EP2036712A2 - Rotationsprägeeinrichtung und Prägeverfahren - Google Patents
Rotationsprägeeinrichtung und Prägeverfahren Download PDFInfo
- Publication number
- EP2036712A2 EP2036712A2 EP08105206A EP08105206A EP2036712A2 EP 2036712 A2 EP2036712 A2 EP 2036712A2 EP 08105206 A EP08105206 A EP 08105206A EP 08105206 A EP08105206 A EP 08105206A EP 2036712 A2 EP2036712 A2 EP 2036712A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossing
- male
- shaft
- die
- rotary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004049 embossing Methods 0.000 title claims abstract description 108
- 238000000034 method Methods 0.000 title claims abstract description 24
- 230000001360 synchronised effect Effects 0.000 claims abstract description 10
- 238000003908 quality control method Methods 0.000 claims abstract 2
- 230000008878 coupling Effects 0.000 claims description 18
- 238000010168 coupling process Methods 0.000 claims description 18
- 238000005859 coupling reaction Methods 0.000 claims description 18
- 238000004026 adhesive bonding Methods 0.000 claims description 2
- 230000000712 assembly Effects 0.000 claims description 2
- 238000000429 assembly Methods 0.000 claims description 2
- 238000007689 inspection Methods 0.000 claims 1
- 239000011159 matrix material Substances 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 239000003814 drug Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/25—Surface scoring
- B31B50/256—Surface scoring using tools mounted on a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/88—Printing; Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0753—Roller supporting, positioning, driving means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0779—Control
Definitions
- the invention relates to a rotary embossing device according to the preamble of claim 1 and claim 4, a method for introducing embossments in folding box blanks according to the preamble of claim 6 and a Faltschachtelklebemaschine with a rotary embossing device.
- Folding cartons are cardboard or corrugated board packaging, and to a lesser extent plastic, which are glued at one or more points during the folding process, depending on the design. They are usually produced from a blank. The blanks are usually punched out on a sheet punch. The blank must be glued at least at one edge. The folded boxes come out of the carton gluer in the flat state. The placement and filling of the box can be done by machine or manually.
- the embossing of braille is carried out either during the punching process in the sheet punch in the production of blanks.
- this is expensive because a punching sheet several benefits, ie blanks contains and for each benefit a pair of tools consisting of die and male must be provided.
- rotary embossing devices with two rotating embossing tools are used, which may for example be part of a Faltschachtelklebemaschine.
- such rotary embossing devices have a common drive for both rotary tools.
- the rotary tools To the embossment in the right position on the To be able to apply folded carton blank, the rotary tools must be synchronized relative to the folding carton blank.
- the EP 1 447 211 A2 shows a device for impressing transverse grooves in cardboard. To make a groove both sides of the cardboard are deformed by rotating tools. The synchronization of the two rotary tools is done permanently by electronic coupling of the drive means and / or by means of spur gears, which are rotatably connected to the rotary tools. Such an arrangement transferred to a rotary embossing device does not contribute to the solution of the problems, since here too the moment of inertia of rotary tools and drives is very large.
- the EP 1 537 920 A1 shows an apparatus for cutting, creasing and embossing sheet material, such as cardboard, with two rollers.
- the rollers are each driven by a separate electric motor.
- a control unit causes the synchronization of the rotating rollers.
- the two rollers can continue to be moved along a vertical guide by means of linear actuators. This serves to regulate the distance between the rolls and thus the adaptation to the product thickness.
- such a device can not be used for embossing braille, since the purely electronic synchronization of the two rollers does not achieve the required accuracy for embossing braille.
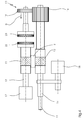
- a device for dimpling endless strip material see Fig. 1 .
- a metal sheet is provided with a variety of small imprints with dimensions in the millimeter range.
- the dulled sheet metal can be cut to size and processed into cooler tubes.
- the apparatus shown for dimpling rotate four tools, namely the central roller 101 and three lunar rollers 102.
- the rollers are each driven by a separate servo motor 103.
- the endless belt material 105 wraps around the central roller and is conveyed by it through the device.
- an additional rubber roller can increase the contact pressure of the strip material 105 on the central roller 101.
- the central roller 101 On the surface of the central roller 101 is the die for the dimple embossing.
- the associated stamps are mounted on the lunar rollers 102.
- the lunar rollers 102 are characterized by a cross-sectionally crescent-shaped shape and are each arranged offset around the central roller 101. In the region of their crescent-shaped segments, the lunar rollers 102 roll on the central roller 101.
- the central roll 101 and the lunar rolls 102 each have a ring gear 104, wherein the ring gears 104 of the central roll 101 are engaged with a respective lunar roll 102 during dimpling. This ensures a synchronization of punches and dies.
- a disadvantage of such a device is the high manufacturing complexity in the production of lunar rollers.
- the object of the present invention is therefore to describe a rotary embossing device and a method for introducing embossing, in particular braille, whereby the disadvantages of the prior art are eliminated, a high-precision embossing is made possible and a high production output is achieved.
- a rotary embossing device has two rotating embossing tools, a male and a female, for introducing embossments, in particular Braille, in folding box blanks.
- Die and male each have their own rotary drive, which can be configured for example as a servomotor.
- a first embossing tool unit comprises the male and a first gear and is rotatably connected to a male shaft.
- the male shaft is height adjustable and can be moved by means of an actuator.
- a second embossing tool unit comprises the die and a second gear and is rotatably mounted on a die shaft. The rotation of the second embossing tool unit on the die shaft is prevented up to a limit torque by a locking device.
- the male shaft and the female shaft are arranged parallel to each other.
- the male is lowered and the gears of the first and second embossing tool units interlock. This synchronizes the motion of the male and female molds. Ie. the speeds of male and female are matched and male and female are positioned relative to each other.
- the actuator is a piezoactuator.
- the rotary embossing device has two rotating embossing tools, namely a die and a male, for the introduction of imprints, in particular Braille, in folding box blanks.
- Die and male each have their own rotary drive.
- the male and a first coupling half are rotatably mounted on a Patrizenwelle.
- a second coupling half and a first gear are mounted on an intermediate shaft, wherein the male shaft and the intermediate shaft are aligned.
- An embossing tool unit comprising the die and a second gear is rotatably mounted on a die shaft.
- the rotation of the embossing tool unit on the shaft is prevented up to a limit torque by a locking device.
- the male shaft and the female shaft are arranged parallel to each other. If the two coupling halves, for example, with spur gears, coupled, so first and second gear mesh. Immediately before the embossing process begins, the coupling takes place and the male and female parts are synchronized.
- the two aforementioned variants of the rotary embossing device have in common that the embossing tools are mechanically coupled only during the embossing process.
- the time of the embossing process can thus also be referred to as the synchronous phase.
- the asynchronous phase can in inventive embodiment of the Rotations memorige
- the rotation tools are set in an advantageous manner relative to the embossing position on the Faltschachtelzuêtites.
- the locking device has spring assemblies for applying a frictional force between embossing tool unit and die shaft.
- the die shaft is designed as a hollow shaft.
- the hollow shaft has a compressed air connection.
- the hollow shaft has openings. This makes it possible that when a compressed air at the compressed air connection of the hollow shaft blow through the recesses in the die and the die can be cleaned with it.
- the die has an encircling hole pattern which is independent of the embossing to be introduced in the folding box blanks. Therefore, it is sufficient if the die is displaced relative to the male by a maximum of one hole spacing and the punch of the male can dive into the holes of the die. The displaceability of the die is ensured by the rotatable mounting of the second embossing tool unit on the die shaft.
- the invention further relates to a method for introducing embossments, in particular Braille, in folding box blanks by means of a rotary embossing device.
- the die driven by a die rotation drive, is in constant rotation.
- the speed of the die corresponds to the speed of the folding carton blanks which are fed to the rotary embossing device.
- the male is driven by a Patrizenrotationsantrieb and rotated. In order to position the male part relative to the embossing position of a folding box blank, the male part is correspondingly accelerated or decelerated.
- the speed of the patrice is adapted to the die so that die, patrix and Faltschachtelzuites have the same speed.
- the male and female shafts are mechanically coupled by means of sprockets. The intermeshing of the sprockets synchronizes the male and female molds and sets the position of the male and female molds relative to one another. After reaching the synchronous run of the die and the male part, the stamping process of the folding carton blank begins.
- the quality of the imprints can be checked.
- the rotary embossing device has a counter with a computer.
- Each folding carton passing through the device is detected and counted by means of a sensor, for example a light barrier.
- Each revolution of the male drive is also counted.
- the two sums are compared by the computer.
- a message is sent to the machine operator, as embossing errors are to be expected.
- it can be checked whether the embossing has been applied to the correct place on the carton.
- the time at which the male shaft is lowered or the male shaft and the intermediate shaft are coupled also reported to the computer. This is compared with a delayed, reported by the sensor time, which corresponds to the passage start of Faltschachtelzuiteses by the embossing tools. In the event of deviations, a message is sent to the machine operator, as embossing errors are to be expected.
- Fig. 2 shows a Faltschachtelklebemaschine 1 with a rotary embossing device 10 according to the invention.
- Faltschachtelzuitese 2 are transported by a feeder in the transport direction T through the Faltschachtelklebemaschine 1 to a boom.
- the folding carton blanks 2 also pass through the rotary embossing device 10.
- This has a male part 11 and a die 12 for introducing embossments into the folding carton blanks 2.
- the folded-carton blanks 2 are transported at the speed vF.
- the male part 11 has the speed vP.
- a compressed air generator 3 which is connected to the compressed air connection 25 (not shown) of the die shaft 14 (not shown) of the die 12.
- FIG. 3 shows a first embodiment of a Rotationsgarge Anlagen 10 according to the invention with an actuator 21.
- a first embossing tool unit comprises the male part 11 and a first gear 15.
- This embossing tool unit 11, 15 is rotatably mounted on a Patrizenwelle 13.
- the male shaft 13 is driven by a rotary drive 17.
- an actuator 21 can be the Patrizenwelle 13th Adjust in height in the direction of movement a.
- the distance between the male shaft 13 and the female shaft 14 can be varied.
- On the die shaft 14 is a second embossing tool unit, consisting of die 12 and a second gear 16, rotatably mounted.
- the second embossing tool unit 12, 16 has a locking device (not shown), which prevents the rotation of the unit 12, 16 relative to the die shaft 14 up to a limit torque.
- the Matrizenwelle 14 is driven by a rotary drive 18.
- the Matrizenwelle 14 is designed as a hollow shaft and has at one end a compressed air connection 25 by a compressed air generator 3 (not shown) provided compressed air of the female shaft 14, flows through this and escapes in the area Die 12. This will blow through the holes in the die 12 and clean it of dirt.
- the male shaft 13 is lowered in the direction of movement a, so that first gear 15 and second gear 16 engage with each other.
- the male part 11 and the female part 12 are synchronized during embossing.
- a folding box blank 2 to be stamped.
- the male shaft 13 is raised again in the direction of movement a by the actuator 21.
- Fig. 4 shows a second embodiment of a rotary embossing device 10 according to the invention with a coupling 22, 23.
- a male part 11 and a first coupling half 22 are rotatably connected to the male shaft 13.
- the male shaft 13 is driven by a rotary drive 17.
- a second coupling half 23 and a first gear 15 are rotatably connected to an intermediate shaft 24.
- Patrizenwelle 13 and intermediate shaft 24 are aligned.
- the coupling halves 22, 23 each have an end toothing and can be coupled by a coupling movement b.
- On the die shaft 14 is a stamping tool unit consisting of die 12 and second gear 16, rotatably mounted.
- the rotation of the embossing tool unit 12, 16 relative to the die shaft 14 is also prevented in this embodiment by a locking device to a limit torque.
- the die shaft 14 is driven by a rotary drive 18.
- the two coupling halves 22 and 23 are coupled together by the intermediate shaft 24 by a coupling movement b in the direction of the die 11th is moved.
- the male 11 and female 12 are thereby synchronized during embossing.
- the intermediate shaft 24 is disengaged again and the intermediate shaft 24 is displaced counter to the engaging movement b.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Abstract
Description
- Die Erfindung betrifft eine Rotationsprägeeinrichtung gemäß dem Oberbegriff von Anspruch 1 und Anspruch 4, ein Verfahren zum Einbringen von Prägungen in Faltschachtelzuschnitte gemäß dem Oberbegriff von Anspruch 6 und eine Faltschachtelklebemaschine mit einer Rotationsprägeeinrichtung.
- Faltschachteln sind Verpackungen aus Karton oder Wellpappe, in geringem Umfang auch aus Kunststoff, die je nach Konstruktion während des Faltprozesses an einer oder mehreren Stellen beleimt werden. Sie werden in der Regel aus einem Zuschnitt produziert. Die Zuschnitte werden üblicherweise auf einer Bogenstanze ausgestanzt. Der Zuschnitt muss mindestens an einer Kante verklebt werden. Die gefalteten Schachteln kommen im flachliegenden Zustand aus der Faltschachtel-Klebemaschine. Das Aufstellen und Befüllen der Schachtel kann maschinell oder auch manuell erfolgen.
- Neben den Faltungen, die zur Herstellung der Faltschachteln erforderlich sind, werden als Vorbereitung für den anschließenden Produktionsschritt auch weitere Rilllinien in der Faltschachtel-Klebemaschine vorgebrochen (vorgefaltet). Dadurch werden das Aufstellen der Schachtel und das spätere Befüllen erleichtert.
- Dienen die Faltschachteln zur Verpackung von Arzneimitteln, so ist es gesetzlich vorgeschrieben, die Bezeichnung des Arzneimittels in Blindenschrift (so genannte Braille-Schrift) auf die Faltschachtel aufzubringen (bspw. durch Prägen).
- Nach dem Stand der Technik erfolgt die Prägung der Blindenschrift entweder während des Stanzprozesses in der Bogenstanze bei der Herstellung der Zuschnitte. Dies ist jedoch aufwendig, da ein Stanzbogen etliche Nutzen, d. h. Zuschnitte enthält und für jeden Nutzen ein Werkzeugpaar bestehend aus Matrize und Patrize bereitgestellt werden muss. Oder es kommen Rotationsprägeeinrichtungen mit zwei rotierenden Prägewerkzeugen zum Einsatz, welche beispielsweise Teil einer Faltschachtelklebemaschine sein können. Bekannterweise verfügen derartige Rotationsprägeeinrichtungen über einen gemeinsamen Antrieb für beide Rotationswerkzeuge. Um die Prägung an der richtigen Position auf den Faltschachtelzuschnitt aufbringen zu können, müssen die Rotationswerkzeuge relativ zum Faltschachtelzuschnitt synchronisiert werden. Insbesondere beim Einbringen einer Blindenschrift in den Faltschachtelzuschnitt muss die Synchronisierung sehr genau erfolgen. Aufgrund des Massenträgheitsmoments von Matrize, Patrize und Rotationsantrieb ist die erforderliche Genauigkeit der Synchronisierung nur schwer bis gar nicht zu erreichen. Weiter nachteilig ist, dass Rotationsprägeeinrichtungen zur besseren Synchronisierung häufig im Start- / Stopp-Betrieb gefahren werden. D. h. die Rotationsprägewerkzeuge werden zur Synchronisierung angehalten und nachfolgend wieder neu beschleunigt. Dadurch wird die Produktionsleistung der Rotationsprägeeinrichtung stark eingeschränkt.
- Die
EP 1 447 211 A2 zeigt eine Vorrichtung zum Einprägen von Querrillen in Pappe. Zur Herstellung einer Rille werden beide Seiten der Pappe von rotierenden Werkzeugen verformt. Die Synchronisierung der beiden Rotationswerkzeuge erfolgt permanent durch elektronische Kopplung der Antriebsmittel und / oder mittels Stirnrädern, welche mit den Rotationswerkzeugen drehfest verbunden sind. Eine derartige Anordnung übertragen auf eine Rotationsprägeeinrichtung trägt nicht zur Lösung der Probleme bei, da auch hier das Trägheitsmoment von Rotationswerkzeugen und Antrieben sehr groß ist. - Die
EP 1 537 920 A1 zeigt eine Vorrichtung zum Schneiden, Rillen und Prägen von Bogenmaterial, wie Karton, mit zwei Walzen. Die Walzen sind jeweils mittels eines eigenen Elektromotors angetrieben. Eine Steuereinheit bewirkt die Synchronisierung der rotierenden Walzen. Die beiden Walzen können weiterhin entlang einer Vertikalführung mittels Linearaktoren bewegt werden. Dies dient der Regulierung des Abstandes zwischen den Walzen und damit der Anpassung an die Produktdicke. Eine derartige Vorrichtung kann jedoch nicht für das Prägen von Blindenschrift genutzt werden, da die rein elektronische Synchronisierung der beiden Walzen nicht die erforderliche Genauigkeit zum Prägen von Blindenschrift erreicht. - Weiter bekannt ist eine Vorrichtung zum Dimpeln von endlosem Bandmaterial (siehe
Fig. 1 ). Beim Dimpeln wird beispielsweise ein Metallblech mit einer Vielzahl von kleinen Einprägungen mit Abmessungen im Millimeterbereich versehen. Das gedimpelte Blech kann zugeschnitten und zu Kühlerrohren weiterverarbeitet werden. In der inFig. 1 dargestellten Vorrichtung zum Dimpeln rotieren vier Werkzeuge, nämlich die Zentralwalze 101 und drei Mondwalzen 102. Die Walzen werden jeweils von einem eigenen Servomotor 103 angetrieben. Das endlose Bandmaterial 105 umschlingt die Zentralwalze und wird von ihr durch die Vorrichtung gefördert. Um einen schlupffreien Transport des Bandmaterials 105 sicherzustellen, kann eine zusätzliche Gummiwalze den Anpressdruck des Bandmaterials 105 auf die Zentralwalze 101 erhöhen. Auf der Oberfläche der Zentralwalze 101 befindet sich die Matrize für die Dimpelprägung. Die zugehörigen Stempel sind auf den Mondwalzen 102 angebracht. Die Mondwalzen 102 zeichnen sich durch eine im Querschnitt betrachtet halbmondförmige Formgebung aus und sind jeweils versetzt um die Zentralwalze 101 angeordnet. Im Bereich ihrer halbmondförmigen Segmente wälzen sich die Mondwalzen 102 auf der Zentralwalze 101 ab. Die Zentralwalze 101 und die Mondwalzen 102 verfügen jeweils über einen Zahnkranz 104, wobei die Zahnkränze 104 der Zentralwalze 101 mit einer jeweiligen Mondwalze 102 während des Dimpelns miteinander in Eingriff stehen. Dadurch ist eine Synchronisierung von Stempeln und Matrize gewährleistet. Nachteilig an einer derartigen Vorrichtung ist der hohe fertigungstechnische Aufwand bei der Herstellung von Mondwalzen. - Aufgabe der vorliegenden Erfindung ist es deshalb, eine Rotationsprägeeinrichtung und ein Verfahren zum Einbringen von Prägungen, insbesondere Blindenschrift, zu beschreiben, wobei die Nachteile des Standes der Technik behoben werden, eine hochgenaue Prägung ermöglicht und eine hohe Produktionsleistung erzielt wird.
- Gelöst wird diese Aufgabe durch eine Rotationsprägeeinrichtung mit den kennzeichnenden Merkmalen von Anspruch 1 und Anspruch 3 und durch ein Verfahren zum Einbringen von Prägungen nach Anspruch 6.
- Eine erfindungsgemäße Rotationsprägeeinrichtung besitzt zwei rotierende Prägewerkzeuge, eine Patrize und eine Matrize, zum Einbringen von Prägungen, insbesondere von Blindenschrift, in Faltschachtelzuschnitte. Matrize und Patrize besitzen jeweils einen eigenen Rotationsantrieb, welcher beispielsweise als Servomotor ausgeführt sein kann. Eine erste Prägewerkzeugeinheit umfasst die Patrize und ein erstes Zahnrad und ist drehfest mit einer Patrizenwelle verbunden. Die Patrizenwelle ist höhenverstellbar und kann mittels eines Aktuators bewegt werden. Eine zweite Prägewerkzeugeinheit umfasst die Matrize und ein zweites Zahnrad und ist auf einer Matrizenwelle drehbar gelagert. Die Verdrehung der zweiten Prägewerkzeugeinheit auf der Matrizenwelle wird bis zu einem Grenzdrehmoment durch eine Sperrvorrichtung verhindert. Patrizenwelle und Matrizenwelle sind parallel zueinander angeordnet. Direkt vor Beginn des Prägevorgangs wird die Patrize abgesenkt und die Zahnräder von erster und zweiter Prägewerkzeugeinheit greifen ineinander. Dadurch wird die Bewegung von Patrize und Matrize synchronisiert. D. h. die Geschwindigkeiten von Patrize und Matrize werden aneinander angeglichen und Patrize und Matrize werden relativ zueinander positioniert. In einer vorteilhaften Weiterbildung der Erfindung handelt es sich bei dem Aktuator um eine Piezoaktuator.
- In einer alternativen vorteilhaften Ausführungsform besitzt die Rotationsprägeeinrichtung zwei rotierende Prägewerkzeuge, nämlich eine Matrize und eine Patrize, zum Einbringen von Prägungen, insbesondere Blindenschrift, in Faltschachtelzuschnitte. Matrize und Patrize weisen jeweils einen eigenen Rotationsantrieb auf. Die Patrize und einer erste Kupplungshälfte sind auf einer Patrizenwelle drehfest angebracht. Eine zweite Kupplungshälfte und ein erstes Zahnrad sind auf einer Zwischenwelle angebracht, wobei die Patrizenwelle und die Zwischenwelle fluchten. Eine Prägewerkzeugeinheit, welche die Matrize und ein zweites Zahnrad umfasst, ist auf einer Matrizenwelle drehbar gelagert. Die Verdrehung der Prägewerkzeugeinheit auf der Welle wird bis zu einem Grenzdrehmoment durch eine Sperrvorrichtung verhindert. Patrizenwelle und Matrizenwelle sind parallel zueinander angeordnet. Werden die beiden Kupplungshälften, beispielsweise mit Stirnverzahnungen, gekuppelt, so können erstes und zweites Zahnrad ineinandergreifen. Direkt vor Beginn des Prägevorgangs erfolgt die Kupplung und Patrize und Matrize werden synchronisiert.
- Den beiden vorgenannten Varianten der Rotationsprägeeinrichtung ist gemein, dass die Prägewerkzeuge nur während des Prägevorgangs mechanisch gekoppelt sind. Die Zeit des Prägevorgangs, die Prägephase, kann damit auch als Synchronphase bezeichnet werden. In der Asynchronphase können bei erfindungsgemäßer Ausgestaltung der Rotationsprägeeinrichtung die Rotationswerkzeuge in vorteilhafter Weise relativ zur Prägeposition auf den Faltschachtelzuschnitten eingestellt werden.
- In einer vorteilhaften Weiterbildung der Erfindung besitzt die Sperrvorrichtung Federpakete zur Aufbringung einer Reibungskraft zwischen Prägewerkzeugeinheit und Matrizenwelle.
- In einer vorteilhaften Weiterbildung der Rotationsprägeeinrichtung ist die Matrizenwelle als Hohlwelle ausgeführt. An ihrem einen Ende besitzt die Holwelle einen Pressluftanschluss. Im Bereich der Matrize verfügt die Hohlwelle über Öffnungen. Dies ermöglicht es, dass bei Anliegen einer Pressluft an dem Pressluftanschluss der Hohlwelle die Ausnehmungen in der Matrize durchblasen und die Matrize damit gereinigt werden kann.
- In einer vorteilhaften und bevorzugten Ausführungsform und Weiterbildung der vorangehenden Ausführungsformen besitzt die Matrize ein umlaufendes Lochmuster, welches unabhängig von der in den Faltschachtelzuschnitten einzubringenden Prägung ist. Daher genügt es, wenn die Matrize relativ zur Patrize um maximal einen Lochabstand verschoben wird und die Stempel der Patrize in die Löcher der Matrize eintauchen können. Die Verschieblichkeit der Matrize wird durch die drehbare Lagerung der zweiten Prägewerkzeugeinheit auf der Matrizenwelle sichergestellt.
- Die Erfindung betrifft weiter ein Verfahren zum Einbringen von Prägungen, insbesondere Blindenschrift, in Faltschachtelzuschnitte mittels einer Rotationsprägeeinrichtung. Die Matrize, angetrieben durch einen Matrizenrotationsantrieb, befindet sich in ständiger Rotation. Die Geschwindigkeit der Matrize entspricht der Geschwindigkeit der Faltschachtelzuschnitte, welche der Rotationsprägevorrichtung zugeführt werden. Die Patrize wird durch einen Patrizenrotationsantrieb angetrieben und in Rotation versetzt. Zur Positionierung der Patrize relativ zur Prägeposition eines Faltschachtelzuschnittes wird die Patrize entsprechend beschleunigt oder abgebremst. Besitzt die Patrize den richtigen Drehwinkel, relativ zur Prägeposition eines Faltschachteilzuschnittes, so wird die Geschwindigkeit der Patrize an die Matrize angepasst, so dass Matrize, Patrize und Faltschachtelzuschnitt die gleiche Geschwindigkeit haben. Direkt vor Beginn des Prägevorgangs werden Patrizen- und Matrizenwelle mittels Zahnkränzen mechanisch gekoppelt. Durch das Ineinandergreifen der Zahnkränze werden Patrize und Matrize synchronisiert und die Position von Patrize und Matrize relativ zueinander eingestellt. Nach Erreichen des Synchronlaufs von Matrize und Patrize beginnt der Prägevorgang des Faltschachtelzuschnittes.
- Durch ein vorteilhaftes Prüfverfahren kann die Qualität der Prägungen überprüft werden. Dazu wird die erste nach einem Maschinenstopp und die letzte vor einem Maschinenstopp gefertigte Faltschachtel durch den Maschinenbediener überprüft. Um sicherzustellen, dass jede andere Faltschachtel ebenfalls mit einer Prägung versehen wurde, besitzt die Rotationsprägevorrichtung eine Zähleinrichtung mit einem Rechner. Jede die Vorrichtung durchlaufende Faltschachtel wird mittels eines Sensors, beispielsweise einer Lichtschranke, erfasst und gezählt. Jeder Umlauf des Patrizenantriebs wird ebenfalls gezählt. Die beiden Summen werden durch den Rechner verglichen. Bei Abweichungen erfolgt eine Meldung an den Maschinenbediener, da mit Prägefehlern zu rechnen ist. Weiter kann überprüft werden, ob die Prägung an der richtigen Stelle auf die Faltschachtel aufgebracht wurde. Dazu wird der Zeitpunkt, zu dem die Patrizenwelle abgesenkt bzw. die Patrizenwelle und die Zwischenwelle gekuppelt werden, ebenfalls an den Rechner gemeldet. Dieser wird mit einem verzögerten, vom Sensor gemeldeten Zeitpunkt verglichen, welcher dem Durchlaufbeginn des Faltschachtelzuschnittes durch die Prägewerkzeuge entspricht. Bei Abweichungen erfolgt eine Meldung an den Maschinenbediener, da mit Prägefehlern zu rechnen ist.
- Hinsichtlich weiterer vorteilhafter Ausgestaltungen der Erfindung wird auf die Unteransprüche sowie die Beschreibung eines Ausführungsbeispiels unter Bezugnahme auf die beiliegenden Zeichnungen verwiesen.
- Die Erfindung soll anhand eines Ausführungsbeispiels noch näher erläutert werden. Es zeigen in schematischer Darstellung
- Fig. 1
- eine Vorrichtung zum Dimpeln nach dem Stand der Technik
- Fig. 2
- eine Faltschachtelklebemaschine mit einer erfindungsgemäßen Rotationsprägeeinrichtung
- Fig. 3
- eine erste Ausführungsform einer erfindungsgemäßen Rotationsprägeeinrichtung
- Fig. 4
- eine zweite erfindungsgemäße Ausführungsform einer Rotationsprägeeinrichtung
-
Fig. 2 zeigt eine Faltschachtelklebemaschine 1 mit einer erfindungsgemäßen Rotationsprägeeinrichtung 10. Faltschachtelzuschnitte 2 werden von einem Anleger in Transportrichtung T durch die Faltschachtelklebemaschine 1 zu einem Ausleger transportiert. Dabei durchlaufen die Faltschachtelzuschnitte 2 auch die Rotationsprägeeinrichtung 10. Diese besitzt eine Patrize 11 und eine Matrize 12 zum Einbringen von Prägungen in die Faltschachtelzuschnitte 2. Die Faltschachtelzuschnitte 2 werden mit der Geschwindigkeit vF transportiert. In der Berührungslinie von Patrize 11 und Faltschachtelzuschnitt 2 während des Prägevorgangs besitzt die Patrize 11 die Geschwindigkeit vP. In der Berührungslinie von Matrize 12 mit Faltschachtelzuschnitt 2 während des Prägevorgangs besitzt die Matrize 12 die Geschwindigkeit vm. Während des Prägevorgangs haben die Geschwindigkeiten von Matrize, Patrize und Faltschachtelzuschnitt vM, vP und vF denselben Betrag, so dass es zu keinen Relativbewegungen und damit Markierungen des Faltschachtelzuschnitts kommt. Weiter ist inFig. 2 ein Pressluftgenerator 3 dargestellt, welcher mit dem Pressluftanschluss 25 (nicht dargestellt) der Matrizenwelle 14 (nicht dargestellt) der Matrize 12 verbunden ist. -
Fig. 3 zeigt eine erste Ausführungsform einer erfindungsgemäßen Rotationsprägeeinrichtung 10 mit einem Aktuator 21. Eine erste Prägewerkzeugeinheit umfasst die Patrize 11 und ein erstes Zahnrad 15. Diese Prägewerkzeugeinheit 11, 15 ist drehfest auf einer Patrizenwelle 13 angebracht. Die Patrizenwelle 13 wird durch einen Rotationsantrieb 17 angetrieben. Mittels eines Aktuators 21 lässt sich die Patrizenwelle 13 in Bewegungsrichtung a in ihrer Höhe verstellen. Dadurch kann der Abstand von Patrizenwelle 13 und Matrizenwelle 14 variiert werden. Auf der Matrizenwelle 14 ist eine zweite Prägewerkzeugeinheit, bestehend aus Matrize 12 und einem zweiten Zahnrad 16, drehbar gelagert. Die zweite Prägewerkzeugeinheit 12, 16 besitzt eine Sperrvorrichtung (nicht dargestellt), welche die Verdrehung der Einheit 12, 16 relativ zur Matrizenwelle 14 bis zu einem Grenzdrehmoment verhindert. Angetrieben wird die Matrizenwelle 14 durch einen Rotationsantrieb 18. Die Matrizenwelle 14 ist als Hohlwelle ausgeführt und besitzt an ihrem einen Ende einen Pressluftanschluss 25. Durch einen Pressluftgenerator 3 (nicht dargestellt) bereitgestellte Pressluft wird der Matrizenwelle 14 zugeführt, durchströmt diese und entweicht im Bereich der Matrize 12. Dadurch werden die Löcher der Matrize 12 durchblasen und von Schmutz gereinigt. Direkt vor Beginn des Prägevorgangs wird die Patrizenwelle 13 in Bewegungsrichtung a abgesenkt, so dass erstes Zahnrad 15 und zweites Zahnrad 16 ineinander eingreifen. Dadurch sind Patrize 11 und Matrize 12 während des Prägens synchronisiert. Zwischen Patrize 11 und Matrize 12 befindet sich ein mit einer Prägung zu versehender Faltschachtelzuschnitt 2. Nach Beendigung des Prägevorgangs wird die Patrizenwelle 13 in Bewegungsrichtung a durch den Aktuator 21 wieder angehoben. -
Fig. 4 zeigt eine zweite Ausführungsform einer erfindungsgemäßen Rotationsprägeeinrichtung 10 mit einer Kupplung 22, 23. Eine Patrize 11 und eine erste Kupplungshälfte 22 sind drehfest mit der Patrizenwelle 13 verbunden. Die Patrizenwelle 13 wird durch einen Rotationsantrieb 17 angetrieben. Eine zweite Kupplungshälfte 23 und ein erstes Zahnrad 15 sind drehfest mit einer Zwischenwelle 24 verbunden. Patrizenwelle 13 und Zwischenwelle 24 fluchten miteinander. Die Kupplungshälften 22, 23 verfügen jeweils über eine Stirnverzahnung und sind durch eine Einkuppelbewegung b kuppelbar. Auf der Matrizenwelle 14 ist eine Prägewerkzeugeinheit, bestehend aus Matrize 12 und zweiten Zahnrad 16, drehbar gelagert. Die Verdrehung der Prägewerkzeugeinheit 12, 16 relativ zur Matrizenwelle 14 wird in dieser Ausführungsform ebenfalls durch eine Sperrvorrichtung bis zu einem Grenzdrehmoment verhindert. Angetrieben wird die Matrizenwelle 14 durch einen Rotationsantrieb 18. Direkt vor Beginn des Prägevorgangs werden die beiden Kupplungshälften 22 und 23 miteinander gekuppelt, indem die Zwischenwelle 24 durch eine Einkuppelbewegung b in Richtung der Matrize 11 verschoben wird. Im eingekuppelten Zustand sind Patrize 11 und Matrize 12 dadurch während des Prägens synchronisiert. Während des Prägens befindet sich ein mit einer Prägung zu versehender Faltschachtelzuschnitt 2 (gepunktet angedeutet) zwischen Patrize 11 und Matrize 12. Nach Beendigung des Prägevorgangs wird wieder entkuppelt und die Zwischenwelle 24 entgegen der Einkuppelbewegung b verschoben. -
- 1
- Faltschachtelklebemaschine
- 2
- Faltschachtelzuschnitt
- 3
- Pressluftgenerator
- 10
- Rotationsprägeeinrichtung
- 11
- Patrize
- 12
- Matrize
- 13
- Patrizenwelle
- 14
- Matrizenwelle
- 15
- erstes Zahnrad
- 16
- zweites Zahnrad
- 17
- Rotationsantrieb Patrize
- 18
- Rotationsantrieb Matrize
- 21
- Aktuator
- 22
- erste Kupplungshälfte
- 23
- zweite Kupplungshälfte
- 24
- Zwischenwelle
- 25
- Pressluftanschluss
- 101
- Zentralwalze
- 102
- Mondwalze
- 103
- Servomotor
- 104
- Zahnkranz
- 105
- Bandmaterial
- a
- Bewegungsrichtung der Patrizenwelle
- b
- Einkuppelbewegung
- vP
- Geschwindigkeit Patrize
- vM
- Geschwindigkeit Matrize
- vF
- Geschwindigkeit Faltschachtelzuschnitt
- T
- Transportrichtung
Claims (8)
- Rotationsprägeeinrichtung (10) mit zwei rotierenden Prägewerkzeugen (11, 12), einer Patrize (11) und einer Matrize (12), zum Einbringen von Prägungen, insbesondere Blindenschrift, in Faltschachtelzuschnitte (2),
dadurch gekennzeichnet,
dass die Prägewerkzeuge (11, 12) je einen eigenen Rotationsantrieb (17, 18) aufweisen und dass die Prägewerkzeuge (11, 12) nur während des Prägevorgangs mechanisch gekoppelt sind,
dass eine erste Prägewerkzeugeinheit (11, 15), umfassend die Patrize (11) und ein erstes Zahnrad (15), mit einer Patrizenwelle (13) drehfest verbunden ist, wobei die Patrizenwelle (13) höhenverstellbar ist, dass eine zweite Prägewerkzeugeinheit (12, 16), umfassend die Matrize (12) und ein zweites Zahnrad (16), auf einer Matrizenwelle (14) drehbar gelagert ist, wobei die Verdrehung der zweiten Prägewerkzeugeinheit (12, 16) auf der Matrizenwelle (14) bis zu einem Grenzdrehmoment durch eine Sperrvorrichtung verhindert wird, dass die Wellen (13, 14) parallel zueinander angeordnet sind und dass die Patrizenwelle (13) relativ zur Matrizenwelle (14) mittels eines Aktuators (21) so bewegt werden kann, dass während des Prägevorgangs die Zahnräder (15, 16) ineinander greifen, wodurch Patrize (11) und Matrize (12) synchronisiert werden. - Rotationsprägeeinrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass es sich bei dem Aktuator (21) um einen Piezoaktuator handelt. - Rotationsprägeeinrichtung (10) mit zwei rotierenden Prägewerkzeugen, einer Patrize (11) und einer Matrize (12), zum Einbringen von Prägungen, insbesondere Blindenschrift, in Faltschachtelzuschnitte (2),
dadurch gekennzeichnet,
dass die Prägewerkzeuge (11, 12) je einen eigenen Rotationsantrieb (17, 18) aufweisen und dass die Prägewerkzeuge (11, 12) nur während des Prägevorgangs mechanisch gekoppelt sind,
dass eine Patrize (11) und eine erste Kupplungshälfte (22) auf einer Patrizenwelle (13) angebracht sind, dass eine zweite Kupplungshälfte (23) und ein erstes Zahnrad (15) auf einer Zwischenwelle (24) angebracht sind, wobei die Patrizenwelle (13) und die Zwischenwelle (24) fluchten, dass eine Prägewerkzeugeinheit (12, 16), umfassend die Matrize (12) und ein zweites Zahnrad (16), auf einer Matrizenwelle (14) drehbar gelagert ist, wobei die Verdrehung bis zu einem Grenzdrehmoment durch eine Sperrvorrichtung verhindert wird, dass Patrizenwelle (13) und Matrizenwelle (14) parallel zueinander angeordnet sind und dass während des Prägevorgangs die Kupplungshälften (22, 23) gekuppelt sind und die Zahnräder (15, 16) ineinander greifen, wodurch Patrize (11) und Matrize (12) synchronisiert werden. - Rotationsprägeeinrichtung nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet,
dass die Sperrvorrichtung Federpakete zur Aufbringung einer Reibungskraft zwischen Prägewerkzeugeinheit (12, 16) und Matrizenwelle (14) besitzt. - Rotationsprägeeinrichtung nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet,
dass es sich bei der Matrizenwelle (12) um eine Hohlwelle handelt, wobei diese über einen Pressluftanschluss (25) am Wellenende und Öffnungen im Bereich der Matrize (12) verfügt, wodurch mittels Pressluft Ausnehmungen in der Matrize (12) durchblasen werden können. - Verfahren zum Einbringen von Prägungen, insbesondere Blindenschrift, in Faltschachtelzuschnitte (2) mittels einer Rotationsprägeeinrichtung (10) nach einem der Ansprüche 1 bis 5,
gekennzeichnet durch nachfolgende Schritte:a) Permanente Rotation der Matrize (12), angetrieben durch einen Matrizenrotationsantrieb (18), wobei die Geschwindigkeit (vM) der Matrize (12) der Geschwindigkeit (vF) der Faltschachtelzuschnitte (2) entspricht, welche der Rotationsprägevorrichtung (10) zugeführt werdenb) Rotation der Patrize (11), angetrieben durch einen Patrizenrotationsantrieb (17) zur Positionierung der Patrize (11) relativ zur Prägeposition eines Faltschachtelzuschnitts (2)c) Anpassung der Geschwindigkeit (vP) der Patrize (11), so dass Matrize (12) und Patrize (11) die gleiche Geschwindigkeit habend) Mechanische Kopplung von Patrizen- (13) und Matrizenwelle (14) mittels Zahnkränzen (15, 16)e) Synchronisation von Patrize (11) und Matrize (12) und Positionierung von Patrize (11) und Matrize (12) relativ zueinander durch Ineinandergreifen der Zahnkränze (15, 16)f) Synchronlauf von Patrize (11) und Matrize (12) und Prägen des Faltschachtelzuschnittes (2). - Faltschachtelklebemaschine (1) mit einer Rotationsprägeeinrichtung (10) nach einem der Ansprüche 1 bis 5.
- Verfahren zur Qualitätskontrolle von mit einer Prägung, insbesondere Blindenschrift, versehenen Produkten (2), insbesondere Faltschachteln, mit nachfolgenden Schritten:a) Kontrolle des ersten nach einem Maschinenstopp gefertigten Produktes (2)b) Zählen der durch eine Rotationsprägevorrichtung (10) transportierten Produkte (2)c) Zählen der Umdrehungen des Prägewerkzeuges (11)d) Vergleich der Summene) Erfassen des Zeitpunktes, zu dem ein Produkt (2) das Prägewerkzeug (11) passiertf) Erfassen des Zeitpunktes des Prägebeginns des Produktes (2) aus e)g) Vergleich der Zeitpunkteh) Ausgeben eines Signals, wenn unter d) und / oder g) Abweichungen festgestellt wurdeni) Kontrolle des letzten vor einem Maschinenstopp gefertigten Produktes (2)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007044217A DE102007044217A1 (de) | 2007-09-17 | 2007-09-17 | Rotationsprägeeinrichtung und Prägeverfahren |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2036712A2 true EP2036712A2 (de) | 2009-03-18 |
| EP2036712A3 EP2036712A3 (de) | 2015-02-18 |
| EP2036712B1 EP2036712B1 (de) | 2016-08-10 |
Family
ID=40210435
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08105206.0A Active EP2036712B1 (de) | 2007-09-17 | 2008-09-02 | Rotationsprägeeinrichtung und Prägeverfahren |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2036712B1 (de) |
| DE (1) | DE102007044217A1 (de) |
| ES (1) | ES2590760T3 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2172329A3 (de) * | 2008-09-24 | 2010-07-21 | Chesapeake Limited | Rotationsprägung |
| EP2422993A2 (de) | 2010-08-31 | 2012-02-29 | Heidelberger Druckmaschinen Aktiengesellschaft | Braillehülse |
| CN102514031A (zh) * | 2011-12-31 | 2012-06-27 | 广东万联包装机械有限公司 | 一种纵切机的压线轮驱动装置 |
| CN103057173A (zh) * | 2011-10-18 | 2013-04-24 | 海德堡印刷机械股份公司 | 用于运行压印装置的方法 |
| CN103587148A (zh) * | 2013-11-27 | 2014-02-19 | 邱浩 | 一种纸张压纹机的压模装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1447211A2 (de) | 2003-02-13 | 2004-08-18 | Hermann Hötten Maschinenbau GmbH | Verfahren und Vorrichtung zur beidseitigen Querrillung von Endlosbahnen |
| EP1537920A1 (de) | 2003-12-01 | 2005-06-08 | Jean Henry Robert Madern | Ein plattenförmiges Gestell aufweisende Vorrichtung zur Herstellung eines Schnittes, einer Falte und dgl. |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69914640T2 (de) * | 1999-06-04 | 2004-09-23 | Mitsubishi Heavy Industries, Ltd. | Fliegende schere mit zylindrischem drehkörper |
| DE202005017869U1 (de) * | 2005-11-16 | 2006-07-13 | Rosas Wolf, David | Einzelnutzen Anleger zum Prägen von Faltschachteln |
| DK176635B1 (da) * | 2006-02-21 | 2008-12-15 | Bent Christensen Holding Aps | Fremgangsmåde til fremstlling af et emballageemne |
-
2007
- 2007-09-17 DE DE102007044217A patent/DE102007044217A1/de not_active Withdrawn
-
2008
- 2008-09-02 ES ES08105206.0T patent/ES2590760T3/es active Active
- 2008-09-02 EP EP08105206.0A patent/EP2036712B1/de active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1447211A2 (de) | 2003-02-13 | 2004-08-18 | Hermann Hötten Maschinenbau GmbH | Verfahren und Vorrichtung zur beidseitigen Querrillung von Endlosbahnen |
| EP1537920A1 (de) | 2003-12-01 | 2005-06-08 | Jean Henry Robert Madern | Ein plattenförmiges Gestell aufweisende Vorrichtung zur Herstellung eines Schnittes, einer Falte und dgl. |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2172329A3 (de) * | 2008-09-24 | 2010-07-21 | Chesapeake Limited | Rotationsprägung |
| EP2422993A2 (de) | 2010-08-31 | 2012-02-29 | Heidelberger Druckmaschinen Aktiengesellschaft | Braillehülse |
| DE102010036011A1 (de) | 2010-08-31 | 2012-03-01 | Heidelberger Druckmaschinen Ag | Braillehülse |
| EP2422993A3 (de) * | 2010-08-31 | 2012-07-18 | Heidelberger Druckmaschinen Aktiengesellschaft | Braillehülse |
| CN103057173A (zh) * | 2011-10-18 | 2013-04-24 | 海德堡印刷机械股份公司 | 用于运行压印装置的方法 |
| CN102514031A (zh) * | 2011-12-31 | 2012-06-27 | 广东万联包装机械有限公司 | 一种纵切机的压线轮驱动装置 |
| CN103587148A (zh) * | 2013-11-27 | 2014-02-19 | 邱浩 | 一种纸张压纹机的压模装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2590760T3 (es) | 2016-11-23 |
| EP2036712A3 (de) | 2015-02-18 |
| DE102007044217A1 (de) | 2009-03-19 |
| EP2036712B1 (de) | 2016-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1920910B1 (de) | Vorrichtung und Verfahren zur Inlinekontrolle von Brailleschriften bei der Faltschachtelherstellung | |
| DE102012019372B4 (de) | Verfahren zum Prägen von Produkten mit einer Rotationsprägeeinrichtung | |
| EP2058115B1 (de) | Rotationsprägeeinrichtung | |
| DE102011107527A1 (de) | Werkzeugaufnahmevorrichtung | |
| EP2422970B1 (de) | Faltschachtelklebemaschine | |
| WO2007107607A1 (de) | Vorrichtung und verfahren zum ausschneiden von flachmaterialzuschnitten aus flachmaterialbögen | |
| EP2422969B1 (de) | Falzschachtelklebemaschine | |
| EP2070721B1 (de) | Rotationsprägeeinrichtung und Faltschachtelklebemaschine | |
| EP2996870B1 (de) | Verfahren und vorrichtung zur herstellung von verpackungen für tabakprodukte | |
| EP2036712B1 (de) | Rotationsprägeeinrichtung und Prägeverfahren | |
| EP2422993B1 (de) | Braillehülse | |
| EP2706029A2 (de) | Vorrichtung zum Ausrichten von Bogen mit Gelenkarmlagerung | |
| EP2075115B1 (de) | Rotationsprägeeinrichtung | |
| WO2007059820A1 (de) | Verfahren und vorrichtung zur herstellung von zuschnitten für eine innenumhüllung einer zigarettengruppe | |
| DE102007044827A1 (de) | Vorrichtung und Verfahren zur Inlinekontrolle von Brailleschriften bei der Faltschachtelherstellung | |
| WO2014009005A1 (de) | Vorrichtung zur herstellung von zuschnitten insbesondere für packungen für zigaretten | |
| WO2009143981A1 (de) | Prägewalzenpaar bzw. prägewalze zum rotativen erzeugen eines prägemusters in einem flachmaterialstück | |
| EP2047973A2 (de) | Rotationsprägeeinrichtung | |
| EP2743072B1 (de) | Rillverfahren | |
| EP2759397B1 (de) | Rotationsprägeeinrichtung mit Spannsystem und Winkeleinstellung | |
| EP3967485A2 (de) | Faltschachtelklebemaschine mit prägeeinrichtung | |
| DE102012013757A1 (de) | Werkzeugaufnahmevorrichtung | |
| EP2583816B1 (de) | Verfahren zum Betreiben einer Vorrichtung zum Prägen | |
| EP3626655B1 (de) | Verfahren zum ausrichten von quaderförmigen verpackungsschachteln | |
| DE102014004756A1 (de) | Faltschachtelmaschine mit Folienprägeeinrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B31B 1/88 20060101ALI20140923BHEP Ipc: B26D 7/26 20060101ALI20140923BHEP Ipc: B31F 1/07 20060101AFI20140923BHEP |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26D 7/26 20060101ALI20150109BHEP Ipc: B31B 1/88 20060101ALI20150109BHEP Ipc: B31F 1/07 20060101AFI20150109BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MASTERWORK MACHINERY CO., LTD. |
|
| 17P | Request for examination filed |
Effective date: 20150818 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AKX | Designation fees paid |
Designated state(s): CH DE ES FR IT LI |
|
| AXX | Extension fees paid |
Extension state: AL Extension state: RS Extension state: MK Extension state: BA |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26D 7/26 20060101ALI20151127BHEP Ipc: B31B 1/88 20060101ALI20151127BHEP Ipc: B31F 1/07 20060101AFI20151127BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160216 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008014483 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2590760 Country of ref document: ES Kind code of ref document: T3 Effective date: 20161123 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008014483 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170511 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220930 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220930 Year of fee payment: 15 Ref country code: ES Payment date: 20221221 Year of fee payment: 15 Ref country code: DE Payment date: 20221130 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20221221 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008014483 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230930 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240403 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230930 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20241025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230903 |