EP2095890B1 - Procédé de déformation d'un composant de profilé creux à l'aide d'une haute pression interne - Google Patents
Procédé de déformation d'un composant de profilé creux à l'aide d'une haute pression interne Download PDFInfo
- Publication number
- EP2095890B1 EP2095890B1 EP20090002084 EP09002084A EP2095890B1 EP 2095890 B1 EP2095890 B1 EP 2095890B1 EP 20090002084 EP20090002084 EP 20090002084 EP 09002084 A EP09002084 A EP 09002084A EP 2095890 B1 EP2095890 B1 EP 2095890B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hollow profile
- component
- profile component
- reinforcing component
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/051—Deforming double-walled bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/04—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes with tubes; of tubes with rods
Definitions
- Fig. 1 shows a hollow profile component 1, which may be formed for example as a frame member of a motor vehicle.
- the hollow profile component 1 may be a lateral roof frame of the motor vehicle.
- the hollow profile component 1 is preferably made of an aluminum material, but other materials may be suitable for the same.
- the hollow profile component 1 should consist of a formable material which has been produced, for example, by extrusion, roll forming, tube drawing or the like.
- the hollow profile component 1 has an outer flange portion 1a, which, however, plays no role in the method described below.
- the hollow profile component 1 can have approximately any desired external shape.
- the closure element 5 may optionally have a slightly larger diameter than the inner diameter of the hollow profile component 1, so that the reinforcing member 2 and the closure member 5 must be inserted with a certain force in the hollow profile component 1 and a certain material removal on the closure element 5 can take place ,
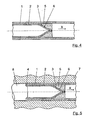
- FIG Fig. 5 A further method step, with which the hollow profile component 1 is shaped together with the reinforcing component 2 by means of internal high pressure, is in FIG Fig. 5 shown.
- the hollow profile component 1 is inserted with the reinforcing member 2 inserted in the same and the closure element 5 in a forming tool 7, which may be of known type.
- a pressure medium is introduced.
- the narrowed end 3 of the reinforcing member 2 is formed tapered and, as already mentioned above, adapted to the recess 6 in the closure element 5.
- the angle at which the narrowed end 3 is narrowed and which has an influence on the introduction of force via the closure element 5, also depends on the material of the hollow profile component 1, the reinforcing member 2 and in particular the closure element 5 as well as the clearance between the closure element 5 and the Hollow profile component 1 from.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Body Structure For Vehicles (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Claims (12)
- Procédé de déformation d'un composant profilé creux au moyen d'une pression interne élevée, dans lequel on introduit dans le composant profilé creux, avant déformation, un composant de renfort conformé en profilé creux,
caractérisé en ce que
le composant de renfort (2) est resserré à une extrémité (3) se trouvant à l'intérieur du composant profilé creux (1) lors de la déformation et en ce qu'il est posé à l'extrémité resserrée (3) du composant de renfort (2) un élément de fermeture (5), dans lequel il est appliqué sur le composant de renfort (2), une fois introduit dans le composant profilé creux (1), par l'extrémité ouverte (4) opposée à l'extrémité resserrée (3), une pression telle que le composant de renfort (2) et l'élément de fermeture (5) soient liés au composant profilé creux (1). - Procédé selon la revendication 1,
caractérisé en ce que,
pour appliquer la pression sur le composant de renfort (2), l'extrémité ouverte (4) de celui-ci est fermée par un piston étanche (8) et en ce qu'un agent de pression est introduit dans l'extrémité ouverte (4) du composant de renfort (2). - Procédé selon la revendication 1 ou 2,
caractérisé en ce que
l'extrémité resserrée (3) du composant de renfort (2) est conformé en cône qui s'adapte au moins à peu près dans un évidement (6) dans l'élément de fermeture (5). - Procédé selon la revendication 1, 2 ou 3,
caractérisé en ce que
le resserrement de l'extrémité (3) du composant de renfort (2) est assuré par un sertissage. - Procédé selon l'une quelconque des revendications 1 à 4,
caractérisé en ce que
le resserrement du composant de renfort (2) est réalisé de sorte que l'extrémité resserrée (3) soit fermée. - Procédé selon l'une quelconque des revendications 1 à 5,
caractérisé en ce que
une pression est appliquée sur le composant de renfort (2) par son extrémité resserrée (3) au moyen d'un piston étanche (8) et par introduction d'un agent de pression. - Procédé selon l'une quelconque des revendications 1 à 6,
caractérisé en ce que
le composant de renfort (2) dépasse du composant profilé creux (1) à son extrémité ouverte (4). - Procédé selon l'une quelconque des revendications 1 à 7,
caractérisé en ce que,
avant l'application de la pression sur le composant de renfort (2), des opérations de flexion et/ou d'estampage sont effectuées sur le composant profilé creux (1) et sur le composant de renfort (2) introduit dans le composant profilé creux (1). - Procédé selon l'une quelconque des revendications 1 à 8
caractérisé en ce que
le diamètre externe du composant de renfort (2) est un peu plus petit que le diamètre interne du composant profilé creux (1). - Procédé selon l'une quelconque des revendications 1 à 9,
caractérisé en ce que
le matériau du composant de renfort (2) présente une solidité plus élevée que le matériau du composant profilé creux (1) - Procédé selon l'une quelconque des revendications 1 à 10,
caractérisé en ce que
l'élément de fermeture (5) est constitué de métal. - Procédé selon l'une quelconque des revendications 1 à 10,
caractérisé en ce que
l'élément de fermeture (5) est constitué d'un matériau synthétique.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200810012008 DE102008012008B3 (de) | 2008-03-01 | 2008-03-01 | Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2095890A2 EP2095890A2 (fr) | 2009-09-02 |
| EP2095890A3 EP2095890A3 (fr) | 2012-01-18 |
| EP2095890B1 true EP2095890B1 (fr) | 2013-04-17 |
Family
ID=40834392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20090002084 Not-in-force EP2095890B1 (fr) | 2008-03-01 | 2009-02-14 | Procédé de déformation d'un composant de profilé creux à l'aide d'une haute pression interne |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2095890B1 (fr) |
| DE (1) | DE102008012008B3 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104785604B (zh) * | 2015-04-14 | 2016-10-19 | 桂林电子科技大学 | 金属薄壁双层管冲击液压胀形方法及装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5838618A (ja) * | 1981-09-01 | 1983-03-07 | Kawasaki Heavy Ind Ltd | 内管端部を補強した二重管の製造方法 |
| DE19511970C2 (de) * | 1995-04-18 | 1998-07-09 | Werdau Fahrzeugwerk | Verfahren zum Herstellen von verformten mehrwandigen Rohren mit Hohlräumen zwischen den Wandungen |
| DE10013428C1 (de) * | 2000-03-17 | 2001-01-18 | Daimler Chrysler Ag | Verfahren zur Herstellung von doppelwandigen Hohlprofilen mittels Innenhochdruckumformen |
| WO2002094472A1 (fr) * | 2001-05-22 | 2002-11-28 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Procede d'hydroformage et produit hydroforme selon ledit procede |
| US7275521B2 (en) * | 2004-06-17 | 2007-10-02 | Usui Kokusai Sangyo Kaisha Limited | Joint structure of diverging branch pipe in fuel rail for internal combustion engine, diverging branch pipe and manufacture method of its diverging branch pipe |
| US7181846B2 (en) * | 2004-07-08 | 2007-02-27 | Torque-Traction Technologies, Inc. | Method of manufacturing a combined driveshaft tube and yoke assembly |
-
2008
- 2008-03-01 DE DE200810012008 patent/DE102008012008B3/de not_active Expired - Fee Related
-
2009
- 2009-02-14 EP EP20090002084 patent/EP2095890B1/fr not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP2095890A3 (fr) | 2012-01-18 |
| DE102008012008B3 (de) | 2009-09-03 |
| EP2095890A2 (fr) | 2009-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60101789T2 (de) | Verfahren zur herstellung eines rohrförmigen bauteils | |
| EP1989011B1 (fr) | Procede de fabrication d'une piece de colonne de direction et colonne de direction dotee de cette piece de colonne de direction | |
| DE102009038316A1 (de) | Verfahren zur Herstellung eines einen Abschnitt einer Lenkspindel bildenden Lenkspindelteils | |
| DE102007038713B4 (de) | Verfahren zur Herstellung von partiell verstärkten Hohlprofilen | |
| DE102011080266A1 (de) | Verfahren zur formschlüssigen Verbindung zweier zumindest teilweise ineinander angeordneter Rohrabschnitte und Verbindungselement zur winkligen Verbindung zweier Rohrabschnitte | |
| DE102006025522B4 (de) | Verfahren und Vorrichtung zur Herstellung strukturierter, geschlossener Hohlprofile | |
| EP3812121B1 (fr) | Porte de véhicule et sa fabrication | |
| DE3328913A1 (de) | Einrichtung zur befestigung eines rohres in einer bohrung | |
| EP2095890B1 (fr) | Procédé de déformation d'un composant de profilé creux à l'aide d'une haute pression interne | |
| EP2042251B1 (fr) | Procédé de fabrication d'un boulon à bague d'arrêt et boulon à bague d'arrêt | |
| DE10019384B4 (de) | Verfahren zur Herstellung eines Verbundrohres sowie ein Verbundrohr zum Transport fluider Medien | |
| EP2706276B1 (fr) | Tube renforcé sur la paroi intérieure et son procédé de fabrication | |
| DE102004060218B4 (de) | Verfahren zum Herstellen verstärkter rohrförmiger Elemente | |
| EP3546812A1 (fr) | Système de composants hydrauliques doté d'un composant hydraulique fabriqué, au moins partiellement, de manière générative | |
| EP0926415A1 (fr) | Raccord de tuyaux | |
| DE19837131C2 (de) | Verfahren zum Innenhochdruck-Umformen zweier oder mehrerer Hohlkörper mit jeweils zumindest einer Öffnung, insbesondere Metallrohre oder Metallhohlprofile sowie Innenhochdruck-Umformmaschine zur Durchführung des Verfahrens | |
| DE102010014537B4 (de) | Strukturbauteil für einen Kraftwagen und Verfahren zu dessen Herstellung | |
| DE602005004598T2 (de) | Rohr zum Innenhochdruckumformen sowie Verfahren zum Innenhochdruckumformen eines Rohres | |
| EP2205370B1 (fr) | Procede et dispositif de fabrication d'un corps creux et corps creux | |
| DE102006012625C5 (de) | Verfahren zur Herstellung von Profilen | |
| DE102015014503A1 (de) | Zusammenschiebbares Hohlrohr zur Drehmomentübertragung in einer Kardanwelle und Verfahren zu dessen Herstellung | |
| DE19901425A1 (de) | Rohrförmiges Zahnstangenwerkstück und Verfahren zu dessen Herstellung, insbesondere für Zahnstangenlenkungen von Kraftfahrzeugen | |
| DE20206524U1 (de) | Rahmenstruktur eines Fahrzeugs | |
| DE102006031503B4 (de) | Verfahren und Vorrichtung zum Biegen von Hohlprofilen mit minimalem Biegeradius | |
| DE69809823T2 (de) | Verfahren zum Verbinden eines Schlauches mit einem Rohr, Kupplung und Befestigungsring zum Durchführen dieses Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 39/04 20060101ALI20111215BHEP Ipc: B21D 26/02 20110101AFI20111215BHEP |
|
| 17P | Request for examination filed |
Effective date: 20120718 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR IT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 26/02 20110101AFI20120823BHEP Ipc: B21D 39/04 20060101ALI20120823BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR IT SE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009006851 Country of ref document: DE Effective date: 20130613 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140120 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009006851 Country of ref document: DE Effective date: 20140120 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 502009006851 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190220 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190224 Year of fee payment: 11 Ref country code: SE Payment date: 20190222 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200229 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200302 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009006851 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210901 |