EP2030933A2 - Verfahren zum Betreiben einer Rollenrotationsdruckmaschine - Google Patents
Verfahren zum Betreiben einer Rollenrotationsdruckmaschine Download PDFInfo
- Publication number
- EP2030933A2 EP2030933A2 EP20080015345 EP08015345A EP2030933A2 EP 2030933 A2 EP2030933 A2 EP 2030933A2 EP 20080015345 EP20080015345 EP 20080015345 EP 08015345 A EP08015345 A EP 08015345A EP 2030933 A2 EP2030933 A2 EP 2030933A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- juxtaposed
- printing
- width
- printed pages
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/22—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement
- B65H45/221—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement incorporating folding triangles
- B65H45/226—Positional adjustment of folding triangles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
Definitions
- the invention relates to a method for operating a web-fed rotary printing press according to the preamble of claim 1.
- a web-fed rotary printing machine also has at least one turning structure, at least one folding structure and at least one former.
- at least the turning structure and the folding structure of a web-fed rotary printing press are typically designed for processing at least one full-width printing material web, which comprises a defined number of printed pages juxtaposed with a first page width.
- the printed pages have a first page width.
- four juxtaposed printing pages having printing material web of the web-fed rotary printing press typically has two formers, depending on whether the printing material with the four juxtaposed printed pages in two sub-webs or for tabloid production in four sub-webs is separated in the formers either L jossfalze or for tabloid production no longitudinal folds are formed. From practice, it is also known that the formers are mutually displaceable to adjust the lateral distance between them, namely between funnel tips thereof.
- the present invention is based on the problem to provide a method for operating a web-fed rotary printing press, with which despite the design of the web-fed rotary printing press on a first page width and products with a second page width, which is greater than the first page width can be produced.
- This problem is solved by a method according to claim 1.
- the printing material web guided centrally through the turning structure and separated into three sub-webs with the same width, the two outer sub-webs without a turn of the same for tabloid production on outer funnel legs side former are performed, and wherein the middle part of web is laterally offset on turning bars, that the middle part of the web is guided together with one of the two outer partial webs on the corresponding outer funnel leg of the corresponding lateral Forming.
- the invention makes it possible, on a web-fed rotary printing press, which is designed to process at least one full-width printing material web, which comprises four printing pages juxtaposed with a first page width, to also process at least one printing material web, the three printed pages juxtaposed with a second page width, the greater than the first page width.
- the printing material web is guided centrally with the three juxtaposed printing sides of the second side width through the turning structure and separated into three sub-webs with the same width, the two outer sub-webs run straight and moved to their position, outer hopper side folding former are performed, whereas the middle sub-web laterally offset over turning bars and optionally combined together with one of the two outer sub-webs and is performed together with the same over the corresponding outer funnel leg of the corresponding lateral Former.
- the present invention relates to a method for operating a web-fed rotary printing press with a plurality of printing units, at least one turning structure, at least one folding structure and at least one folding apparatus.
- At least the turning structure and the folding structure of the web-fed rotary printing press are designed for processing a full-width, format-variable printing material web, which comprises four printed pages juxtaposed with a first, maximum page width.
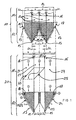
- FIG. 1 shows Fig. 1 in an upper half 10 a schematic section of a web-fed rotary printing press in the region of a turnaround 11 and a folding structure 12, wherein the folding structure 12 comprises two formers 13, which are designed to process a full width substrate web 14 with four juxtaposed printed pages of the maximum page width a.
- At least the formers 13 are mutually displaceable in their relative position, so that a lateral distance between the hopper tips 15 of the two formers 13 can be changed.
- the formers 13 are designed as a so-called combed formers, which can be pushed into each other at least in sections.
- the present invention now proposes a method with which a printing material web can be processed to provide greater format variability, comprising three printing pages juxtaposed with a second page width, the second page width being greater than the first, maximum page width. This will be described below with reference to the lower half 20 of Fig. 1 described.
- the printing material web 21 is guided centrally with the three juxtaposed printing sides of the second side width b through the turning structure 12 and separated via the outer cutters 16, which are displaced by the amount .DELTA.x in three partial webs 22, 23 and 24, wherein each of these partial webs 22nd , 23 and 24 has an equal width corresponding to the second side width b.
- Fig. 1 can be removed to shift the production between the substrate web 21 with the three juxtaposed print pages of the second page width b and the printing substrate 14 with the four juxtaposed printed pages of the first page width a not only the outer cutters 16 displaced by the amount .DELTA.x, but rather are also the funnel tips 15 of the two former 13 displaced by the amount .DELTA.x relative to each other.
- Ax 0 . 5 * 2 ⁇ a - b
- Fig. 1 can be removed, the two outer partial webs 22 and 24 are performed without turning and thus straightforward on the outer funnel legs 18 of the two former 13 in the processing of the printing material web 21 with the three juxtaposed printed pages of the second page width.
- the middle part of the web 23 is turned on turning bars 25 and laterally offset by the amount of the second side width b, that the middle part of web 23 is guided together with one of the two outer part webs on the corresponding outer funnel leg 18 of the corresponding former.
- the middle part of the web 23 is offset by the amount of the second side width b to the left, so that the middle part of web 23 is guided together with the outer part of web 22 on the outer left hopper leg 18 of the left former 13.
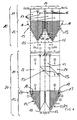
- the middle sub-web 23 is offset by turning bars 25 by the amount of the second side width b to the right, so that then the middle sub-web 23 is guided together with the outer sub-web 24 on the outer right funnel leg 18 of the right former 13.
- the embodiment of the Fig. 2 with the embodiment of Fig. 1 the same reference numbers are used to avoid unnecessary repetitions for the same elements.
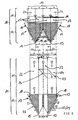
- FIG. 3 and 4 show Fig. 3 and 4 such as Fig. 5 and 6 , wherein the embodiments of the Fig. 3 . 4 as well as the Fig. 5 . 6 from the embodiments of the Fig. 1 . 2 differ only by the total widths of the substrates.
- the total width of the substrate web 21 with the three juxtaposed print pages of the second page width b of the total width of the substrate web 14 with the four juxtaposed printed pages of the first page width a corresponds to the total width of the substrate web 21 with the three juxtaposed print pages of the second page width b of the total width of the substrate web 14 with the four juxtaposed printed pages of the first page width a.
- the total width of the printing material web 21 with the three printing pages of the second page width b positioned next to one another is smaller than the total width of the printing material web 14 with the four printing pages of the first page width a positioned next to one another.
- All embodiments have in common that on a web-fed rotary printing press, which is designed to process a full-width substrate web with four juxtaposed print pages of the first page width a, also a printing substrate with three juxtaposed printed pages of the second page width can be processed, the second page width is greater as the first page width.
- the printing material web with the three juxtaposed pressure sides of the second side width b is guided centrally through the turning structure and separated into three equal sub-webs, the two outer sub-webs run straight without turning and laterally offset the middle sub-web over turner bars and with one of the two outer sub-webs is united.
- the partial webs extend to the tabloid production via outer funnel legs of relatively movable folding formers, wherein the outer funnel legs 18 of the former 13 are extended with respect to the inner funnel legs 19 thereof.
- the formers and cutting devices are displaceable relative to one another, namely transversely to the transport direction of the printing material webs or partial webs.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zum Betreiben einer Rollenrotationsdruckmaschine mit mehreren Druckeinheiten, mindestens einem Wendeaufbau (11), mindestens einem Falzaufbau (12) und mindestens einem Falzapparat, wobei zumindest der Wendeaufbau (11) und der Falzaufbau (12) zur Verarbeitung mindestens einer vollbreiten Bedruckstoffbahn (14), die vier nebeneinander positionierte Druckseiten mit einer ersten Seitenbreite umfasst, ausgelegt sind, wobei der Falzaufbau (12) relativ zueinander verlagerbare Falztrichter (13) und der Wendeaufbau (11) relativ zueinander verlagerbare Schneideinrichtungen (16) umfasst, um den seitlichen Abstand von Trichterspitzen (15) der Falztrichter (13) und den seitlichen Abstand der Schneideinrichtungen (16) einzustellen. Erfindungsgemäß wird zur Verarbeitung mindestens einer Bedruckstoffbahn (21), die drei nebeneinander positionierte Druckseiten mit einer zweiten Seitenbreite, die größer als die erste Seitenbreite ist, umfasst, die Bedruckstoffbahn (21) mittig durch den Wendeaufbau (11) geführt und in drei Teilbahnen (22,23,24) mit gleicher Breite getrennt, wobei die beiden äußeren Teilbahnen (22,24) ohne eine Wendung derselben zur Tabloidproduktion über äußere Trichterschenkel seitlicher Falztrichter (13) geführt werden, und wobei die mittlere Teilbahn (23) an Wendestangen derart seitlich versetzt wird, dass die mittlere Teilbahn (23) zusammen mit einer der beiden äußeren Teilbahnen (22,24) über den entsprechenden äußeren Trichterschenkel des entsprechenden Falztrichters (13) geführt wird.
Description
- Die Erfindung betrifft ein Verfahren zum Betreiben einer Rollenrotationsdruckmaschine nach dem Oberbegriff des Anspruchs 1.
- Eine Rollenrotationsdruckmaschine verfügt neben mehreren Druckeinheiten weiterhin über mindestens einen Wendeaufbau, mindestens einen Falzaufbau und mindestens einen Falztrichter. Dabei sind typischerweise zumindest der Wendeaufbau und der Falzaufbau einer Rollenrotationsdruckmaschine zur Verarbeitung mindestens einer vollbreiten Bedruckstoffbahn, die eine definierte Anzahl von nebeneinander positionierten Druckseiten mit einer ersten Seitenbreite umfasst, ausgelegt. So sind aus der Praxis Rollenrotationsdruckmaschinen bekannt, die auf die Verarbeitung einer vollbreiten, vier nebeneinander positionierte Druckseiten aufweisenden Bedruckstoffbahn ausgelegt sind, wobei die Druckseiten eine erste Seitenbreite aufweisen. Zur Verarbeitung einer solchen, vier nebeneinander positionierte Druckseiten aufweisenden Bedruckstoffbahn verfügt der Falzaufbau der Rollenrotationsdruckmaschine typischerweise über zwei Falztrichter, wobei abhängig davon, ob die Bedruckstoffbahn mit den vier nebeneinander positionierten Druckseiten in zwei Teilbahnen oder zur Tabloidproduktion in vier Teilbahnen getrennt wird, in den Falztrichtern entweder Längsfalze oder zur Tabloidproduktion keine Längsfalze ausgebildet werden. Aus der Praxis ist es weiterhin bekannt, dass die Falztrichter zueinander verlagerbar sind, um den seitlichen Abstand zwischen denselben, nämlich zwischen Trichterspitzen derselben, einzustellen.
- Eine solche aus der Praxis bekannte Rollenrotationsdruckmaschine ist, wie bereits erwähnt, auf die Verarbeitung einer vollbreiten, vier nebeneinander positionierte Druckseiten umfassenden Bedruckstoffbahn ausgelegt, sodass die Verarbeitung einer Bedruckstoffbahn mit einer anderen Anzahl von nebeneinander positionierten Druckseiten einer anderen Seitenbreite, Schwierigkeiten bereitet.
- Hiervon ausgehend liegt der vorliegenden Erfindung das Problem zugrunde, ein Verfahren zum Betreiben einer Rollenrotationsdruckmaschine zu schaffen, mit welchen trotz der Auslegung der Rollenrotationsdruckmaschine auf eine erste Seitenbreite auch Produkte mit einer zweiten Seitenbreite, die größer als die erste Seitenbreite ist, produziert werden können. Dieses Problem wird durch ein Verfahren gemäß Anspruch 1 gelöst. Erfindungsgemäß wird zur Verarbeitung mindestens einer Bedruckstoffbahn, die drei nebeneinander positionierte Druckseiten mit einer zweiten Seitenbreite, die größer als die erste Seitenbreite ist, umfasst, die Bedruckstoffbahn mittig durch den Wendeaufbau geführt und in drei Teilbahnen mit gleicher Breite getrennt, wobei die beiden äußeren Teilbahnen ohne eine Wendung derselben zur Tabloidproduktion über äußere Trichterschenkel seitlicher Falztrichter geführt werden, und wobei die mittlere Teilbahn an Wendestangen derart seitlich versetzt wird, dass die mittlere Teilbahn zusammen mit einer der beiden äußeren Teilbahnen über den entsprechenden äußeren Trichterschenkel des entsprechenden seitlichen Falztrichters geführt wird.
- Die Erfindung erlaubt es, an einer Rollenrotationsdruckmaschine, die auf die Verarbeitung mindestens einer vollbreiten Bedruckstoffbahn, die vier nebeneinander positionierte Druckseiten mit einer ersten Seitenbreite umfasst, ausgelegt ist, auch mindestens eine Bedruckstoffbahn zu verarbeiten, die drei nebeneinander positionierte Druckseiten mit einer zweiten Seitenbreite, die größer als die erste Seitenbreite ist, umfasst. Hierzu wird die Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite mittig durch den Wendeaufbau geführt und in drei Teilbahnen mit gleicher Breite getrennt, wobei die beiden äußeren Teilbahnen geradeaus laufen und auf in ihrer Position verlagerte, äußere Trichterschenkel seitlicher Falztrichter geführt werden, wohingegen die mittlere Teilbahn über Wendestangen seitlich versetzt und wahlweise zusammen mit einer der beiden äußeren Teilbahnen vereint und mit derselben zusammen über den entsprechenden äußeren Trichterschenkel des entsprechenden seitlichen Falztrichters geführt wird.
- Hierdurch kann bei einer Rollenrotationsdruckmaschine, die prinzipiell nur für kleinere Formate formatvariabel ist, in gewissem Umfang auch eine Formatvariabilität für größere Formate bereitgestellt bzw. gewährleistet werden.
- Bevorzugte Weiterbildungen der Erfindung ergeben sich aus den Unteransprüchen und der nachfolgenden Beschreibung. Ausführungsbeispiele der Erfindung werden an Hand der Zeichnung näher erläutert. Dabei zeigt:
- Fig. 1:
- einen schematisierten Ausschnitt aus einer Rollenrotationsdruckmaschine zur Verdeutlichung einer ersten Variante des erfindungsgemäßen Verfahrens;
- Fig. 2:
- einen schematisierten Ausschnitt aus einer Rollenrotationsdruckmaschine zur Verdeutlichung einer zweiten Variante des erfindungsgemäßen Verfahrens;
- Fig. 3:
- einen schematisierten Ausschnitt aus einer Rollenrotationsdruckmaschine zur Verdeutlichung einer dritten Variante des erfindungsgemäßen Verfahrens;
- Fig. 4:
- einen schematisierten Ausschnitt aus einer Rollenrotationsdruckmaschine zur Verdeutlichung einer vierten Variante des erfindungsgemäßen Verfahrens;
- Fig. 5:
- einen schematisierten Ausschnitt aus einer Rollenrotationsdruckmaschine zur Verdeutlichung einer fünften Variante des erfindungsgemäßen Verfahrens; und
- Fig. 6:
- einen schematisierten Ausschnitt aus einer Rollenrotationsdruckmaschine zur Verdeutlichung einer sechsten Variante des erfindungsgemäßen Verfahrens.
- Die hier vorliegende Erfindung betrifft ein Verfahren zum Betreiben einer Rollenrotationsdruckmaschine mit mehreren Druckeinheiten, mindestens einem Wendeaufbau, mindestens einem Falzaufbau und mindestens einem Falzapparat.
- Zumindest der Wendeaufbau und der Falzaufbau der Rollenrotationsdruckmaschine sind zur Verarbeitung einer vollbreiten, formatvariablen Bedruckstoffbahn ausgelegt, die vier nebeneinander positionierte Druckseiten mit einer ersten, maximalen Seitenbreite umfasst.
- So zeigt
Fig. 1 in einer oberen Hälfte 10 einen schematisierten Ausschnitt aus einer Rollenrotationsdruckmaschine im Bereich eines Wendeaufbaus 11 und eines Falzaufbaus 12, wobei der Falzaufbau 12 zwei Falztrichter 13 umfasst, die zur Verarbeitung einer vollbreiten Bedruckstoffbahn 14 mit vier nebeneinander positionierten Druckseiten der maximalen Seitenbreite a ausgelegt sind. - Zumindest die Falztrichter 13 sind in ihrer Relativposition zueinander verlagerbar, sodass ein seitlicher Abstand zwischen Trichterspitzen 15 der beiden Falztrichter 13 verändert werden kann. Im gezeigten Ausführungsbeispiel sind die Falztrichter 13 als sogenannte gekämmte Falztrichter ausgeführt, die zumindest abschnittsweise ineinander geschoben werden können.
- Im Ausführungsbeispiel der
Fig. 1 wird die vollbreite Bedruckstoffbahn 14 mit den vier nebeneinander positionierten Druckseiten der ersten Seitenbreite a im Wendeaufbau 11 über Schneideinrichtungen 16 bei Bedarf in bis zu vier gleichbreite Teilbahnen 17 getrennt, wobei jede der Teilbahnen 17 über einen Trichterschenkel 18 bzw. 19 der beiden Falztrichter 13 geführt wird. So werden gemäßFig. 1 die beiden äußeren Teilbahnen 17 über äußere Trichterschenkel 18 und die inneren Teilbahnen 17 über innere Trichterschenkel 19 der Falztrichter 13 geführt. In der oberen Hälfte 10 derFig. 1 wird demnach die vollbreite Bedruckstoffbahn 14 mit den vier nebeneinander positionierten Druckseiten der Seitenbreite a einer Tabloidproduktion unterzogen. - Die hier vorliegende Erfindung schlägt nun ein Verfahren vor, mit welchem zur Bereitstellung einer größeren Formatvariabilität eine Bedruckstoffbahn verarbeitet werden kann, die drei nebeneinander positionierte Druckseiten mit einer zweiten Seitenbreite umfasst, wobei die zweite Seitenbreite größer ist als die erste, maximale Seitenbreite. Dies wird nachfolgend unter Bezugnahme auf die untere Hälfte 20 der
Fig. 1 beschrieben. - In der unteren Hälfte 20 der
Fig. 1 sind wiederum der Wendeaufbau 11 sowie der Falzaufbau 12 mit den beiden Falztrichtern 13 dargestellt. So wird in der unteren Hälfte 20 derFig. 1 eine Bedruckstoffbahn 21 mit drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b verarbeitet, wobei die zweite Seitenbreite b größer ist als die erste Seitenbreite a, und wobei gemäßFig. 1 die Gesamtbreite der Bedruckstoffbahn 21 mit den drei nebeneinander positionierten Druckseiten der Seitenbreite b größer ist als die Gesamtbreite der Bedruckstoffbahn 14 mit den vier nebeneinander positionierten Druckseiten der Seitenbreite a. Die Bahnbreitengesamtdifferenz zwischen der Bedruckstoffbahn 14 und der Bedruckstoffbahn 21 ist inFig. 1 durch das Maß Δy visualisiert, wobei gilt:
- Gemäß
Fig. 1 wird die Bedruckstoffbahn 21 mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b mittig durch den Wendeaufbau 12 geführt und über die äußeren Schneideinrichtungen 16, die um den Betrag Δx verlagert werden, in drei Teilbahnen 22, 23 und 24 getrennt, wobei jede dieser Teilbahnen 22, 23 und 24 eine gleiche Breite umfasst, die der zweiten Seitenbreite b entspricht. Die mittlere Schneideinrichtung 16, die in der oberen Hälfte 10 derFig. 1 benötigt und in der unteren Hälfte 20 derFig. 1 nicht benötigt wird, wird abhängig davon, ob die Bedruckstoffbahn 14 mit den vier Druckseiten der Seitenbreite a oder die Bedruckstoffbahn 21 mit den drei Druckseiten der Seitenbreite b verarbeitet wird, aktiviert oder deaktiviert. - Wie
Fig. 1 entnommen werden kann, werden zur Umstellung der Produktion zwischen der Bedruckstoffbahn 21 mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b und der Bedruckstoffbahn 14 mit den vier nebeneinander positionierten Druckseiten der ersten Seitenbreite a nicht nur die äußeren Schneideinrichtungen 16 um den Betrag Δx verlagert, vielmehr werden auch die Trichterspitzen 15 der beiden Falztrichter 13 um den Betrag Δx relativ zueinander verlagert. Für den Betrag Δx, um den sowohl die äußeren Schneideinrichtungen 16 als auch die Trichterspitzen 15 der Falztrichter 13 verlagert werden, gilt:
- Wie
Fig. 1 entnommen werden kann, werden bei der Verarbeitung der Bedruckstoffbahn 21 mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b die beiden äußeren Teilbahnen 22 und 24 ohne Wendung und demnach geradeaus auf die äußeren Trichterschenkel 18 der beiden Falztrichter 13 geführt. Die mittlere Teilbahn 23 wird an Wendestangen 25 derart gewendet und seitlich um den Betrag der zweiten Seitenbreite b versetzt, dass die mittlere Teilbahn 23 zusammen mit einer der beiden äußeren Teilbahnen über den entsprechenden äußeren Trichterschenkel 18 des entsprechenden Falztrichters geführt wird. InFig. 1 wird die mittlere Teilbahn 23 um den Betrag der zweiten Seitenbreite b nach links versetzt, sodass die mittlere Teilbahn 23 zusammen mit der äußeren Teilbahn 22 über den äußeren linken Trichterschenkel 18 des linken Falztrichters 13 geführt wird. Im Unterschied hierzu ist es auch möglich, dass, wieFig. 2 zeigt, die mittlere Teilbahn 23 über Wendestangen 25 um den Betrag der zweiten Seitenbreite b nach rechts versetzt wird, sodass dann die mittlere Teilbahn 23 zusammen mit der äußeren Teilbahn 24 über den äußeren rechten Trichterschenkel 18 des rechten Falztrichters 13 geführt wird. Hinsichtlich aller übrigen Details stimmt die Ausführungsform derFig. 2 mit der Ausführungsform derFig. 1 überein, sodass zur Vermeidung unnötiger Wiederholungen für gleiche Elemente gleiche Bezugsziffern verwendet werden. - Weitere Ausführungsbeispiele des erfindungsgemäßen Verfahrens zeigen
Fig. 3 und4 sowieFig. 5 und6 , wobei sich die Ausführungsbeispiele derFig. 3 ,4 sowie derFig. 5 ,6 von den Ausführungsbeispielen derFig. 1 ,2 lediglich durch die Gesamtbreiten der Bedruckstoffbahnen unterscheiden. - So ist im Ausführungsbeispiel der
Fig. 1 ,2 die Gesamtbreite der Bedruckstoffbahn 21 mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b größer als die Gesamtbreite der Bedruckstoffbahn 14 mit den vier nebeneinander positionierten Druckseiten der ersten Seitenbreite a. In den Ausführungsbeispielen derFig. 3 ,4 entspricht die Gesamtbreite der Bedruckstoffbahn 21 mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b der Gesamtbreite der Bedruckstoffbahn 14 mit den vier nebeneinander positionierten Druckseiten der ersten Seitenbreite a. In den Ausführungsbeispielen derFig. 5 und6 hingegen ist die Gesamtbreite der Bedruckstoffbahn 21 mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b kleiner als die Gesamtbreite der Bedruckstoffbahn 14 mit den vier nebeneinander positionierten Druckseiten der ersten Seitenbreite a. - Hinsichtlich aller übrigen Details entsprechen jedoch die Ausführungsbeispiele der
Fig. 3 und5 dem Ausführungsbeispiel derFig. 1 und die Ausführungsbeispiele derFig. 4 und6 dem Ausführungsbeispiel derFig. 2 , sodass auch hier zur Vermeidung unnötiger Wiederholungen für gleiche Elemente gleiche Bezugsziffern verwendet werden. - Allen Ausführungsbeispielen ist gemeinsam, dass an einer Rollenrotationsdruckmaschine, die auf die Verarbeitung einer vollbreiten Bedruckstoffbahn mit vier nebeneinander positionierten Druckseiten der ersten Seitenbreite a ausgelegt ist, auch eine Bedruckstoffbahn mit drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite verarbeitet werden kann, wobei die zweite Seitenbreite größer ist als die erste Seitenbreite.
- Hierzu wird die Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten der zweiten Seitenbreite b mittig durch den Wendeaufbau geführt und in drei gleiche Teilbahnen getrennt, wobei die beiden äußeren Teilbahnen ohne Wendung geradeaus laufen und die mittlere Teilbahn über Wendestangen seitlich versetzt und mit einem der beiden äußeren Teilbahnen vereinigt wird. Die Teilbahnen verlaufen zur Tabloidproduktion über äußere Trichterschenkel von relativ zueinander verlagerbaren Falztrichtern, wobei die äußeren Trichterschenkel 18 der Falztrichter 13 gegenüber den inneren Trichterschenkeln 19 derselben verlängert sind. Die Falztrichter sowie Schneideinrichtungen sind relativ zueinander verlagerbar, nämlich quer zur Transportrichtung der Bedruckstoffbahnen bzw. Teilbahnen.
Claims (7)
- Verfahren zum Betreiben einer Rollenrotationsdruckmaschine mit mehreren Druckeinheiten, mindestens einem Wendeaufbau, mindestens einem Falzaufbau und mindestens einem Falzapparat, wobei zumindest der Wendeaufbau und der Falzaufbau zur Verarbeitung mindestens einer vollbreiten Bedruckstoffbahn, die vier nebeneinander positionierte Druckseiten mit einer ersten Seitenbreite umfasst, ausgelegt sind, wobei der Falzaufbau relativ zueinander verlagerbare Falztrichter und der Wendeaufbau relativ zueinander verlagerbare Schneideinrichtungen umfasst, um den seitlichen Abstand von Trichterspitzen der Falztrichter und den seitlichen Abstand der Schneideinrichtungen einzustellen, dadurch gekennzeichnet, dass zur Verarbeitung mindestens einer Bedruckstoffbahn, die drei nebeneinander positionierte Druckseiten mit einer zweiten Seitenbreite, die größer als die erste Seitenbreite ist, umfasst, die Bedruckstoffbahn mittig durch den Wendeaufbau geführt und in drei Teilbahnen mit gleicher Breite getrennt wird, wobei die beiden äußeren Teilbahnen ohne eine Wendung derselben zur Tabloidproduktion über äußere Trichterschenkel seitlicher Falztrichter geführt werden, und wobei die mittlere Teilbahn an Wendestangen derart seitlich versetzt wird, dass die mittlere Teilbahn zusammen mit einer der beiden äußeren Teilbahnen über den entsprechenden äußeren Trichterschenkel des entsprechenden Falztrichters geführt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Gesamtbreite der Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten kleiner ist als die Gesamtbreite der Bedruckstoffbahn mit den vier nebeneinander positionierten Druckseiten.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Gesamtbreite der Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten größer ist als die Gesamtbreite der Bedruckstoffbahn mit den vier nebeneinander positionierten Druckseiten.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Gesamtbreite der Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten der Gesamtbreite der Bedruckstoffbahn mit den vier nebeneinander positionierten Druckseiten entspricht.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass zur Umstellung der Produktion zwischen der Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten und der Bedruckstoffbahn mit den vier nebeneinander positionierten Druckseiten Trichterspitzen der Falztrichter um einen Betrag Δx = 0,5*(2a-b) verlagert werden, wobei a die erste Seitenbreite und b die zweite Seitenbreite ist.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass zur Umstellung der Produktion zwischen der Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten und der Bedruckstoffbahn mit den vier nebeneinander positionierten Druckseiten äußere Schneidmesser, die dem Längstrennen der jeweiligen Bedruckstoffbahn dienen, um einen Betrag Δx = 0,5*(2a-b) verlagert werden, wobei a die erste Seitenbreite und b die zweite Seitenbreite ist.
- Verfahren nach einem der Ansprüche 6, dadurch gekennzeichnet, dass zur Umstellung der Produktion zwischen der Bedruckstoffbahn mit den drei nebeneinander positionierten Druckseiten und der Bedruckstoffbahn mit den vier nebeneinander positionierten Druckseiten ein mittleres Schneidmesser aktiviert oder deaktiviert wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200710041517 DE102007041517A1 (de) | 2007-08-31 | 2007-08-31 | Verfahren zum Betreiben einer Rollenrotationsdruckmaschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2030933A2 true EP2030933A2 (de) | 2009-03-04 |
Family
ID=40094224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080015345 Withdrawn EP2030933A2 (de) | 2007-08-31 | 2008-08-29 | Verfahren zum Betreiben einer Rollenrotationsdruckmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2030933A2 (de) |
| DE (1) | DE102007041517A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008044251A1 (de) * | 2008-12-02 | 2010-06-10 | Manroland Ag | Falztrichteranordnung |
| DE102008054953A1 (de) * | 2008-12-19 | 2010-07-01 | Manroland Ag | Falzaufbau einer Rollendruckmaschine |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3237504C2 (de) * | 1982-10-09 | 1985-07-11 | Koenig & Bauer AG, 8700 Würzburg | Papierbahnführung in Rollenrotationsdruckmaschinen |
| US4725050A (en) * | 1986-07-22 | 1988-02-16 | Tokyo Kikai Seisakusho | Multi-section folding apparatus for rotary press |
| DE102005034331B4 (de) * | 2005-04-13 | 2009-04-09 | Koenig & Bauer Aktiengesellschaft | Rollenrotationsdruckmaschine |
-
2007
- 2007-08-31 DE DE200710041517 patent/DE102007041517A1/de not_active Withdrawn
-
2008
- 2008-08-29 EP EP20080015345 patent/EP2030933A2/de not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007041517A1 (de) | 2009-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3237504C2 (de) | Papierbahnführung in Rollenrotationsdruckmaschinen | |
| WO2004069708A1 (de) | Druckmaschine mit wenigstens einem druckwerk, einem falzapparat und wenigstens einer wende- und mischstufe | |
| EP1867479B1 (de) | Rollenrotationsdruckmaschine mit einem einen Druckwerkszylinder aufweisenden Druckwerk und ein Verfahren zur Erzeugung eines Druckproduktes | |
| EP1896266B1 (de) | Rollenrotationsdruckmaschine mit formzylinderbelegung | |
| DE102007023312B4 (de) | Rollenrotationsdruckmaschine und ein Verfahren zur Erzeugung eines Druckproduktes | |
| DE102007023818B4 (de) | Verfahren zur Erzeugung eines Produktabschnittes in einer bahnverarbeitenden Maschine | |
| EP2030933A2 (de) | Verfahren zum Betreiben einer Rollenrotationsdruckmaschine | |
| DE102005036451A1 (de) | Verfahren und eine Vorrichtung zur Erzeugung eines Produktabschnittes in einer bahnverarbeitenden Maschine sowie Produktabschnitt | |
| EP1718463B1 (de) | Druckmaschine mit falztrichter | |
| DE202019106772U1 (de) | Rollendruckmaschine mit Querschneideinrichtung | |
| EP1992485A2 (de) | Rollenrotationsdruckmaschine und ein Verfahren zum Erzeugen eines Druckproduktes | |
| EP1837179B1 (de) | Rollenrotationsdruckmaschine und ein Verfahren zur Erzeugung eins Druckproduktes | |
| EP2030932A2 (de) | Verfahren zum Betreiben einer Rollenrotationsdruckmaschine | |
| DE102005031958B4 (de) | Druckmaschine für Zeitungs- und Tabloid- bzw. Telefonbuchproduktion | |
| EP4446116A1 (de) | Druckmaschine und verfahren zur herstellung variabler bogenlängen | |
| DE102008034982B4 (de) | Falzrichteranordnung für eine Rollendruckmaschine | |
| DE102006031681B4 (de) | Verfahren zum Betreiben eines Falzapparats einer Druckmaschine | |
| DE102016216429B4 (de) | Druckprodukt, Verfahren und Rollendruckmaschine zur Herstellung eines Druckproduktes | |
| EP2149452B1 (de) | Rollendruckmaschine und Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine | |
| DE102019133111A1 (de) | Rollendruckmaschine mit Querschneideinrichtung | |
| EP2202191B1 (de) | Rollenrotationsdruckmaschine und ein Verfahren zur Erzeugung eines Druckproduktes | |
| DE102010034352A1 (de) | Anordnung und Verfahren zur Herstellung von Druckprodukten im Broadsheet-Format und Tabloid-Format | |
| DE102010034349A1 (de) | Anordnung und Verfahren zur Herstellung von Druckprodukten in einer Druckanlage | |
| DE202010000900U1 (de) | Rollendruckmaschine | |
| DE102017101765A1 (de) | Fächer-/Stufenprodukt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 19U | Interruption of proceedings before grant |
Effective date: 20120201 |
|
| 19W | Proceedings resumed before grant after interruption of proceedings |
Effective date: 20140203 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20140311 |