EP2065150A1 - Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken und Verfahren zu deren Herstellung - Google Patents
Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken und Verfahren zu deren Herstellung Download PDFInfo
- Publication number
- EP2065150A1 EP2065150A1 EP07450217A EP07450217A EP2065150A1 EP 2065150 A1 EP2065150 A1 EP 2065150A1 EP 07450217 A EP07450217 A EP 07450217A EP 07450217 A EP07450217 A EP 07450217A EP 2065150 A1 EP2065150 A1 EP 2065150A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- distributing
- materials
- cartridge
- tray
- material receiving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 33
- 230000008569 process Effects 0.000 title claims abstract description 14
- 239000000463 material Substances 0.000 claims abstract description 291
- 238000003825 pressing Methods 0.000 claims description 25
- 239000006185 dispersion Substances 0.000 claims description 5
- 238000012546 transfer Methods 0.000 claims description 5
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 238000009826 distribution Methods 0.000 abstract description 6
- 210000003462 vein Anatomy 0.000 description 15
- 239000000919 ceramic Substances 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000000047 product Substances 0.000 description 10
- 239000000843 powder Substances 0.000 description 7
- 239000010410 layer Substances 0.000 description 6
- 239000003086 colorant Substances 0.000 description 5
- 239000004575 stone Substances 0.000 description 5
- 230000003796 beauty Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000004579 marble Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/022—Feeding several successive layers, optionally of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/005—Devices or processes for obtaining articles having a marble appearance
Definitions
- System S.p.A. an Italian machinery manufacturer, developed a tile forming press for a large format, capable of producing ceramic tiles of up to 3 meters in length.
- System S.p.A. has detailed its technique for making patterns throughout the mass of the ceramic tiles in EP 1334811 .
- the technique is characterized by a double-pressing that comprises first a low pressure compacting.
- the compacted ceramic tiles are subsequently decorated by an ink-jet system to apply, according to the design, special ceramic colors which can penetrate into the tile mass.
- appearance of the patterns in the tile mass is somewhat partial and the level of depth of pattern penetration is not deep enough to provide the pattern to the lowest layer of the tile mass.
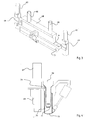
- a pattern regulating sensor (80) is also provided.
- the pattern regulating sensor (80) (“the sensor") is positioned such that it can scan the pattern forming inside the vertical material receiving-distributing cartridge (30) to read the pattern values (pre-coded values which are predetermined in order to produce a desired pattern). More preferably, it is positioned above the vertical material receiving-distributing cartridge (30).
- the sensor (80) is linked to the software application which records pre-coded values of the desired pattern which in turn control the operation mechanism of the material distributing control cartridge (10) as well as the material distributing tray (60).
- the vertical material receiving-distributing unit (30) is configured such that at least one of its sidewalls, preferably the sidewall with large surface area, is able to move in a loop, similar to a conveyer.
- the moveable sidewall is set to drive in the same direction with the movement of the materials discharging from the vertical material receiving-distributing cartridge (30). If tiles or slabs with greater thickness are desired, it is desirable to provide the vertical material receiving-distributing cartridge (30) with two opposing movable walls.
- the movable sidewall helps to reduce friction between the material granules and the wall surface, thus discharging the patterned materials onto the conveyer belt (40) is easier and with minimal dispersion of patterned materials. Thus, the formed pattern is maintained. Accordingly, with the use of the vertical material receiving-distributing cartridge (30) having movable sidewalls, a 90-degree turn of the material receiving unit is no longer necessary. Consequently, irregularities or damages to the pattern are reduced.
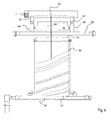
- the process for making continuous veining of desired patterns extending throughout the entire thickness of the products according to the invention comprises the following three main stages:
- the predetermined materials on the arrangement belt (20) After the predetermined materials on the arrangement belt (20) have moved to the farthest position of the arrangement belt (20), those materials fall into the vertical material receiving-distributing cartridge (30) through the first opening (32) which remains open. The process is repeated.
- the materials inside the vertical material receiving-distributing cartridge (30) are formed in such a manner that one layer is placed over another in accordance with the pattern, the quantity of the materials, and the position at which the predetermined patterns is created.
- the patterned materials on the conveyor belts (40) move forward to the horizontal material receiving-distributing cartridge (50) through the first exit (52). After the patterned materials move completely inside the cover sheet (51), the open-close member (54) is closed down. Then the horizontal material receiving-distributing cartridge (50) will move forward to bring the patterned materials to the pressing machine.
- the pressing sheet (56) moves down to lay flat against the upper surface of the patterned materials while the patterned materials are moving towards the pressing machine so that the powdery materials around the areas are saved from dispersion which damages the surface patterns. While the horizontal material receiving-distributing cartridge (50) is moving, the conveyor belt (40) also moves in order to prevent damage to the lower layer of the patterns.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES07450217.0T ES2469616T3 (es) | 2007-11-27 | 2007-11-27 | Dispositivo para realizar un veteado continuo de motivos deseados que se extienden a través de todo el espesor de un producto y procedimiento para su realización |
| EP20070450217 EP2065150B1 (de) | 2007-11-27 | 2007-11-27 | Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken und Verfahren zu deren Herstellung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20070450217 EP2065150B1 (de) | 2007-11-27 | 2007-11-27 | Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken und Verfahren zu deren Herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2065150A1 true EP2065150A1 (de) | 2009-06-03 |
| EP2065150B1 EP2065150B1 (de) | 2014-03-05 |
Family
ID=39645496
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20070450217 Not-in-force EP2065150B1 (de) | 2007-11-27 | 2007-11-27 | Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken und Verfahren zu deren Herstellung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2065150B1 (de) |
| ES (1) | ES2469616T3 (de) |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102126249A (zh) * | 2010-01-13 | 2011-07-20 | 佛山市萨米特陶瓷有限公司 | 一种密细多线纹理瓷质抛光砖的生产设备及其方法 |
| CN102241062A (zh) * | 2011-04-29 | 2011-11-16 | 佛山市点石机械有限公司 | 仿石纹理层次丰富的陶瓷砖的布料方法及其装置 |
| CN103640084A (zh) * | 2013-12-16 | 2014-03-19 | 岳芙蓉 | 一种生产陶瓷墙地砖的循环布料系统 |
| IT201600132481A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| IT201600132469A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| IT201700026199A1 (it) * | 2017-03-09 | 2018-09-09 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| CN108527631A (zh) * | 2018-04-26 | 2018-09-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
| CN109203184A (zh) * | 2017-07-05 | 2019-01-15 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷产品的方法和设备 |
| WO2020058891A1 (en) * | 2018-09-20 | 2020-03-26 | Scg Building Materials Co., Ltd. | Apparatus and method for feeding granular material to a plant for the production of slabs or tiles |
| US10773418B2 (en) | 2015-01-30 | 2020-09-15 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US10981346B2 (en) | 2014-08-19 | 2021-04-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| IT202000013594A1 (it) * | 2020-06-08 | 2021-12-08 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| IT202000014812A1 (it) * | 2020-06-19 | 2021-12-19 | System Ceramics S P A | Macchina per la decorazione a secco di piastrelle ceramiche, con sistema di controllo di un accumulo di composto ceramico |
| US20230219255A1 (en) * | 2020-06-09 | 2023-07-13 | System Ceramics S.P.A. | Method for realising a ceramic slab |
| US11772299B2 (en) * | 2017-05-16 | 2023-10-03 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and machine for the surface decoration of a ceramic article |
| US12030260B1 (en) | 2020-01-02 | 2024-07-09 | Cambria Company Llc | Stone slabs, systems, and methods |
| US12151395B2 (en) | 2021-05-13 | 2024-11-26 | Cambria Company Llc | Textured stone slabs, systems, and methods |
| US12459864B2 (en) | 2021-05-13 | 2025-11-04 | Cambria Company Llc | Metallic stone slabs, systems, and methods |
| US12594689B2 (en) | 2022-11-16 | 2026-04-07 | Cambria Company Llc | Metallic stone slabs, systems, and methods |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0586257A2 (de) * | 1992-09-04 | 1994-03-09 | Cca Inc. | Vorrichtung zum gleichzeitigen Verteilen von verschiedenen Partikelförmigen Materialien und zum Absaugen dieser Partikel und Verfahren zur Erzeugung von gemusterten Artikeln mittels dieser Vorrichtung |
| US5554393A (en) * | 1992-02-26 | 1996-09-10 | Cca Inc. | Apparatus for supplying particles and/or granules to form a layer of prescribed thickness |
| EP1273408A2 (de) | 2001-07-05 | 2003-01-08 | SACMI COOPERATIVA MECCANICI IMOLA Soc. Coop. a r.l. | Verfahren zum Füllen der Fliesenpressformen, Ausführungsmittel dafür und so hergestellte Fliesen |
| EP1334811A2 (de) | 2002-02-07 | 2003-08-13 | System S.p.A. | Verfahren und Vorrichtung zum Dekorieren von keramischen Fliesen oder Platten |
| WO2004071733A1 (en) | 2003-02-17 | 2004-08-26 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and plant for forming ceramic tiles or slabs |
| WO2005068146A2 (en) * | 2004-01-08 | 2005-07-28 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and plant for prearranging powders for forming ceramic tiles or slabs |
| EP1717000A1 (de) | 2005-04-25 | 2006-11-02 | Thai Ceramic Co., Ltd. | Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken, Verfahren zu deren Herstellung und damit hergestellter Gegenstand |
| EP1787779A2 (de) * | 2005-11-16 | 2007-05-23 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Verfahren zur Herstellung von keramischen Fliesen oder Platten mit nachgebildeter Natursteinästhetik, sowie verbundene Vorrichtung |
-
2007
- 2007-11-27 ES ES07450217.0T patent/ES2469616T3/es active Active
- 2007-11-27 EP EP20070450217 patent/EP2065150B1/de not_active Not-in-force
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5554393A (en) * | 1992-02-26 | 1996-09-10 | Cca Inc. | Apparatus for supplying particles and/or granules to form a layer of prescribed thickness |
| EP0586257A2 (de) * | 1992-09-04 | 1994-03-09 | Cca Inc. | Vorrichtung zum gleichzeitigen Verteilen von verschiedenen Partikelförmigen Materialien und zum Absaugen dieser Partikel und Verfahren zur Erzeugung von gemusterten Artikeln mittels dieser Vorrichtung |
| EP1273408A2 (de) | 2001-07-05 | 2003-01-08 | SACMI COOPERATIVA MECCANICI IMOLA Soc. Coop. a r.l. | Verfahren zum Füllen der Fliesenpressformen, Ausführungsmittel dafür und so hergestellte Fliesen |
| EP1334811A2 (de) | 2002-02-07 | 2003-08-13 | System S.p.A. | Verfahren und Vorrichtung zum Dekorieren von keramischen Fliesen oder Platten |
| WO2004071733A1 (en) | 2003-02-17 | 2004-08-26 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and plant for forming ceramic tiles or slabs |
| WO2005068146A2 (en) * | 2004-01-08 | 2005-07-28 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and plant for prearranging powders for forming ceramic tiles or slabs |
| EP1717000A1 (de) | 2005-04-25 | 2006-11-02 | Thai Ceramic Co., Ltd. | Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken, Verfahren zu deren Herstellung und damit hergestellter Gegenstand |
| EP1787779A2 (de) * | 2005-11-16 | 2007-05-23 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Verfahren zur Herstellung von keramischen Fliesen oder Platten mit nachgebildeter Natursteinästhetik, sowie verbundene Vorrichtung |
Cited By (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102126249A (zh) * | 2010-01-13 | 2011-07-20 | 佛山市萨米特陶瓷有限公司 | 一种密细多线纹理瓷质抛光砖的生产设备及其方法 |
| CN102126249B (zh) * | 2010-01-13 | 2012-04-25 | 广东格莱斯陶瓷有限公司 | 一种密细多线纹理瓷质抛光砖的生产设备及其方法 |
| CN102241062A (zh) * | 2011-04-29 | 2011-11-16 | 佛山市点石机械有限公司 | 仿石纹理层次丰富的陶瓷砖的布料方法及其装置 |
| CN103640084A (zh) * | 2013-12-16 | 2014-03-19 | 岳芙蓉 | 一种生产陶瓷墙地砖的循环布料系统 |
| CN103640084B (zh) * | 2013-12-16 | 2016-03-30 | 岳芙蓉 | 一种生产陶瓷墙地砖的循环布料系统 |
| US10981346B2 (en) | 2014-08-19 | 2021-04-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US11498298B2 (en) | 2014-08-19 | 2022-11-15 | Cambria Company Llc | Synthetic molded slabs, and systems and methods related thereto |
| US12365158B2 (en) | 2014-08-19 | 2025-07-22 | Cambria Company Llc | Synthetic molded slabs, and systems and methods related thereto |
| US11529752B2 (en) | 2015-01-30 | 2022-12-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US12370718B2 (en) | 2015-01-30 | 2025-07-29 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US10773418B2 (en) | 2015-01-30 | 2020-09-15 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US10981293B2 (en) | 2015-01-30 | 2021-04-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| WO2018122752A1 (en) * | 2016-12-29 | 2018-07-05 | Cementhai Ceramics Co., Ltd. | Apparatus and cassette for supplying a material to be formed to a plant for producing slabs |
| WO2018122755A1 (en) * | 2016-12-29 | 2018-07-05 | Cementhai Ceramics Co., Ltd. | Apparatus and cassette for supplying a material to be formed to a plant for producing slabs |
| IT201600132469A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| IT201600132481A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| CN110430980A (zh) * | 2016-12-29 | 2019-11-08 | 泰国水泥陶瓷有限公司 | 用于向生产板件的设备供应待成形材料的装置和盒 |
| CN110461555A (zh) * | 2016-12-29 | 2019-11-15 | 泰国水泥陶瓷有限公司 | 用于向生产板件的设备供应待成形材料的装置和盒 |
| WO2018163124A1 (en) * | 2017-03-09 | 2018-09-13 | Sacmi Cooperativa Meccanici Imola Società Cooperativa | Plant and method for manufacturing ceramic articles |
| CN110418701A (zh) * | 2017-03-09 | 2019-11-05 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷制品的设备和方法 |
| CN110418701B (zh) * | 2017-03-09 | 2021-10-22 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷制品的设备和方法 |
| IT201700026199A1 (it) * | 2017-03-09 | 2018-09-09 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| US11407143B2 (en) | 2017-03-09 | 2022-08-09 | Sacmi Cooperativa Meccanica Imola Societa' Cooperativa | Plant and method for manufacturing ceramic articles |
| WO2019171166A1 (en) * | 2017-03-09 | 2019-09-12 | Sacmi Cooperativa Meccanici Imola Società Cooperativa | Machine and method for compacting a powder material |
| US11772299B2 (en) * | 2017-05-16 | 2023-10-03 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and machine for the surface decoration of a ceramic article |
| CN109203184A (zh) * | 2017-07-05 | 2019-01-15 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷产品的方法和设备 |
| CN108527631A (zh) * | 2018-04-26 | 2018-09-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
| CN108527631B (zh) * | 2018-04-26 | 2024-05-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
| CN112805129A (zh) * | 2018-09-20 | 2021-05-14 | Scg建筑材料有限公司 | 用于将粒状材料给送至用于生产板或砖的设施的设备和方法 |
| WO2020058891A1 (en) * | 2018-09-20 | 2020-03-26 | Scg Building Materials Co., Ltd. | Apparatus and method for feeding granular material to a plant for the production of slabs or tiles |
| US12030260B1 (en) | 2020-01-02 | 2024-07-09 | Cambria Company Llc | Stone slabs, systems, and methods |
| ES2890735R1 (es) * | 2020-06-08 | 2022-05-13 | Sacmi | Planta y método para la fabricación de artículos de cerámica |
| IT202000013594A1 (it) * | 2020-06-08 | 2021-12-08 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| US20230219255A1 (en) * | 2020-06-09 | 2023-07-13 | System Ceramics S.P.A. | Method for realising a ceramic slab |
| US12304107B2 (en) * | 2020-06-09 | 2025-05-20 | System Ceramics S.P.A. | Method for realising a ceramic slab |
| EP4168224A1 (de) * | 2020-06-19 | 2023-04-26 | System Ceramics S.p.A. | Maschine zur trockendekoration von keramikfliesen mit einem steuerungssystem für keramikmischungsansammlung |
| WO2021255548A1 (en) * | 2020-06-19 | 2021-12-23 | System Ceramics S.P.A. | A machine for dry decoration of ceramic tiles, with a control system for a ceramic mixture accumulation |
| IT202000014812A1 (it) * | 2020-06-19 | 2021-12-19 | System Ceramics S P A | Macchina per la decorazione a secco di piastrelle ceramiche, con sistema di controllo di un accumulo di composto ceramico |
| US12151395B2 (en) | 2021-05-13 | 2024-11-26 | Cambria Company Llc | Textured stone slabs, systems, and methods |
| US12459864B2 (en) | 2021-05-13 | 2025-11-04 | Cambria Company Llc | Metallic stone slabs, systems, and methods |
| US12594689B2 (en) | 2022-11-16 | 2026-04-07 | Cambria Company Llc | Metallic stone slabs, systems, and methods |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2469616T3 (es) | 2014-06-18 |
| EP2065150B1 (de) | 2014-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2065150B1 (de) | Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken und Verfahren zu deren Herstellung | |
| EP1556197B1 (de) | Verteiler für aus agglomeriertem keramik- oder steinmaterialbestehende mischungen zum füllen einer form | |
| CA2301703C (en) | Method for producing concrete stones, especially paving stones, building stones or such like | |
| RU2641115C1 (ru) | Устройство нанесения слоя для 3d-принтера и способ для нанесения двух слоев конструкционного материала в виде частиц | |
| US7799253B2 (en) | Method of, and apparatus for, applying flowable material across a surface | |
| US8147233B2 (en) | Apparatus for highly controlled color distribution in mass produced concrete products | |
| RU2572874C2 (ru) | Устройство для изготовления бетонных камней и способ получения по меньшей мере двухцветных бетонных камней | |
| CN113165206B (zh) | 在厚度上装饰陶瓷板的方法 | |
| CN113165205B (zh) | 用于瓷砖的干法装饰的机器 | |
| CN105881905A (zh) | 一种3d打印机粉末材料自动传输装置 | |
| EP1717000B1 (de) | Vorrichtung zum Herstellen von kontinuierlichen Adern mit gewünschten Mustern, welche sich durch die gesamte Dicke des Gegenstands erstrecken und Verfahren zu deren Herstellung | |
| CN114007764B (zh) | 用于粒状材料的分配设备 | |
| EP0940235B1 (de) | Vorrichtung zum Herstellen von Fliesen mit verschiedenen Färbungen | |
| EP1802430B1 (de) | Vorrichtung zur verteilung einer mischung, die auf einem stein- oder keramikagglomerat basiert, auf einer dünnen schicht | |
| CN1739932B (zh) | 生成贯穿产品整个厚度的图案纹理的装置和工艺 | |
| EP1043133A2 (de) | Presse zum Herstellen von Fliesen mit einer Fördervorrichtung für zwei Materialschichten | |
| JPH0938923A (ja) | 積層断面を有するコンクリートブロックの成型方法 | |
| JPH07117039A (ja) | 二層式タイル成型方法 | |
| JP2683481B2 (ja) | 装飾タイルの製造方法 | |
| ITMO980201A1 (it) | Apparecchiatura per l'alimentazione di materiale in granuli o in polvere ad una cavita' di formatura di uno stampo per piastrelle ceramiche |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20091203 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20091202 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES IT |
|
| 17Q | First examination report despatched |
Effective date: 20091203 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131001 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007035337 Country of ref document: DE Effective date: 20140417 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2469616 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140618 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035337 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20141208 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035337 Country of ref document: DE Effective date: 20141208 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE EUROPE LLP, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE GBR, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE EUROPE PATENTANWAELTE PARTNERS, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191121 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20191127 Year of fee payment: 13 Ref country code: ES Payment date: 20191202 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE GBR, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE EUROPE PATENTANWAELTE PARTNERS, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007035337 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210601 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201128 |