EP2025484A1 - Procédé de fabrication d'un corps de formage, en particulier pour l'industrie de la construction ou du mobilier, et masse de formage destinée à la fabrication du corps de formage - Google Patents
Procédé de fabrication d'un corps de formage, en particulier pour l'industrie de la construction ou du mobilier, et masse de formage destinée à la fabrication du corps de formage Download PDFInfo
- Publication number
- EP2025484A1 EP2025484A1 EP08162334A EP08162334A EP2025484A1 EP 2025484 A1 EP2025484 A1 EP 2025484A1 EP 08162334 A EP08162334 A EP 08162334A EP 08162334 A EP08162334 A EP 08162334A EP 2025484 A1 EP2025484 A1 EP 2025484A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wood
- binder
- drying
- fibers
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010276 construction Methods 0.000 title claims abstract description 12
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 9
- 238000000465 moulding Methods 0.000 title claims description 62
- 239000000463 material Substances 0.000 title description 10
- 239000000203 mixture Substances 0.000 claims abstract description 65
- 238000000034 method Methods 0.000 claims abstract description 33
- 239000002557 mineral fiber Substances 0.000 claims abstract description 26
- 238000001035 drying Methods 0.000 claims abstract description 25
- 238000003825 pressing Methods 0.000 claims abstract description 24
- 239000012778 molding material Substances 0.000 claims abstract description 21
- 239000002023 wood Substances 0.000 claims abstract description 20
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims abstract description 14
- 229920001577 copolymer Polymers 0.000 claims abstract description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229920002522 Wood fibre Polymers 0.000 claims abstract description 11
- 239000002025 wood fiber Substances 0.000 claims abstract description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims abstract description 10
- 235000013312 flour Nutrition 0.000 claims abstract description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 5
- 239000010439 graphite Substances 0.000 claims abstract description 5
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 5
- 239000010445 mica Substances 0.000 claims abstract description 5
- 229910052618 mica group Inorganic materials 0.000 claims abstract description 5
- 229920003002 synthetic resin Polymers 0.000 claims abstract description 5
- 239000000057 synthetic resin Substances 0.000 claims abstract description 5
- 239000011230 binding agent Substances 0.000 claims description 43
- 150000001875 compounds Chemical class 0.000 claims description 21
- 239000000843 powder Substances 0.000 claims description 8
- 239000000835 fiber Substances 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 3
- 229920005989 resin Polymers 0.000 claims description 3
- 238000002156 mixing Methods 0.000 abstract description 6
- 239000007767 bonding agent Substances 0.000 abstract 7
- 230000001681 protective effect Effects 0.000 description 19
- 230000008961 swelling Effects 0.000 description 10
- 239000003063 flame retardant Substances 0.000 description 9
- 238000007493 shaping process Methods 0.000 description 7
- 239000000470 constituent Substances 0.000 description 5
- 230000002401 inhibitory effect Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000011094 fiberboard Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- 238000007731 hot pressing Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000005995 Aluminium silicate Substances 0.000 description 2
- 235000012211 aluminium silicate Nutrition 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- 239000011093 chipboard Substances 0.000 description 2
- 238000012217 deletion Methods 0.000 description 2
- 230000037430 deletion Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- ODIGIKRIUKFKHP-UHFFFAOYSA-N (n-propan-2-yloxycarbonylanilino) acetate Chemical compound CC(C)OC(=O)N(OC(C)=O)C1=CC=CC=C1 ODIGIKRIUKFKHP-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000004939 coking Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/04—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from fibres
Definitions
- the present invention relates to a method for producing a shaped body or a component, in particular for the construction or furniture industry. Furthermore, the invention relates to a molding composition for producing a molded article, such a molded article, and a component for fire protection of construction or furniture parts.
- fastening elements for connecting the wooden components are provided in the area of the connection point.
- fastening elements for connecting the wooden components are provided in the area of the connection point.
- nail plates or nail binder plates can be used for this purpose.
- Such nail plates usually have a support plate made of steel with attached nail elements.
- the invention has for its object to provide measures by means of which universally applicable moldings or components for the construction and furniture industry can be formed, which preferably have improved properties in terms of fire protection and / or the source protection.
- a molded body or component and a molding compound intended for this purpose should be specified and manufactured for this purpose.
- a method for producing a shaped body in particular for the construction or furniture industry, provided in which a mixture of fibers, chips and / or powder is mixed with a binder and is processed by drying to form a molding material, wherein the Forming composition after drying has a moisture content of about 2 wt .-% to about 20 wt .-% and is molded from the molding composition of the shaped body at a temperature of about 50 ° C to about 250 ° C.
- the residual moisture contained in the still moist molding composition after mixing in a moisture content of about 2 wt .-% to about 20 wt .-% is meant that the matched to this moisture content binder in the molding material is not yet "activated” and is activated only at later temperatures at a temperature of about 50 ° C to about 250 ° C.
- the adhesive forces provided by the binder exert their effect and hold the batch-binder mixture together. It has been found that in order to activate the binder, a temperature in the said temperature range is suitable, since at this temperature, in particular with a copolymer-containing binder of this copolymer can be activated in a suitable manner.
- the process of drying to obtain the moisture content of from about 2% to about 20% by weight, and molding of the molding composition at a temperature of from about 50 ° C to about 250 ° C achieved the above synergistic effect.
- the temperature range to be selected for shaping, for example by means of pressing is selected according to the composition of the batch. For example, a higher temperature can be used for chipboard than for fiberboard.
- tests with particleboard have shown that a pressing temperature of about 200 ° C with a pressing time of 2 min. is suitable, provided that in this period the temperature in the core region of the molding body does not exceed about 150 ° C.
- a lower temperature of up to about 180 ° C. is possible with fiberboards, in particular with a mineral fiber base.
- the mixture is mixed with a water-containing and thus "wet" binder, whereby quasi a moist mass or a moist pulp is formed.
- the constituents of the batch that is to say the fibers, chips and / or the powder, are at least partially wetted with the binder. This can lead to an impregnation of at least part of the batch constituents.
- a swelling-inhibiting effect can be achieved. This is particularly advantageous in the case of wood chips, which swell strongly without such impregnation by the binder.
- a certain proportion of mineral fibers are provided for the mixture, since they do not absorb water.
- a particular source protection can be effected in particular by selecting the mineral fiber content.
- such mineral fibers also have a fire-retardant effect and are therefore also advantageous in terms of fire protection aspects.
- dry mass forms a kind of intermediate, which is then dried to obtain the molding material.
- This preferably granular, substantially dry molding material may also be referred to as dry mass.
- dry is understood to mean a certain residual moisture inherent in particular wood fibers. In a preferred embodiment, this residual moisture can be at least partially reduced at the wet wetted sites of the wet mass in the drying process.
- the binder contained in the molding composition is substantially water-insoluble, in particular because it has not yet been "activated" by means of temperature.
- the activation of the binder can then take place by the shaping process for shaping the shaped body from this molding composition, preferably by hot pressing.
- a resin-based binder in particular a synthetic resin, is used.
- a suitable source protection can be achieved, which means that the swelling is greatly reduced and thus the longevity is increased.
- kaolin may be added.
- an at least fire-retardant and / or at least one swelling-inhibiting effect of the molding compound and thus of the finished molding can be achieved.
- This is preferably done, as already indicated above, by adding mineral fibers to the mixture. Such mineral fibers are less prone to swelling. Further, the binder impregnates the mineral fibers. Furthermore, by means of the mineral fibers at least a fire retardant effect can be achieved.
- the term "at least fire-retardant" in the definition of the shaped body and / or the component defined below is to be understood in the sense of the present invention that the shaped body or the component is formed from a building material, material, material or composition which is at least hardly inflammable within the meaning of class B1 of DIN 4102 Part 1.
- the molded body or the component also meet the fire protection requirements of higher class A, A1 or A2, that is, for example, be formed from non-combustible material.
- such a shaped body or the component fulfills the requirements of the fire resistance class F30 or the higher requirements of the fire resistance classes F60 to F180.
- the molded body or the component can fulfill its function in case of fire for at least 30 minutes (class F30) or depending on the material used longer.
- a component is at least 30 minutes to the extent sustainable that people in it leave the building or can be evacuated and more time for deletion attempts.
- the shaped body is molded from the molding compound at a temperature of about 80 ° C to about 220 ° C, preferably at a temperature of about 100 ° C to about 200 ° C.
- the molding composition after drying has a moisture content of about 5 wt .-% to about 12 wt .-%, preferably from about 7 wt .-% to 10 wt .-%, on.
- the shaped body is shaped from the molding compound such that the shaped body has a residual moisture content of approximately less than 10% by weight, preferably of approximately less than 5% by weight. This reduction of the moisture content can be achieved for example by hot pressing.
- the binder has at least one component from the group comprising acrylic, copolymer, styrene and water.
- a binder that contains the components acrylic, copolymer and water. Further advantageous is a binder with a weight fraction of acrylic, styrene and / or copolymer of about 50 to 75 wt .-% and a weight proportion of water of about 25 wt .-% to about 50 wt .-%.
- the component acrylic is preferably in the form of acrylic resin, preferably as a modified acrylic resin.
- the binder comprises a modified acrylate-styrene copolymer emulsion. Such an emulsion is available under the trade name NeoCryl (for example NeoCryl XK series).
- NeoCryl for example NeoCryl XK series
- the mixture comprises mineral fibers, wood fibers, wood flour and / or wood chips. It is also possible to add additives such as kaolin, graphite and / or mica.
- the blend comprises from about 25% to about 50% by weight wood fibers, from about 0% to about 25% by weight mineral fibers, and from about 50% to about 65% by weight. Binder.
- the blend may comprise about 50% to about 65% by weight wood chips, about 0% to about 10% by weight wood flour, and about 35% to about 50% binder by weight
- the blend may contain from about 35% to about 50% by weight mineral fibers, from about 0% to about 15% by weight graphite and / or mica, and from about 50% to about 65% by weight. -% binder.
- the use of the abovementioned constituents constitutes a cost-effective and easily manageable measure, since the associated raw materials are available in sufficient form, for example as residual or waste materials, and / or are produced for recycling in recycling processes.
- the associated raw materials are available in sufficient form, for example as residual or waste materials, and / or are produced for recycling in recycling processes.
- a wood-like structure of the molding can be achieved, resulting in versatile applications in the construction or furniture industry.
- the molding compound can be comminuted, for example by grinding or shredding.
- the crushing is preferably carried out after drying.
- batch components such as chips can be broken. The moisture from the chips can enter or leave these fractures.
- the molding compound is dried at a temperature of up to about 100 ° C, preferably at a temperature of up to about 50 ° C, for example by means of hot air.
- the shaped body is formed by extruding or pressing the molding material.
- the pressing or hot pressing for example, the above temperatures are used.
- the molding material is introduced into a pressing tool and pressed at a predetermined temperature over a predetermined period of time at a predetermined pressure.
- the molding compound is pressed at a pressure of about 20 to 50 bar.
- the molding compound is pressed at a temperature of about 100 ° C to about 200 ° C.
- a plate-shaped molded body is formed. It is advantageous if the molding compound is pressed for a period of at least one minute.
- a plate can serve as a fire protection board.
- any shape, as they are known in the construction or furniture industry, for the molding be provided.
- the shape may, for example, be directed to a component to be covered or covered, in particular a component in the sense of a fastening element.
- a molding composition for producing a shaped body in particular the shaped body according to claim 1, proposed, characterized by a mixture of a mixture of fibers, chips and / or powder and a binder, wherein the molding composition after drying the mixture a Moisture content of about 2 wt .-% to about 20 wt .-%.
- the mixture comprises or consists of mineral fibers and / or powder and a binder.
- the molding composition has a moisture content of about 5 wt .-% to about 12 wt .-%, preferably from about 7 wt .-% to about 10 wt .-%, on.
- a method for producing a component in particular for fire protection in the connection of components, is proposed to solve the above-mentioned problem, in which a molded body is pressed onto a support body, so that the support body and the molded body positively and / or materially connected to each other become.
- the shaped body is pressed onto the supporting body such that at least one area of the shaped body is pressed into an opening of the supporting body.
- the shape of the shaped body can be adapted to the shape of the supporting body.
- the support body comprises a plurality of openings or recesses, in which case a positive connection can then be achieved at several points.
- a component in particular a perforated plate, inserted into a mold and the molded body introduced into the mold and pressed onto the support body such that the molded body is connected to the support body positively and / or cohesively as a support body.
- the molded body can be introduced into the mold in already substantially consolidated form or else in the form of the above-mentioned molding compound.
- the mold can be closed after inserting the support body or component and then filled the molding material in the closed mold into a corresponding cavity.
- the shaped body for example in the form of a plate, placed on the support body or the component and then the mold getting closed.
- the shaped body When introducing the shaped body, it is preferably provided that the shaped body has approximately 1.5 to 3 times the volume of the subsequent volume of the shaped body after completion of the pressing process.
- the molded body to be connected to the support body is produced according to one of claims 1 to 11.
- This component comprises a support body and a molded body, wherein the support body and molded body by means of the above-mentioned method for producing a component in which a shaped body is pressed onto a support body, so that the support body and the molded body are positively connected and / or cohesively connected to each other, processed ,
- the support body is a perforated plate and the molded body is a fire protection plate, which is positively and / or materially connected to the support plate.
- the support body is designed as a perforated plate.
- a plurality of holes, openings or openings is provided in the perforated plate.
- the above-described molding compound, the molded body and the component are preferably made of an at least fire-retardant and / or at least swelling-inhibiting material or such a material composition.
- the molding or the molding compound may consist of at least fire-retardant material, that is to say be at least flame retardant according to the class B1 of the standard DIN 4102 Part 1. Reference is made to the above statements.
- the molded body or the component meets the requirements of the fire resistance class F30, that is holds in case of fire stood for at least 30 minutes.
- the higher requirements of the fire resistance classes F60 to F180 can also be met.
- it is already of great advantage if a supporting structure or a building is at least 30 minutes to the extent that persons located therein leave the building or can be evacuated and more time for deletion attempts exists.
- the above-mentioned methods for producing a molded article and for producing a component may be combined with each other.
- the molded body can first be produced and then connected to the support body for further production of the component.
- Fig. 1 shows a wooden support structure, wherein a component 10 according to the invention is provided for fire protection of the connection of components 12 in the form of five wooden components.
- This component 10 comprises the wooden components 12 on both sides.
- the component 10 comprises, as a supporting body 20, a perforated plate and, as a shaped body 50, a protective plate in the form of a fire protection plate.
- This perforated plate 20 comprises holes or openings 30 arranged adjacent to one another in a plurality of rows.
- the openings 30 can serve at least in partial regions of the perforated plate 20 for the passage of fastening elements 32 in order to protect the components 12 by means of the component 10.
- the support plate 20 comprises an inner side 22, an outer side 24 and a side surface 26.
- the outer side 24 faces the timber components 12 in the assembled state.
- the inside 22 is facing away from the wooden components 12.
- the side or end surface 26 extends circumferentially of the support plate 20 circumferentially.
- the protective plate 50 rests on the inside 22 of the support plate 20 and is positively connected to the support plate 20.
- the protective plate 50 is preferably formed from a structure comprising mineral fibers and binder and has a thickness of about 1 mm to about 20 mm, preferably from about 5 mm to about 12 mm.
- This protective plate 50 meets the requirements of building materials class B1 of DIN 4102 Part 1 requirements.
- the wooden support structure according to Fig. 1 in which several wooden components 12 are connected to each other by means of a nail binder plate, keep in case of fire for at least 30 minutes.
- a swelling-inhibiting effect whereby the protective plate 50 also causes swelling protection.
- the protective plate 50 in the region of a plurality or all openings 30 of the support plate 20 has a projection 52 which projects into the respective opening 30 for the positive connection of the protective plate 50 and the support plate 20.
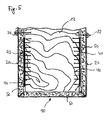
- the respective projection 52 may have a height that is less than, greater than, or equal to the depth of the associated opening 30. In Fig. 4 the height of the projections is slightly smaller than the depth of the opening 30 or substantially corresponds to the depth of the opening 30th
- a mixture of fibers, chips and / or powder is mixed with a binder and processed by drying to a molding compound. After drying, the molding composition has a moisture content of about 2 wt .-% to about 20 wt .-%. From this "dried" molding compound, the molded body 50 is then molded at a temperature of about 50 ° C to about 250 ° C. In tests, good results were achieved at a temperature of about 80 ° C to about 220 ° C. The best results were obtained in experiments at temperatures of about 100 ° C to about 200 ° C.
- the temperature range to be selected for shaping, for example by means of pressing, is selected according to the composition of the batch. For example, a higher temperature can be used for chipboard than for fiberboard. For example, tests with particleboard have shown that a pressing temperature of about 200 ° C with a pressing time of 2 min. is suitable, provided that in this period, the temperature in the core region of the molding does not exceed about 150 ° C. On the other hand, a lower temperature of up to about 180 ° C. is possible with fiberboards, in particular with a mineral fiber base.
- the range of moisture content of the molding composition after drying is in the range of about 5% to about 12%, preferably in the range of about 7% to about 10%, by weight.
- the mixture comprises as constituents substantially from about 25% to about 50% by weight wood fibers and from about 0% to about 25% by weight mineral fibers.
- the blend comprises about 50% to about 65% by weight wood chips and about 0% to about 10% by weight wood flour.
- the mixture according to variant 3 comprises about 35 wt .-% to about 50 wt .-% mineral fibers and about 0 wt .-% to about 15 wt .-% graphite and / or mica.
- a composition comprising the constituents acrylic, copolymer and water is added to the respective mixture as binder.
- a binder a modified acylate-styrene copolymer emulsion (available under the trade name "NeoCryl XK series") having a weight fraction of acylate, styrene and copolymer of about 50 wt .-% to about 75 wt .-% and a Weight of water from about 25 wt .-% to about 50 wt .-% are used.
- Mixture and Binders are then mixed in a mixing device in the cold state until a moist mass or a slurry is obtained.
- This "wet" mass is then dried in the variants 1 and 3 at a temperature of up to about 50 ° C and then comminuted into particles having a maximum size or maximum length of about 1 mm. This crushing can be done by shredding or grinding.
- Variant 2 is also a drying process, but not the comminution process, since the chips are already present in sufficiently small particle size.
- the molding compound now in the form of a dry powder or in the form of dry chips is introduced into a mold.
- about 1.5 to 2 times the volume of molding compound in comparison to the later obtained after the pressing process volume of the molding material
- the pressing operation is performed.
- the duration of the pressing process is selected such that the thickness of the subsequent shaped body 50 is estimated to be at least one minute.
- the molded body 50 can be removed from the mold.
- the cavity of the mold is designed accordingly, so that a plate-shaped molded body 50 is malleable.
- the molded body 50 produced is plate-shaped and represents the protective plate 50 shown in the figures.
- a pressing tool is provided. After opening the pressing tool, the perforated plate 20 is inserted into the pressing tool. Subsequently, the shaped body 50 is placed on the inner side 22 of the perforated plate 20. After closing the pressing tool, the protective plate 50 is pressed onto the perforated plate 20 over a predetermined period of time and with a predetermined pressing pressure in such a way that the perforated plate 20 and the protective plate 50 are connected to one another in a form-fitting and / or cohesive manner.
- the cohesive connection can be achieved on the one hand by a corresponding nature of the molding compound or the molding or by a subsequent application of an adhesive layer on the inside 22 or the protective plate 50.
- the form-fitting connection is achieved in that areas of the molded body 50 located in the region of the openings 30 during pressing are pressed into the respective opening or recess 30 of the support plate 20. In this way, the projections 52 are formed. Due to the thereby achieved positive connection between the perforated plate 20 and the protective plate 50 but can be dispensed with in principle an additional cohesive connection.
- the at least fire-retardant and / or at least swelling-inhibiting component 10 thus formed is thus protected in such a case on the fireproofed outside with the molded body 50 (protective plate), that this compound is maintained even in case of fire over a longer period.
- the molded body 50 protective plate
- Fig. 5 shows an enlarged view of the detail V from Fig. 2 .
- the protective plate 50 is pressed onto the perforated plate 20.
- the projections 52 extend into several or all openings 30. In this way, a positive connection of the perforated plate 20 and the protective plate 50 is achieved.
- assembled state according to Fig. 5 is located on the outside of the protective plate 50, the perforated plate 20. In case of fire prevents the protective plate 50 due to their good fire retardant effect and on the perforated plate 20 that high temperatures are registered in the components 12.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Snaps, Bayonet Connections, Set Pins, And Snap Rings (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL08162334T PL2025484T3 (pl) | 2007-08-14 | 2008-08-13 | Sposób wytwarzania kształtki, zwłaszcza dla przemysłu budowlanego lub meblarskiego |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007038408A DE102007038408B4 (de) | 2007-08-14 | 2007-08-14 | Verfahren zur Herstellung eines Formkörpers, insbesondere für die Bau- oder Möbelindustrie, und Formmasse zur Herstellung eines Formkörpers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2025484A1 true EP2025484A1 (fr) | 2009-02-18 |
| EP2025484B1 EP2025484B1 (fr) | 2011-02-02 |
Family
ID=39791708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08162334A Not-in-force EP2025484B1 (fr) | 2007-08-14 | 2008-08-13 | Procédé de fabrication d'un corps de formage, en particulier pour l'industrie de la construction ou du mobilier |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2025484B1 (fr) |
| AT (1) | ATE497432T1 (fr) |
| DE (2) | DE102007038408B4 (fr) |
| PL (1) | PL2025484T3 (fr) |
Cited By (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011088487A1 (fr) * | 2010-01-20 | 2011-07-28 | Erema Engineering Recycling Maschinen Und Anlagen Gesellschaft M.B.H. | Procédé de fabrication d'une matière polymère chargée par des fibres plus longues |
| CN102528886A (zh) * | 2010-12-13 | 2012-07-04 | 中国建筑材料科学研究总院 | 具电磁波吸收功能的复合刨花板及其制备方法 |
| US8349234B2 (en) | 2010-01-15 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a decorative wear resistance surface |
| US8349235B2 (en) | 2007-11-19 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Recycling of laminate floorings |
| US8419877B2 (en) | 2008-04-07 | 2013-04-16 | Ceraloc Innovation Belgium Bvba | Wood fibre based panels with a thin surface layer |
| US8431054B2 (en) | 2007-11-19 | 2013-04-30 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a wear resistance surface |
| US8481111B2 (en) | 2010-01-15 | 2013-07-09 | Ceraloc Innovation Belgium Bvba | Bright coloured surface layer |
| US8480841B2 (en) | 2010-04-13 | 2013-07-09 | Ceralog Innovation Belgium BVBA | Powder overlay |
| US8728564B2 (en) | 2011-04-12 | 2014-05-20 | Valinge Innovation Ab | Powder mix and a method for producing a building panel |
| US8784587B2 (en) | 2010-01-15 | 2014-07-22 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8920876B2 (en) | 2012-03-19 | 2014-12-30 | Valinge Innovation Ab | Method for producing a building panel |
| US8993049B2 (en) | 2012-08-09 | 2015-03-31 | Valinge Flooring Technology Ab | Single layer scattering of powder surfaces |
| US9085905B2 (en) | 2011-04-12 | 2015-07-21 | Valinge Innovation Ab | Powder based balancing layer |
| US9181698B2 (en) | 2013-01-11 | 2015-11-10 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US9352499B2 (en) | 2011-04-12 | 2016-05-31 | Valinge Innovation Ab | Method of manufacturing a layer |
| US9410319B2 (en) | 2010-01-15 | 2016-08-09 | Valinge Innovation Ab | Heat and pressure generated design |
| US9573343B2 (en) | 2014-03-31 | 2017-02-21 | Ceraloc Innovation Ab | Composite boards and panels |
| US9783996B2 (en) | 2007-11-19 | 2017-10-10 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| US10017950B2 (en) | 2011-08-26 | 2018-07-10 | Ceraloc Innovation Ab | Panel coating |
| US10100535B2 (en) | 2014-01-10 | 2018-10-16 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US10286633B2 (en) | 2014-05-12 | 2019-05-14 | Valinge Innovation Ab | Method of producing a veneered element and such a veneered element |
| US10315219B2 (en) | 2010-05-31 | 2019-06-11 | Valinge Innovation Ab | Method of manufacturing a panel |
| US10442164B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US10442152B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floorboard |
| US10513094B2 (en) | 2013-10-18 | 2019-12-24 | Valinge Innovation Ab | Method of manufacturing a building panel |
| US10800186B2 (en) | 2013-01-11 | 2020-10-13 | Ceraloc Innovation Ab | Digital printing with transparent blank ink |
| US10828881B2 (en) | 2016-04-25 | 2020-11-10 | Valinge Innovation Ab | Veneered element and method of producing such a veneered element |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| US10913176B2 (en) | 2013-07-02 | 2021-02-09 | Valinge Innovation Ab | Method of manufacturing a building panel and a building panel |
| US10981362B2 (en) | 2018-01-11 | 2021-04-20 | Valinge Innovation Ab | Method to produce a veneered element |
| US11046063B2 (en) | 2011-04-12 | 2021-06-29 | Valinge Innovation Ab | Powder based balancing layer |
| US11072156B2 (en) | 2013-11-27 | 2021-07-27 | Valinge Innovation Ab | Method for producing a floorboard |
| US11167533B2 (en) | 2018-01-11 | 2021-11-09 | Valinge Innovation Ab | Method to produce a veneered element and a veneered element |
| US11235565B2 (en) | 2008-04-07 | 2022-02-01 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US11313123B2 (en) | 2015-06-16 | 2022-04-26 | Valinge Innovation Ab | Method of forming a building panel or surface element and such a building panel and surface element |
| US11597187B2 (en) | 2019-01-09 | 2023-03-07 | Valinge Innovation Ab | Method to produce a veneer element and a veneer element |
| US12275218B2 (en) | 2019-01-10 | 2025-04-15 | Välinge Innovation AB | Method of manufacturing a building element and a building element |
| US12532987B2 (en) | 2012-08-09 | 2026-01-27 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009021555B4 (de) * | 2009-05-15 | 2011-06-22 | AGM Mader GmbH, 85221 | Verfahren zur Herstellung eines Bindemittels sowie Verwendung eines solchen Bindemittels zur Herstellung eines Formkörpers |
| US12053904B2 (en) | 2019-02-15 | 2024-08-06 | Owens Corning Intellectual Capital, Llc | Wood fiber-glass composite |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB912847A (fr) * | ||||
| DE1808375A1 (de) | 1968-11-12 | 1970-05-27 | Holzwerk Becker Kg | Verfahren zum Herstellen eines Presswerkstoffes |
| DE2554212A1 (de) * | 1974-12-02 | 1976-08-12 | Robert Dudley Flanders | Verstaerkte formteile aus lignocellulose und verfahren zu ihrer herstellung |
| DE4016410A1 (de) * | 1990-05-22 | 1991-11-28 | Basf Ag | Verfahren zur herstellung von verbundwerkstoffen aus holzmehlgefuelltem, glasfasern enthaltendem polypropylen |
| WO2002000429A1 (fr) * | 2000-06-21 | 2002-01-03 | Agrolinz Melamin Gmbh | Composites fibreux presentant une stabilite dimensionnelle, une resistance aux intemperies et une resistance a la flamme elevees |
| US6368528B1 (en) | 1998-10-30 | 2002-04-09 | Masonite Corporation | Method of making molded composite articles |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT410233B (de) * | 1999-04-20 | 2003-03-25 | Wolf Johann | Verbindungselement |
| DE10036193A1 (de) * | 2000-07-24 | 2002-02-14 | Agrosys Gmbh & Co Kg | Verfahren zur Herstellung von Formteilen aus von nachwachsenden Rohstoffen gewonnenem Fasermaterial |
| DE10054162A1 (de) * | 2000-11-02 | 2002-05-16 | Wacker Polymer Systems Gmbh | Verfahren zur Herstellung von Holzpressplatten |
| AT410943B (de) * | 2001-10-23 | 2003-08-25 | Markus Dipl Ing Rettenbacher | Formkörper aus naturfasern und kunststoff, seine herstellung in gegenwart von feuchtigkeit und dessen verwendung |
| DE10247711A1 (de) * | 2002-03-08 | 2003-09-25 | Helmut Hiendl | Verfahren zum Herstellen eines thermoplastischen Naturfaserprodukts |
-
2007
- 2007-08-14 DE DE102007038408A patent/DE102007038408B4/de not_active Expired - Fee Related
-
2008
- 2008-08-13 EP EP08162334A patent/EP2025484B1/fr not_active Not-in-force
- 2008-08-13 PL PL08162334T patent/PL2025484T3/pl unknown
- 2008-08-13 AT AT08162334T patent/ATE497432T1/de active
- 2008-08-13 DE DE502008002517T patent/DE502008002517D1/de active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB912847A (fr) * | ||||
| DE1808375A1 (de) | 1968-11-12 | 1970-05-27 | Holzwerk Becker Kg | Verfahren zum Herstellen eines Presswerkstoffes |
| DE2554212A1 (de) * | 1974-12-02 | 1976-08-12 | Robert Dudley Flanders | Verstaerkte formteile aus lignocellulose und verfahren zu ihrer herstellung |
| US4058580A (en) * | 1974-12-02 | 1977-11-15 | Flanders Robert D | Process for making a reinforced board from lignocellulosic particles |
| DE4016410A1 (de) * | 1990-05-22 | 1991-11-28 | Basf Ag | Verfahren zur herstellung von verbundwerkstoffen aus holzmehlgefuelltem, glasfasern enthaltendem polypropylen |
| US6368528B1 (en) | 1998-10-30 | 2002-04-09 | Masonite Corporation | Method of making molded composite articles |
| WO2002000429A1 (fr) * | 2000-06-21 | 2002-01-03 | Agrolinz Melamin Gmbh | Composites fibreux presentant une stabilite dimensionnelle, une resistance aux intemperies et une resistance a la flamme elevees |
Cited By (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8431054B2 (en) | 2007-11-19 | 2013-04-30 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a wear resistance surface |
| US9783996B2 (en) | 2007-11-19 | 2017-10-10 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| US8349235B2 (en) | 2007-11-19 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Recycling of laminate floorings |
| US11235565B2 (en) | 2008-04-07 | 2022-02-01 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US9255405B2 (en) | 2008-04-07 | 2016-02-09 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US8419877B2 (en) | 2008-04-07 | 2013-04-16 | Ceraloc Innovation Belgium Bvba | Wood fibre based panels with a thin surface layer |
| US8663785B2 (en) | 2010-01-15 | 2014-03-04 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8784587B2 (en) | 2010-01-15 | 2014-07-22 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8481111B2 (en) | 2010-01-15 | 2013-07-09 | Ceraloc Innovation Belgium Bvba | Bright coloured surface layer |
| US8349234B2 (en) | 2010-01-15 | 2013-01-08 | Ceraloc Innovation Belgium Bvba | Fibre based panels with a decorative wear resistance surface |
| US11401718B2 (en) | 2010-01-15 | 2022-08-02 | Valinge Innovation Ab | Bright coloured surface layer |
| US8920874B2 (en) | 2010-01-15 | 2014-12-30 | Valinge Innovation Ab | Method of manufacturing a surface layer of building panels |
| US9410319B2 (en) | 2010-01-15 | 2016-08-09 | Valinge Innovation Ab | Heat and pressure generated design |
| AT509429B1 (de) * | 2010-01-20 | 2016-09-15 | Erema | Verfahren zur herstellung eines mit längeren fasern gefüllten polymeren materials |
| RU2526277C2 (ru) * | 2010-01-20 | 2014-08-20 | Эрема Энджиниринг Рисайклинг Машинен Унд Анлаген Гезелльшафт М.Б.Х. | Способ получения полимерного материала, наполненного длинными волокнами |
| WO2011088487A1 (fr) * | 2010-01-20 | 2011-07-28 | Erema Engineering Recycling Maschinen Und Anlagen Gesellschaft M.B.H. | Procédé de fabrication d'une matière polymère chargée par des fibres plus longues |
| AT509429A3 (de) * | 2010-01-20 | 2016-06-15 | Erema | Verfahren zur herstellung eines mit längeren fasern gefüllten polymeren materials |
| JP2013517159A (ja) * | 2010-01-20 | 2013-05-16 | エレマ エンジニアリング リサイクリング マシネン ウント アンラーゲン ゲゼルシャフト ミット ベシュレンクテル ハフトフング | 長い繊維を添加したポリマー材料の製造方法 |
| CN102712101A (zh) * | 2010-01-20 | 2012-10-03 | 奥地利埃瑞玛再生工程机械设备有限公司 | 用长纤维填充的聚合物材料的制备方法 |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| US10344379B2 (en) | 2010-04-13 | 2019-07-09 | Valinge Innovation Ab | Powder overlay |
| US8480841B2 (en) | 2010-04-13 | 2013-07-09 | Ceralog Innovation Belgium BVBA | Powder overlay |
| US9296191B2 (en) | 2010-04-13 | 2016-03-29 | Valinge Innovation Ab | Powder overlay |
| US10315219B2 (en) | 2010-05-31 | 2019-06-11 | Valinge Innovation Ab | Method of manufacturing a panel |
| US11040371B2 (en) | 2010-05-31 | 2021-06-22 | Valinge Innovation Ab | Production method |
| CN102528886A (zh) * | 2010-12-13 | 2012-07-04 | 中国建筑材料科学研究总院 | 具电磁波吸收功能的复合刨花板及其制备方法 |
| CN102528886B (zh) * | 2010-12-13 | 2014-03-26 | 中国建筑材料科学研究总院 | 具电磁波吸收功能的复合刨花板及其制备方法 |
| US10214913B2 (en) | 2011-04-12 | 2019-02-26 | Valinge Innovation Ab | Powder based balancing layer |
| US9085905B2 (en) | 2011-04-12 | 2015-07-21 | Valinge Innovation Ab | Powder based balancing layer |
| US8728564B2 (en) | 2011-04-12 | 2014-05-20 | Valinge Innovation Ab | Powder mix and a method for producing a building panel |
| US11046063B2 (en) | 2011-04-12 | 2021-06-29 | Valinge Innovation Ab | Powder based balancing layer |
| US12179392B2 (en) | 2011-04-12 | 2024-12-31 | Välinge Innovation AB | Method of manufacturing a layer |
| US11633884B2 (en) | 2011-04-12 | 2023-04-25 | Valinge Innovation Ab | Method of manufacturing a layer |
| US9352499B2 (en) | 2011-04-12 | 2016-05-31 | Valinge Innovation Ab | Method of manufacturing a layer |
| US11566431B2 (en) | 2011-08-26 | 2023-01-31 | Ceraloc Innovation Ab | Panel coating |
| US10017950B2 (en) | 2011-08-26 | 2018-07-10 | Ceraloc Innovation Ab | Panel coating |
| US9403286B2 (en) | 2012-03-19 | 2016-08-02 | Valinge Innovation Ab | Method for producing a building panel |
| US8920876B2 (en) | 2012-03-19 | 2014-12-30 | Valinge Innovation Ab | Method for producing a building panel |
| US12532987B2 (en) | 2012-08-09 | 2026-01-27 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
| US10392812B2 (en) | 2012-08-09 | 2019-08-27 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
| US8993049B2 (en) | 2012-08-09 | 2015-03-31 | Valinge Flooring Technology Ab | Single layer scattering of powder surfaces |
| US11905717B2 (en) | 2012-08-09 | 2024-02-20 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
| US10800186B2 (en) | 2013-01-11 | 2020-10-13 | Ceraloc Innovation Ab | Digital printing with transparent blank ink |
| US10493729B2 (en) | 2013-01-11 | 2019-12-03 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US9181698B2 (en) | 2013-01-11 | 2015-11-10 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US12172186B2 (en) | 2013-01-11 | 2024-12-24 | Ceraloc Innovation Ab | Method of forming a digital print with dry powder |
| US12318808B2 (en) | 2013-01-11 | 2025-06-03 | Ceraloc Innovation Ab | Digital printing with transparent blank ink |
| US11135814B2 (en) | 2013-01-11 | 2021-10-05 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US10913176B2 (en) | 2013-07-02 | 2021-02-09 | Valinge Innovation Ab | Method of manufacturing a building panel and a building panel |
| US12070873B2 (en) | 2013-07-02 | 2024-08-27 | Välinge Innovation AB | Method of manufacturing a building panel and a building panel |
| US10513094B2 (en) | 2013-10-18 | 2019-12-24 | Valinge Innovation Ab | Method of manufacturing a building panel |
| US10857765B2 (en) | 2013-11-27 | 2020-12-08 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US11072156B2 (en) | 2013-11-27 | 2021-07-27 | Valinge Innovation Ab | Method for producing a floorboard |
| US10442164B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US12103273B2 (en) | 2013-11-27 | 2024-10-01 | Välinge Innovation AB | Floor, wall, or ceiling panel and method for producing same |
| US10442152B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floorboard |
| US10926509B2 (en) | 2013-11-27 | 2021-02-23 | Valinge Innovation Ab | Floorboard |
| US11485126B2 (en) | 2013-11-27 | 2022-11-01 | Valinge Innovation Ab | Method for producing a floorboard |
| US12454122B2 (en) | 2014-01-10 | 2025-10-28 | Välinge Innovation AB | Wood fibre based panel with a surface layer |
| US11370209B2 (en) | 2014-01-10 | 2022-06-28 | Valinge Innovation Ab | Method of producing a veneered element |
| US11318726B2 (en) | 2014-01-10 | 2022-05-03 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US10988941B2 (en) | 2014-01-10 | 2021-04-27 | Valinge Innovation Ab | Method of producing a veneered element |
| US11890847B2 (en) | 2014-01-10 | 2024-02-06 | Välinge Innovation AB | Method of producing a veneered element |
| US12454123B2 (en) | 2014-01-10 | 2025-10-28 | Välinge Innovation AB | Method of producing a veneered element |
| US10100535B2 (en) | 2014-01-10 | 2018-10-16 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US11541630B2 (en) | 2014-03-31 | 2023-01-03 | Ceraloc Innovation Ab | Composite boards and panels |
| US10307984B2 (en) | 2014-03-31 | 2019-06-04 | Ceraloc Innovation Ab | Composite boards and panels |
| US10967608B2 (en) | 2014-03-31 | 2021-04-06 | Ceraloc Innovation Ab | Composite boards and panels |
| US9573343B2 (en) | 2014-03-31 | 2017-02-21 | Ceraloc Innovation Ab | Composite boards and panels |
| US10286633B2 (en) | 2014-05-12 | 2019-05-14 | Valinge Innovation Ab | Method of producing a veneered element and such a veneered element |
| US11313123B2 (en) | 2015-06-16 | 2022-04-26 | Valinge Innovation Ab | Method of forming a building panel or surface element and such a building panel and surface element |
| US11904588B2 (en) | 2016-04-25 | 2024-02-20 | Välinge Innovation AB | Veneered element and method of producing such a veneered element |
| US10828881B2 (en) | 2016-04-25 | 2020-11-10 | Valinge Innovation Ab | Veneered element and method of producing such a veneered element |
| US11850829B2 (en) | 2018-01-11 | 2023-12-26 | Välinge Innovation AB | Method to produce a veneered element and a veneered element |
| US11167533B2 (en) | 2018-01-11 | 2021-11-09 | Valinge Innovation Ab | Method to produce a veneered element and a veneered element |
| US10981362B2 (en) | 2018-01-11 | 2021-04-20 | Valinge Innovation Ab | Method to produce a veneered element |
| US11738540B2 (en) | 2018-01-11 | 2023-08-29 | Välinge Innovation AB | Method to produce a veneered element and a veneered element |
| US11597187B2 (en) | 2019-01-09 | 2023-03-07 | Valinge Innovation Ab | Method to produce a veneer element and a veneer element |
| US11975508B2 (en) | 2019-01-09 | 2024-05-07 | Välinge Innovation AB | Method to produce a veneer element and a veneer element |
| US12275218B2 (en) | 2019-01-10 | 2025-04-15 | Välinge Innovation AB | Method of manufacturing a building element and a building element |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007038408A1 (de) | 2009-02-26 |
| EP2025484B1 (fr) | 2011-02-02 |
| DE102007038408B4 (de) | 2011-04-21 |
| PL2025484T3 (pl) | 2011-07-29 |
| ATE497432T1 (de) | 2011-02-15 |
| DE502008002517D1 (de) | 2011-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2025484B1 (fr) | Procédé de fabrication d'un corps de formage, en particulier pour l'industrie de la construction ou du mobilier | |
| DE102007026638B4 (de) | Verfahren zur Herstellung von feuerbeständigen Platten | |
| DE102009005155B4 (de) | Verfahren zur Herstellung einer brandhemmenden Holzwerkstoffplatte und entsprechende Holzwerkstoffplatte | |
| DE19963096C1 (de) | Verfahren zur Herstellung Polyurethan-gebundener Formkörper aus Lignocellulose-haltigen Partikeln | |
| EP2295659B1 (fr) | Corps en matériau brut à base de typha et son procédé de fabrication | |
| DE102007019416A1 (de) | Grundwerkstoff, dessen Herstellungsverfahren sowie Verwendung | |
| EP1406966A1 (fr) | Matiere de charge a base de fibres de bois destinee a la realisation de corps moules en matiere synthetique | |
| DE3844664C2 (en) | Articles, esp. panels, prepd. from hard polyurethane foam | |
| EP2135892B1 (fr) | Corps composite | |
| EP3552787B1 (fr) | Procédé de fabrication de matériau isolant thermique | |
| DE102007028374B4 (de) | Verfahren zur Herstellung eines Holz-Kunststoff-Verbundwerkstoffes | |
| EP1448345A1 (fr) | Procede d'hydrophobation de lignocelluloses lors de la fabrication de materiaux de bois et de materiaux a base de lignocelluloses | |
| DE102005061222A1 (de) | Pflanzliche Faser, Formkörper auf Faserbasis sowie Verfahren zur Herstellung von mit Novolak versehenen pflanzlichen Fasern | |
| EP3428361A1 (fr) | Composant composite | |
| DE4306439C1 (de) | Formkörper, insbesondere in Form einer Faserplatte, und Verfahren zu seiner Herstellung | |
| DE102011078872A1 (de) | Brandschutzanordnung und Verfahren zur Herstellung einer solchen | |
| WO2012107055A1 (fr) | Corps façonnés à base de fibres de feuilles de typha et à faible teneur en liants | |
| DE102008029882B4 (de) | Formkörper für die Bau- oder Möbelindustrie, Formkörperanordnung und Verfahren zur Herstellung eines Formkörpers | |
| DE102014119242A1 (de) | Dämm- und/oder Schallschutzplatte, deren Verwendung und ein Verfahren zur Herstellung von Dämm- und/oder Schallschutzplatten | |
| DE10330755B4 (de) | Formteil aus Holzwerkstoff und Verfahren zur Herstellung | |
| EP4472817A1 (fr) | Procédé de fabrication d'un panneau de fibres | |
| WO2023169961A1 (fr) | Procédé de fabrication d'un panneau de particules et panneau de particules | |
| DE202014106187U1 (de) | Dämm- und/oder Schallschutzplatte | |
| EP4219106A1 (fr) | Procédé de fabrication d'un panneau de fibres | |
| DE102011015757A1 (de) | Wärmedämmmaterial zur Verfüllung von Kammern eines Mauersteines |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090205 |
|
| 17Q | First examination report despatched |
Effective date: 20090911 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR PRODUCING A MOULDED PART, IN PARTICULAR FOR THE CONSTRUCTION OR FURNITURE INDUSTRY |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502008002517 Country of ref document: DE Date of ref document: 20110317 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008002517 Country of ref document: DE Effective date: 20110317 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110503 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110513 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110614 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110602 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110602 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110502 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E010888 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20110822 Year of fee payment: 4 Ref country code: FR Payment date: 20110829 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110831 Year of fee payment: 4 |
|
| 26N | No opposition filed |
Effective date: 20111103 |
|
| BERE | Be: lapsed |
Owner name: AGM MADER G.M.B.H. Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008002517 Country of ref document: DE Effective date: 20111103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20110202 Ref country code: NO Ref legal event code: RE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20110823 Year of fee payment: 4 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: NO Effective date: 20120322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20120807 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20120802 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120813 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120831 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120813 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130813 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20150824 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150824 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20160905 Year of fee payment: 9 Ref country code: SE Payment date: 20160823 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20160901 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180927 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20180821 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170813 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008002517 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 497432 Country of ref document: AT Kind code of ref document: T Effective date: 20190813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200303 |