EP2112101A1 - Vorrichtung und Verfahren zum Palettieren von Stückgutzusammenstellungen - Google Patents
Vorrichtung und Verfahren zum Palettieren von Stückgutzusammenstellungen Download PDFInfo
- Publication number
- EP2112101A1 EP2112101A1 EP09156008A EP09156008A EP2112101A1 EP 2112101 A1 EP2112101 A1 EP 2112101A1 EP 09156008 A EP09156008 A EP 09156008A EP 09156008 A EP09156008 A EP 09156008A EP 2112101 A1 EP2112101 A1 EP 2112101A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- piece goods
- transport
- intermediate layers
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G57/00—Stacking of articles
- B65G57/005—Stacking of articles by using insertions or spacers between the stacked layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G57/00—Stacking of articles
- B65G57/02—Stacking of articles by adding to the top of the stack
- B65G57/16—Stacking of articles of particular shape
- B65G57/20—Stacking of articles of particular shape three-dimensional [3D], e.g. cubiform or cylindrical
- B65G57/22—Stacking of articles of particular shape three-dimensional [3D], e.g. cubiform or cylindrical in layers each of predetermined arrangement
- B65G57/24—Stacking of articles of particular shape three-dimensional [3D], e.g. cubiform or cylindrical in layers each of predetermined arrangement the layers being transferred as a whole, e.g. on pallets
Definitions
- the present invention relates to an apparatus and a method for palletizing piece goods assemblies.
- Palletizers are known in the art. In this case, an empty pallet is first provided in a loading station for loading a pallet, and then layerwise containers such as crates, disposable containers or the like are placed on them. Usually, interlayers are arranged, for example, made of paper or cardboard between individual bundle layers.
- a device for loading pallets with cargo is known. This device has transverse to a sheet transfer direction extending support rails in which a support plane is guided.
- a device for dissolving and forming piece stacks is known.
- This device has a plurality of vacuum grippers, which grip the piece goods themselves from above.
- a support plane in the form of a roller carpet is provided, which can be moved under the cargo position.
- terminal strips are provided to clamp the cargo items.
- the present invention is therefore based on the object to provide a Palletierstrom available, which allows a higher Palletier effet.
- a device for forming stacks of piece goods compilations has a movable transport device for transporting the piece goods compilation, as well as a pre-insertion unit for bringing intermediate layers to the piece goods compilation.
- the device is designed such that it takes over an elongated strip of material consisting of the material of the intermediate layers, wherein the intermediate layers are separable from this elongated strip of material and preferably the device has a separating device which separates the intermediate layers of the strip of material.
- the device preferably has a first reservoir or a first dispensing device, which receives the elongate strip of material, and the pre-guide unit is designed such that it takes over the elongate strip of material from this reservoir.
- a portion of the delivery unit is located immediately adjacent to the reservoir.
- a reservoir is understood to mean any receiving unit for the intermediate layers.
- the reservoir to a storage unit or the ground on which a stack or the strip of material is stored.
- it is an at least partially open housing or frame from which the strip of material can be pulled out.
- the reservoir receives the strip of material in multiply folded form.
- These are preferably a so-called endless strip, which in each case at regular intervals is again bent over in such a way that the strip turns by 180 ° in each case and in this way a stack is formed.
- the reservoir can be carried out very easily, in particular without unwinding unit such as rollers or the like.
- the reservoir has a cavity whose cross-section is larger than the area which is formed by the width of the strip of material and the distance between two folds on which the strip of material is folded over.
- the cavity can also be formed by limiting rods of a frame. In this cavity, the multi-folded endless strip can be arranged lying.
- the reservoir preferably has a removal region, over which the strip of material is removed, this removal region being arranged above an upper end of a multiply folded strip of material.
- the separating device has a cutting unit, which preferably cuts the strip of material in a direction perpendicular to the transport direction of the strip of material extending direction.
- a heatable wire could be used, which cuts through the strip of material in each case at the predetermined locations.
- the device has a first roller unit with two opposing rollers, between which the strip of material can be guided. Preferably, at least one of the two rollers is driven. However, it would also be possible that the two rollers are not driven and only pulled through by a further drive direction of the strip of material. Through these two rollers, a particularly precise guidance of the material strip is achieved. By feeding the material strip, the position of the strip of material and thus also of the intermediate layers can furthermore be specified very precisely.
- the device has a second roller unit with two opposing rollers, between which the strip of material can be guided. Preferably, these two roller units are arranged one behind the other in the transport direction of the material strip.
- a conveyor belt connects to the two roller units, which introduces the now cut intermediate layers to the piece goods compilation or leads under this piece goods compilation.
- the separating device or a cutting or separating element of the separating device between the first roller unit and the second roller unit is arranged.
- a particularly accurate burning or cutting process of the strip of material is achieved and in this way a precise dimensioning of the intermediate layer can be achieved.
- at least one of the two rollers of the second roller unit is driven to achieve in this way a feed of the intermediate layer.
- the device has a second reservoir, which receives an elongated strip of material.
- a second reservoir which receives an elongated strip of material.
- two mutually parallel reservoirs are provided, which ensure a seamless transition when, for example, one of the two strips of material is over.
- the pre-guide unit is designed such that it takes over the strip of material from the reservoir.
- a support device which is movable under the piece goods compilation and which is substantially completely removable from a lying below the piece item compilation area.
- the transport device has at least one controllable fixing device for temporarily fixing an intermediate layer, wherein this fixing device is movable below the support device for fixing the intermediate layer.
- the transport device for the piece goods assemblies or the package layers is combined with a fixing device for the intermediate layer to be arranged between the package layers.
- a stack can be formed faster with the help of only one device.
- the pallets to be palleted to containers For palletizing, for example, with the aid of the device according to the invention, initially an intermediate layer can be deposited and then a piece-goods combination and then this process can be repeated above the clipboard. Thus, a significant acceleration of this method can be achieved.
- the feeder transversely feeds the piece goods assembly of the transport means, i. the piece goods combination is guided essentially in a horizontal direction.
- the transport device preferably has a lateral opening through which the piece goods compilation can be pushed into the transport device. Moving under the piece-goods compilation means that the fixing device can be moved to a position which is lower than the piece-goods compilation. It is also conceivable that the fixing device within an area which is below the piece goods compilation, is moved.
- a fixing device is understood to mean a device which is capable of holding an intermediate layer at least temporarily on the transport device.
- the fixing device is integrated into the support device such that its movement is coupled to the movement of the support device.
- the fixing device for carrying out the fixing operation is arranged in a region which lies below the support device, so that the intermediate layer can be held below the piece goods compilation.
- the support means on a plurality of rotatable bodies which can be supported against the Indeedgutzzusammengnally.
- the aforementioned rotatable bodies are provided, which allow a rolling against the piece goods compilation.
- the support device in the plane of a bottom surface of the piece goods compilation is movable relative to the piece goods compilation. More specifically, it is possible to move the support device like a curtain against the Indeedgutzzusammengnagna.
- the rotatable bodies or these rotatable body bearing shafts or axles are guided in two-sided rails.
- the fixing device has at least one fixing element, which is arranged between two rotatable bodies. More specifically, the fixing members are integrated in the curtain formed of a plurality of rotatable bodies.
- the fixing device on a strip-shaped body which is movable in two lateral rails together with the rotatable bodies.
- a strip-shaped body for example, can be arranged between two rotatable bodies and thus is displaceable together with these rotatable bodies relative to the piece goods compilation.
- At least one fixing element is a controllable suction head. It is thus proposed to mount at least one such suction head in the support device, which is preferably designed as a blind carpet. In addition, however, it would also be possible to attach a fixing device, for example in the form of a clamping device below the support means.
- a controllable suction head is understood to mean that the fixing operation can be controlled by the user or by a machine control, so that either an intermediate layer to be lifted can be picked up and released.
- the fixing device has two spaced-apart strip-shaped body, wherein at least one fixing element is arranged on each of these strip-shaped body and wherein between these two strip-shaped bodies a plurality of rotatable bodies is provided.
- each of these strip-shaped body has at least two such fixing elements.
- a plurality of such fixing elements are substantially uniformly distributed, so that a particularly efficient hold of the intermediate layers is possible.
- the support device has two mutually substantially symmetrically shaped sections. To open the bottom of the transport device, these two sections slide apart and free in this way the area below the piece goods compilation.
- the transport device is arranged in its entirety on a pivotable arm about a vertical axis. In this way, the transport device can grip piece goods compilations and store them at another location, for example on a pallet.
- the device has a pre-guide unit, which leads the intermediate layers to an underside of the support device. In this way it is achieved that the transport device, without having to be moved over long distances, can accommodate both the piece goods collection position and the intermediate layer.
- the transport device has a coupling device, which is in an operating state in fluid communication with the fixing device and which is separated in a further operating state of the fixing device of this. More precisely, this coupling device serves to provide a vacuum to the fixing elements designed as suction heads on the support device. In a closed state of the support device or of the roller carpet, the coupling device docks onto the suction strips of the support device and then this can be subjected to a vacuum.
- This coupling device is preferably also used to temporarily apply compressed air to the suction cups, in order to release in this way the respective intermediate layer of the suction cups.
- the coupling device is designed to be pivotable and can be created by this pivoting action on the strips or pulled away from them.
- the present invention is further directed to a transporting device for transporting the piece-goods assembly, comprising a support device which is movable under the piece-goods assembly and which is substantially completely removable from a region located vertically below the piece-goods combination.
- the transport device has at least one controllable fixing device for temporarily fixing an intermediate layer, wherein this fixing device for fixing the intermediate layer below the piece goods compilation is movable and wherein the fixing device is integrated into the support device such that its movement and the movement of the support device is coupled.
- a first intermediate layer in a first predetermined region with a pre-insertion unit in a first transport direction is introduced in one step. Subsequently, the Zhangzzusammengnagna is guided with a transport device in the specified area.
- the piece goods compilation is first performed in the area and only then the liner is moved under the piece goods compilation.
- the predefined area is understood in particular to be an area viewed from above in a plan view. It is therefore possible that the strip of material below (or above) of the piece goods compilation brought to this or spent in the area.
- an elongated strip of material, from which the intermediate layers can be separated is fed to the pre-insertion unit and the intermediate layers are separated from this strip of material by means of a separating device.
- a separating device it is also proposed in the method according to the invention not to supply the intermediate layers individually, but by means of an endless strip.
- the strip of material is supplied from a reservoir.
- the intermediate layers and the Simplygutzusammenstelllept be performed in each case the same area and there each arranged simultaneously ie first one Zhangzzusammen ein then an intermediate layer and then again a piece goods compilation, etc.
- the Shawgutzzusammengnagna herein is transported in a direction that is not parallel to the first transport direction.
- the direction in which the Selfgutzzusammen ein is transported perpendicular to the transport device in which the intermediate layer is transported.
- the strip of material in the form of a multiply folded strip is taken over by the pre-insertion unit.
- the strip of material in the form of a multiply folded strip is taken over by the pre-insertion unit.
- the strip of material has a plurality of folds and the separation of the intermediate layers is spaced from these drop locations. In this way it can be avoided that slippage of the respective separating or cutting devices occurs when the separating line is arranged too close to the folding points.
- the separating device cuts the strip of material in a direction perpendicular to the transport direction.
- the supply of the material strip is clocked at the pre-drive unit. This means that, for example, in the actual separation process, the material strip can be stopped in order to achieve a straight-line separation in a particularly simple manner in this way.
- a cutting blade can be used, but it would also be possible, for example, to use laser units for cutting.
- an intermediate layer is at least temporarily taken up by the transport device by means of a fixing device arranged on the transport device and preferably on the support device.
- the transport device itself is moved with the piece goods compilation and with the intermediate layer by a lifting movement and possibly also by a pivoting movement to store the intermediate layer and the piece goods compilation, for example, on a pallet.
- the fixing device is moved together with the support device relative to the piece goods compilation.
- the fixing device is also coupled to the support device so that in this way the entire movement process can be simplified.
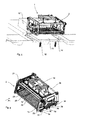
- FIG. 1 shows a device 1 according to the invention for forming stacks of Indeedgutzzusammen einen 10.
- the reference numeral 4 refers to a shifter, which is part of a feeder 5 and which pushes the piece goods compartments 10 in a transport device 2 into it.
- intermediate layers 13 are brought from below to this transport device 2.
- the transport device 2 is preferably rotatably arranged on an arm 7.
- This arm 7 is in turn arranged on a central rotatable frame 8.
- Another corresponding arm 7, on which a further transport device 2 is provided, is approaching on the right in FIG. 1 recognizable.
- FIG. 2 shows another view of the in FIG. 1
- a reservoir 11 for intermediate layers 13 can be seen.
- a cutting device (not shown) is preferably also provided, which cuts the individual intermediate layers, so that they can be guided under the transport device 2.
- the piece goods assemblies 10 are inserted from the side into the transport device 2.
- the transport device 2 has a lateral opening 2a.
- the transport device 2 itself is brought from above to the intermediate layers 13.
- the reservoir 11 is designed here as a frame, within which a strip of material 19 is arranged.
- This strip of material 19 is folded several times, wherein the reference numeral 21 shows a single fold. In this way, the material strip 19 can be stored in a very space-saving manner.
- the material strip 19 is at the in Fig. 2 embodiment shown pulled over the frame 11, so that an occurrence of tilting can be avoided.
- the back of the frame 11 acts here as a second reservoir for a second strip of material.
- the two strips of material 19 can alternatively be supplied to a pre-guide unit 17, so that it also bridges periods of time which arise when a strip of material 19 is used up and a new strip of material 19 has to be supplied.
- the pre-drive unit has here a circulating conveyor belt, which conveys the intermediate layers 13, which are separated in each case from the material strip 19, under the transport device 2.
- Figure 3 shows a plan view of a device according to the invention. It can be seen here that two arms 7 each having a transport device 2 are arranged on the frame 8. This frame 8 can be rotated to move the arms 7 with the transport means between a conveyor belt 80 and the pre-drive unit 17.
- the reference numeral 61 refers to a separator disposed between the reservoir 11 and the pre-lead unit 17.
- the strip of material (not shown) is transported in the direction of the transport path T to the feeding unit 17, and the separating device 61 cuts intermediate layers from the strip of material.
- the length of these intermediate layers in the direction T can be adjusted by the user.
- the strip of material is transported in cycles and the transport of the already cut intermediate layers is clocked on the pre-guide unit 17.
- a separation process or cutting process preferably takes place while the strip of material rests.
- Fig. 4 shows a representation of a separator 61.
- This separator 61 comprises a first roller unit 70 with two rollers 72, 74, between which the intermediate layer or the strip of material can be guided.
- the reference numeral 75 refers to a second roller unit, which also has two rollers 76, 77, between which the strip of material can be guided.
- the two lower rollers 74 and 77 preferably have the same outer diameter and preferably also the two upper rollers 72 and 76 have the same diameter.
- the diameters of all rolls are the same size. It is also possible that the rotations of the individual rollers 72, 74, 76, 77 are synchronized with each other.
- a cutting unit is arranged between the two roller units 70, 75, wherein this cutting unit has a carrier 65 and a cutting blade 62 arranged on this carrier 65, which is movable in the direction of the arrow P3.
- the reference numeral 66 refers to a cutting table over which the strip of material is laid to be cut.
- FIG. 5 shows a further illustration of a device according to the invention 1. it can be seen here that the intermediate layers 13 are temporarily stored on a table 14, before they are gripped by a transport device 2. This table 14 can be adjusted by means of height-adjustable feet 16 in height.
- FIG. 6 shows a transport device 2. This has two side parts 15, between which a support device 6 is arranged.
- This support device 6 has a plurality of rotatable bodies 12. For transporting a piece goods compilation or package layer is pushed laterally in the direction of the arrow P in the transport device 2 and during this process, the rotatable body 12, which are rollers, rotated. After the piece goods compilation is pushed into the transport device 2, the transport device can transport the piece goods compilation.
- a displaceable rod 28 is provided, which can align the Indeedgutzzusammengnagna in the interior of the transport device 2 in the direction of the arrow P1.
- the rod 28 can move in a rail along the arrow P1. While the piece goods compilation is introduced, the bar 28 is moved up to the side, so as not to hinder the insertion of the piece goods compilation.
- Reference numeral 26 refers to a shaft arranged between the two side parts 15. This shaft is rotated by a motor 24 and a gear 25. By means of this shaft 26 and two arranged on her gears 27 (only one gear is visible), the support means 6 can be moved over an open chain and thus free the area below the piece goods compilation. A corresponding shaft 26 is also on the in Fig. 6 rear side of the transport device 2 is provided.
- the transport device 2 can be arranged on a pivot arm.
- the device further comprises a rail, in which the support means 6 can be moved to the in FIG. 1 open by the support means 6 closed area.
- the reference numeral 34 refers to the above-mentioned coupling devices to provide the strip-shaped body or suction bars 20 with vacuum. In this case, these coupling devices 34 are designed so that they only in the in FIG. 1 shown closed state of the support a vacuum on the suction pads apply.
- the suction bars 20 are activated to suck in a below the conveyor 2 intermediate layer or record and then transport this intermediate layer together with the piece goods compilation 2.
- FIG. 7 shows a plan view from below of a transport device 2 according to the invention. It can be seen that here four strip-shaped body or suction bars 20 are incorporated into the support means 6. In this case, these strip-shaped body 20 are each arranged between rotatable bodies 12. Preferably, the strip-shaped body 20 are arranged with respect to the rotatable body, that in the upward direction of the strip-shaped body 20 does not come into contact with the Indeedgutzzusammen einen.
- the support device 6 is composed of two sub-sections 6a and 6b, which are formed substantially symmetrically relative to each other.
- the two sections 6a, 6b are pulled apart, so that between the two sections 6a, 6b, an opening 9 is released, through which the Indeedgutzzusammen ein can fall down.
- a total of four strip-shaped body 20 are provided on which in turn a plurality of fixing elements or suction elements 22 is provided.
- the louver head i.e., the conveyor 2
- the conveyor 2 directly under the loading surface.
- the reference numeral 34 also shows a coupling device to pressurize the strip-shaped body 20 and thus also the individual suction elements 22 with vacuum.
- the reference numeral 23 refers to sensor devices which detect the presence of intermediate layers. These may be, for example, touch sensors or light sensors.
- the individual suction elements 22 can be actuated separately.
- the suction elements 22 can also be acted upon by compressed air in order to be able to release the intermediate layers from them.
- FIG. 8 shows a side view of a transport device 2 according to the invention. It also recognizes support body 36, which serve as a transport lock to prevent damage, in particular of the coupling devices 34. After this has been done, the liners are replaced by the in FIG. 5 sucked suction.
- the reference numeral 40 refers to a vacuum distribution device, which the individual in FIG. 2 shown strip-shaped body 20 applied with vacuum. In addition, compressed air can also be output to the coupling devices 34 and thus the suction elements 22 via this vacuum distribution device 40.
- FIG. 9 shows a further side view of a transport device according to the invention.
- a further displacement device 38 which serves for the lateral alignment of the container assembly, can be seen here in particular.
- This further displacement device 38 is arranged on a carrier 39.
- Another (not shown) displacement device is provided on the opposite side of the transport device 2.
- the reference numeral 28 refers back to the rod, which prevents falling out of the container from the transport device 2.
- FIG. 10 illustrates the delivery of the vacuum to the strip-shaped bodies (not shown) FIG. 2 ,
- a total of four coupling devices are provided, which act on the strip-shaped body 20 with the vacuum.
- These coupling devices 34 are in the process FIG. 5 shown embodiment on a common carrier 41.
- This carrier 41 in turn is connected via connecting devices 54 on the side parts 15 of FIG FIG. 1 arranged transport device arranged.
- the coupling devices 34 have coupling heads 42, which are pivotable downwards.
- these coupling heads 42 are arranged on a Auslegearm 44, which in turn is arranged pivotably relative to a carrier 46.
- the reference numeral 48 refers to a connection with which, for example via a hose, the coupling head 42 can be subjected to vacuum. Also, air can be supplied via this hose (pressure).
- the reference numeral 40 also shows the Vakuumverteilinnate here, but not at the FIG. 8 is shown, but preferably below the carrier 41.
- This Vakuumverteil listening 40 has a plurality of outputs 52, to which the above-mentioned tubes for supplying the individual coupling heads 42 may be connected.
- a vacuum By applying the coupling heads 42 with a vacuum, as mentioned above, an intermediate layer can be tightened. In order to lower the intermediate layer, this vacuum is removed and preferably additionally compressed air is output. Subsequently, the support device 6 can be moved relative to the coupling heads 42. This makes it possible to keep the coupling heads 42 and the entire coupling device 34 stationary and thus less susceptible to wear.
- the reference numeral 56 refers to a filter, which is followed by a venturi 58 downstream.
- the vacuum distribution device 40 is supplied with compressed air via a connection 60.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- De-Stacking Of Articles (AREA)
- Making Paper Articles (AREA)
Abstract
Description
- Die vorliegende Erfindung bezieht sich auf eine Vorrichtung und ein Verfahren zum Palletieren von Stückgutzusammenstellungen.
- Palletierer sind aus dem Stand der Technik bekannt. Dabei wird zum Beladen einer Palette zunächst eine leere Palette in einer Ladestation bereitgestellt und auf diese werden anschließend lagenweise Gebinde wie beispielsweise Flaschenkästen, Einweggebinde oder dergleichen abgelegt. Üblicherweise werden dabei zwischen einzelnen Gebindelagen Zwischenlagen beispielsweise aus Papier oder Karton angeordnet.
- Aus der
DE 29 45 883 A1 ist eine Vorrichtung zum Beladen von Paletten mit Stückgütern bekannt. Diese Vorrichtung weist quer zu einer Lagenüberschubrichtung verlaufende Abstützschienen auf, in denen eine Unterstützungsebene geführt ist. - Aus der G 92 02 553.6 ist eine Vorrichtung zum Auflösen und Bilden von Stückgutstapeln bekannt. Diese Vorrichtung weist eine Vielzahl von Vakuumgreifern auf, welche die Stückgüter selbst von oben greifen. Unterhalb dieser Vakuumgreifer ist eine Abstützebene in Form eines Rollenteppichs vorgesehen, der unter die Stückgutlage verfahren werden kann. Daneben sind Klemmleisten vorgesehen, um die Stückgutlagen einzuklemmen.
- Aus der
US 4,998,399 ist eine Packmaschine für PET-Flaschen bekannt. Dabei werden Behältnisse wie Flaschen 5 jeweils in Verpackungen 7 gepackt, wobei diese Verpackungen über ein Transportband an die Flaschen herangeführt werden. - Weiterhin ist es aus dem Stand der Technik bekannt, dass derartige Palletieranlagen jeweils in Abfolge eine Zwischenlage, anschließend eine Gebindelage und anschließend wieder eine Zwischenlage aufeinander anordnen. Dieses Verfahren ist jedoch relativ zeitintensiv.
- Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, eine Palletieranlage zur Verfügung zu stellen, welche eine höhere Palletiergeschwindigkeit erlaubt.
- Dies wird erfindungsgemäß durch eine Vorrichtung nach Anspruch 1 sowie ein Verfahren nach Anspruch 13 erreicht. Vorteilhafte Ausführungsformen und Weiterbildungen sind Gegenstand der Unteransprüche.
- Eine erfindungsgemäße Vorrichtung zum Bilden von Stapeln aus Stückgutzusammenstellungen weist eine bewegliche Transporteinrichtung zum Transportieren der Stückgutzusammenstellung auf, sowie eine Heranführungseinheit, um Zwischenlagen an die Stückgutzusammenstellung heranzuführen. Erfindungsgemäß ist die Vorrichtung derart gestaltet, dass sie einen langgestreckten Materialstreifen, der aus dem Material der Zwischenlagen besteht, übernimmt, wobei von diesem langestreckten Materialstreifen die Zwischenlagen abtrennbar sind und vorzugsweise die Vorrichtung eine Trenneinrichtung aufweist, welche von dem Materialstreifen die Zwischenlagen abtrennt.
- Vorzugsweise weist die Vorrichtung ein erstes Reservoir bzw. eine erste Spendeeinrichtung auf, welches den langgestreckten Materialstreifen aufnimmt und die Heranführungseinheit ist derart gestaltet, dass sie den langgestreckten Materialstreifen von diesem Reservoir übernimmt. Vorzugsweise ist ein Bereich der Heranführunseinheit unmittelbar neben dem Reservoir angeordnet.
- Während im Stand der Technik Zwischenlagen vereinzelt zugeführt werden, wird erfindungsgemäß vorgeschlagen, die Zwischenlagen zunächst als Endlosband zuzuführen und unmittelbar vor der eigentlichen Palettierung die jeweiligen Zwischenlagen abzutrennen. Unter einem Reservoir wird dabei jede Aufnahmeeinheit für die Zwischenlagen verstanden. Im einfachsten Fall handelt es sich bei dem Reservoir um eine Ablageeinheit oder auch den Boden, auf dem ein Stapel bzw. der Materialstreifen abgelegt ist. Vorzugweise handelt es sich jedoch um ein wenigstens teilweise offenes Gehäuse oder Gestell, aus dem der Materialstreifen herausgezogen werden kann.
- Vorzugsweise nimmt das Reservoir den Materialstreifen in mehrfach gefalteter Form auf. Dabei handelt es sich hier bevorzugt um einen sogenannten Endlosstreifen, der jeweils in regelmäßigen Abständen wieder derart umgeknickt ist, dass sich der Streifen jeweils um 180° wendet und auf diese Weise ein Stapel gebildet wird. Auf diese Weise kann das Reservoir sehr einfach ausgeführt werden, insbesondere ohne Abwickeleinheit wie Walzen oder dergleichen. Bevorzugt weist das Reservoir einen Hohlraum auf, dessen Querschnitt größer ist als die Fläche, die durch die Breite des Materialstreifens und den Abstand zweier Faltstellen, an denen der Materialstreifen umgeknickt ist, gebildet wird. Der Hohlraum kann dabei auch durch begrenzende Stangen eines Gestells gebildet werden. In diesem Hohlraum kann der mehrfach gefaltete Endlosstreifen liegend angeordnet sein.
- Das Reservoir weist bevorzugt einen Entnahmebereich auf, über den der Materialstreifen entnommen wird, wobei dieser Entnahmebereich oberhalb eines oberen Endes eines mehrfach gefalteten Materialstreifens angeordnet ist.
- Vorzugsweise weist die Trenneinrichtung eine Schneideinheit auf, welche den Materialstreifen bevorzugt in einer senkrecht zu der Transportrichtung des Materialstreifens verlaufenden Richtung schneidet. Anstelle des Schneidwerkzeugs könnte jedoch auch ein erhitzbarer Draht verwendet werden, der den Materialstreifen jeweils an den vorgegebenen Stellen durchtrennt.
- Bei einer weiteren vorteilhaften Ausführungsform weist die Vorrichtung eine erste Walzeneinheit mit zwei gegenüberliegenden Walzen auf, zwischen denen der Materialstreifen führbar ist. Vorzugsweise ist wenigstens eine der beiden Walzen angetrieben. Es wäre jedoch auch möglich, dass die beiden Walzen nicht angetrieben sind und lediglich durch eine weitere Antriebsrichtung der Materialstreifen hindurchgezogen wird. Durch diese beiden Walzen wird eine besonders präzise Führung des Materialstreifens erreicht. Durch die Zuführung des Materialstreifens kann weiterhin sehr präzise die Lage des Materialstreifens und damit auch der Zwischenlagen vorgegeben werden. Bei einer weiteren vorteilhaften Ausführungsform weist die Vorrichtung eine zweite Walzeneinheit mit zwei einander gegenüberliegenden Walzen auf, zwischen denen der Materialstreifen führbar ist. Vorzugsweise sind diese beiden Walzeneinheiten in der Transportrichtung des Materialstreifens hintereinander angeordnet.
- Vorzugsweise schließt sich an die beiden Walzeneinheiten ein Transportband an, welches die nunmehr geschnittenen Zwischenlagen an die Stückgutzusammenstellung heranführt bzw. unter diese Stückgutzusammenstellung führt.
- Vorzugsweise ist die Trenneinrichtung bzw. ein Schneid- oder Trennelement der Trenneinrichtung zwischen der ersten Walzeneinheit und der zweiten Walzeneinheit angeordnet. Auf diese Weise wird ein besonders exakter Brenn- bzw. Schneidevorgang des Materialstreifens erreicht und auf diese Weise kann eine jeweils exakte Dimensionierung der Zwischenlage erreicht werden. Vorzugsweise ist wenigstens eine der beiden Walzen der zweiten Walzeneinheit angetrieben um auf diese Weise einen Vorschub der Zwischenlage zu erreichen.
- Bei einer weiteren vorteilhaften Ausführungsform weist die Vorrichtung ein zweites Reservoir auf, welches einen langgestreckten Materialstreifen aufnimmt. Vorzugsweise sind daher zwei zueinander parallel arbeitende Reservoirs vorgesehen, welche einen nahtlosen Übergang gewährleisten, wenn beispielsweise einer der beiden Materialstreifen zu Ende ist.
- Vorzugsweise ist die Heranführungseinheit derart gestaltet, dass sie den Materialstreifen von dem Reservoir übernimmt.
- Bevorzugt ist eine Abstützeinrichtung vorgesehen, die unter die Stückgutzusammenstellung bewegbar und die im Wesentlichen vollständig aus einem unterhalb der Stückgutzusammenstellung liegenden Bereich entfernbar ist. Bevorzugt weist die Transporteinrichtung wenigstens eine steuerbare Fixiereinrichtung zum vorübergehenden Fixieren einer Zwischenlage auf, wobei diese Fixiereinrichtung zum Fixieren der Zwischenlage unterhalb der Abstützeinrichtung bewegbar ist.
- Damit wird hier vorgeschlagen, dass die Transporteinrichtung für die Stückgutzusammenstellungen bzw. die Gebindelagen kombiniert wird mit einer Fixiereinrichtung für die zwischen die Gebindelagen anzuordnende Zwischenlage. Auf diese Weise kann mit Hilfe nur einer Vorrichtung schneller ein Stapel gebildet werden. Bei den Stückgutzusammenstellungen handelt es sich, wie oben erwähnt, um die zu pallentierenden Lagen an Gebinden. Zum Palletieren kann beispielsweise mit Hilfe der erfindungsgemäßen Vorrichtung zunächst eine Zwischenlage abgelegt werden und dann oberhalb der Zwischenablage eine Stückgutzusammenstellung und dieser Vorgang anschließend wiederholt werden. Damit kann eine wesentliche Beschleunigung dieses erfindungsgemäßen Verfahrens erreicht werden.
- Bevorzugt führt die Zuführeinrichtung die Stückgutzusammenstellung der Transporteinrichtung quer zu, d.h. die Stückgutzusammenstellung wird im Wesentlichen in einer horizontalen Richtung geführt. Die Transporteinrichtung weist bevorzugt eine seitliche Öffnung auf, durch welche hindurch die Stückgutzusammenstellung in die Transporteinrichtung hinein geschoben werden kann. Unter einem Bewegen unter die Stückgutzusammenstellung wird verstanden, dass die Fixiereinrichtung in eine Position bewegt werden kann, welche tiefer liegt als die Stückgutzusammenstellung. Dabei ist es auch denkbar, dass die Fixiereinrichtung innerhalb eines Bereiches, der unterhalb der Stückgutzusammenstellung liegt, bewegt wird.
- Unter einer Fixiereinrichtung wird eine Einrichtung verstanden, welche in der Lage ist, eine Zwischenlage zumindest vorübergehend an der Transporteinrichtung zu halten.
- Vorzugsweise ist die Fixiereinrichtung derart in die Abstützeinrichtung integriert, dass ihre Bewegung an die Bewegung der Abstützeinrichtung gekoppelt ist. Für das Verfahren ist es damit möglich, zunächst eine Zwischenablage abzulegen und anschließend die Abstützeinrichtung gemeinsam mit der Fixiereinrichtung aus dem Bereich unterhalb der Stückgutzusammenstellung zu entfernen. Vorzugsweise ist die Fixiereinrichtung zur Durchführung des Fixiervorgangs in einem Bereich angeordnet, der unterhalb der Abstützeinrichtung liegt, so dass die Zwischenlage unterhalb der Stückgutzusammenstellung gehalten werden kann.
- Bei einer weiteren vorteilhaften Ausführungsform weist die Abstützeinrichtung eine Vielzahl von drehbaren Körpern auf, denen gegenüber die Stückgutzusammenstellung abstützbar ist. Wie oben erwähnt, ist es in einem Verfahrensschritt nötig, die Abstützeinrichtung gegenüber der Stückgutzusammenstellung zu bewegen. Um zu verhindern, dass durch diesen Vorgang beispielsweise Folien zerrissen werden, sind die erwähnten drehbaren Körpern vorgesehen, welche ein Abrollen gegenüber der Stückgutzusammenstellung ermöglichen.
- Bei einer weiteren vorteilhaften Ausführungsform ist die Abstützeinrichtung in der Ebene einer Bodenfläche der Stückgutzusammenstellung gegenüber der Stückgutzusammenstellung bewegbar. Genauer gesagt ist es möglich, die Abstützeinrichtung vorhangartig gegenüber der Stückgutzusammenstellung zu verschieben. Zu diesem Zweck werden die drehbaren Körper oder diese drehbaren Körper tragende Wellen oder Achsen in zweiseitigen Schienen geführt.
- Bei einer weiteren vorteilhaften Ausführungsform weist die Fixiereinrichtung wenigstens ein Fixierelement auf, welches zwischen zwei drehbaren Körpern angeordnet ist. Genauer gesagt, sind die Fixierelemente in dem aus einer Vielzahl von drehbaren Körpern gebildeten Vorhang integriert.
- Bei einer weiteren vorteilhaften Ausführungsform weist die Fixiereinrichtung einen leistenförmigen Körper auf, der in zwei seitlichen Schienen gemeinsam mit den drehbaren Körpern bewegbar ist. Dies bedeutet, dass ein derartiger leistenförmiger Körper beispielsweise zwischen zwei drehbaren Körpern angeordnet sein kann und damit gemeinsam mit diesen drehbaren Körpern gegenüber der Stückgutzusammenstellung verschiebbar ist.
- Bei einer weiteren vorteilhaften Ausführungsform ist wenigstens ein Fixierelement ein steuerbarer Saugkopf. Damit wird vorgeschlagen, wenigstens einen derartigen Saugkopf in der Abstützeinrichtung, die bevorzugt als Jalousieteppich ausgeführt ist, anzubringen. Daneben wäre es jedoch auch möglich, eine Fixiereinrichtung beispielsweise in Form einer Klemmvorrichtung unterhalb der Abstützeinrichtung anzubringen. Unter einem steuerbaren Saugkopf wird verstanden, dass der Fixiervorgang durch den Benutzer oder durch eine Maschinensteuerung gesteuert werden kann, so dass wahlweise eine anzuhebende Zwischenlage aufgenommen und gelöst werden kann.
- Bei einer weiteren bevorzugen Ausführungsform weist die Fixiereinrichtung zwei voneinander beabstandete leistenförmige Körper auf, wobei an jedem dieser leistenförmigen Körper wenigstens ein Fixierelement angeordnet ist und wobei zwischen diesen beiden leistenförmigen Körpern eine Vielzahl von drehbaren Körpern vorgesehen ist.
- Vorzugsweise weist auch jeder dieser leistenförmigen Körper wenigstens zwei derartige Fixierelemente auf. Auf diese Weise kann in besonders vorteilhafter Weise über eine möglichst große Fläche der Zwischenlagen eine Vielzahl von derartigen Fixierelementen im Wesentlichen gleichförmig verteilt werden, so dass ein besonders effizienter Halt der Zwischenlagen möglich ist.
- Bei einer weiteren vorteilhaften Ausführungsform weist die Abstützeinrichtung zwei zueinander im Wesentlichen symmetrisch ausgebildete Teilabschnitte auf. Zum Öffnen des Bodens der Transporteinrichtung schieben sich diese beiden Teilabschnitte auseinander und geben auf diese Weise den Bereich unterhalb der Stückgutzusammenstellung frei.
- Bei einer weiteren vorteilhaften Ausführungsform ist die Transporteinrichtung in ihrer Gesamtheit an einem um eine vertikale Achse schwenkbaren Arm angeordnet. Auf diese Weise kann die Transporteinrichtung Stückgutzusammenstellungen greifen und an einer anderen Stelle, beispielsweise auf eine Palette, ablegen.
- Bei einer weiteren vorteilhaften Ausführungsform weist die Vorrichtung eine Heranführungseinheit auf, welche die Zwischenlagen an eine Unterseite der Abstützeinrichtung heranführt. Auf diese Weise wird erreicht, dass die Transporteinrichtung, ohne über weite Strecken bewegt werden zu müssen, sowohl die Stückgutzusammestellung als auch die Zwischenlage aufnehmen kann.
- Bei einer weiteren bevorzugten Ausführungsform weist die Transporteinrichtung eine Koppeleinrichtung auf, welche in einem Betriebszustand in Fluidverbindung mit der Fixiereinrichtung steht und die in einem weiteren Betriebszustand der Fixiereinrichtung von dieser getrennt ist. Genauer gesagt dient diese Koppeleinrichtung dazu, um ein Vakuum an die als Saugköpfe ausgestalteten Fixierelemente an der Abstützeinrichtung zu geben. In einem geschlossenen Zustand der Abstützeinrichtung bzw. des Rollenteppichs dockt die Koppeleinrichtung an die Saugleisten der Abstützeinrichtung an und anschließend kann diese mit einem Vakuum beaufschlagt werden.
- Diese Koppeleinrichtung wird bevorzugt auch verwendet, um die Saugköpfe zeitweise mit Druckluft zu beaufschlagen, um auf diese Weise die jeweilige Zwischenlage von den Saugköpfen zu lösen. Vorzugsweise ist die Koppeleinrichtung schwenkbar ausgeführt und kann durch diesen Schwenkvorgang an die Leisten angelegt oder von diesen weggezogen werden.
- Die vorliegende Erfindung ist weiterhin auf eine Transporteinrichtung zum Transportieren der Stückgutzusammenstellung gerichtet, mit einer Abstützeinrichtung, die unter die Stückgutzusammenstellung bewegbar ist und die im Wesentlichen vollständig aus einem senkrecht unterhalb der Stückgutzusammenstellung liegenden Bereich entfernbar ist.
- Erfindungsgemäß weist die Transporteinrichtung wenigstens ein steuerbare Fixiereinrichtung zum vorübergehenden Fixieren einer Zwischenlage auf, wobei diese Fixiereinrichtung zum Fixieren der Zwischenlage unterhalb die Stückgutzusammenstellung bewegbar ist und wobei die Fixiereinrichtung derart in die Abstützeinrichtung integriert ist, dass ihre Bewegung und die Bewegung der Abstützeinrichtung gekoppelt ist.
- Bei einem erfindungsgemäßen Verfahren zum Bilden von Stapeln von Stückgutzusammenstellungen und Zwischenlagen wird in einem Schritt eine erste Zwischenlage in einem ersten vorgegebenen Bereich mit einer Heranführungseinheit in einer ersten Transportrichtung herangeführt. Anschließend wird die Stückgutzusammenstellung mit einer Transporteinrichtung in den vorgegebenen Bereich geführt. Es wäre jedoch auch möglich, dass die Stückgutzusammenstellung zunächst in den Bereich geführt wird und erst anschließend die Zwischenlage unter die Stückgutzusammenstellung bewegt wird.
- Unter dem vorgegebenen Bereich wird dabei insbesondere ein in einer Draufsicht von oben betrachteter Bereich verstanden. Es ist also möglich, dass der Materialstreifen unterhalb (oder auch oberhalb) der Stückgutzusammenstellung an diese herangeführt bzw. in den Bereich verbracht wird.
- Erfindungsgemäß wird ein langgestreckter Materialstreifen, von dem die Zwischenlagen abtrennbar sind, der Heranführungseinheit zugeführt und mittels einer Trenneinrichtung von diesem Materialstreifen die Zwischenlagen abgetrennt. Damit wird auch bei dem erfindungsgemäßen Verfahren vorgeschlagen, die Zwischenlagen nicht einzeln zuzuführen, sondern mittels eines Endlosstreifens. Vorzugsweise wird der Materialstreifen aus einem Reservoir zugeführt.
- Vorzugsweise werden die Zwischenlagen und die Stückgutzusammenstelllungen in jeweils die gleichen Bereiche geführt und dort jeweils gleichzeitig angeordnet d. h. zunächst eine Stückgutzusammenstellung anschließend eine Zwischenlage und danach wieder eine Stückgutzusammenstellung usw. Vorzugsweise wird die Stückgutzusammenstellung in einer Richtung transportiert, die nicht parallel zu der ersten Transportrichtung ist. Vorzugsweise ist die Richtung, in der die Stückgutzusammenstellung transportiert wird, senkrecht zu der Transporteinrichtung, in der die Zwischenlage transportiert wird.
- Vorzugsweise wird der Materialstreifen in Form eines mehrfach gefalteten Streifens von der Heranführungseinheit übernommen. Auf diese Weise ist es möglich, den Materialstreifen in sehr platzsparender Art und Weise anzuordnen und gleichzeitig ist kein hoher Aufwand zum Entnehmen eines Materialstreifens nötig, sondern dieser kann einfach abgezogen werden.
- Vorzugsweise weist der Materialstreifen eine Vielzahl von Faltstellen auf und die Abtrennung der Zwischenlagen erfolgt beabstandet von diesen Fallstellen. Auf diese Weise kann vermieden werden, dass bei einer zu nahen Anordnung der Trennlinie an den Faltstellen ein Verrutschen der jeweiligen Trenn- bzw. Schneideinrichtungen auftritt.
- Bei einem weiteren vorteilhaften Verfahren schneidet die Trenneinrichtung den Materialstreifen in einer senkrecht zu der Transportrichtung verlaufenden Richtung.
- Bei einem weiteren vorteilhaften Verfahren erfolgt die Zuführung des Materialstreifens an der Heranführungseinheit getaktet. Dies bedeutet, dass beispielsweise bei dem eigentlichen Trennvorgang der Materialstreifen angehalten werden kann um auf diese Weise in besonders einfacher Weise eine geradlinig verlaufende Trennung zu erreichen. Zum Trennen kann, wie oben erwähnt, ein Schneidmesser verwendet werden, es wäre jedoch auch möglich, beispielsweise Lasereinheiten zum Trennen einzusetzen.
- Bevorzugt wird mittels einer an der Transporteinrichtung und bevorzugt an der Abstützeinrichtung angeordneten Fixiereinrichtung eine Zwischenlage wenigstens zeitweise von der Transporteinrichtung aufgenommen.
- Damit wird auch dieses bevorzugte Verfahren sowohl die Stückgutzusammenstellung selbst als auch die Zwischenlage von der gleichen Transporteinrichtung gegriffen, so dass auch hier eine zeitliche Einsparung möglich ist.
- Bevorzugt wird die Transporteinrichtung selbst mit der Stückgutzusammenstellung und mit der Zwischenlage durch eine Hubbewegung und ggf. auch durch eine Schwenkbewegung bewegt um die Zwischenlage und die Stückgutzusammenstellung beispielsweise auf einer Palette abzulegen.
- Bei einem bevorzugten Verfahren wird die Fixiereinrichtung gemeinsam mit der Abstützeinrichtung gegenüber der Stückgutzusammenstellung bewegt. Damit ist auch hier die Fixiereinrichtung an die Abstützeinrichtung gekoppelt so dass auf diese Weise der gesamte Bewegungsvorgang vereinfacht werden kann.
- Vorteilhafte Ausführungsformen und Weiterbildungen ergeben sich aus den beigefügten Zeichnungen:
- Darin zeigen:
- Fig. 1
- eine Darstellung einer erfindungsgemäßen Vorrichtung;
- Fig. 2
- eine weitere Darstellung einer erfindungsgemäßen Vorrichtung;
- Fig. 3
- eine Draufsicht auf eine erfindungsgemäße Vorrichtung;
- Fig. 4
- eine Darstellung einer Trenneinrichtung für die erfindungsgemäße Vorrichtung;
- Fig. 5
- eine weitere Darstellung einer erfindungsgemäßen Vorrichtung;
- Fig. 6
- eine Gesamtdarstellung einer erfindungsgemäßen Transporteinrichtung;
- Fig. 7
- eine Draufsicht von unten auf eine erfindungsgemäße Transporteinrichtung;
- Fig. 8
- eine Seitenansicht einer erfindungsgemäßen Transporteinrichtung;
- Fig. 9
- eine weitere Seitenansicht einer erfindungsgemäßen Transporteinrichtung; und
- Fig. 10
- eine Detailansicht einer Fixiereinrichtung.
-
Figur 1 zeigt eine erfindungsgemäße Vorrichtung 1 zum Bilden von Stapeln aus Stückgutzusammenstellungen 10. Dabei bezieht sich das Bezugszeichen 4 auf eine Schiebeeinrichtung, die Bestandteil einer Zuführeinrichtung 5 ist und welche die Stückgutzusammenstellungen 10 in eine Transporteinrichtung 2 hinein schiebt. Daneben werden auch von unten Zwischenlagen 13 an diese Transporteinrichtung 2 herangeführt. - Die Transporteinrichtung 2 ist an einem Arm 7 bevorzugt drehbar angeordnet. Dieser Arm 7 ist wiederum an einem zentralen drehbaren Gestell 8 angeordnet. Auf diese Weise können die aufgenommen Stückgutzusammenstellungen 10 gemeinsam mit einer Zwischenlage 13 auf eine Palette gefördert werden. Ein weiterer entsprechender Arm 7, an dem eine weitere Transporteinrichtung 2 vorgesehen ist, ist ansatzweise auf der rechten Seite in
Figur 1 erkennbar. -
Figur 2 zeigt eine weitere Ansicht der inFigur 1 gezeigten Vorrichtung 1. Zusätzlich ist hier auch ein Reservoir 11 für Zwischenlagen 13 erkennbar. Weiterhin ist vorzugsweise auch eine Schneideeinrichtung (nicht dargestellt) vorgesehen, welche die einzelnen Zwischenlagen schneidet, damit diese unter die Transporteinrichtung 2 geführt werden können. - Man erkennt, dass die Stückgutzusammenstellungen 10 von der Seite her in die Transporteinrichtung 2 eingeschoben werden. Zu diesem Zweck weist die Transporteinrichtung 2 eine seitliche Öffnung 2a auf. Die Transporteinrichtung 2 selbst wird von oben her an die Zwischenlagen 13 herangeführt.
- Das Reservoir 11 ist hier als Gestell ausgeführt, innerhalb dessen die ein Materialstreifen 19 angeordnet ist. Dieser Materialstreifen 19 ist dabei mehrfach gefaltet, wobei das Bezugszeichen 21 eine einzelne Faltstelle zeigt. Auf diese Weise kann der Materialstreifen 19 in sehr platzsparender Weise gelagert werden. Der Materialstreifen 19 wird bei der in
Fig. 2 gezeigten Ausführungsform über das Gestell 11 hinweggezogen, so dass ein Auftreten von Verkantungen vermieden werden kann. - Die Rückseite des Gestells 11 wirkt hier als zweites Reservoir für einen zweiten Materialstreifen. Die beiden Materialstreifen 19 können alternativ einer Heranführungseinheit 17 zugeführt werden, so dass auch Zeiträume überbrückt werden, die entstehen, wenn ein Materialstreifen 19 aufgebraucht ist und ein neuer Materialstreifen 19 zugeführt werden muss.
- Die Heranführungseinheit weist hier ein umlaufendes Transportband auf, welches die Zwischenlagen 13, die jeweils von dem Materialstreifen 19 abgetrennt werden, unter die Transporteinrichtung 2 fördert.
-
Fig.3 zeigt eine Draufsicht auf eine erfindungsgemäße Vorrichtung. Man erkennt hier, dass an dem Gestell 8 zwei Arme 7 mit jeweils einer Transporteinrichtung 2 angeordnet sind. Dieses Gestell 8 kann gedreht werden, um die Arme 7 mit den Transporteinrichtungen zwischen einem Transportband 80 und der Heranführungseinheit 17 zu bewegen. - Das Bezugszeichen 61 bezieht sich auf eine Trenneinrichtung, die zwischen dem Reservoir 11 und der Heranführungseinheit 17 angeordnet ist. Ausgehend von diesem Reservoir 11 wird der (nicht gezeigte) Materialstreifen in Richtung des Transportpfads T zu der Heranführunseinheit 17 transportiert und dabei schneidet die Trenneinrichtung 61 jeweils Zwischenlagen von dem Materialstreifen ab. Dabei kann die Länge dieser Zwischenlagen in der Richtung T durch den Benutzer eingestellt werden. Bevorzugt wird der Materialstreifen getaktet transportiert und auch der Transport der bereits geschnittenen Zwischenlagen erfolgt getaktet auf der Heranführungseinheit 17. Ein Trennvorgang bzw. Schnittvorgang findet bevorzugt statt, während der Materialstreifen ruht.
-
Fig. 4 zeigt eine Darstellung einer Trenneinrichtung 61. Diese Trenneinrichtung 61 weist eine erste Walzeneinheit 70 mit zwei Walzen 72, 74 auf, zwischen denen die Zwischenlage bzw. der Materialstreifen führbar ist. Das Bezugszeichen 75 bezieht sich auf eine zweite Walzeneinheit, welche ebenfalls zwei Walzen 76, 77 aufweist, zwischen denen der Materialstreifen führbar ist. Dabei weisen bevorzugt die beiden unteren Walzen 74 und 77 den gleichen Außendurchmesser auf und bevorzugt weisen auch die beiden oberen Walzen 72 und 76 den gleichen Durchmesser auf. Bevorzugt sind die Durchmesser aller Walzen gleich groß. Auch ist es möglich, dass die Drehungen der einzelnen Walzen 72, 74, 76, 77 aufeinander synchronisiert sind. - Zwischen den beiden Walzeneinheiten 70, 75 ist eine Schneideeinheit angeordnet, wobei diese Schneideeinheit einen Träger 65 sowie ein an diesem Träger 65 angeordnetes Schneidmesser 62, welches in der Richtung des Pfeils P3 beweglich ist, aufweist. Das Bezugszeichen 66 bezieht sich auf einen Schneidetisch, über den der Materialstreifen gelegt wird, um geschnitten zu werden.
-
Figur 5 zeigt eine weitere Darstellung einer erfindungsgemäßen Vorrichtung 1. man erkennt hier, dass die Zwischenlagen 13 vorübergehend auf einen Tisch 14 abgelegt werden, bevor sie von einer Transporteinrichtung 2 ergriffen werden. Dieser Tisch 14 kann mittels höhenverstellbarer Füße 16 in seiner Höhe verstellt werden. -
Figur 6 zeigt eine Transporteinrichtung 2. Diese weist zwei Seitenteile 15 auf, zwischen denen eine Abstützeinrichtung 6 angeordnet ist. Diese Abstützeinrichtung 6 weist dabei eine Vielzahl von drehbaren Körpern 12 auf. Zum Transport wird eine Stückgutzusammenstellung bzw. Gebindelage seitlich in Richtung des Pfeils P in die Transporteinrichtung 2 hinein geschoben und während dieses Vorgangs werden die drehbaren Körper 12, bei denen es sich um Rollen handelt, gedreht. Nachdem die Stückgutzusammenstellung in die Transporteinrichtung 2 hinein geschoben ist, kann die Transporteinrichtung die Stückgutzusammenstellung transportieren. - Weiterhin ist eine verschiebbare Stange 28 vorgesehen, welches die Stückgutzusammenstellung im Inneren der Transporteinrichtung 2 in Richtung des Pfeils P1 ausrichten kann. Zu diesem Zweck kann sich die Stange 28 in einer Schiene entlang des Pfeils P1 verschieben. Während die Stückgutzusammenstellung eingeführt wird, wird die nach Stange 28 nach oben beiseite gefahren, um das Einführen der Stückgutzusammenstellung nicht zu behindern.
- Das Bezugszeichen 26 bezieht sich auf eine zwischen den beiden Seitenteile 15 angeordnete Welle. Diese Welle wird durch einen Motor 24 und ein Getriebe 25 gedreht. Mittels dieser Welle 26 und zwei an ihr angeordnete Zahnräder 27 (nur ein Zahnrad ist sichtbar) kann die Abstützeinrichtung 6 über eine offene Kette bewegt werden und somit den Bereich unterhalb der Stückgutzusammenstellung frei geben. Eine entsprechende Welle 26 ist auch an der in
Fig. 6 hinteren Seite der Transporteinrichtung 2 vorgesehen. - Über einen Träger 18 kann die Transporteinrichtung 2 an einem Schwenkarm angeordnet werden. Die Vorrichtung weist weiterhin eine Schiene auf, in der die Abstützeinrichtung 6 verschoben werden kann, um den in
Figur 1 durch die Abstützeinrichtung 6 geschlossenen Bereich zu öffnen. Das Bezugszeichen 34 bezieht sich auf die oben erwähnten Koppeleinrichtungen, um die leistenförmigen Körper bzw. Saugleisten 20 mit Vakuum zu versorgen. Dabei sind diese Koppeleinrichtungen 34 so gestaltet, dass sie nur in dem inFigur 1 gezeigten geschlossenen Zustand der Abstützeinrichtung ein Vakuum auf die Saugleisten aufbringen. - Nachdem die Stückgutzusammenstellung in die Transporteinrichtung 2 eingeschoben wurde oder auch davor, können in dem in
Figur 1 gezeigten geschlossenen Zustand über die Koppeleinrichtungen 34 die Saugleisten 20 aktiviert werden um eine unterhalb der Transporteinrichtung 2 angeordnete Zwischenlage ansaugen bzw. aufnehmen und anschließend diese Zwischenlage gemeinsam mit der Stückgutzusammenstellung 2 transportieren. Durch diesen gemeinsamen Transport wird eine erhebliche Kostenersparung erreicht. -
Figur 7 zeigt eine Draufsicht von unten auf eine erfindungsgemäße Transporteinrichtung 2. Man erkennt, dass hier vier leistenförmige Körper bzw. Saugleisten 20 in die Abstützeinrichtung 6 eingearbeitet sind. Dabei sind diese leistenförmigen Körper 20 jeweils zwischen drehbaren Körpern 12 angeordnet. Vorzugsweise sind die leistenförmigen Körper 20 derart bezüglich der drehbaren Körper angeordnet, dass nach oben hin der leistenförmige Körper 20 nicht mit den Stückgutzusammenstellungen in Berührung kommt. Bei der inFigur 2 gezeigten Ausführungsform setzt sich die Abstützeinrichtung 6 aus zwei im Wesentlichen symmetrisch zueinander ausgebildeten Teilabschnitten 6a und 6b zusammen. - Um die Stückgutzusammenstellung an ihren Zielort abzulegen werden die beiden Teilabschnitte 6a, 6b auseinander gezogen, so dass zwischen den beiden Teilabschnitten 6a, 6b eine Öffnung 9 frei gegeben wird, durch welche die Stückgutzusammenstellung nach unten fallen kann. Bei der in
Figur 2 gezeigten Ausführungsform sind insgesamt vier leistenförmige Körper 20 vorgesehen an denen wiederum eine Vielzahl von Fixierelementen bzw. Saugelementen 22 vorgesehen ist. Durch die inFigur 2 gezeigte Anordnung wird eine sehr gleichmäßige Verteilung dieser Saugköpfe 22 über die gesamte Fläche der Transporteinrichtung 2 erreicht. - Damit ist es möglich, die Zwischenlagen während der Beladung des Jalousiekopfes (d.h. der Transporteinrichtung 2) durch die Transporteinrichtung 2 direkt unter der Beladefläche anzusaugen. Beim Ablegen der Stückgutzusammenstellung auf die Palette können somit durch Anfahren von nur einer Position die Zwischenlage und die Gebindelage abgelegt werden.
- Das Bezugszeichen 34 zeigt auch hier eine Koppeleinrichtung, um die leistenförmigen Körper 20 und damit auch die einzelnen Saugelemente 22 mit Vakuum zu beaufschlagen. Das Bezugszeichen 23 bezieht sich auf Sensoreinrichtungen, die das Vorhandensein von Zwischenlagen feststellen. Dabei kann es sich beispielsweise um Tastsensoren oder Lichtsensoren handeln. Die einzelnen Saugelemente 22 sind separat betätigbar. Bevorzugt sind die Saugelemente 22 auch mit Druckluft beaufschlagbar, um die Zwischenlagen von diesen lösen zu können.
-
Figur 8 zeigt eine Seitenansicht einer erfindungsgemäßen Transporteinrichtung 2. Man erkennt hier ebenfalls Stützkörper 36, die als Transportsicherung dienen, um eine Beschädigung insbesondere der Koppeleinrichtungen 34 zu vermeiden. Nachdem dies erfolgt ist, werden die Zwischenlagen durch die inFigur 5 gezeigten Ansaugelemente angesaugt. Das Bezugszeichen 40 bezieht sich auf eine Vakuumverteileinrichtung, welche die einzelnen inFigur 2 gezeigten leistenförmigen Körper 20 mit Vakuum beaufschlagt. Daneben kann über diese Vakuumverteileinrichtung 40 auch Druckluft an die Koppeleinrichtungen 34 und damit die Saugelemente 22 ausgegeben werden. -
Figur 9 zeigt eine weitere Seitenansicht einer erfindungsgemäßen Transporteinrichtung. Man erkennt hier insbesondere eine weitere Verschiebeeinrichtung 38, die zum seitlichen Ausrichten der Gebindezusammenstellung dient. Diese weitere Verschiebeeinrichtung 38 ist dabei an einen Träger 39 angeordnet. Eine weitere (nicht gezeigte) Verschiebeeinrichtung ist an der gegenüberliegenden Seite der Transporteinrichtung 2 vorgesehen. - Das Bezugszeichen 28 bezieht sich wieder auf die Stange, welche ein Herausfallen der Gebinde aus der Transporteinrichtung 2 verhindert.
-
Figur 10 veranschaulicht die Zuführung des Vakuums an die (nicht gezeigten) leistenförmigen Körper ausFigur 2 . Dabei sind hier insgesamt vier Koppeleinrichtungen vorgesehen, welche die leistenförmigen Körper 20 mit dem Vakuum beaufschlagen. Diese Koppeleinrichtungen 34 sind dabei in derFigur 5 gezeigten Ausführungsform an einem gemeinsamen Träger 41 angeordnet. Dieser Träger 41 wiederum ist über Verbindungseinrichtungen 54 an den Seitenteilen 15 der inFigur 1 gezeigten Transporteinrichtung angeordnet. Die Koppeleinrichtungen 34 weisen Koppelköpfe 42 auf, die nach unten schwenkbar sind. - Zu diesem Zwecke sind diese Koppelköpfe 42 an einem Auslegearm 44 angeordnet, der wiederum schwenkbar gegenüber einem Träger 46 angeordnet ist. Das Bezugszeichen 48 bezieht sich auf einen Anschluss, mit dem beispielsweise über einen Schlauch der Koppelkopf 42 mit Vakuum beaufschlagt werden kann. Auch kann über diesen Schlauch (Druck)luftzugeführt werden.
- Das Bezugszeichen 40 zeigt auch hier die Vakuumverteileinrichtung, die jedoch nicht an der
Figur 8 gezeigten Position angeordnet ist, sondern bevorzugt unterhalb des Trägers 41. Diese Vakuumverteileinrichtung 40 weist eine Vielzahl von Ausgängen 52 auf, an welche die oben erwähnten Schläuche zur Versorgung der einzelnen Koppelköpfe 42 angeschlossen sein können. Durch die Beaufschlagung der Koppelköpfe 42 mit einem Vakuum kann, wie oben erwähnt, eine Zwischenlage angezogen werden. Um die Zwischenlage abzusenken wird dieses Vakuum aufgehoben und bevorzugt zusätzlich Druckluft ausgegeben. Anschließend kann die Abstützeinrichtung 6 gegenüber den Koppelköpfen 42 bewegt werden. Damit ist es möglich, die Koppelköpfe 42 und die gesamte Koppeleinrichtung 34 stationär und damit weniger verschleißanfällig zu halten. Das Bezugszeichen 56 bezieht sich auf einen Filter, dem eine Venturidüse 58 nachgeschaltet ist. Die Vakuumverteileinrichtung 40 wird über einen Anschluss 60 mit Druckluft versorgt. - Sämtliche in den Anmeldungsunterlagen offenbarten Merkmale werden als erfindungswesentlich beansprucht, sofern sie einzeln oder in Kombination gegenüber dem Stand der Technik neu sind.
-
- 1
- Vorrichtung
- 2
- Transporteinrichtung
- 2a
- seitliche Öffnung der Transporteinrichtung
- 4
- Schiebeeinrichtung
- 5
- Zuführeinrichtung
- 6
- Abstützeinrichtung
- 6a, 6b
- Teilabschnitt
- 7
- Arm
- 8
- Gestell
- 9
- Öffnung
- 10
- Stückgutzusammenstellung
- 11
- Reservoir
- 12
- drehbare Körper
- 13
- Zwischenlagen
- 14
- Tisch
- 15
- Seitenteile
- 16
- Fuß
- 17
- Heranführungseinheit
- 18
- Träger
- 19
- Materialstreifen
- 20
- Saugleisten
- 21
- Faltstelle
- 22
- Fixierelemente bzw. Saugelemente
- 23
- Sensoreinrichtung
- 24
- Motor
- 25
- Getriebe
- 26
- Welle
- 27
- Zahnrad
- 28
- Verschiebeelement
- 34
- Koppeleinrichtungen
- 36
- Stützkörper
- 38
- weiteres Verschiebelement
- 39
- Träger
- 40
- Vakuumverteileinrichtung
- 42
- Koppelköpfe
- 44
- Auslegearm
- 46
- Träger
- 48
- Anschluss
- 52
- Ausgänge
- 54
- Verbindungseinrichtung
- 56
- Filter
- 58
- Venturidüse
- 60
- Anschluss
- 62
- Schneideelement
- 65
- Träger
- 66
- Schneidetisch
- 70, 75
- Walzeneinheiten
- 72
- obere Walze
- 74
- untere Walze
- 76
- obere Walze
- 77
- untere Walze
- P1
- Pfeil
- P3
- Hubbewegung des Schneidelements
- T
- Transportrichtung
Claims (15)
- Vorrichtung (1) zum Bilden von Stapeln aus Stückgutzusammenstellungen (10) mit einer beweglichen Transporteinrichtung (2) zum Transportieren der Stückgutzusammenstellung (10), und mit einer Heranführungseinheit (17), um Zwischenlagen (13) an die Stückgutzusammenstellung (10) heranzuführen,
dadurch gekennzeichnet, dass
die Vorrichtung (1) derart gestaltet ist, dass sie einen langgestreckten Materialstreifen (19), der aus dem Material der Zwischenlagen (13) besteht, übernimmt, wobei von diesem langgestreckten Materialstreifen die Zwischenlagen (13) abtrennbar sind und die Vorrichtung eine Trenneinrichtung (61) aufweist, welche von dem Materialstreifen die Zwischenlagen (13) abtrennt. - Vorrichtung (1) nach Anspruch 1,
dadurch gekennzeichnet, dass
die Vorrichtung (1) ein Reservoir (11) aufweist, in dem der Materialstreifen (19) aufnehmbar ist. - Vorrichtung (1) nach Anspruch 2,
dadurch gekennzeichnet, dass
das Reservoir (11) den Materialstreifen (19) in mehrfach gefalteter Form aufnimmt. - Vorrichtung (1) nach wenigstens einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, dass
die Trenneinrichtung (13) eine Schneideeinheit aufweist, welche den Materialstreifen in einer senkrecht zu der Transportrichtung des Materialstreifens verlaufenden Richtung schneidet. - Vorrichtung (1) nach wenigstens einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, dass
die Trenneinrichtung (61) eine erste Walzeneinheit (70) mit zwei einander gegenüberliegenden Walzen (72, 74) aufweist, zwischen denen der Materialstreifen (19) führbar ist. - Vorrichtung (1) nach Anspruch 2,
dadurch gekennzeichnet, dass
die Trenneinrichtung (61) eine zweite Walzeneinheit (75) mit zwei einander gegenüberliegenden Walzen (76, 77) aufweist, zwischen denen der Materialstreifen (19) führbar ist. - Vorrichtung nach Anspruch 4,
dadurch gekennzeichnet, dass
ein Schneideelement (62) der Trenneinrichtung (61) zwischen der ersten Walzeneinheit (70) und der zweiten Walzeneinheit (75) angeordnet ist. - Vorrichtung (1) nach wenigstens einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, dass
die Vorrichtung (1) ein zweites Reservoir (81) aufweist, welches einen langgestreckten Materialstreifen (19) aufnimmt. - Vorrichtung (1) nach wenigstens einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, dass
die Transporteinrichtung (2) am einem um eine vertikale Achse schwenkbaren Arm (7) angeordnet ist. - Vorrichtung (1) nach wenigstens einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, dass
die Transporteinrichtung (2) eine Abstützeinrichtung (6) aufweist, die die Stückgutzusammenstellung wenigstens zeitweise abstützt und die Heranführungseinheit (17) unterhalb dieser Abstützeinrichtung (6) angeordnet ist. - Verfahren zum Bilden von Stapeln aus Stückgutzusammenstellungen (10) und Zwischenlagen (13) mit den Schritten:- Heranführen einer ersten Zwischenlage (13) in einen ersten vorgegebenen Bereich mittels einer Heranführungseinheit (17) in einer ersten Transportrichtung (T)- Transportieren der Stückgutzusammenstellung (10) mit einer Transporteinrichtung (2) in den vorgegebenen Bereich,dadurch gekennzeichnet, dass
ein langgestreckter Materialstreifen, von dem die Zwischenlagen (13) abtrennbar sind der Heranführungseinheit (17) zugeführt wird und mittels einer Trenneinrichtung (61) von diesem Materialstreifen die Zwischenlagen (13) abgetrennt werden. - Verfahren nach Anspruch 11,
dadurch gekennzeichnet, dass
der Materialstreifen (19) in Form eines mehrfach gefalteten Materialstreifens (19) durch die Heranführungseinheit (17) übernommen wird. - Verfahren nach wenigstens einem der vorangegangenen Ansprüchen,
dadurch gekennzeichnet, dass der Materialstreifen (19) eine Vielzahl von Faltstellen (21) aufweist und die Abtrennung der Zwischenlagen (13) beabstandet von diesen Faltstellen (21) erfolgt. - Verfahren nach wenigstens einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, dass
die Trenneinrichtung (61) den Materialstreifen (19) in einer senkrecht zu der Transportrichtung verlaufenden Richtung trennt. - Verfahren nach wenigstens einem der vorangegangenen Ansprüche,
dadurch gekennzeichnet, dass
die Zuführung des Materialstreifens (19) an die Heranführungseinheit (17) getaktet erfolgt.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008020486.2A DE102008020486B4 (de) | 2008-04-23 | 2008-04-23 | Vorrichtung und Verfahren zum Palettieren von Stückgutzusammenstellungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2112101A1 true EP2112101A1 (de) | 2009-10-28 |
| EP2112101B1 EP2112101B1 (de) | 2011-10-19 |
Family
ID=40827205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09156008A Ceased EP2112101B1 (de) | 2008-04-23 | 2009-03-24 | Vorrichtung und Verfahren zum Palettieren von Stückgutzusammenstellungen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2112101B1 (de) |
| DE (1) | DE102008020486B4 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013038102A1 (fr) | 2011-09-15 | 2013-03-21 | Sidel Participations | Dispositif de transfert de couches pré-conformées d'objets sur le dessus d'une palette. |
| EP2762428A1 (de) * | 2013-02-04 | 2014-08-06 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Palettieren von Stückgut-, Artikel- und/oder Gebindelagen |
| CN104925533A (zh) * | 2015-06-09 | 2015-09-23 | 江苏新美星包装机械股份有限公司 | 码垛机中物料的码垛成型装置 |
| WO2021170403A1 (de) * | 2020-02-25 | 2021-09-02 | Khs Gmbh | Palettiervorrichtung sowie verfahren zur stapelung von packstücken |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009058785B4 (de) * | 2009-12-18 | 2015-06-25 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung zum Greifen von Objekten und Verfahren zum Greifen von Objekten |
| DE202010008173U1 (de) | 2010-04-28 | 2011-11-14 | Autefa Automation Gmbh | Handhabungseinrichtung |
| CN106477310B (zh) * | 2016-10-28 | 2019-07-05 | 江苏新美星液体包装工程技术研究中心有限公司 | 多通道式垛型的成型装置 |
| CN106429470A (zh) * | 2016-10-28 | 2017-02-22 | 江苏新美星液体包装工程技术研究中心有限公司 | 直线输送式垛型成型装置 |
| DE102019128026A1 (de) * | 2019-10-17 | 2021-04-22 | Krones Ag | Zentriereinrichtung, Verfahren zum Anpassen einer Zentriereinrichtung sowie Stapel- und/oder Palettiervorrichtung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2945883A1 (de) | 1979-11-14 | 1981-05-27 | Holstein Und Kappert Gmbh, 4600 Dortmund | Vorrichtung zum beladen von paletten mit stueckguetern |
| DE3627577A1 (de) * | 1986-08-14 | 1988-02-18 | Heinrich Langhammer | Palettenfuellstation |
| US4998399A (en) | 1989-02-06 | 1991-03-12 | Nigrelli Systems, Inc. | PET bottle packer |
| US5375493A (en) * | 1992-03-12 | 1994-12-27 | Focke & Co. (Gmbh & Co.) | Method and apparatus for feeding separator sheets to a stack |
| EP0893379A1 (de) * | 1997-07-26 | 1999-01-27 | Heinrich Langhammer | Palettiervorrichtung |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT260672B (de) | 1963-06-12 | 1968-03-11 | Freiberg Papier Maschwerke | Verfahren und Vorrichtung zur Aufnahme, Bewegung und Ablage feuchter oder nasser Pappebogen |
| CH440130A (de) | 1966-02-07 | 1967-07-15 | Ferag Ag | Kreuzleger |
| DE3720933A1 (de) | 1987-06-25 | 1989-01-05 | Focke & Co | Verfahren und vorrichtung zum lagenweisen beladen von paletten |
| DE9202553U1 (de) | 1992-02-27 | 1992-04-30 | KHS Verpackungstechnik GmbH, 44143 Dortmund | Vorrichtung zum Auflösen und Bilden von Stückgutstapeln |
| DE4208490A1 (de) | 1992-03-17 | 1993-09-23 | Wirth Muehlenbau Dresden Gmbh | Verfahren und einrichtung zur aufrechterhaltung eines ueber die laenge der walzen konstanten walzenspaltes |
| DE19815434A1 (de) | 1998-04-07 | 1999-10-14 | Focke & Co | Hubvorrichtung (Palettierer) mit Schwenkarm |
| DK175297B1 (da) | 2002-10-02 | 2004-08-16 | Majgaard Invest Aps | Fremgangsmåde og maskine til uddispensering af palletteringsark |
| DE102006047554B4 (de) | 2006-10-07 | 2010-08-12 | Kuka Roboter Gmbh | Vorrichtung und Verfahren zum Umsetzen von Gebinden |
-
2008
- 2008-04-23 DE DE102008020486.2A patent/DE102008020486B4/de not_active Expired - Fee Related
-
2009
- 2009-03-24 EP EP09156008A patent/EP2112101B1/de not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2945883A1 (de) | 1979-11-14 | 1981-05-27 | Holstein Und Kappert Gmbh, 4600 Dortmund | Vorrichtung zum beladen von paletten mit stueckguetern |
| DE3627577A1 (de) * | 1986-08-14 | 1988-02-18 | Heinrich Langhammer | Palettenfuellstation |
| US4998399A (en) | 1989-02-06 | 1991-03-12 | Nigrelli Systems, Inc. | PET bottle packer |
| US5375493A (en) * | 1992-03-12 | 1994-12-27 | Focke & Co. (Gmbh & Co.) | Method and apparatus for feeding separator sheets to a stack |
| EP0893379A1 (de) * | 1997-07-26 | 1999-01-27 | Heinrich Langhammer | Palettiervorrichtung |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013038102A1 (fr) | 2011-09-15 | 2013-03-21 | Sidel Participations | Dispositif de transfert de couches pré-conformées d'objets sur le dessus d'une palette. |
| FR2980183A1 (fr) * | 2011-09-15 | 2013-03-22 | Sidel Participations | Dispositif de transfert de couches pre-conformees d'objets sur le dessus d'une palette. |
| US9676568B2 (en) | 2011-09-15 | 2017-06-13 | Gebo Packaging Solutions Italy S.R.L. | Device for transferring pre-formed layers of objects to the top of a pallet |
| CN107055107A (zh) * | 2011-09-15 | 2017-08-18 | 意大利致博包装解决方案公司 | 用于将物件预成型层转移至托盘顶部的设备 |
| CN107089518A (zh) * | 2011-09-15 | 2017-08-25 | 意大利致博包装解决方案公司 | 用于将物件预成型层转移至托盘顶部的设备 |
| CN107055107B (zh) * | 2011-09-15 | 2020-08-18 | 意大利致博包装解决方案公司 | 用于将物件预成型层转移至托盘顶部的设备 |
| CN107089518B (zh) * | 2011-09-15 | 2021-01-22 | 意大利致博包装解决方案公司 | 用于将物件预成型层转移至托盘顶部的设备 |
| EP2762428A1 (de) * | 2013-02-04 | 2014-08-06 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Palettieren von Stückgut-, Artikel- und/oder Gebindelagen |
| CN104925533A (zh) * | 2015-06-09 | 2015-09-23 | 江苏新美星包装机械股份有限公司 | 码垛机中物料的码垛成型装置 |
| WO2021170403A1 (de) * | 2020-02-25 | 2021-09-02 | Khs Gmbh | Palettiervorrichtung sowie verfahren zur stapelung von packstücken |
| US11999578B2 (en) | 2020-02-25 | 2024-06-04 | Khs Gmbh | Palletizing apparatus and method for stacking packages |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2112101B1 (de) | 2011-10-19 |
| DE102008020486B4 (de) | 2018-08-09 |
| DE102008020486A1 (de) | 2009-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2112101B1 (de) | Vorrichtung und Verfahren zum Palettieren von Stückgutzusammenstellungen | |
| EP2144830B1 (de) | Verfahren und vorrichtung zum verpacken von getränke-grossgebinden | |
| EP0560112B1 (de) | Vorrichtung zum Zuführen von Zwischenlagen zu einem Stapel | |
| AT13828U1 (de) | Kommissioniersystem und Verfahren zur Beladung von Ladungsträgern | |
| EP2258618B1 (de) | Vorrichtung und Verfahren zum Herstellen einer Verpackungseinheit | |
| EP0706946B1 (de) | Verfahren und Vorrichtung zum Handhaben von Zuschnitt-Stapeln mit Banderolen | |
| DE2334651B2 (de) | Vorrichtung zum beladen von paletten mit stueckgut | |
| EP2243732B1 (de) | Vorrichtung und Verfahren zum Überführen von Gebinde- oder Artikellagen in eine Beladestation | |
| EP1405809B1 (de) | Einrichtung zur Herstellung von Stapelpaketen | |
| DE102015119321B4 (de) | Vorrichtung zum Umgang mit Stückgütern mit einer hiermit in Zusammenhang stehenden Erzeugung und Handhabung von Zwischenlagen | |
| DE102016200581B4 (de) | Verfahren zur Zuförderung, Bereitstellung und zum Austausch von Rollen mit Verpackungsmaterial in einer Verpackungsmaschine | |
| WO2015124750A2 (de) | Vorrichtung und verfahren zum umladen von ladungseinheiten | |
| DE102005002532A1 (de) | Vorrichtung und Verfahren zum automatisierten und zeitgleichen Bereitstellen und Wechseln von mindestens zwei Rollen aus Papierbahnen oder dergleichen für einen nachgeordneten Formatschneider | |
| EP1354797B1 (de) | Vorrichtung zum Packen von flachen Gegenständen in Transportbehälter, insbesondere von flach gefalteten Faltschachteln in Umkartons | |
| EP0852560A1 (de) | Vorrichtung zum transportieren einer glasbehälterlage über eine palette | |
| EP2782836B1 (de) | Verfahren und vorrichtung zum handhaben von in bündeln zusammengefassten beuteln | |
| EP2119650B1 (de) | Verfahren und Vorrichtung zur Palettierung von Stückgut | |
| AT506539B1 (de) | Fördervorrichtung mit einem aufnahmemittel für eine trennlage | |
| WO2009121542A1 (de) | Vorrichtung und verfahren zur herstellung von säcken aus schlauchstücken | |
| EP2653417A1 (de) | Vorrichtung und Verfahren zum Ablegen von einer aus zumindest einem Paket gebildeten Paketreihe auf einer Palette | |
| EP2655197A1 (de) | Verfahren zum entfolieren von verpackungseinheiten und entfolierstation | |
| EP2773580B1 (de) | Vorrichtung zur förderung und handhabung von produkten | |
| DE19519615A1 (de) | Vorrichtung für das Stapeln von Profilen | |
| EP0680894A2 (de) | Verfahren zum Beschicken und Verschliessen eines flexiblen Verpackungselementes zur Verpackung von stapelbarem, insbesondere blattförmigem Gut und Vorrichtung zur Durchführung des Verfahrens | |
| EP1400452B1 (de) | Verfahren und Vorrichtung zum Verpacken von plattenförmigen Werkstücken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20100303 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: PERL, KURT |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009001629 Country of ref document: DE Effective date: 20120119 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120720 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009001629 Country of ref document: DE Effective date: 20120720 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220203 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220210 Year of fee payment: 14 Ref country code: FR Payment date: 20220209 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009001629 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230324 |