006-02-02 DE DE102006004688A patent/DE102006004688A1/de not_active Withdrawn
- 2006-12-22 CN CN2006800521182A patent/CN101410198B/zh not_active Expired - Fee Related
- 2006-12-22 MX MX2008009949A patent/MX2008009949A/es active IP Right Grant
- 2006-12-22 BR BRPI0621300-6A patent/BRPI0621300A2/pt not_active IP Right Cessation
- 2006-12-22 ES ES06841130T patent/ES2389860T3/es active Active
- 2006-12-22 KR KR1020087018826A patent/KR20080106891A/ko not_active Ceased
- 2006-12-22 UA UAA200810827A patent/UA95100C2/ru unknown
- 2006-12-22 AU AU2006337463A patent/AU2006337463B2/en not_active Ceased
- 2006-12-22 EP EP06841130A patent/EP1981660B1/fr not_active Not-in-force
- 2006-12-22 JP JP2008552695A patent/JP2009525182A/ja active Pending
- 2006-12-22 US US12/223,410 patent/US20120048501A1/en not_active Abandoned
- 2006-12-22 CA CA2640751A patent/CA2640751C/fr not_active Expired - Fee Related
- 2006-12-22 RU RU2008135453/02A patent/RU2414978C2/ru not_active IP Right Cessation
- 2006-12-22 WO PCT/EP2006/012459 patent/WO2007087886A1/fr not_active Ceased
-
2007
- 2007-01-12 TW TW096101179A patent/TWI381894B/zh not_active IP Right Cessation
- 2007-02-01 AR ARP070100438A patent/AR059290A1/es active IP Right Grant
-
2008
- 2008-06-19 ZA ZA200805313A patent/ZA200805313B/xx unknown
- 2008-08-03 EG EG2008081309A patent/EG25282A/xx active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009525182A (ja) | 2009-07-09 |
| KR20080106891A (ko) | 2008-12-09 |
| ES2389860T3 (es) | 2012-11-02 |
| CN101410198A (zh) | 2009-04-15 |
| CN101410198B (zh) | 2011-08-10 |
| US20120048501A1 (en) | 2012-03-01 |
| WO2007087886A1 (fr) | 2007-08-09 |
| RU2414978C2 (ru) | 2011-03-27 |
| AU2006337463A1 (en) | 2007-08-09 |
| TW200732060A (en) | 2007-09-01 |
| AU2006337463A2 (en) | 2008-11-06 |
| DE102006004688A1 (de) | 2007-08-16 |
| ZA200805313B (en) | 2009-09-30 |
| TWI381894B (zh) | 2013-01-11 |
| CA2640751A1 (fr) | 2007-08-09 |
| RU2008135453A (ru) | 2010-03-10 |
| UA95100C2 (ru) | 2011-07-11 |
| MX2008009949A (es) | 2009-01-16 |
| AU2006337463B2 (en) | 2012-04-05 |
| EG25282A (en) | 2011-12-05 |
| AR059290A1 (es) | 2008-03-26 |
| CA2640751C (fr) | 2013-03-12 |
| BRPI0621300A2 (pt) | 2011-07-05 |
| EP1981660A1 (fr) | 2008-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0853987B1 (fr) | Installation pour la production d'un feuillard, d'un feuillard ébaucheé ou d'une bramme | |
| DE19518144A1 (de) | Warmbandwalzwerk und -verfahren, die direkt mit einer Stranggußmaschine kombiniert sind | |
| EP1981660B1 (fr) | Procédé destinés à la production de bandes métalliques laminées à chaud, notammment de bandes en acier à qualité de surface élevée | |
| EP0804300A1 (fr) | Procede et dispositif de production d'une feuille d'acier presentant les proprietes d'un produit lamine a froid | |
| DE10047044A1 (de) | Verfahren und Anlagen zum Herstellen von Bändern und Blechen aus Stahl | |
| EP1937429A1 (fr) | Procede et dispositif de coulee continue | |
| EP3495086B1 (fr) | Procédé et dispositif de fabrication d'un matériau composite en forme de bande | |
| WO2011067315A1 (fr) | Laminoir à chaud et procédé de laminage à chaud d'un feuillard ou d'une tôle | |
| DE19600990C2 (de) | Verfahren zum Warmwalzen von Stahlbändern | |
| DE112007002851T5 (de) | Aufbesserungsvorrichtung für Oberflächenrauigkeitsfehler von warm-/kaltgewalzten rostfreien Bandstählen und das diesbezügliche Verfahren | |
| DE4345351B4 (de) | Zunderwäscher | |
| EP0998993B1 (fr) | Procédé et dispositif pour refroidir des produits de laminage chauds, notamment des bandes larges laminées à chaud | |
| WO2003013750A2 (fr) | Installation de laminage a chaud | |
| EP2379244B1 (fr) | Procédé et dispositif de décalaminage d'une bande de métal | |
| DE69023330T3 (de) | Verfahren und vorrichtung zur herstellung dünner rostfreier austenitischer stahlbleche. | |
| DE19757485A1 (de) | Vorrichtung zum kontrollierten Abkühlen von warmgewalzten Profilen, insbesondere Trägern, direkt aus der Walzhitze | |
| AT525563B1 (de) | Trockengiessen in einer giess-walz-verbundanlage | |
| DE4337287B4 (de) | Verfahren zur Entzunderung von Walzgut wie Brammen, Dünnbrammen, Warmband oder Vorband und Vorrichtung zur Durchführung des Verfahrens | |
| WO2010028754A2 (fr) | Dispositif de décalaminage | |
| EP1414603B1 (fr) | Procede et installation pour produire des produits plats et allonges | |
| EP0640413B1 (fr) | Installation de laminage | |
| EP1579928B1 (fr) | Procédé d'enlèvement de calamine ou de rouille d'un produit métallique déformable | |
| EP1044735A2 (fr) | Procédé et agencement pour la fabrication continue de profilés finis métalliques | |
| WO2013159786A1 (fr) | Procédé et installation pour le post-traitement d'un produit acier, coulé et/ou laminé à chaud |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080610 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SMS DEMAG AG Owner name: HERMETIK HYDRAULIK AB |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BILGEN, CHRISTIAN Inventor name: BOECHER, TILMANN Inventor name: HENNING, WOLFGANG Inventor name: GAYDOUL, JUERGEN |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SMS SIEMAG AG Owner name: HERMETIK HYDRAULIK AB |
|
| 17Q | First examination report despatched |
Effective date: 20100531 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR THE PRODUCTION OF HOT-ROLLED METALLIC STRIPS, ESPECIALLY STEEL STRIPS, HAVING GREAT SURFACE QUALITY |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 564943 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006011695 Country of ref document: DE Effective date: 20120830 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2389860 Country of ref document: ES Kind code of ref document: T3 Effective date: 20121102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121104 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121005 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121105 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20121220 Year of fee payment: 7 Ref country code: IT Payment date: 20121220 Year of fee payment: 7 Ref country code: SE Payment date: 20121220 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20121212 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20121220 Year of fee payment: 7 Ref country code: FR Payment date: 20130130 Year of fee payment: 7 Ref country code: ES Payment date: 20121226 Year of fee payment: 7 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120704 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20121220 Year of fee payment: 7 |
|
| 26N | No opposition filed |
Effective date: 20130405 |
|
| BERE | Be: lapsed |
Owner name: HERMETIK HYDRAULIK A.B. Effective date: 20121231 Owner name: SMS SIEMAG AG Effective date: 20121231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121004 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006011695 Country of ref document: DE Effective date: 20130405 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121222 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20131126 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121222 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006011695 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140701 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061222 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 564943 Country of ref document: AT Kind code of ref document: T Effective date: 20131222 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131223 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131222 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131222 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006011695 Country of ref document: DE Effective date: 20140701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140701 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141222 |