EP2135697A2 - Verfahren zur Herstellung von Lochsägen - Google Patents
Verfahren zur Herstellung von Lochsägen Download PDFInfo
- Publication number
- EP2135697A2 EP2135697A2 EP09007874A EP09007874A EP2135697A2 EP 2135697 A2 EP2135697 A2 EP 2135697A2 EP 09007874 A EP09007874 A EP 09007874A EP 09007874 A EP09007874 A EP 09007874A EP 2135697 A2 EP2135697 A2 EP 2135697A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- bending device
- flat material
- round
- die
- circular cylindrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D65/00—Making tools for sawing machines or sawing devices for use in cutting any kind of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/10—Bending specially adapted to produce specific articles, e.g. leaf springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/10—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/14—Bending sheet metal along straight lines, e.g. to form simple curves by passing between rollers
Definitions
- the present invention relates to a method according to the preamble of claim 1 and an apparatus for carrying out the method according to the preamble of claim 7 and claim 20, respectively.
- Hole saws with circular cylindrical body are known and are particularly suitable for accurately sawed round holes with large diameters. Such hole saws are usually driven by hand or pillar drilling machines.
- hole saws can be found for example in the construction industry, especially in plumbing or electrician work. Examples of this would be holes for pipe feedthroughs or for plug-in or switch boxes.
- the hole saws are usually subjected to a heat treatment after their production.
- the hole saws are fed in batches to a hardening device and hardened over the entire length including the saw teeth.
- the saw teeth are harder, while the rest of the main body of the respective hole saws remains relatively soft, in order to obtain a favorable for the cutting dynamics microstructure in the material of the hole saw.
- Such saws are referred to in the jargon as "bimetallic saws".
- the hardening device must be designed in such a way that on the one hand there is sufficient space to heat treat the largest possible number of hole saws simultaneously with the hardening device, and on the other hand that the material of each hole saw equally in the respective batch desired properties can be given.
- the ductile flat material with the saw teeth located thereon is hardened to length in a continuous process in the transverse region between the tooth tip line and a connecting line arranged below the tooth root depth before cutting.
- the connecting line may conveniently be the peripheral edge of the strip material facing the saw teeth.
- the essential advantage resulting therefrom is that the space requirement of the hardening device is essentially no longer determined by the layout of the finished hole saw, but rather by the flat material which is in the continuous process.
- the only space that needs to be taken into account for a smooth production implementation is the varying formation of the layer of rolled-up flat material, which is fed from a roll to the respective devices, such as milling, cabinet and now also hardening devices associated with the continuous process are. The space requirement of the hardening device is thus reduced.
- the hardening device is an integral part of a process line, which previously essentially only had a milling and Schränkvortechnisch by which the sheet was moved continuously, but now also includes the hardening device.
- the invention includes a round bending device by which the cut to length and hardened together with the saw teeth thereon hardened flat material, together with the milled thereon in the continuous process, restricted and inventively hardened saw teeth, is permanently formed into the circular cylindrical body.
- the flat material is given the necessary material properties even before the forming process, which are advantageous in view of the cutting dynamics of the hole saw formed therefrom.
- Another significant advantage is that diameter changes of the hole saw due to hardening distortion, the hardening of a fully formed hole saw in particular due to different cooling rates can occur, are avoidable because the flat material is formed accurately after the hardening of the tape with the saw teeth.
- hole saws can be produced with which far more accurate diameters can be cut than in conventional hole saws.
- the flat material is made of a metallic material.
- Metallic materials provide the necessary conditions to give the said tool advantageous cutting properties and are weldable. Therefore, it is proposed that the transverse edges of the flat material are welded together along their entire contact zone in order to be able to transfer the occurring cutting forces in the circular cylindrical base body of the hole saw safely.
- the circular cylindrical base body is connected at its upper side with a corresponding circular cover.
- the hole saw receives its typical stiffness.
- a center drill is mounted in the center of the lid or a bayonet lock device or the like.
- the lid consists of metallic flat material, which is welded to the circular cylindrical base body.
- the weld with which the cover and the flat material are connected a circumferential annular seam, so that the torque generated by the hand drill or drill press or similar drive means can be transmitted securely into the circular cylindrical body of the hole saw.
- FIGS. 2 and 3 show a hole saw 1 with a circular cylindrical body 2, which is formed from a ductile sheet 3.
- the flat material 3 is self-hardened and furthermore has saw teeth 4 hardened by heat treatment, so that the hole saw 1 can reliably cut.
- the flat material 3 is hardened with the saw teeth 4 located thereon before cutting to length in the continuous process in the transverse region between the tooth tip line 5 and below the Zahnfusstiefe connecting line 6 and was cut to length after curing for the forming process.
- FIGS. 1 and 4a show a round bending device 7 with the fabric produced and cut in the flow process according to the invention flat material 3 is permanently formed with the hardened saw teeth 4 thereon to the circular cylindrical base body 2.
- a bending part hardened in a continuous process namely the flat material 3
- a bending part hardened in a continuous process namely the flat material 3
- a bending part hardened in a continuous process namely the flat material 3
- a cutting tool 7 which has a very favorable microstructure course in terms of cutting dynamics in the circular saw blade.
- a round bending device 7 in which the cut to length flat material 3 in its longitudinal direction on a transverse jacket area 11 of the circular bending device 7 associated forming circular cylindrical die 12 can be applied.
- the flat material 3 thus applied can be clamped in this position with a counter-punch 13 which is associated with the die 12 and acts on the flat material 3 from the outside.
- a plurality of bending punches 14 are provided, which can be moved up from respectively different positions with a contour 15 corresponding to the die 12 and complementary to the circular cylindrical shape of the die 12, against the free ends 16 of the clamped flat material 3.
- the bending punches 14 can be moved from the outside to the flat material 3 in such a way that from the flat material 3 a round body 17 is formed stepwise around the die 12, the inside diameter of which corresponds to the outside diameter 18 of the die 12.
- FIG. 1 a preferably central contact position of the flat material 3 is shown on the cladding region 11, so that the bending punches 14 can each be brought to the free ends 16 of the flat material 3 in the same way.
- the bending punch 14 with the contour 15 in the maximum extension position can be moved up to a distance to the die 12, which corresponds to the thickness of the sheet 3.
- the outer diameter 18 of the female die 12 correspond to the inner diameter 19 of the circular-cylindrical main body 2.
- FIG. 1 shows a preferred embodiment of the round bending device 7, in which the counter-punch 13 and the punch 14 are die-bending punch.
- the respective die shapes of the punches 13, 14 are partial circle recesses 20, which correspond to the outer diameter 18 of the circular cylindrical die 12 complementary.
- the achievable advantage of this structural solution lies in the fact that the flat material 3 is clamped and pre-bent by the counter-holding punch 13 and, secondly, that the flat material 3 is first pre-bent by the pitch circle recesses 20 and then dimensioned according to the outside diameter 18 on the die wall.
- the pitch circle 20 of the counter-punch 13 is semicircular.
- the preferably centrally applied and cut flat material 3 is pre-bent by this design measure U-shaped.
- this creates a total of a die, which forms a circle concentric with the die 12 in the maximum bending position of the respective dies 13, 14, which corresponds in diameter to the outer diameter 18 of the circular-cylindrical basic body 2. This is especially true in the Fig. 1 shown top view.
- the bending punches 14 arranged in the transverse direction can be moved back again once their maximum bending position has been reached so that a bending punch 14 disposed opposite the counter-holding punch 13 in pairs will round the round 17, its pitch circle recess 20 being semicircular.
- the round 17 to be formed in the die is pressed in a comprehensive manner, so that the shape of the sheet 3 is largely adapted to the circular die shape. A springback of the transverse edges 8 of the round 17 is thereby reduced.
- a controllable heating device be associated with the round bending device 7, which brings the flat material 3 to a predetermined temperature and maintains this temperature.
- the advantage here is that the sheet material hardened in the continuous process and cut to length 3 is pliable moldable in the die.
- the flat material 3 during the forming process red-hot below the tempering temperature of the saw teeth 4 is tempered, so that the hardness of the saw teeth is not adversely affected.
- the tempering temperature of the saw teeth 4 650 ° C.
- the round body 17 can be shaped with a calibratable diameter which corresponds at most to the amount of a predetermined threshold value.
- circular bending device 7 would this purpose several matrices 12 with mutually different diameters 18 conceivable, to each of which complementary corresponding swaging forms are provided. For this purpose, it would further be conceivable that these matrices 12 with their associated die shapes can be reversibly exchangeably attached to the round bending device 7.
- the threshold here is 50 mm.
- Fig. 1 shown round bending device 7 from the sheet 3, a round 17 formed, in which the transverse edges 8 are resiliently open.
- the round 17 assumes the outer diameter of this body as an inner diameter 19 as soon as its transverse edges 8 are pressed towards each other.
- round bender 7 meets this requirement as a circular cylindrical body, it is preferably proposed that the round 17 is held by means of a round bending device 7 associated holding device to size.
- transverse edges 8 of the flat material 3 are held dull against each other after the forming process and joined together.
- the circular cylindrical body 2 is replaced by a permanent and dimensionally accurate shape.
- the material of the sheet 3 is preferably metallic.
- the lid 9 is made of metallic sheet 3 and is welded to the circular-cylindrical base body 2.
- FIG. 3 shows a fillet weld 10, which preferably connects in a circumferential manner the lid 9 with the circular cylindrical body 2.
- the cover which can serve for example for fastening the hole saw 1 to a hand or drill press, or the hole in the center of the lid for receiving a center drill.
- bayonet closure-typical grooves are arranged at the upper end of the hole saw 1 in order to secure the hole saw 1 in the cutting direction to a closure device suitable for this purpose.
- a preferred circular bending device 7 is shown.
- the round bending device 7 here is a roll bending machine 23 with a driven, mounted in stationary bearings main roll 24. To the main roll 24 is cut to length and according to the invention hardened sheet 3 is bent into a round 17 with kalibrierbarem diameter, which is particularly in 4b is pictured.
- the main roller 24 is associated with an adjustable counter-roller 25, which is also driven.
- two bending rolls 26, 27 are provided, one of which lie on the inlet side 28 and the other on the outlet side 29 of the roller pair formed by the two rollers 24, 25.
- the bending rollers 26, 27 are guided and mounted in plain bearing devices.
- the roll round bending machine 23 can be equipped with rollers of different dimensions, the calibrated diameter preferably being above a predetermined threshold value.
- the threshold here is preferably 40 mm
- Fig.2 shows a hole saw 1, the circular cylindrical body 2 is formed by a processed according to the invention in a continuous sheet 3.
- the transverse edges 8 of the sheet 3 are materially connected. It is essential here that the hole saw 1 produced according to the invention now readily withstands the occurring stresses during sawing, without the need for additional heat treatment. The entire cycle time of the tool produced by the method according to the invention is reduced and the productivity of the entire manufacturing process is thus increased, in particular parking space of external hardening devices is saved or otherwise made usable. The size of the hardening device is now limited to the formation of the flat material 3 in the continuous process, which layer is supplied to the position of the roll of the device.
- hole saws 1 according to the invention cut holes with higher accuracy than hole saws, which have been produced by known methods.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren nach Oberbegriff des Anspruchs 1 und eine Vorrichtung zur Durchführung des Verfahrens nach Oberbegriff des Anspruchs 7 bzw. des Anspruchs 20.
- Lochsägen mit kreiszylindrischem Grundkörper sind bekannt und eignen sich insbesondere für passgenau gesägte Rundlöcher mit großen Durchmessern. Derartige Lochsägen werden in der Regel von Hand oder Ständerbohrmaschinen angetrieben.
- Eine Vielzahl von Anwendungsmöglichkeiten von Lochsägen findet sich zum Beispiel im Baugewerbe, insbesondere bei Klempner- oder Elektrikerarbeiten. Tätigkeitsbeispiele hierzu wären Löcher für Rohrdurchführungen oder für Steck- bzw. Schalterdosen.
- Um die Schnittwirkung und die Standzeit des besagten Werkzeugs zu erhöhen, werden die Lochsägen nach ihrer Fertigung üblicherweise einer Wärmebehandlung unterzogen. Hierfür werden die Lochsägen chargenweise einer Härtevorrichtung zugeführt und auf der ganzen Länge einschliesslich der Sägezähne gehärtet. Bekannterweise sind die Sägezähne härter, während der übrige Grundkörper der jeweiligen Lochsägen eher verhältnismäßig weich bleibt, um einen für die Schnittdynamik günstigen Gefügeverlauf im Material der Lochsäge zu erhalten. Solche Sägekörper werden in der Fachsprache als "Bimetallsägen" bezeichnet.
- Bei der Wärmebehandlung ist insbesondere der Grundriss und die Höhe der jeweiligen Lochsäge für das Fassungsvermögen sowie für eine funktionssichere Einwirkung der Härtevorrichtung auf das Material der Lochsägen von Bedeutung.
- Das bedeutet also, dass die Härtevorrichtung derart gestaltet sein muss, dass zum einen ausreichend Platz zur Verfügung steht um eine möglichst große Anzahl an Lochsägen gleichzeitig mit der Härtevorrichtung wärmebehandeln zu können, und zum anderen, dass in der jeweiligen Charge dem Material jeder Lochsäge gleichermaßen die gewünschten Eigenschaften gegeben werden kann.
- Im Hinblick auf eine reibungslose Produktionsdurchführung ist der große Stellplatzbedarf einer derart komplexen Härtevorrichtung nicht unerheblich.
- Es ist deshalb Aufgabe der vorliegenden Erfindung, ein Verfahren anzugeben und eine hierfür geeignete Vorrichtung, mit deren Hilfe insbesondere der Platzbedarf der Härtevorrichtung zum Härten der Sägezähne verringert wird, ohne das hierbei die Produktivität des Herstellungsprozesses vermindert wird.
- Diese Aufgabe wird gelöst mit den Merkmalen des Anspruchs 1, des Anspruchs 7 sowie des Anspruchs 20.
- Wesentlich hierbei ist, dass das duktile Flachmaterial mit den daran befindlichen Sägezähnen vor dem Zuschnitt auf Länge im Durchlaufverfahren im Querbereich zwischen Zahnspitzenlinie und einer unterhalb der Zahnfußtiefe angeordneten Verbindungslinie gehärtet wird. Die Verbindungslinie kann zweckmässigerweise die Randkante des Bandmaterials sein, die den Sägezähnen gegenüberliegt.
- Der sich hieraus ergebene wesentliche Vorteil liegt darin, dass der Platzbedarf der Härtevorrichtung im wesentlichen nicht mehr vom Grundriss der fertig ausgeformten Lochsägen bestimmt wird, sondern vom Flachmaterial, welches sich im Durchlaufprozess befindet. Der einzige Platzbedarf der hierbei für eine reibungslose Produktionsdurchführung zu beachten ist, ist die variierende Ausbildung des Lage an Lage aufgerollten Flachmaterials, welches von einer Rolle den jeweiligen Vorrichtungen zugeführt wird, wie zum Beispiel Fräs-, Schränk und nun auch Härtevorrichtungen, die dem Durchlaufprozess zugeordnet sind. Der Platzbedarf der Härtevorrichtung verringert sich also.
- Hierbei kann ohne größere Anpassungen auf bekannte und bewährte Vorrichtungslösungen für das Fräsen, Schränken und anschließende Härten der Sägezähne im Durchlaufverfahren zurückgegriffen werden, die beispielsweise bei Flachmaterialien in der Bandsägeblattproduktion Verwendung finden.
- Bei Bandsägeblättern wird der eingangs beschriebene vorteilhafte Gefügeverlauf in ähnlicher Weise angestrebt und im Durchlaufverfahren erreicht, so dass beispielsweise eine hierfür geeignete Vorrichtungslösung leicht für die erfindungsgemäße Wärmebehandlung der im Durchlaufprozess am Flachmaterial befindlichen Sägezähne anpassbar ist.
- Dadurch, dass das Flachmaterial kontinuierlich in Prozessrichtung durch die Härtevorrichtung läuft, wird die Produktivität des Härtevorgangs einer eingangs erwähnten externen Härtevorrichtung nicht nur erhalten, sondern sogar noch gesteigert. Durch die Erfindung ist die Härtevorrichtung ein integrierter Bestandteil einer Prozessstrecke, die vorher im wesentlichen nur eine Fräs- und Schränkvorrichtung aufwies, durch die das Flachmaterial kontinuierlich bewegt wurde, nun aber auch die Härtevorrichtung beinhaltet.
- Es ist daher zu erwarten, dass eine derartig in diese Prozessstrecke integrierte Härtevorrichtung einen weitaus geringeren Aufwand verursachen wird als eine externe Härtevorrichtung, die darüber hinaus so ausgelegt ist, dass möglichst viele Werkstücke gleichzeitig wärmebehandelt werden können.
- Darüber hinaus erhöht sich nicht der Platzbedarf einer externen Härtevorrichtung trotz erreichter Produktivitätssteigerung der Wärmebehandlung, sondern es kann sogar Platz ganz eingespart bzw. anderweitig genutzt werden.
- Weiterhin ist wesentlich, dass die Erfindung eine Rundbiegevorrichtung beinhaltet, durch die das auf Länge geschnittene und zusammen mit den daran befindlichen Sägezähnen gehärtete Flachmaterial, zusammen mit den daran befindlichen im Durchlaufverfahren gefrästen, geschränkten und erfindungsgemäß gehärteten Sägezähnen, dauerhaft zu dem kreiszylindrischen Grundkörper umgeformt wird.
- Aufgrund der Erfindung werden dem Flachmaterial bereits vor dem Umformvorgang die nötigen Materialeigenschaften gegeben, die im Hinblick auf die Schnittdynamik der daraus gebildeten Lochsäge von Vorteil sind.
- Dass ein derartig wärmebehandeltes Biegeteil mit einer geeigneten Biegevorrichtung zu dem kreiszylindrischen Grundkörper einer Lochsäge formbar ist, die nach ihrem Umformprozess keiner weiteren Wärmebehandlung bedarf, um zuverlässig auch Stahlplatten bis zu etwa 40 mm Dicke schneiden zu können, macht den Wert der Erfindung aus.
- Ein weiterer wesentlicher Vorteil liegt darin, dass Durchmesserveränderungen der Lochsäge aufgrund von Härteverzug, der beim Härten einer fertig ausgeformten Lochsäge insbesondere aufgrund von verschiedenen Abkühlgeschwindigkeiten auftreten kann, vermeidbar sind, da das Flachmaterial erst nach dem Härten des Bandes mit den Sägezähnen maßgenau umgeformt wird.
- Mit dem erfindungsgemäßen Verfahren lassen sich daher Lochsägen herstellen, mit denen weitaus genauere Durchmesser geschnitten werden können, als bei herkömmlichen Lochsägen.
- Für eine dauerhafte Umformung des auf Länge geschnittenen Flachmaterials zu dem kreiszylindrischen Grundkörper mit vorbestimmtem Durchmesser wird vorgeschlagen, dass die Querkanten des Flachmaterials nach dem Umformvorgang stumpf gegeneinander gerichtet gehalten und miteinander verbunden werden.
- Vorzugsweise besteht das Flachmaterial aus einem metallischen Werkstoff. Metallische Werkstoffe bieten die nötigen Voraussetzungen, um dem besagten Werkzeug vorteilhafte Schnitteigenschaften zu geben und sind verschweißbar. Daher wird vorgeschlagen, dass die Querkanten des Flachmaterials entlang ihrer gesamten Berührzone miteinander verschweißt sind, um die auftretenden Schnittkräfte im kreiszylindrischen Grundkörper der Lochsäge sicher übertragen zu können.
- Weiterhin wird vorgeschlagen, dass der kreiszylindrische Grundkörper an seiner Oberseite mit einem entsprechenden kreisrunden Deckel verbunden wird. Mit dieser Maßnahme erhält die Lochsäge ihre typische Steifheit. Ergänzend hierzu wäre aber auch denkbar, dass die Lochsäge an ihrem oberen Ende bajonettverschlusstypische Verschlussnuten aufweist, um das in Rede stehende Werkzeug an einer Hand- bzw. Standbohrmaschine mit einer dort angebrachten Bajonettverschlussvorrichtung in Schnittrichtung drehfest anzubringen.
- Weiterhin wird vorgeschlagen, dass im Zentrum des Deckels bzw. einer Bajonettverschlussvorrichtung oder ähnlichem ein Zentrierbohrer angebracht ist.
- Vorzugsweise besteht der Deckel aus metallischem Flachmaterial, welches mit dem kreiszylindrischen Grundkörper verschweißt ist. Vorzugsweise ist die Schweißnaht, mit der der Deckel und das Flachmaterial verbunden sind, eine umlaufende Ringnaht, so dass das von der Handbohrmaschine bzw. Standbohrmaschine oder ähnlichem Antriebsmittel erzeugte Drehmoment sicher in den kreiszylindrischen Grundkörper der Lochsäge übertragen werden kann.
- Weitere Vorteile und Merkmale der Erfindung ergeben sich aus den Unteransprüchen und aus der Beschreibung eines Ausführungsbeispiels sowie aus den Zeichnungen, auf die nun Bezug genommen werden.
- Es zeigen:
- Fig.1
- eine Rundbiegevorrichtung für das erfindungsgemäß im Durchlaufverfahren gehärtete Flachmaterial
- Fig.2
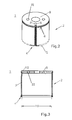
- eine Lochsäge, die an ihrem oberen Ende mit einem kreisrunden Deckel versehen ist
- Fig.3
- eine Schnittdarstellung der Lochsäge gem.
Fig.2 im Vollschnitt - Fig.4a
- eine Walzen-Rundbiegemaschine für das erfindungsgemäß im Durchlaufverfahren gehärtete Flachmaterial
- Fig.4b
- das zum Rundling geformte Flachmaterial gem.
Fig.4a - Sofern im Folgenden nichts anderes gesagt ist, gilt die folgende Beschreibung stets für alle Figuren.
- Insbesondere die
Figuren 2 und 3 zeigen eine Lochsäge 1 mit kreiszylindrischem Grundkörper 2, welcher aus einem duktilen Flachmaterial 3 geformt ist. Das Flachmaterial 3 ist selbst gehärtet und weist darüberhinaus noch durch Wärmebehandlung gehärtete Sägezähne 4 auf, so dass die Lochsäge 1 zuverlässig schneiden kann. - Das Flachmaterial 3 ist mit den daran befindlichen Sägezähnen 4 erfindungsgemäß vor dem Zuschnitt auf Länge im Durchlaufverfahren im Querbereich zwischen Zahnspitzenlinie 5 und einer unterhalb der Zahnfußtiefe angeordneten Verbindungslinie 6 gehärtet und wurde erst nach dem Härten für den Umformvorgang auf Länge zugeschnitten.
- Insbesondere die
Figuren 1 und4a zeigen eine Rundbiegevorrichtung 7 mit der das im erfindungsgemäßen Durchlaufverfahren gefertigte und zugeschnittene Flachmaterial 3 dauerhaft mit den daran befindlichen gehärteten Sägezähnen 4 zu dem kreiszylindrischen Grundkörper 2 umgeformt wird. - Wesentlich hierbei ist nun, dass ein derartig im Durchlaufverfahren gehärtetes Biegeteil, nämlich das Flachmaterial 3, zu dem kreiszylindrischen Grundkörper 2 der Lochsäge 1 mittels geeigneter Rundbiegevorrichtungen 7, welche insbesondere in den
Figuren 1 und4a dargestellt sind, rund formbar ist, so dass nach dem Umformvorgang ein Schnittwerkzeug vorliegt, welches im rundgeformten Sägeblatt einen äußerst günstigen Gefügeverlauf im Hinblick auf die Schnittdynamik aufweist. - Eine weitere Wärmebehandlung der erfindungsgemäß gefertigten Lochsäge 1 ist daher nicht mehr erforderlich. Zur Härtung genügt das Durchlaufverfahren und eine entsprechende Härtemaschine völlig.
- Insbesondere in
Fig.1 wird eine Rundbiegevorrichtung 7 gezeigt, bei der das auf Länge geschnittene Flachmaterial 3 in seiner Längsrichtung an einem in Querrichtung verlaufenden Mantelbereich 11 einer der Rundbiegevorrichtung 7 zugehörigen formgebenden kreiszylindrischen Matrize 12 anlegbar ist. Das so angelegte Flachmaterial 3 ist in dieser Position mit einem der Matrize 12 zugeordneten von außen am Flachmaterial 3 angreifenden Gegenhaltestempel 13 verspannbar. - Ergänzend dazu sind mehrere Biegestempel 14 vorgesehen, die aus jeweils unterschiedlichen Positionen mit einer der Matrize 12 zugewandten und zur kreiszylindrischen Form der Matrize 12 komplementär entsprechenden Kontur 15 an die freien Enden 16 des eingespannten Flachmaterials 3 heranfahrbar sind.
- Dabei sind die Biegestempel 14 derart von außen an das Flachmaterial 3 heranfahrbar, dass aus dem Flachmaterial 3 schrittweise um die Matrize 12 herum ein Rundling 17 geformt wird, dessen Innendurchmesser dem Außendurchmesser 18 der Matrize 12 entspricht.
- Hierbei wird insbesondere in
Figur 1 eine bevorzugt mittige Anlegeposition des Flachmaterials 3 am Mantelbereich 11 dargestellt, so dass die Biegestempel 14 jeweils in gleicher Weise an die freien Enden 16 des Flachmaterials 3 heranfahrbar sind. - Hierbei ist zu beachten, dass die Biegestempel 14 mit der Kontur 15 in maximaler Ausfahrposition bis zu einem Abstand an die Matrize 12 heranfahrbar sind, der der Dicke des Flachmaterials 3 entspricht.
- Wesentlich für die Funktion der in
Fig.1 gezeigten Rundbiegevorrichtung 7 im Hinblick auf das Verfahren ist, dass das im Durchlaufverfahren gehärtete Flachmaterial 3 schrittweise um die formgebende Matrize 12 umgelenkt wird und nicht abrupt in eine kreisrunde Form gezwungen wird. Dieser Umstand ist insbesondere bei stark ausgeprägten Umlenkungen des Flachmaterials 3 von Vorteil. - Um den kreiszylindrischen Grundkörper 2 geometrisch bestimmt fertigen zu können wird vorgeschlagen, dass der Außendurchmesser 18 der Matrize 12 dem Innendurchmesser 19 des kreiszylindrischen Grundkörpers 2 entspricht.
- Insbesondere
Figur 1 zeigt eine bevorzugte Ausgestaltung der Rundbiegevorrichtung 7, bei der der Gegenhaltestempel 13 und die Biegestempel 14 Gesenkbiegestempel sind. Die jeweiligen Gesenkformen der Stempel 13, 14 sind Teilkreisausnehmungen 20, die dem Außendurchmesser 18 der kreiszylindrischen Matrize 12 komplementär entsprechen. - In ihrer jeweiligen Endposition sind die jeweiligen Teilkreisausnehmungen 20 der Stempel 13, 14 konzentrisch zur Matrize 12 ausgerichtet.
- Zum einen liegt der erzielbare Vorteil dieser konstruktiven Lösung darin, dass das Flachmaterial 3 vom Gegenhaltestempel 13 eingespannt und vorgebogen wird und zum anderen darin, dass das Flachmaterial 3 durch die Teilkreisausnehmungen 20 zunächst vorgebogen und dann entsprechend des Außendurchmessers 18 an der Gesenkwand maßgenau angelegt wird.
- Vorzugsweise ist die Teilkreisausnehmung 20 des Gegenhaltestempels 13 halbkreisförmig ausgebildet. Das vorzugsweise mittig angelegte und zugeschnittene Flachmaterial 3 wird durch diese konstruktive Maßnahme U-förmig vorgebogen.
- Ergänzend hierzu wird insbesondere in
Fig.1 gezeigt, dass außerhalb des Wirkungsbereichs 21 des Gegenhaltestempels 13 in Querrichtung zwei paarweise gegenüberliegend angeordnete Biegestempel 14 vorgesehen sind. Zweckmäßigerweise sind dabei deren Teilkreisausnehmungen 20 jeweils viertelkreisförmig ausgebildet. - Vorteilhafterweise wird hierdurch insgesamt eine Gesenkform geschaffen, die in maximaler Biegeposition der jeweiligen Stempel 13, 14 einen zur Matrize 12 konzentrischen Kreis bildet, der im Durchmesser dem Außendurchmesser 18 des kreiszylindrischen Grundkörpers 2 entspricht. Dies wird insbesondere in der in
Fig. 1 gezeigten Draufsicht gezeigt. - Ergänzend hierzu wird vorgeschlagen, dass die in Querrichtung angeordneten Biegestempel 14 nach Erreichen ihrer maximalen Biegeposition wieder zurückgefahren werden können, so dass ein dem Gegenhaltestempel 13 paarweise gegenüberliegend angeordneter Biegestempel 14 den Rundling 17 fertig biegt, wobei dessen Teilkreisausnehmung 20 halbkreisförmig ausgebildet ist.
- Durch diese Maßnahme wird der zu formende Rundling 17 im Gesenk umfassend nachgedrückt, so dass die Form des Flachmaterials 3 weitgehend an die kreisrunde Gesenkform angepasst wird. Eine Rückfederung der Querkanten 8 des Rundlings 17 wird hierdurch vermindert.
- Als unterstützende Maßnahme für die Umformung im Gesenk wird vorgeschlagen, dass eine regelbare Aufheizvorrichtung der Rundbiegevorrichtung 7 zugeordnet wird, welche das Flachmaterial 3 auf eine vorbestimmte Temperatur bringt und diese Temperatur hält.
- Der Vorteil hierbei liegt darin, dass das im Durchlaufverfahren gehärtete und auf Länge zugeschnittene Flachmaterial 3 schmiegsamer im Gesenk formbar ist.
- Ergänzend hierzu wird vorgeschlagen, dass das Flachmaterial 3 während des Umformvorgangs rot glühend unterhalb der Anlasstemperatur der Sägezähne 4 temperiert ist, so dass die Härte der Sägezähne nicht nachteilig beeinträchtigt wird.
- Vorzugsweise beträgt die Anlasstemperatur der Sägezähne 4 650° C.
- Um mit den erfindungsgemäßen Verfahren Lochsägen 1 mit unterschiedlichen Abmaßen herzustellen, wird vorgeschlagen, dass der Rundling 17 mit kalibrierbarem Durchmesser formbar ist, welcher höchstens dem Betrag eines vorbestimmten Schwellenwertes entspricht.
- Für die in
Fig. 1 gezeigte Rundbiegevorrichtung 7 wären hierzu mehrere Matrizen 12 mit zueinander verschiedenen Durchmessern 18 denkbar, zu denen jeweils komplementär entsprechende Gesenkformen vorgesehen sind. Hierzu wäre weiterhin denkbar, dass diese Matrizen 12 mit ihren zugehörigen Gesenkformen reversibel auswechselbar an die Rundbiegevorrichtung 7 angebracht werden können. - Vorzugsweise beträgt hier der Schwellenwert 50 mm.
- Vorteilhafterweise wird mittels der in
Fig. 1 gezeigten Rundbiegevorrichtung 7 aus dem Flachmaterial 3 ein Rundling 17 ausgeformt, bei dem die Querkanten 8 federnd offen sind. - Wird daher der Rundling 17 auf einem kreiszylinderischen Körper aufgeschoben, dessen Außendurchmesser dem Innendurchmesser 19 des kreiszylindrischen Grundkörpers 2 entspricht, so nimmt der Rundling 17 den Aussendruchmesser dieses Körpers als Innendurchmesser 19 an, sobald dessen Querkanten 8 zueinander gerichtet gedrückt werden.
- Da die Matrize 12 der in
Fig. 1 dargestellten Rundbiegevorrichtung 7 diese Voraussetzung als kreiszylindrischer Körper erfüllt, wird vorzugsweise vorgeschlagen, dass der Rundling 17 mittels einer der Rundbiegevorrichtung 7 zugeordneten Haltevorrichtung auf Maß gehalten wird. - Ergänzend hierzu wird vorgeschlagen, dass die Querkanten 8 des Flachmaterials 3 nach dem Umformvorgang stumpf gegeneinander gerichtet gehalten und miteinander verbunden werden.
- Der kreiszylindrische Grundkörper 2 erhält so eine dauerhafte und maßgenaue Form.
- Der Werkstoff des Flachmaterials 3 ist hierbei vorzugsweise metallisch.
- Insbesondere in
Fig.2 ist zu sehen, dass die Querkanten 8 des Flachmaterials 3 entlang ihrer gesamten Länge miteinander verschweißt sind. - In dem so verschweißten kreiszylindrischen Grundkörper 2 können die auftretenden Schnittkräfte sicher übertragen werden.
- Weiterhin zeigen die
Fig.2 und 3 , dass der kreiszylindrische Grundkörper 2 an seiner Oberseite mit einem entsprechend kreisrunden Deckel 9 verbunden ist. - Hierbei besteht der Deckel 9 aus metallischem Flachmaterial 3 und ist mit dem kreizylindrischen Grundkörper 2 verschweißt.
- Insbesondere
Fig.3 zeigt eine Kehlnaht 10, welche vorzugsweise in umlaufender Weise den Deckel 9 mit den kreiszylindrischen Grundkörper 2 verbindet. - Weiterhin zeigen die
Fig.2 und 3 dass im Deckel 9 Durchgangslöcher 22 vorgesehen sind, die z.B. zur Befestigung der Lochsäge 1 an einer Hand- oder Standbohrmaschine dienen können, bzw. das Loch in der Deckelmitte zur Aufnahme eines zentrierbohrers. - Ergänzend hierzu wäre aber auch denkbar, dass am oberen Ende der Lochsäge 1 bajonettverschlusstypische Nuten angeordnet sind, um die Lochsäge 1 in Schnittrichtung verdrehsicher an einer dafür geeigneten Verschlussvorrichtung zu befestigen.
- Insbesondere bei schwach ausgeprägten Umlenkungen des Flachmaterials 3 zu noch größeren Innendurchmessern 19 des kreiszylindrischen Grundkörpers 2 von erfindungsgemäßen Lochsägen 1, wird in
Fig.4a eine bevorzugte Rundbiegevorrichtung 7 dargestellt. Die Rundbiegevorrichtung 7 ist hier eine Walzen-Rundbiegemaschine 23 mit einer angetriebenen, in ortsfesten Lagern gelagerten Hauptwalze 24. Um die Hauptwalze 24 wird das auf Länge geschnittene und erfindungsgemäß gehärtete Flachmaterial 3 zu einem Rundling 17 mit kalibrierbarem Durchmesser gebogen, was insbesondere inFig.4b dargestellt wird. Der Hauptwalze 24 ist eine verstellbare Gegenwalze 25 zugeordnet, welche ebenfalls angetrieben wird. - Weiterhin wird in
Fig.4a dargestellt, dass zwei Biegewalzen 26, 27 vorgesehen sind, von denen die eine auf der Einlaufseite 28 und die andere auf der Auslaufseite 29 des von den beiden Walzen 24, 25 gebildeten Walzenpaares liegen. Die Biegewalzen 26, 27 sind in Gleitlagervorrichtungen geführt und gelagert. - Für eine Ausformung des Rundlings 17 mit kalibrierbarem Durchmesser wäre hierbei denkbar, dass die Walzen-Rundbiegemaschine 23 mit unterschiedlich dimensionierten Walzen ausrüstbar ist, wobei der kalibrierte Durchmesser vorzugsweise oberhalb eines vorbestimmten Schwellenwerts liegt.
- Durch Zusammenwirken der vier Walzen sind Rundlinge 17 formbar, deren Querkanten 8 federnd geschlossen sind.
- Wird ein auf dieser Weise hergestellter Rundling 17 auf einem kreiszylindrischen Körper aufgeschoben, dessen Außendurchmesser dem Innendurchmesser des Rundlings 17 zumindest entspricht, so wird der Rundling 17 aufgrund seiner Eigenspannung am kreiszylindrischen Körper maßgenau fixiert. Die Querkanten 8 des Flachmaterials 3 werden so durch die Eigenspannungen des Rundlings 17 gegeneinandergerichtet gehalten.
- Um den Rundling 17 maßgenau zu den kreiszylindrischen Grundkörper zu formen, wird daher vorgeschlagen, dass der Rundling 17 zum einen entsprechend dem Innendurchmesser 19 des kreiszylindrischen Grundkörpers 2 mittels der in
Fig. 4a und Fig. 4b dargestellten Walzen-Rundbiegemaschine 23 rolliert ist, und zum anderen, dass der Rundling 17 auf einer kreiszylindrischen Matrize 12 aufgeschoben werden, deren Außendurchmesser dem Innendurchmesser des kreiszylindrischen Grundkörpers entspricht, und in dieser Position entlang seiner Querkanten 8 zu den kreiszylindrischen Grundkörper 2 verschweißt wird. - Insbesondere
Fig.2 zeigt eine Lochsäge 1, deren kreiszylindrischer Grundkörper 2 von einem erfindungsgemäß im Durchlaufverfahren bearbeiteten Flachmaterial 3 gebildet wird. - Die Querkanten 8 des Flachmaterials 3 sind stoffschlüssig verbunden. Wesentlich hierbei ist nun, dass die erfindungsgemäß hergestellte Lochsäge 1 nun ohne weiteres den auftretenden Beanspruchungen beim Sägen standhält, ohne dass eine zusätzliche Wärmebehandlung erforderlich ist. Die gesamte Durchlaufzeit des nach dem erfindungsgemäßen Verfahren hergestellte Werkzeug verringert sich und die Produktivität des gesamten Herstellungsprozesses wird somit erhöht, wobei insbesondere Stellplatz von externen Härtevorrichtungen eingespart wird bzw. anderweitig nutzbar gemacht werden kann. Die Größe der Härtevorrichtung beschränkt sich nun auf die Ausbildung des im Durchlaufprozess befindlichen Flachmaterials 3, welches Lage an Lage von Rolle der Vorrichtung zugeführt wird.
- Zudem schneiden die erfindungsgemäß hergestellten Lochsägen 1 Löcher mit höherer Genauigkeit als Lochsägen, die mit bekannten Verfahren hergestellt worden sind.
-
- 1
- Lochsäge
- 2
- kreiszylindrischer Grundkörper
- 3
- Flachmaterial
- 4
- Sägezahn
- 5
- Zahnspitzenlinie
- 6
- Verbindungslinie
- 7
- Rundbiegevorrichtung
- 8
- Querkante
- 9
- Deckel
- 10
- Ringnaht
- 11
- Mantelbereich
- 12
- Matrize
- 13
- Gegenhaltestempel
- 14
- Biegestempel
- 15
- Kontur
- 16
- freie Enden
- 17
- Rundling
- 18
- Außendurchmesser der Matrize
- 19
- Innendurchmesser des kreiszylindrischen Grundkörpers
- 20
- Teilkreisausnehmung
- 21
- Wirkungsbereich
- 22
- Durchgangsloch
- 23
- Walzen-Rundbiegemaschine
- 24
- Hauptwalze
- 25
- Gegenwalze
- 26
- Biegewalze
- 27
- Biegewalze
- 28
- Einlaufseite
- 29
- Auslaufseite
Claims (24)
- Verfahren zur Herstellung von Lochsägen (1) mit kreiszylindrischem Grundkörper (2), welcher aus einem duktilen und gehärteten Flachmaterial (3) geformt ist und durch Wärmebehandlung gehärtete Sägezähne (4) aufweist, dadurch gekennzeichnet, dass das Flachmaterial (3) in Form eines Bandes mit den bereits daran befindlichen Sägezähnen (4) vor dem Zuschnitt auf Länge im Durchlaufverfahren im Querbereich zwischen Zahnspitzenlinie (5) und einer unterhalb der Zahnfußtiefe angeordneten Verbindungslinie (6) gehärtet wird und nach dem Härten zunächst auf Länge geschnitten und erst danach zusammen mit den daran befindlichen gehärteten Sägezähnen (4) mittels einer Rundbiegevorrichtung (7) dauerhaft zu dem kreiszylindrischen Grundkörper (2) umgeformt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Querkanten (8) des Flachmaterials (3) nach dem Umformvorgang stumpf gegeneinander gerichtet gehalten und miteinander verbunden werden.
- Verfahren nach einem der Ansprüche 1 bis 2, dadurch gekennzeichnet, dass das Flachmaterial (3) aus einem metallischen Werkstoff besteht und die Querkanten (8) entlang ihrer gesamten Länge miteinander verschweißt sind.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der kreiszylindrische Grundkörper (2) an seiner Oberseite mit einem entsprechend kreisrunden Deckel (9) verbunden wird.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass der Deckel (9) aus metallischem Flachmaterial (3) besteht, welches mit dem kreiszylindrischen Grundkörper (2) verschweißt ist.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass die Schweißnaht, mit der der Deckel (9) und das Flachmaterial (3) verbunden sind, eine umlaufende Ringnaht (10) ist.
- Rundbiegevorrichtung (7) zur Durchführung des Verfahrens nach Anspruch 1, dadurch gekennzeichnet, dass das auf Länge geschnittene Flachmaterial (3) in Längsrichtung an einem in Querrichtung verlaufenden Mantelbereich (11) einer formgebenden kreiszylindrischen Matrize (12) anlegbar ist und in Anlegeposition mit einem der Matrize (12) zugeordneten von außen am Flachmaterial (3) angreifenden Gegenhaltestempel (13) verspannbar ist und mehrere Biegestempel (14) vorgesehen sind, die derart aus jeweils unterschiedlichen Positionen mit einer der Matrize (12) zugewandten und zur kreiszylindrischen Form der Matrize (12) komplementär entsprechenden Kontur (15) an die freien Enden (16) des eingespannten Flachmaterials (3) heranfahrbar sind, dass aus dem Flachmaterial (3) schrittweise um die Matrize (12) herum ein Rundling (17) geformt wird, dessen Innendurchmesser dem Außendurchmesser (18) der Matrize (12) entspricht.
- Rundbiegevorrichtung (7) nach Anspruch 7, dadurch gekennzeichnet, dass der Außendurchmesser (18) der Matrize (12) dem Innendurchmesser (19) des kreiszylindrischen Grundkörpers (2) entspricht.
- Rundbiegevorrichtung (7) nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass der Gegenhaltestempel (13) und die Biegestempel (14) Gesenkbiegestempel sind, deren jeweilige Gesenkformen Teilkreisausnehmungen (20) sind, die dem Außendurchmesser (18) der kreiszylindrischen Matrize (12) komplementär entsprechen und in ihren jeweiligen Endpositionen konzentrisch zur Matrize (12) ausgerichtet sind.
- Rundbiegevorrichtung (7) nach Anspruch 9, dadurch gekennzeichnet, dass die Teilkreisausnehmung (20) des Gegenhaltestempels (13) halbkreisförmig ausgebildet ist.
- Rundbiegevorrichtung (7) nach den Ansprüchen 9 und 10, dadurch gekennzeichnet, dass außerhalb des Wirkungsbereiches (21) des Gegenhaltestempels (13) in Querrichtung zwei paarweise gegenüberliegend angeordnete Biegestempel (14) vorgesehen sind, deren Teilkreisausnehmungen (20) jeweils viertelkreisförmig ausgebildet sind.
- Rundbiegevorrichtung (7) nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass ein dem Gegenhaltestempel (13) paarweise gegenüberliegend angeordneter Biegestempel (14) vorgesehen ist, dessen Teilkreisausnehmung (20) halbkreisförmig ausgebildet ist.
- Rundbiegevorrichtung (7) nach einem der Ansprüche 7 bis 12, dadurch gekennzeichnet, dass eine regelbare Aufheizvorrichtung der Rundbiegevorrichtung (7) zugeordnet ist, welche das Flachmaterial (3) auf eine vorbestimmte Temperatur bringt und diese Temperatur hält.
- Rundbiegevorrichtung (7) nach einem der Ansprüche 7 bis 13, dadurch gekennzeichnet, dass das Flachmaterial (3) während des Umformvorganges rotglühend unterhalb der Anlasstemperatur der Sägezähne (4) temperiert ist.
- Rundbiegevorrichtung (7) nach Anspruch 14, dadurch gekennzeichnet, dass die Anlasstemperatur der Sägezähne (4) 650° Celsius beträgt.
- Rundbiegevorrichtungen (7) nach einem der Ansprüche 8 bis 15, dadurch gekennzeichnet, dass der Rundling (17) mit kalibrierbarem Durchmesser formbar ist, welcher höchstens dem Betrag eines vorbestimmten Schwellenwertes entspricht.
- Rundbiegevorrichtung (7) nach Anspruch 16, dadurch gekennzeichnet, dass der Schwellenwert 50 mm beträgt.
- Rundbiegevorrichtung (7) nach einem der Ansprüche 8 bis 17, dadurch gekennzeichnet, dass die Querkante (8) des zum Rundling (17) ausgeformten Flachmaterials (3) federnd offen sind.
- Rundbiegevorrichtung (7) nach Anspruch 18, dadurch gekennzeichnet, dass der Rundling (17) mittels einer der Rundbiegevorrichtung (7) zugeordneten Haltevorrichtung auf Maß gehalten und entlang seiner Querkanten (8) zu dem kreiszylindrischen Grundkörper (2) verschweißt wird.
- Rundbiegevorrichtung (7) zur Durchführung des Verfahrens nach Anspruch 1, dadurch gekennzeichnet, dass die Rundbiegevorrichtung (7) eine Walzen-Rundbiegemaschine (23) ist, mit einer angetriebenen in ortsfesten Lagern gelagerten Hauptwalze (24), um die herum das auf Länge geschnittene und wärmebehandelte Flachmaterial (3) zu einem Rundling mit kalibrierbarem Durchmesser (17) gebogen wird, einer verstellbaren, dieser Hauptwalze (24) zugeordneten Gegenwalze (25), die ebenfalls angetrieben wird, und zwei Biegewalzen (26), (27), von denen die eine auf der Einlaufseite (28) und die andere auf der Auslaufseite (29) des von den beiden erstgenannten Walzen (24), (25) gebildeten Walzenpaares liegt und in Gleitlagervorrichtungen geführt und gelagert sind.
- Rundbiegevorrichtung (7) nach Anspruch 20, dadurch gekennzeichnet, dass der Rundling (17) mit kalibrierbarem Durchmesser formbar ist, welcher oberhalb eines vorbestimmten Schwellenwerts liegt.
- Rundbiegevorrichtung (7) nach Anspruch 21, dadurch gekennzeichnet, dass der Schwellenwert 40 mm beträgt.
- Rundbiegevorrichtung (7) nach einem der Ansprüche 20 bis 22, dadurch gekennzeichnet, dass der Rundling (17) federnd geschlossen ist.
- Rundbiegevorrichtung (7) nach einem der Ansprüche 20 bis 23, dadurch gekennzeichnet, dass der Rundling (17) entsprechend dem Innendurchmesser (19) des kreiszylindrischen Grundkörpers (2) rolliert ist und auf einer kreiszylindrischen Matrize aufgeschoben wird, deren Außendurchmesser dem Innendurchmesser (19) des kreiszylindrischen Grundkörpers (2) entspricht, und der Rundling (17) in dieser Position entlang seiner Querkanten (8) zu dem kreiszylindrischen Grundkörper (2) verschweißt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008029249A DE102008029249A1 (de) | 2008-06-19 | 2008-06-19 | Verfahren zur Herstellung von Lochsägen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2135697A2 true EP2135697A2 (de) | 2009-12-23 |
| EP2135697A3 EP2135697A3 (de) | 2014-12-03 |
Family
ID=41061245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09007874.2A Withdrawn EP2135697A3 (de) | 2008-06-19 | 2009-06-16 | Verfahren zur Herstellung von Lochsägen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2135697A3 (de) |
| DE (1) | DE102008029249A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108672526A (zh) * | 2018-05-28 | 2018-10-19 | 北京清新环境技术股份有限公司天津分公司 | 一种卷板设备及自动化卷板工艺 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2995171A (en) * | 1955-12-14 | 1961-08-08 | Hausler Christian | Machine for bending metal plates |
| JPS5031111B1 (de) * | 1968-12-21 | 1975-10-07 | ||
| CH554716A (fr) * | 1972-04-24 | 1974-10-15 | Retmeca Sa | Procede de fabrication par formage de profiles tubulaires, machine pour la mise en oeuvre du procede et profile ainsi obtenu. |
| US6939092B2 (en) * | 2003-06-18 | 2005-09-06 | Irwin Industrial Tool Company | Sheet metal hole cutter |
-
2008
- 2008-06-19 DE DE102008029249A patent/DE102008029249A1/de not_active Withdrawn
-
2009
- 2009-06-16 EP EP09007874.2A patent/EP2135697A3/de not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108672526A (zh) * | 2018-05-28 | 2018-10-19 | 北京清新环境技术股份有限公司天津分公司 | 一种卷板设备及自动化卷板工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2135697A3 (de) | 2014-12-03 |
| DE102008029249A1 (de) | 2009-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10041280C2 (de) | Verfahren und Vorrichtung zum flexiblen Walzen eines Metallbandes | |
| EP2802425B1 (de) | Vorrichtung und verfahren zum tiefziehen von schalenteilen mit integriertem kopf- und zargenbeschnitt | |
| EP2781280B1 (de) | Verfahren zur Herstellung einer Stauchniet-Verbindung mit einer rotativen Pendelbewegung | |
| EP2529849A2 (de) | Verfahren und Vorrichtung zum Herstellen von Schlitzrohren aus Blechtafeln | |
| EP2484462B1 (de) | Verfahren zum Erzeugen einer Schmiedevorform und Umformvorrichtung oder Warmstauchvorrichtung | |
| DE1940341B2 (de) | Verfahren und Einrichtung zum Herstellen von Metalleisten, insbesondere von rohrförmigen Schweißelektroden, aus einem Stabmaterial | |
| EP3820631B1 (de) | Erweiterte regelung jco-formpresse | |
| DE10119839C2 (de) | Verfahren zur Herstellung eines Achselements für Kraftfahrzeuge | |
| DE1948805A1 (de) | Verfahren und Vorrichtung zum Herstellen ringfoermiger Rohteile fuer Zahnkraenze und andere ringfoermige Bauteile | |
| DE102011102288B4 (de) | Vorrichtung und Verfahren zur Herstellung eines Stirnrads mit einer Schrägverzahnung | |
| EP3221068B1 (de) | Verfahren zur herstellung eines rotationssymmetrischen formkörpers | |
| DE102008002736A1 (de) | Vorrichtung zur Bearbeitung einer Platte zu einem nanostrukturierten Formteil und ein Verfahren zur Herstellung desselben | |
| EP2832868B1 (de) | Presswerkzeug sowie Verfahren zur Herstellung eines Presswerkzeuges | |
| EP2839900B1 (de) | Verfahren und Vorrichtung zur Herstellung eines mit einer Endfläche versehenen Verbindungsabschnitts als Teil eines Werkzeuges | |
| EP2135697A2 (de) | Verfahren zur Herstellung von Lochsägen | |
| DE102007037784B4 (de) | Verzahnungsbauteil zur Übertragung von Antriebskräften | |
| DE1602446A1 (de) | Herstellungsverfahren fuer laufringe | |
| DE3101123A1 (de) | Verfahren und einrichtung zum verformen eines metallstabes in ein tulpenfoermiges teil durch fliesspressen in einer geschlossenen kammer | |
| DE10121546A1 (de) | Verfahren und Drückrolle zum Anformen einer Nabe | |
| EP0244648A1 (de) | Verfahren und Vorrichtung zur Herstellung von Zahnrädern | |
| DE1075082B (de) | Vorrichtung zur Verformung der inneren Oberfläche eines rohrförmigen Werkstückes | |
| DE2740981A1 (de) | Stanzmesser | |
| DE2735868A1 (de) | Verfahren und vorrichtung zur herstellung von starkwandigen hohlkoerpern aus aluminium oder aluminiumlegierungen durch warmfliesspressen | |
| EP2314397B1 (de) | Verfahren zum Herstellen eines Teiles aus einem Blech | |
| EP3720627B1 (de) | Verfahren zum herstellen eines verbindungselements |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23D 65/00 20060101AFI20141028BHEP Ipc: B23B 51/04 20060101ALI20141028BHEP Ipc: B28D 1/04 20060101ALI20141028BHEP |
|
| 17P | Request for examination filed |
Effective date: 20141211 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20160610 |