EP2011758A2 - Procédé et dispositif destinés à empiler en groupes des enveloppes, des magasines ou des résultats d'impression analogues - Google Patents
Procédé et dispositif destinés à empiler en groupes des enveloppes, des magasines ou des résultats d'impression analogues Download PDFInfo
- Publication number
- EP2011758A2 EP2011758A2 EP20080009675 EP08009675A EP2011758A2 EP 2011758 A2 EP2011758 A2 EP 2011758A2 EP 20080009675 EP20080009675 EP 20080009675 EP 08009675 A EP08009675 A EP 08009675A EP 2011758 A2 EP2011758 A2 EP 2011758A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- bundle
- printed
- individualizing
- indication
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 21
- 238000004519 manufacturing process Methods 0.000 claims description 18
- 230000003287 optical effect Effects 0.000 claims description 17
- 238000001514 detection method Methods 0.000 claims description 16
- 238000000151 deposition Methods 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/511—Processing surface of handled material upon transport or guiding thereof, e.g. cleaning
- B65H2301/5111—Printing; Marking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/40—Identification
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/51—Presence
- B65H2511/512—Marks, e.g. invisible to the human eye; Patterns
Definitions
- the invention relates to a method and a device, with the envelopes, magazines and the like printed matter in groups can be stacked.
- the printed products are usually sent as a stacked product.
- the stacking of the printed products into individual stacks takes place according to postal criteria. As a result, an optimization of the shipping costs and a related maximum cost-effectiveness of the shipping of printed matter is possible.
- an individualizing indication such as a print mark or a sequence of letters.
- Such an individualizing indication is used in the production of the printed products as a change mark for separating the individual printed product groups.
- the separation can be done manually to fully automated depending on the number of printed products and the degree of equipment of each sender.
- so-called bundles are pre-printed for each group of printed products, that is, for each stack, and each bundle is provided with a bundle identifying it. On the bundle, further information characterizing the respective broadcasting order may be available. These bundles are then placed on the individual stacks or manually placed. Subsequently, the individual stacks are then usually held together by a Wienreifung.
- the present invention seeks to provide a technically flawless and possible störunan 1:1e way groupwise stacking of envelopes, magazines and the like printed matter, so that the sending of such printed products can be optimized from a postal point of view.
- the invention includes that Bundles not necessarily pre-printed must be kept in stock, but that it is possible with sufficient lead time to print bundles only at their respective individual needs and then hang up on each individual stack.
- the bundle slips can therefore be made as needed, that is, if they are needed for a particular stack, and then placed on this stack immediately.
- the data required for printing the bundle slip can be taken from the top printed product of a pile.
- these individualized details can be detected before the stack in question is formed or even after this stack has been formed.
- the optical detection can be performed both before stacking and after stacking. It is also possible to extract and reconcile the required data from a database.
- the optical recording of the data relevant to the bundle slip can be used to trigger the printing process for the respective individual bundle slip and to control the transfer of the bundle slip to a pile in time.
- the initiation of the printing process and the transfer of the printing sheet from the printer to the stack for which this printing sheet is intended the respective production process, that is, the production speed, with the printed products are generated and stacked, adapted.
- the printing operation or transporting of the bundle label to the respective stack is to be initiated or started correspondingly earlier in time.
- This optical detection device includes in particular a camera device.
- the ascertained with the camera device information of such a top printed product of a stack can be compared with the time previously determined in this printed matter in a comparable manner individualizing information and thus the time previously prepared for the printer to print the bundle cover pressure information to be compared; subsequently, when the respectively individualized stack and the bundle that has been predetermined for it have been recognized as belonging to the data, then the printing slip is deposited on the stack. It can be provided that when the stack and the bundle have been recognized as belonging, only the bundle printed and only then the bundle is placed on the stack.
- the individual process variants depend on which time lead is required for printing a bundle and for transferring the same from the printer to the respective stack.
- the automated optical detection device can detect precisely only a small optical depth range exactly when this optical detection device should be economically relatively simple designed, it can be provided to arrange this optical detection device in particular the camera device in height adjustable , This can ensure that the camera can always be positioned at an equal distance above a printed product, from which the individualizing information should be read and further processed for the purpose of printing a printed sheet.
- the already mentioned printing principle "printing on demand” can be fully automatically realized by a corresponding transport device between the printer and the stack in a position in which the bundle is to be placed on him.
- This stack may be immovable in this transfer or when placing a bundle, but it is also possible to carry out the transfer at fortbe Anlagendem stack.
- the production process can be increased by visually recording the individualizing information on the topmost printed product of this stack before transferring a bundle label to a stack and then comparing the acquired data with the data prepared or to be prepared for printing the bundle label.
- the bundle slip could also only be printed at this point in time after the collected data has been reconciled. This depends on how much time is required to print the bundle and transfer the bundle slip from the printer to the stack.
- the lead time for the printing of a leaflet and for transferring it to the respective stack includes a period of time which is greater than the time span between the optical recognition of the individualizing information required for the printing of a leaflet on the topmost printed product of the respective stack
- the introduction of the printed products in a stacked position in which the stack in question is ready for placing a bundle is available, it may be useful to use preprinted bundle and thereby shorten the time lead, thereby the clock and Process speed in connection with the stacking of printed products to be able to remain high.
- the detection means described above can be used in connection with the detection and comparison of existing on the printed matter and the leaflets, the individual stack individualizing information. Placing a bundle on a stack can then be made dependent on the correct allocation of bundles and batches.
- the optical detection device such as in particular the camera device, which optically detects the stack again before placing the bundle label
- the transport device for the printed bundle constructively insofar as at least one height adjustment of the optical detection device in the area above the stack, on the the Bundle is launched, is possible.
- the transport device of the bundle should be adjustable in height, since the stack, as already stated, may have a different height, because they may for example be composed of different numbers of printed products.
- the transport device can advantageously contain a suction device in such a way that a bundle strip can be picked up from the area of the printer by means of this suction device, transported to the stack and lowered onto the stack from above. To store the bundle label can then be turned off after appropriate lowering of the transport device to the stack of the bundle label at the suction device holding negative pressure.
- the stack After placing a bundle on the respective stack, the stack can then be held together with the bundle by a thoroughumreifung.
- a simplex For this purpose, one or two bands are placed, for example, crosswise around the stack, on top of which, for example, a bundle rests.
- Fig. 1 schematically illustrated production line 12, which is indicated by dash-dotted lines and whose production direction is illustrated by an arrow 14, usually produced printed products, for example, magazines are 16, one after the other stacked (stack 18), provided with a bundle 19 and the completed stack 20 then to a stack 21 by means of one or more bands 24, 26 cross-straps.
- the stack 21 then contains on its upper side the bundle 19 characterizing it.
- the individual journals contain information 30 which individualises the journals. Such information may include, for example, the newspaper type, the end customer to whom this journal is to be delivered and other endorsements. This information may be printed directly on the journal or printed on the journal by means of a printed sticker.
- the individual items 30 present on each magazine 16 can be optically recognized when the individual magazines 16 are transported past.
- the entire individualizing information 30 or just one or more subregions 33, 34 (FIG. Fig. 3 ) and, for example, only one print 31 is stored in digitized form.
- These stored data are then fed to a printer 36 so that a certain bundle 19 can be printed.
- the bundle sheet 19 is printed with those details 30 or those portions 33 and / or 34 of such information 30 (overprint 31), which are present on the magazine 16, which comes to rest on a stack 18 as the top magazine 16.
- the printer 36 is prompted, with the individualizing information or with the subregions 33 and / or 34 of this information 30, with a certain time offset, either temporally or immediately in accordance with the production progress Bundle 19 to print.
- the time lead is such that the printed bundle 19 can be placed by means of a transport device 40 on top of a then waiting stack 20.
- the transport device 40 has in the present example, a suction device, not shown in the drawing, held with the respective sucked a bundle and picked up from the filing of the printer 36 and can be transported to the stack 20.
- the transport device 40 is designed to be movable in the area above the stack 21 in height (double arrow 41). This ensures that any high (large) stack can be occupied by the transport device 40 and the existing suction with Bundzetteln 19.
- the very light bundle must often be kept sucked up to just above the top magazine 16.
- the bundle 19 may then not exceed a very small, maximum distance, which can also assume the value zero, to the top of the magazine 16.
- Fig. 1 It is provided that prior to placing the bundle 19 on the stack 21 once again with a camera device 42 on the top magazine 16 of this stack 21 existing individualizing information 30 is optically detected and compared with the data provided for the bundle 19 data. This ensures that the respective correct bundle 19 is placed on the respective waiting stack 20. Since the camera device 42 as well as the camera device 32 should be placed at a certain distance from this indication 30 above the magazine 16, the camera device 32 is adjustable in height, which is illustrated by the double arrow 44. The camera device 32 does not necessarily have to be adjustable in height, since the magazines are read individually. However, since magazines 16 can generally be different in thickness, depending on whether it is, for example, a weekend edition or another edition, it is recommended that the camera device 32 also be designed to be height-adjustable.
- the camera device 42 coupled to the transport device 40 such that together with the lowering of the suction device in the direction of the top of the top magazine 16 and the camera device 42 is lowered with, and vice versa ,
- the camera device 42 and the transport device 40 can also be moved independently of each other.
- the transport device 40 After placing the bundle 19 on the stack 21, the transport device 40 with its suction device back up and then relative to the production direction 14 transversely moved back into the area of the printer 36. In this case, the camera device 42 is also driven away from the stack away, so as not to collide with subsequent higher stacks. Subsequently, another printed bundle 19 can then be placed by the printer 36 on a further stack in a comparable manner.
- the stack 21 is provided with its bundle 19, the same with two bands, for example, 24, 26 wrapped crosswise, thereby preparing a ready-to-ship stacking package.
- the portion 34 of the information 30 has been printed by the printer 36, which corresponds to the imprint 31.
- the Bundzettel 19 contains more pressure notes 35, which may have any information content.
- Fig. 2 The production process according to Fig. 2 is different from the one in Fig. 1 to the effect that not only the stack 20, but also the stack 18 is optically scanned by a camera device 42.
- This camera device 42 is adjustable in height (double arrow 44) to account for the different height of stacks and still be able to order the camera device at a predetermined constant distance above the top magazine 16 at each stack.
- Both the camera device 32 and the camera devices 42 can be used to trigger the printing process at the printer 36.
- the chronological sequence depends on the production rate at which the magazines 16 are stacked and placed in the position in which they are provided with a bundle 19.
- a printed bundle label 19 does not fit the stack 20, which can be detected by the camera device 42, a bundle 19 matching the stack 21 could subsequently be printed and placed in time on the stack 21. If necessary, the production line 12 would have to be stopped for this purpose.
- the devices according to the invention are suitable for stacks of different heights, since both the camera devices with which the individual data 30 are detected and the transport device for depositing the bundle strips on the respective stack can each be adjusted in height. Since it is clear in the production process which of the consecutively printed magazines 16 is present in each case as the uppermost magazine of a stack, by correspondingly early detection of the individual information 30 of these later once top journal of each batch of printing process for the respective bundle 19 are printed in time by the printer 36 so that it can be placed in good time on the waiting stack.
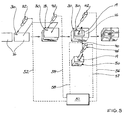
- the illustrated process and process scheme for stacking printed products differs from the above embodiments in that printed bundles 19 are already present and do not have to be printed.
- the individualized information 30 optically detected by the camera device 32 of the magazine 16, the camera device 42 of the stack 18 and the camera device 42 of the stack 20, as described above, is detected and checked for stacking is done correctly. In this case, it is checked once again with the last-mentioned camera device 42 of the stack 20 whether the individualized indication 30 present on the uppermost printed product 16 of this stack 20 coincides with the uppermost bundle slip 19 of the bundle stack 50. It is thus checked whether the correct bundle 19 for the respectively ready stack 20 is also available.
- the correct bundle 19 for the respective stack 20 can be removed from the stack 50 and placed on the stack 20 with the already mentioned transport device 40 of each uppermost Bundzettel 19, as the above in connection with the Fig. 1 and 2 already described.
- the signal lines 52, 54, 56 run together by the camera device 32 and the two camera devices 42 of the two stacks 18, 20.
- a camera device 46 is likewise present, whose signal line 57 is likewise connected to the control unit 50.
- a corresponding control signal is then directed to the transport device 40 and the transport device 40 is moved accordingly, that is to say moved from the stack 50 to the stack 20 or vice versa in connection with picking up and transferring a bundle 19 from the stack 50 a correspondingly available stack 20.
Landscapes
- Collation Of Sheets And Webs (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200710027590 DE102007027590A1 (de) | 2007-06-12 | 2007-06-12 | Verfahren und Vorrichtung zum gruppenweisen Aufstapeln von Kuverts, Zeitschriften und dergleichen Druckereierzeugnissen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2011758A2 true EP2011758A2 (fr) | 2009-01-07 |
Family
ID=39734892
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080009675 Withdrawn EP2011758A2 (fr) | 2007-06-12 | 2008-05-28 | Procédé et dispositif destinés à empiler en groupes des enveloppes, des magasines ou des résultats d'impression analogues |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2011758A2 (fr) |
| DE (1) | DE102007027590A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH705399A1 (de) * | 2011-08-24 | 2013-02-28 | Ferag Ag | Befüllsystem zum Einbringen von flächigen Artikeln in einen Behälter. |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015219736A1 (de) * | 2015-10-12 | 2017-04-13 | Bundesdruckerei Gmbh | Vorrichtung und Verfahren zur Sortierung buchartiger Wert- oder Sicherheitsdokumente |
-
2007
- 2007-06-12 DE DE200710027590 patent/DE102007027590A1/de not_active Withdrawn
-
2008
- 2008-05-28 EP EP20080009675 patent/EP2011758A2/fr not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH705399A1 (de) * | 2011-08-24 | 2013-02-28 | Ferag Ag | Befüllsystem zum Einbringen von flächigen Artikeln in einen Behälter. |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007027590A1 (de) | 2008-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0800685B1 (fr) | Procede et dispositif de positionnement et d'assemblage de cartes en matiere plastique et de pochettes imprimees | |
| DE102012008236A1 (de) | Verfahren und Vorrichtung zum Zusammentragen von losen Buchblocks | |
| EP2386513B1 (fr) | Procédé et dispositif de préparation d'une pile constituée de couvertures de livres pour une fabrication finale de livres et voie de fabrication finale de livres dotée d'un tel dispositif | |
| EP0948774B1 (fr) | Procede et dispositif pour reunir et assembler des cartes en matiere plastique et des supports de cartes imprimes | |
| DE102008028356A1 (de) | Fertigungssystem zur Herstellung von Faltschachteln und Verfahren zum Zuführen von makulaturfreien Nutzen an eine Faltschachtelklebemaschine | |
| EP3653395A1 (fr) | Dispositif et procédé de fabrication d'une carte de données pour un document d'identification, de valeur ou de sécurité de type livre, système et procédé de fabrication d'un document d'identification, de valeur ou de sécurité de type livre et carte de données pour un document d'identification, de valeur ou de sécurité | |
| EP2011758A2 (fr) | Procédé et dispositif destinés à empiler en groupes des enveloppes, des magasines ou des résultats d'impression analogues | |
| WO2020064141A1 (fr) | Agencement et procédé de traitement de documents de valeur | |
| EP2179859A1 (fr) | Procédé et installation de fabrication de produits d'impression | |
| DE69509854T2 (de) | Aus blattförmigem Material bestehender Träger, Vorrichtung und Verfahren zum Erkennen von aus einer Anordnung einer Mehrzahl von Schichten von blattförmigem Material auf einem solchen Träger bestehenden Bündeln | |
| EP2450283B1 (fr) | Procédé de caractérisation d'un fût constitué d'un produit d'impression et dispositif d'exécution du procédé | |
| DE102006014827A1 (de) | Zuführen von losem Blattgut | |
| EP3290222B1 (fr) | Procédé et dispositif de fabrication de produits imprimés personnalisés | |
| DE102007007729B3 (de) | Verfahren und Vorrichtung zur Kennzeichnung von Paletten sowie Palettierzelle | |
| EP1816007B1 (fr) | Procédé et dispositif pour la fabrication de produits imprimés | |
| DE102021125983A1 (de) | Verfahren zum Markieren von Platinenstapeln | |
| CH695052A5 (de) | Zusammentragmaschine für Druckbogen. | |
| EP3362193B1 (fr) | Dispositif et procédé de tri des documents livresques de valeur | |
| EP1655147A2 (fr) | Méthode et dispositif pour placer et insérer des encarts dans des produits imprimés principaux | |
| DE102004038284A1 (de) | Vorrichtung und Verfahren zur Fertigung von Druckerzeugnissen | |
| DE102014107037B3 (de) | Verfahren, Vorrichtung und Systeme zur Verarbeitung einer Mehrzahl blattförmiger Dokumente | |
| DE10159561A1 (de) | Vorrichtung zur Bearbeitung von Buch- und Blattware | |
| EP1227053A2 (fr) | Méthode et dispositif pour former une pile correctement triée de feuilles pliées | |
| DE102007051946A1 (de) | Verfahren und Vorrichtung zum Anpassen von Anschlagflächen der Vordermarken | |
| WO2004070663A1 (fr) | Procede et dispositif pour reunir un premier objet et un deuxieme objet dans un dispositif de manipulation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20101201 |