EP2204256B1 - Verfahren zum Fügen von Teilen in einer Fertigungsanlage - Google Patents
Verfahren zum Fügen von Teilen in einer Fertigungsanlage Download PDFInfo
- Publication number
- EP2204256B1 EP2204256B1 EP09015343A EP09015343A EP2204256B1 EP 2204256 B1 EP2204256 B1 EP 2204256B1 EP 09015343 A EP09015343 A EP 09015343A EP 09015343 A EP09015343 A EP 09015343A EP 2204256 B1 EP2204256 B1 EP 2204256B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- clamping
- parts
- transport
- tool
- travel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with program control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/047—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work moving work to adjust its position between soldering, welding or cutting steps
Definitions
- the invention relates to a method for joining parts in a joining station, as described in the preambles of claims 1, 2 and 3.
- the GB 2 293 339 discloses a method for producing a shock absorbing steering shaft having an outer shaft with a first end portion and an inner shaft with a second end portion, wherein the shafts are pushed into each other such that the two end portions partially overlap, wherein the two end portions in the overlapping region radially compressing the outer peripheral surface of the first end portion are plastically deformed and then the two end portions are axially pushed into each other until the overlapping portions are freed from each other.
- a method for producing a steering column for a vehicle is also known from US 4,738,154 A
- the method comprises the steps of producing the steering column from a tube, mounting a sleeve over a portion of the length of the tube, deforming the outer diameter of the sleeve and the outer diameter of the tube so that these diameters are substantially equal to each other.
- the US 4,010,533 A discloses a coupling for non-rotatably connecting a tubular sleeve to a hub, wherein the rotationally fixed connection is effected by radially expanding the hub and pressing projections into the inner surface of the sleeve or into the outer surface of the hub.
- the object of the invention is to provide a method for joining parts in a joining station, are eliminated with the inaccuracies in dimensions and optionally forms the parts to be joined.
- the object of the invention is achieved by the measures in claim 1. It is advantageous that a prescribed amount, for example a defined clearance between two parts, is automatically adjusted on the basis of the positioning and tensioning process of the parts on a parts group. After setting the prescribed dimension of the joining process, without changing the set dimension again. In addition, it is advantageous that production inaccuracies of the parts have no effect on the final accuracy of the module and dimensionally stable modules can be produced. In addition, the module can be produced particularly economically.
- the object of the invention is achieved by the reproduced in the characterizing parts of claims 2 and 3 measures. It is advantageous that a bias of the inner part can be controlled by evaluating the clamping force and / or the travel of at least one movable clamping tool. After adjusting the preload in the inner part, the joining process, without changing the bias again. In addition, it is advantageous that manufacturing inaccuracies of the parts have no effect on the preload of the inner part and final accuracy of the assembly. In addition, the module can be produced particularly economically. An assembly produced by the method of the invention finds wide application, for example in drive technology, automotive technology and the like.
- the desired value for the clamping force and the traversing and clamping path of the adjustable clamping tool to be covered are defined defined by a tolerance window, which is set so that the subsequent joining process, such as beam welding, still performed properly can be.
- a tolerance window which is set so that the subsequent joining process, such as beam welding, still performed properly can be.
- the welding stresses occurring at two separate points during welding are, although these are also very low, almost completely eliminated, so that the overall accuracy of the assembly is further optimized only by skillful arrangement and position of the welds.
- Fig. 1 the individual parts 1, 2, 3a, 3b to be joined together to form an assembly are shown in a perspective view.
- These parts 1 to 3b are each made in a preferred embodiment of a tailored to measure, in particular stamped and then formed sheet metal piece.
- the first punched and bent part 1 is approximately trapezoidal in cross-section or substantially U-shaped and has a base 5 and two of her upstanding legs 6. At the base 5, for example, a circular positioning hole 7 is arranged, whose function will be explained later.
- the legs 6 are each provided in the region of their opposite ends with projecting in the direction of the opposite leg 6 on the inside of the U-föimigen part 1 support extensions 8, whose function will be described in more detail later.
- This support extensions 8 are suitably produced by forming, bead-like depressions and have on their base 5 facing away from the upper side a parallel to the base 5 extending, flat support surface 9.
- the first part 1 forms on the face side, planar contact surfaces 10 for the parts 3a, 3b.
- the second part 2 is cut out according to this embodiment of a substantially flat piece of sheet metal, punched out, for example by means of a board, and planar educated.
- the second part 2 is equipped with a slot-like positioning opening 11, for example, and forms end faces 12 for the parts 3a, 3b.
- the length of the first and second parts 1, 2 are, apart from the possible manufacturing tolerances during punching, etc., produced with the same length.
- the parts 3a, 3b have a planar support plate 15 and a sleeve 16.
- the parts 3a, 3b are each made of a custom-tailored, preferably punched piece of sheet metal and in this by forming, preferably by deep drawing, molded sleeve 16.
- the sleeves 16 each form a bearing eye for a not further illustrated bearing, which is for example pressed.
- All parts 1 to 3b are thus manufactured by pure, non-cutting shaping and deformation with high precision, so that the assembly of the individual parts 1 to 3b, as shown in Fig. 2 is shown in sections, by using suitable joining methods, such as gluing, laser soldering, laser, plasma and electron beam welding, can be produced with high dimensional accuracy.
- the parts 1 to 3b at a plurality of joints 17a, 17b, 18a, 18b, 18c, 19a, 19b (not listed) by at least one piece or preferably joined together by one or more joining seams 21.
- the joining seams 21 are formed by adhesive or weld seams, in particular laser, plasma or electron beam weld seams and have a length of a few millimeters to a few centimeters.
- the second part 2 is arranged between the legs 6 of the first part 1 and by means of clamping devices to be described later, the legs 6 of the first part 1 and longitudinal edges of the second part 2 are pressed against each other.
- the legs 6 and the second part 2 are provided on their mutually facing sides with contact surfaces 22, 23.
- the parts 1, 2 to be welded together now form at the joints 17a, 17b by the contact surfaces 22, 23 of the parts 1, 2, which abut one another essentially without gaps, a joining joint 24a, b.
- the two parts 1, 2 are joined together via the joining seams 21 to be attached along the joining joints 24a, 24b.
- the parts 3a, 3b are connected to the front side of the first part 1.
- the part 3a, 3b is provided on its, the first part 1 side facing and the first part 1 on its front side with mutually facing bearing surfaces 10, 25.
- the parts 3a, 3b are pressed against the contact surfaces 10 of the first part 1 via clamping devices to be described in more detail below, so that the abutment surfaces 10, 25, which now lie essentially without gaps, form a joint 26a, 26b, 26c at the joints 18a, 18b To train 18c.
- the parts 1, 3a, 3b are joined together by means of the joining seams 21 to be attached along the joining joints 26a, 22b, 26c.
- this joint gap 27a, 27b up to 0.2 mm even with no effect on the quality of the welded joint, if welded without additional material, since the laser beam in focus anyway a diameter of about 0.3 to 0.6 mm, and at the weld portions along the joint 19a, 19b sufficient base material is melted from the parts 2, 3a, 3b to close the joint gap 27a, 27b at the weld portions and to provide a strong welded joint create.
- the joining seams 21 are produced by beam welding, in particular laser beam welding, and the parts 1 to 3b are joined to one another at the joining points 24a, 24b, 26a to 26c or joining gaps 27a, 27b formed by the contact surfaces 10, 25, 22, 23 abutting one another without gaps welded.
- a welding beam not shown along the joining joint 24a, 24b, 26a to 26c or joint gap 27a, 27b at least partially guided so that along these welds welds are formed by that of one of the welded together Parts 1 to 3b or both of the parts to be welded together 1 to 3b partially melted base material (material) consists.
- Beam welding is a low-energy welding process that enables so-called "deep welding” and is characterized by the fact that very slim seam geometries with a large depth-to-width ratio are achieved and only a small energy per unit length is required, resulting in only a very small heat-affected zone , As a result, the thermal load on the parts to be welded together 1 to 3b is kept very low, so that a delay of the parts 1 to 3b is minimal.
- the welds 21 at the joints 24a, 24b are formed by fillet welds and the welds 21 at the joints 26a to 26c and at the joint gaps 27a, 27b by I-seams.
- the parts 1 to 3b are preferably inextricably linked together exclusively by the base material without additional material.
- the parts 1 to 3b by the addition of filler material and the partially melted base material of at least one part 1 to 3b or both parts 1 to 3b produced welds at the respective joint 24a, 24b, 26a to 26c or joint gap 27th connected to each other.
- Fig. 3 is an inventive manufacturing system 31 for the production of in Fig. 2 for example, shown assembly in plan view and greatly simplified representation shown.
- this production system 31 comprises at least two cooperating production plants 32, 33, an energy source 34, in particular a laser generator, and a control device 36.
- the control device 36 comprises an energy source 37 and an evaluation unit 38 with a comparison module 39 for the target Actual value comparison of a clamping force and / or a travel and tensioning path of a clamping tool and an evaluation module 40 for a quality assessment of a part 1 to 3b, as will be described in more detail below.
- the control device 36 is connected to the energy source 34 via a connecting line 41.
- the first production facility 32 comprises a first transport system 42 and at least one first joining station 43, which according to this embodiment is formed by a welding station.
- the transport system 42 is used for the transport of parts 1, 2 to the joining station 43 and comprises a preferably transversely extending between a takeover area 44 and a relay area 45, first transport means 46 along in the Fig. 4 to 7 Registered guideways 47a, 47b movable and preferably identically designed part transport carriers 48 and at least one parts supply with two separately arranged parts store 49, 50.
- Fig. 4 only a few parts transport carrier 48 shown.
- FIG. 4 to 7 An exemplary embodiment of a transport device 46 is in the Fig. 4 to 7 shown.
- receptacles 51 are provided, which are connected to the parts transport carrier 48.
- the parts transport carriers 48 form a transport chain 52.
- an intermittent feed drive in particular an electric motor, such as servo or stepper drive, is provided in the region of a deflection station 54 for the transport chain 52.
- a deflection station 54 for the transport chain 52.
- housing parts 55 Between the two deflection stations 54 are a plurality of housing parts 55.
- These housing parts 55 have mutually facing end plates 56, which are interconnected via guide and / or coupling devices 57 to a self-supporting housing unit.
- the guideways 47a, 47b Perpendicular to the end plates 56, the guideways 47a, 47b extend, whereby in the guideway 47a the drawn strand and the guideway 47b are guided by the returning strand of the transport chain 52 is.
- the transport device 46 formed by the deflecting stations 54 and housing parts 55 is supported by support devices 58 on a footprint 59.
- the support devices 58 are formed by mirror-inverted to a vertical plane of symmetry 60, L-shaped supports, which are connected via fastening devices 61 with side walls 62 of the housing parts 55.
- the transport device 46 comprises, composed of the housing parts 55, self-supporting housing unit which is provided on the side facing away from the footprint 59 top side with the guide rail 47a.
- the guideway 47a comprises attached to the housing unit and parallel to the top thereof extending height guide tracks 63 for the height guidance of the chain links forming part transport carrier 48 of the transport chain 52.
- the guideway 47a parallel to the top of the housing unit running sofiihrungsbahnen 64 for the side guide and the chain links forming transport sub-carrier 48.
- the height guide tracks 63 are formed by guide strips.
- the side guideways 64 are formed by feed rollers 66 and pressure rollers 67 spaced apart from one another in the direction of advance, as shown by arrow 65, of the parts transport carrier 48.
- the support and pressure rollers 66, 67 are arranged on both sides of the conveyor chain 52.
- the support rollers 66 are assigned to a first side surface 68 and the pressure rollers 67 of a second, opposite side surface 69 of the parts transport carrier 48.
- the pressure rollers 67 are formed conically and by this on the part transport carrier 48 a transverse to the feed direction - as shown in arrow 65 - extending and aligned in the direction of the support rollers 66 exerted compressive force, so that the part transport carrier 48 along the guide rail 47a are guided in a substantially backlash.
- the exact height guidance of the part transport carrier 48 along the guideway 47a is ensured by the guide rails.
- the parts transport carrier 48 are supported on the guide rails rolling rollers 70 of height and guided. These rollers 70 are mounted on a serving as a chain pin 71 axis.
- the chain pin 71 connects in each case two directly successive part transport carrier 48.
- Each part transport carrier 48 each includes a coupling extension 72 on the front side and a coupling receptacle 73.
- the chain pin 71 is mounted on the coupling extension 72 (as in FIG Fig. 7 shown).
- the described transport device 46 is to be considered as an example only and not restrictive.
- the transport device can just as well by in the WO 02/072453 A2 be disclosed transport device formed.
- This known transport device comprises a plurality of transport sections arranged one behind the other, each of which is assigned at least one separate, independent of the adjacent transport sections feed device for the part transport carrier and at least two transversely to the feed direction of the parts transport carrier spaced guideways, along which arranged the part transport carrier with at its opposite sides Guided management and trained on the respective feed device is designed to be movable.
- the individual part transport carrier 48 can move independently between the individual transport sections, wherein in one of the transport sections the joining station 43 is arranged.
- This transport section corresponds to a straight-line transport device.
- the part transport carrier 48 of the differently shaped transport means described above are each with the in the Fig. 5 and 6 shown recording 51 equipped.
- the receptacle 51 is connected via a mounting plate 74 to the parts transport carrier 48 and has a support column 75 fixed thereto, a support plate 76 mounted thereon and two spaced-apart and connected to the support plate 76, fork-like receiving bracket 77a, 77b.
- the mounting brackets 77a, 77b each comprise two finger-like guide webs 78 projecting vertically on the support plate 76 and a base 79 connecting them.
- At least one of the mounting brackets 77b is provided with at least one positioning means 80, in particular a bolt, in the region of its base 79 the positioning opening 7 protrudes from the receptacle 51, the first part 1 and thereby the first part 1 is held during its transport along the transport device 46 in a sufficiently accurate position. It is essential that the first part 1 stored in the receptacle 51 oriented only in its position and up on a few millimeters exactly opposite the receptacle 51 is positioned. Accordingly, the cross-sectional dimension of the positioning means 80 is dimensioned to be significantly smaller than the cross-sectional dimension of the positioning opening 7 in the first part 1.
- the finger-like guide webs 78 are provided on their sides facing each other with flat side guide surfaces 81.
- the base 79 of the receiving bracket 78 are each provided with a flat support surface 82a, 82b for the first part 1 supported thereon.
- the first part 1 is thus roughly prepositioned on the part transport carrier 48 via the receptacle 51 and lies freely between the guide webs 78 of the receiving clamps 77a, 77b and on the support surfaces 82a, 82b.
- the feeders 83, 84 are largely identical and comprise a base frame 85, a traction mechanism, in particular a belt drive, and two transversely to the feed direction - according to arrow 86 - of auxiliary part transport carriers 87 spaced guideways 90.
- the traction drive and the guideways 90 are on Base frame 85 stored.
- the traction mechanism drive comprises an endless traction means 91, in particular a flat belt, guided around a drive wheel and a plurality of deflecting wheels, and a drive motor 92 flanged to the drive wheel.
- the similarly designed auxiliary conveyor conveyors 87 each comprise a receptacle 95 which is mounted on a chassis 93 of a chassis.
- the chassis 93 is in the feed direction - as indicated by arrow 86 - viewed at the front and rear end, each provided with a pair of freely rotatable wheels 94.
- the receptacle 95 of the auxiliary part transport carrier 87 to the feeders 83, 84 is attached to the upper side of the chassis 93 and has two spaced apart and connected to the chassis 93, fork-like receiving bracket 96 a, 96 b.
- the mounting brackets 96a, 96b each comprise two vertically rising on the chassis 93, finger-like guide webs 97 and a base 98 connecting them.
- At least one of the receiving bracket 96b is provided in the region of its base 98 with at least one positioning means 99, in particular a bolt for the first part 1 or a cuboid extension for the second part 2, which in the positioning hole 7; 11 of the recorded by the receptacle 95 Part 1; 2 and thus the part 1; 2 is held in a sufficiently precise position during its transport along the feed device 83, 84. It is essential that the part 1; 2 stored in the receptacle 95 oriented only in its position and positioned to a few millimeters exactly opposite the receptacle 95. Accordingly, the cross-sectional dimension of the positioning means 99 is dimensioned significantly smaller than the cross-sectional dimension of the positioning hole 7; 11 in part 1; Second
- the finger-like guide webs 97 are provided on their sides facing each other with flat side guide surfaces 100.
- the base 98 of the receiving bracket 96a, 96b are each provided with a flat support surface 101a, 101b for the part 1 supported thereon; 2 provided.
- Part 1; 2 is thus roughly prepositioned on the auxiliary part transport carrier 87 via the receptacle 95 and lies freely between the guide webs 97 of the receiving clip 96a, 96b and on the bearing surfaces 101a, 101b.
- Each delivery device 83, 84 additionally comprises along the transport path of the auxiliary part transport carrier 87 a stopping device 102.
- This comprises two separately controllable and from a rest position in a, at least one auxiliary part transport carrier 87 persistent operating position adjustable, in particular liftable and lowerable stop elements 103a, 103b, as this greatly simplified in 8 and 9 are registered.
- the stop elements 103a, 103b are each controlled by a schematically registered actuator, in particular pneumatic or hydraulic drive.
- the first stop element 103a facing the upstream end of the feed device 83, 84 serves for damming up the auxiliary part transport carrier 87 driven by frictional engagement between the surface of the traction means 91 and the underside of the chassis 93.
- the auxiliary part transport carriers 87, which are stored behind the stop element 103a, are connected to the parts 1 and / or 2 loaded. The loading can be done by an operator done manually or for example by means of a robot automatically.
- the second stop element 103b which faces the downstream end of the feed device 83, 84, serves to ensure that an isolated auxiliary part transport carrier 87 is in a transfer position 104; 104 'is stopped, of which a part 1; 2 to a takeover position 106; 106 'of the transport device 46 is transferred. Thereafter, the empty auxiliary part transport carrier 87 moves from the transfer position 104; 104 'out and this is stowed for the reloading behind the stop element 103a. At the same time, the first stop element 103a is driven and one with a part 1; 2 loaded auxiliary part transport carrier 87 in the transfer position 104; 104 'proceed.
- a first handling system 105 associated with the downstream end of the feeder device 83 is arranged with a gripper (not shown) adjustable in space, by means of which the first part 1 provided in the transfer position 104 on the auxiliary part transport carrier 87 is in receipt 95 taken, a takeover position 105 is supplied to the transport device 46 and stored on the receptacle 51 of the parts transport carrier 48 of the transport device 46 in the position oriented.
- a takeover position 105 is supplied to the transport device 46 and stored on the receptacle 51 of the parts transport carrier 48 of the transport device 46 in the position oriented.
- an empty part transport carrier 46 is moved to the transfer position 105 and stopped in this, then loaded with the first part 1.
- After loading a part transport carrier 46 it is moved from the first transfer position 106 to the second transfer position 106 ', stopped there and loaded with the second part 2.
- the part 1, 2, before it is in the transfer position 106, 106 ' is deposited on the receptacle 51 or the support extensions 8 of the first part 1, rotated by 90 °.
- the second part 2 is not stored directly on the receptacle 51 of a parts transport carrier 48, but oriented in the position between the legs 6 of the first part 1 on the support extensions 8. This can account for additional structures on parts conveyor carrier 48, the entire weight of the transport chain 52nd reduces and the feed rate of the part transport carrier 48 are increased with recordings 51.
- the feeders 83, 84 on both sides of the transport device 46 opposite and in the feed direction - according to arrow 65 - the parts transport carrier 48 are arranged one behind the other.
- the transfer and transfer positions 104, 104 ', 106, 106' are also formed in the feed direction - according to arrow 65 - the parts transport carrier 48 in a row.
- the feeders 83, 84 may also be mirror images (not shown).
- a handling system 105 which is associated with both feeders 83, 84 and by means of which the parts 1, 2 are fed one after the other from the transfer positions 104, 104 'to only one transfer position 106 and deposited on the part transport carrier 48.
- Another embodiment, not shown, is that the parts 1, 2 are supplied together as part of the sub-parts supply.
- This embodiment has the advantage that only one handling system 105 is required and the provision of parts only comprises one parts store 49, which is designed as described above.
- the sub-group provided by the auxiliary part transport carrier 87 in the transfer position 104 is removed from the receptacle 95 by the handling system 105 or gripper, is fed to the transfer position 105 on the transport device 46 and deposited in the position oriented on the receptacle 51 of the part transport carrier 48 of the transport device 46.
- the parts transport carriers 48 of the transport device 46 are loaded cyclically successively with the parts 1, 2 or parts groups from the parts supply.
- the joining station 43 in particular welding station, is arranged between the transfer and transfer area 44, 45 and comprises in the vicinity of a transport section of the transport device 46, a clamping system 111, Zustellachsen 112a, 112b, at least one discoursenpositioniervoriques (not registered) and at least one joining device shown in simplified Add the parts 1, 2 to an assembly.
- the tensioning system 111 comprises three tensioning units 114, 115, 116 to be described in more detail below.
- the feed axles 112a, 112b are designed as linear drives, as in FIG Fig. 12 shown in more detail.
- the joining device is designed according to this embodiment as a welding device 119 with at least one beam welding head 121 for joining the parts 1, 2.
- the parts 1, 2 supplied jointly via the part transport carrier 48 to the welding station are moved together by means of the tensioning units 114 to 116 and / or at least one height positioning device from a transport position located on the part transport carrier 48 to supply positions detached from the part transport carrier 48, in particular raised slightly vertically, so that the Positioning opening 7 and a positioning means 80 of the parts transport carrier 48 are disengaged.
- the parts 1, 2 are positioned relative to one another, tensioned against each other and subsequently joined, in particular by means of the beam welding head 121 of the welding device 119 at the joints 17a, 17b welded or glued together at least in sections.
- This prefabricated assembly 122 of the welded parts 1, 2 is in turn deposited on the, preferably during the duration of the joining process in the holding position 110 persistent part transport carrier 48, then transported away in the first relaying area 45.
- a third handling system 123 with a freely movable in space gripper (not shown) and a bad parts box 124 is arranged in the relaying area 45.
- the prefabricated module 122 receiving part transport carrier 48 is in the relaying area 45 stopped in an end position 125 and taken in this by means of the handling system 123 or gripper, the assembly 122 from the parts transport carrier 48 and the second manufacturing plant 33 or the bad parts box 124 supplied.
- a detection of the quality features takes place in the joining station 43 on the basis of a setpoint-actual value comparison of the clamping force and / or the travel and / or clamping travel of each individual clamping device of the clamping units 114 to 116. of the individual parts 1, 2.
- These quality features are compared in the comparison module 39 with quality requirements and evaluated in the evaluation module 40.
- one of the parts 1, 2 does not meet the quality requirements, for example one of the parts 1, 2 is too long, too short, too narrow or too wide, as determined during the tensioning process of each part 1, 2, the parts 1, 2 not at all joined together, but in turn deposited by the tensioning units 114 to 116 or the height positioning on a part transport carrier 48 and transported via the transport device 46 to the handling system 123 and subsequently via this into the Schlechtemaschinebox 124.
- the parts 1, 2 meet the quality requirements, as they are detected during the clamping operation, the parts 1, 2 are welded together and transported via the transport device 46 to the handling system 123 and via this from the transfer area 45 to a second transfer area 126 of the second manufacturing facility 33 ,
- the second production facility 33 comprises a second transport system 127 and at least one second joining station 128, which according to this embodiment is formed by a welding station.
- the transport system 127 is used to transport the prefabricated, assembled assemblies 122 of the first production facility 32 as well as further parts 3a, 3b, which in turn are joined to the prefabricated assembly 122.
- the second transport system 127 has a second transport device 130 preferably extending rectilinearly between the second transfer region 126 and a second transfer region 129, with part transport carriers that can be moved along guide tracks which are not registered in this FIG 48 ', as well as a parts supply on.
- the second transport device 130 in turn has a multiplicity of parts transport carriers 48 ', which in turn are provided with the receptacle 51' described in detail above and two further receptacles 131a, 131b for the parts 3a, 3b.
- the parts supply for the parts 3a, 3b is formed according to this embodiment by two devices 132, 133 for separating, conveying and aligning received in a container 134 as bulk material parts 3a, 3b.
- This device 133, 134 comprises a parts store 135 for the parts 3a, 3b.
- Such a device 133, 134 is for example from the DE 40 25 391 A1 or DE 41 26 689 A1 known.
- a first handling system 137 associated with the downstream end of the parts store 135 is arranged with a spatially adjustable gripper (not shown), by means of which an isolated, third part 3a provided in the transfer position 136 of the parts store 135 is removed
- Transfer position 138 is fed to the second transport device 130 and stored on the receptacle 131 a of the parts transport carrier 48 'of the transport device 130 in the position oriented.
- a part transport carrier 48 'already loaded with the assembly 122 is moved into the acceptance position 138 and stopped there, then loaded with the third part 3a. After loading the parts transport carrier 48 ', it is moved from the transfer position 138 into the further transfer position 138', stopped there and loaded with the fourth part 3b.
- a second handling system 139 assigned to the downstream end of the device 133 is arranged with a gripper (not shown) adjustable in space.
- the parts removed from the container 134 b 3 are conveyed to a transfer position 136 'on the parts store 135.
- the isolated, fourth part 3b provided in the transfer position 136 ' is removed therefrom by means of the second handling system 139 or gripper, fed to a transfer position 138' on the second transport device 130 and to the receptacle 131b of the part transport carrier 48 'of the transport device 130 in the transport device 130 location oriented filed.
- the transfer and transfer positions 136, 136 ', 138, 138' are also in the feed direction - according to arrow 140 - the parts transport carrier 48 'formed one behind the other.
- the devices 132, 133 may also be mirror images (not shown).
- a handling system 137 which is assigned to the two devices 132, 133 and by means of which the parts 3a, 3b are fed successively from the transfer positions 136, 136 'to only one transfer position 138 and deposited on the part transport carrier 48'.
- the transport sub-carriers 48 ' are moved between the second transfer and transfer area 126, 129 in the feed direction - clocked according to arrow 140. After a part 3a has been placed on the receptacle 131 a, the part transport carrier 48 'are moved on, so that the part transport carrier 48' is moved from one takeover position 138 to the other take-over position 138 'of the parts supply.
- the parts transport carriers 48 ' are moved further, so that the part transport carrier 48' loaded with a prefabricated assembly 122 and the third and fourth parts 3a, 3b moves from the take-over position 138 'of the parts supply to the joining station 128, in particular the welding station, transported and stopped in this in a holding position 142.
- the second joining station 128, in particular welding station, is arranged between the second transfer and transfer area 126, 129 and comprises in the vicinity of a transport section of the transport device 130 a clamping system 143, two height positioning devices (not shown) and at least one joining device for joining the parts 1 shown in simplified form , 2 to an assembly.
- the clamping system 143 comprises a clamping unit 144 to be described in more detail below.
- the joining device is designed as a welding device 145 with at least two separately controlled beam welding heads 146a, 146b for joining the parts 3a, 3b.
- the holding position 142 of the transport sub-carrier 48 ' are the parts 3a, 3b and the prefabricated 122 assembly together from one of the parts transport carrier 48 'located transport position in a part of the transport carrier 48' detached supply position between clamping devices of the clamping unit 144 moves, in particular raised, then the assembly 122 and the parts 3a, 3b positioned to each other, stretched against each other and then joined, in particular by means the beam welding heads 146a, 146b of the welding device 145 at the joints 18a, 18b, 18c; 19a, 19b at least in sections welded or glued together and then in turn on the preferably during the duration of the joining process in the holding position 142 persistent part transport carrier 48 'stored. Thereafter, the joined assembly 147 is transported via the transport device 130 to the second relaying area 129.
- a third handling system 148 with a freely movable gripper (not shown) and a bad parts box 149 is arranged in the second relaying area 129.
- the component transport carrier 48 'accommodating the finished assembly 147 is stopped in the forwarding region 129 in an end position 150 and taken from there by the handling system 148 or gripper assembly 147 from the part transport carrier 48' and fed to a removal device 151 or the bad parts box 149.
- a detection of the quality features, in particular the dimensional accuracy, of the individual takes place on the basis of a reference / actual value comparison of the clamping force and / or travel and / or clamping travel of each individual clamping device of the clamping unit 144 Parts 3a, 3b.
- These quality features are compared in the comparison module 39 with quality requirements and evaluated in the evaluation module 40.
- one of the parts 3a, 3b does not meet the quality requirements, for example if one of the parts 3a, 3b is bent impermissibly, as determined during the tensioning process of each part 3a, 3b, the parts 1, 2, 3a, 3b are not even joined together but again deposited by the clamping unit 144 and the height positioning on a part transport carrier 48 'and transported via the transport device 130 to the handling system 148 and subsequently via this into the Schlechtemaschinebox 149.
- the parts 1, 2, 3a, 3b meet the quality requirements, as determined during the clamping process, the parts 1, 2, 3a, 3b are welded together and transported via the transport device 130 to the handling system 148 and via this from the transfer area 29 to the removal device 151.
- the beam welding head 121 of the first welding station and the beam welding heads 146a, 146b of the second welding station the laser radiation from only one of the energy source 34 forming beam source, for example a laser generator, is alternately supplied.
- the beam welding head 121 of the first welding station and the beam welding heads 146a, 146b of the second welding station are connected to a common laser beam source via an optical waveguide (L1, L2, L3) and via a beam splitter (not shown).
- the optical waveguide (L1) leads to the beam welding head 121, the optical waveguide (L2) to the beam welding head 146a and the optical waveguide (L3) to the beam welding head 146b.
- the laser beam source has an unillustrated mirror system with which the laser radiation emitted by the laser beam source is coupled into the corresponding optical waveguide (L1, L2, L3) and optionally into the different beam welding heads 110, 146a, 146b either to the first welding station or to the second welding station. is reflected.
- two parts 1, 2 are transported to the first welding station within a first time interval and a welded assembly 122 of the previous cycle removed from the first welding station and meanwhile in the second welding station, a welded in the first manufacturing facility 32 assembly 122 and one of the second part supply supplied, third part 3a to each other positioned and stretched and welded to the finished assembly 147.
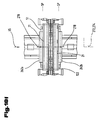
- the joining station 43 or welding station with the transport device 46 and clamping system 111 (shown only partially) and the welding device 119 is shown with the covering removed.
- the welding station comprises a support 152, which is vertically aligned with the contact surface 59, and a supporting structure connecting them.
- the frame comprises two parallel to the feed direction - according to arrow 65 - the transport device 46 extending portals 153 and two transverse to these portals 154 on.
- the portals 153, 154 are releasably connected by screws to the uprights 152.
- a portal 153 is provided with consoles 155 to which an in Fig. 11 fixed drive system 156 is attached, via which the welding device 119 is adjustably mounted on the frame.
- the support structures comprises a base frame comprising on both sides of the transport device 46 mounting plates 157 to which the feed axes 112a, 112b are releasably attached.
- the mounting plates 157 are with their ends facing each other on parallel to the feed direction - according to arrow 65 - the transport device 46 and immediately adjacent to this supporting profiles 158 and their opposite ends on support brackets 159 parallel to the feed direction - according to arrow 65 - the transport device 46th extending, further support profiles 160 attached.
- two support plates 161 which interconnect the uprights 152 in the foot region are also provided. These support plates 161 are provided with a recess 162 for the passage of the return run of the transport chain 52 of the transport device 46.
- the joining station 43 is provided with a connection interface 163 which has a data interface, a connection for a suction tube 164, a connection for electrical and / or mechanical and / or optical energy, and / or a connection for an optical waveguide (L1, L2, L3) is provided.
- the suction pipe 164 is connected via the connection interface 163 to a ventilation system (not shown) and the optical waveguide (L1, L2, L3) via the connection interface 163 to the energy source 34.
- the connection interface 163 is in turn connected to an electrical and / or mechanical energy source 36 and / or control device 37.
- the optical waveguide (L1, L2, L3) may also be connected directly to the optical energy source 34.
- Fig. 11 shows the drive system 156 shown, with the beam welding head 121 of the welding device 119 can be moved in space.
- the drive system 156 includes two on the in Fig. 10 Registered consoles 155 of the frame fixedly arranged linear actuators 170a, 170b with in each case via a continuously controllable electric motor 171a, 171b, in particular servo or stepper motor, synchronously adjustable carriage (not visible), and attached to the carriage, third linear actuator 172 with a stepless controllable electric motor 173, in particular servo or stepping motor, adjustable slide (not visible), and attached to this carriage, fourth linear drive 174 with a continuously variable electric motor 175, in particular servo or stepping motor, vertically adjustable slide (not shown), the is connected to the carriage of the third linear actuator 172.
- the welding device 119 is mounted via a fastening device 176 at the lower end of the fourth linear drive 174 and by means of the first / second linear drive 170a, 170b transversely to the feed direction of the transport device 46 (in Fig. 10 registered) and by means of the third linear drive 172 in the feed direction of the transport device 46 and by means of the fourth linear drive 174 in the vertical direction adjustable.
- the beam welding head 121 is pivotably mounted on the fastening device 176 about a vertical pivot axis 177 and about a pivot axis 178 extending parallel to the first / second linear drive 170a, 170b.
- the beam welding head 121 can be pivoted about the vertical axis 177 and about the horizontal axis 178 in each case by approximately 270 °.
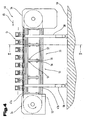
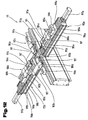
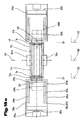
- Fig. 12 to 17 is a portion of the transport device 46 and the clamping system 111 of the first joining station 43 greatly simplified and shown in different views. For reasons of better clarity, the parts transport carriers 48 are not shown in the figures.
- the Fig. 12 shows the clamping system 111 in set-up position, in which the support frames and clamping tools of the clamping units 114 to 116 to be described in more detail below are removed from drive units 180a to 182b of the clamping units 114 to 116.
- the drive units 180a to 182b each have a linear drive 184a to 186b controlled by means of electric motors 188a to 190b and a setup platform 187.
- the linear drives 184a to 186b each comprise a carriage 191a to 193b which can be adjusted in a horizontal plane and on which a set-up platform 187 is mounted. After shown execution is the setup platform 187 formed by the carriage 191a to 193b.
- the feed axles 112a, 112b are likewise formed by linear drives 196a, 196b which are actuated by electric motors 197a to 197b and in each case comprise a carriage 198a, 198b which can be adjusted in a horizontal plane.
- the first and second clamping unit 114, 115 of the clamping system 111 arranged on both sides of the rectilinear transport section of the transport device 46 and the drive units 180a, 180b transversely to the feed direction - according to arrow 46 - the part transport carrier 48 optionally synchronously adjustable, cooperating clamping devices 194a to 195b.
- the clamping devices 194a, 194b of the first clamping unit 114 each comprise the drive unit 180a, 180b, a height positioning device 200a, 200b, a clamping tool 201a, 201b, a support frame 202a, 202b, a pressing device 203a, 203b for fixing the parts 1, 2 between the clamping devices 194a, 194b and an abutment 204a, 204b.
- the clamping tool 201a, 201b is connected via the support frame 202a, 202b to the setup platform 187 of the drive unit 180a, 180b.
- the support frames 202a, 202b of the tensioning devices 194a, 194b each comprise a lower mounting plate 205a, 205b fastened to the setup platform 187, supporting walls 206a to 208b attached thereto, an upper mounting plate 209a, 209b connected thereto at the top, and one at this fixed support plate 210a, 210b.
- the abutment 204a, 204b is fastened to the support plate 210a, 210b and to the transport device 46 facing support wall 206a, 206b.
- the abutment 204a, 204b comprises a cantilever 211a, 211b, which is provided on its underside facing the drive unit 180a, 180b with a clamping jaw 212a, 212b.
- the transverse to the feed direction - according to arrow 46 - the parts transport carrier 48 optionally synchronously adjustable, cooperating clamping tools 201 a, 201 b of the clamping devices 194 a, 194 b are aligned and fixed to the support frame 202 a, 202 b, in particular the front support wall 206 a, 206 b.
- Each of the clamping tools 201a, 201b is formed according to this embodiment by a support element 213a, 213b of a height positioning device 200a, 200b having lifting device 214a, 214b and is formed as an angle profile.
- the towering leg of the angle profile is with the support wall 206a, 206b of the support frame 202a, 202b connected, while the horizontal leg on the support wall 206a, 206b projects vertically.
- the horizontal leg of the angle profile or of the clamping tool 201a, 201b according to this embodiment has a bevel 215a, 215b inclined downwards in the direction of the transport device 46, a horizontal contact surface 216a, 216b adjoining the latter and a stop element with a vertical stop surface 217a, 217b on.
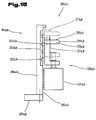
- a front edge 218a, 218b of the clamping tools 201a, 20b is formed just below a transport plane or transport position 219 of the first part 1 deposited on the part transport carrier 48, as in FIG Fig. 18a shown.
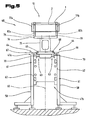
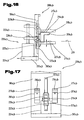
- FIG. 2 shows another embodiment of the height-positioning device 200a, 200b of the tensioning devices 194a, 194b and a partial section of the support frame 202a, 202b, greatly simplified.
- the height positioning device 200a, 200b comprises another embodiment of a lifting device 220a, 220b.
- This lifting device 220a, 220b has an actuator 224a, 224b and the parts 1, 2 between a transport position and a relative to this above or below lying supply position jointly raising or lowering support element 213a, 213b.
- the support element 213a, 213b is formed by the clamping tool 201a, 201b and is connected to this approximately L-shaped slide element 221 a, 221 b.
- the slide element 221a, 221b is guided via at least one guide element 222a, 222b on at least one guide track 223a, 223b on the support frame 202a, 202b, in particular on the support wall 206a, 206b, and via the actuator 224a, 224b along the guide track 223a, 223b in FIG Essentially vertically adjustable.
- the clamping tool 201a, 201b protrudes perpendicular to the guide track 223a, 223b.
- the actuator 224a, 224b is formed by an embodiment shown by an electric or fluid drive and with the support member 213a, 213b and the slider element 221a, 221 b coupled in terms of movement.
- the clamping tools 201a, 201b of the clamping device 194a, 194b are synchronously adjustable between a starting position, as entered in full lines, and an operating position above or below, as indicated in dashed lines.
- the control of the actuator 224a, 224b is made via suitable means, such as a mechanical end position limiting, so that the clamping tools 201a, 201b always assume an exact height position in their operating position and a reliable clamping operation of the not registered in this figure, the first part 1 can be done.
- Each support element 213a, 213b or clamping tool 201a, 201b has only one horizontal bearing surface 216a, 216b and a stop element forming the vertical stop surface 217a, 217b.
- an actuator 224a, 224b is attached in the form of a linear drive, which is an electric motor and positioned via a threaded spindle flanged to these adjustable and sled guided along a guideway.
- the clamping tool 201a, 201b is in this case attached to the carriage.
- each clamping device 194a, 194b comprises two clamping tools 201a, 201b, each of which forms the bearing surface 217a, 217b and stop surface 216a, 216b.
- the clamping tools 201a, 201b are arranged on both sides of the guide track 223a, 223b and attached to the support frame 202a, 202b.
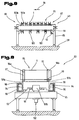
- the height positioning device 200a, 200b and the lifting device 220a, 220b and the clamping tool 201a, 201b are formed separately from each other.
- the height positioning device 200a, 200b again comprises the lifting device 220a, 220b, the latter of which forms the parts 1, 2 (not shown) between a transport position located on the part transport carrier 48 and a support element 213a, 213b raising or lowering the delivery position above or below , Accordingly, the clamping tool 201a, 201b and the support element 213a, 213b are separated from each other and adjustable relative to each other.
- the lifting device 220a, 220b comprises at least one guide element 222a, 222b, by means of which the support element 213a, 213b guided on at least one guideway 223a, 223b and vertically adjustable by means of an actuator 224a, 224b along the guideway 223a, 223b according to registered double arrow.
- the guide member 222a, 222b is mounted on a carriage 225a, 225b.
- the carriage 225a, 225b is connected via a bracket to the support element 213a, 213b.
- the Actuator 224a, 224b is in turn coupled via a transmission element 226a, 226b to the carriage 225a, 225b or support element 213a, 213b in terms of movement.
- the actuator 224a, 224b is formed by an electric or fluid motor.
- the support element 213a, 213b protrudes with its transport device 46 (see Fig.
- the stop element 227a, 227b is offset relative to the edge 218a, 218b of the clamping tool 201a, 201b in the direction of the transport device 46 and its vertical stop surface projects beyond the edge 218a, 218b.
- the support element 213a, 213b is configured from an initial position, as entered in full lines, in an actuating position lying just above the support surface 216a, 216b of the clamping tool 201a, 201b, as indicated in dashed lines.
- the support elements 213a, 213b of the clamping devices 194a, 194b lift a part 1 mounted thereon together with the part 2 or lower the part 1 together with the part 2. After reaching the operating position of the support elements 213a, 213b or during the lowering of the same in the direction of the starting position, the pairs of clamping tools 201a, 201b or the clamping devices.
- the height positioning devices 200a, 200b and the lifting devices 220a, 220b with the part 1 supporting a support elements 213a, 213b on both sides of the transport device 46 and separated from the clamping devices 194a, 194b; 195a, 195b of the clamping units 114, 115 and arranged in the joining station 43 in the vicinity of the clamping units 114, 115 are.
- the joining station 43 in the vicinity of the clamping units 114, 115 has only oneginanpositioniervoriques 200a and a lifting device 220a with the support element 213a, with both parts 1, 2 are raised or lowered together between a transport position and supply position ,
- a first height positioning device for the first part 1 and on the other hand a second height positioning device for the second part 1 are provided on the one hand.
- the height positioning devices each have the lifting devices.
- the first lifting device forms the first part 1 between a transport position located on the part transport carrier 48 and a first support element which raises or lowers the delivery position of the first part 1 in relation to this above or below.
- the second lifting device forms the second part 2 between a transport position located on the part transport carrier 48 and a second support element which raises or lowers the delivery position of the second part 2 in relation to this above or below.
- the first and second height positioning devices can be constructed identically.
- one of the clamping devices 194a, 194b, 195a, 195 may be equipped with the second height-positioning device or both clamping devices 194a, 194b, 195a, 195 of the clamping units 114, 115, each with a second height-positioning device.
- the joining station 43 can also be provided with at least one second height-positioning device, which is formed separately from the clamping units 114, 115 and arranged in the vicinity thereof.
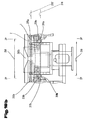
- each clamping device 194a, 194b comprises a pressing device 203a, 203b, as in the Fig. 13a and 14a is shown.
- the pressing device 203a, 203b of the clamping devices 194a, 194b each comprise two pressing devices 230a, 230b, 231a, 231b which are adjustable relative to one another via separate adjusting devices 228a, 228b, 229a, 229b and a housing part 232a, 232b, which has a flange on the supporting frame 202a, 202b , in particular the vertical support wall 206a, 206b is attached.
- the housing part 232a, 232b comprises two spaced apart side walls 233a, 233b, a bottom 234a, 234b connecting them and a cover 235a, 235b.
- the bottom and cover 234a, 234b, 235a, 235b form on their mutually facing inner sides in each case a guide surface 236a, 236b, along which horizontal slides 237a, 237b, 238a, 238b, which are to be described in more detail, are guided.
- the horizontal slides 237a, 237b, 238a, 238b in turn form on their outer sides facing the guide surfaces 236a, 236b and guide surfaces 239a, 239b resting thereon.
- the horizontal slides 237a, 237b, 238a, 238b are provided on their mutually facing inner sides with inner guide surfaces 240a, 240b.
- the horizontal slide 237a, 237b, 238a, 238b are based on each other with their inner guide surfaces 240a, 240b and run each other.
- the first pressing element 230a, 230b is attached to a first vertical slide 241a, 241b.
- the first vertical slide 241a, 241b is coupled in terms of movement via a slide arrangement 242 to the lower horizontal slide 237a, 237b.
- the parts transport carrier 48 adjustable lower horizontal slide 237a, 237b with a link element 243, for example, a cylindrical bolt, provided within an arcuate slide track 244 in the first Vertical slide 241 a, 241b is mounted.
- a link element 243 for example, a cylindrical bolt
- the bottom 234a, 234b, cover 235a, 235b and the horizontal slide 237a, 237b, 238a, 238b are provided with vertically superimposed, first passage openings 245.
- the vertical slide 241a, 241b is approximately cuboid and corresponds to the outline shape of the passage opening 245 of the outer contour of the vertical slide 241a, 241b.
- the vertical slide 241a, 241b passes through the passage openings 245 and is positively guided by means of the passage openings 245 formed in the housing part 232b or bottom 234a, 234b, cover 235a, 235b.
- the lower vertical slide 241a, 241b is connected via a coupling element 246 to a first drive motor 247a, 247b, for example an electric or fluid motor.
- the drive motor 247a, 247b is attached to the support frame 202a, 202b, in particular the central support wall 207a, 207b.
- the lower horizontal slide 237a, 237b by means of the drive motor 247a, 247b from the initial position shown in an in Fig. 18c shown actuating position shifted from left to right, at the same time the first pressing member 230a, 230b is moved in the direction of the fixed clamping tool 201a, 201b and not further shown, the first part 1 between the clamping tool 201a, 201b and the pressing member 230a, 230b fixed.
- the second pressing element 231a, 231b is attached to a second vertical slide 248a, 248b and provided with a clamping jaw 252a, 252b.
- the second vertical slide 248a, 248b is rotationally coupled via a gate assembly 242 'to the upper horizontal slide 238a, 238b.
- a gate assembly 242 ' to the upper horizontal slide 238a, 238b.
- the parts transport support 48 adjustable upper horizontal slide 238a, 238b with a link element 243 ', for example a cylindrical bolt, provided within an arcuate slide track 244' is mounted in the second vertical slide 248a, 248b.
- a link element 243 ' for example a cylindrical bolt
- the bottom 234a, 234b, cover 235a, 235b and the horizontal slide 237a, 237b, 238a, 238b are provided with vertically superposed, second passage openings 245 '.
- the vertical slide 248a, 248b is approximately cuboid-shaped and corresponds to the outline shape of the passage opening 245 'of the outer contour of the vertical slide 248a, 248b.
- the vertical slide 248a, 248b passes through the passage openings 245 'and is forcibly guided by means of the passage openings 245' formed in the housing part 232b or bottom 234a, 234b, cover 235a, 235b.
- the vertical slide 248a, 248b is connected via a coupling element 249a, 249b to a second drive motor 251a, 251b, for example an electric or fluid motor.
- the second drive motor 251a, 251b is connected via a mounting bracket 250a, 250b to the support frame 202a, 202b, in particular the support wall 207a, 207b.
- the upper horizontal slide 238a, 238b by means of the drive motor 251a, 251b from the initial position shown in an in Fig. 18c shown actuating position shifted from left to right, the second pressing member 231a, 231b is simultaneously moved in the direction of the fixed abutment 204a, 204b and the not further shown, second part 2 between the clamping jaws 212a, 212b, 252a, 252b fixed.
- the first pressing member 230a, 230b actuated adjusting device 228a, 228b includes the above described first vertical slide 241a, 241b, the link assembly 242, the coupling element 246a, 246b and the first drive motor 247a, 247b.
- the actuating device 229a, 229b operating the second pressing element 231a, 231b comprises the above described, second vertical slide 248a, 248b, the link assembly 242 ', the coupling element 249a, 249b and the second drive motor 251a, 251b.
- the second adjusting device 229 a, 229 b forms a lifting device of a second height positioning device, wherein the second pressing element 231 a, 231 b or the clamping jaw 252 a, 252 b, the second part 2 between a transport position located on the part transport carrier 48 and one with respect to this upper or below lying supply position lifting or lowering support element of the lifting device is formed.
- the clamping system 111 of in Fig. 1 and 10 shown joining station 43, the second clamping unit 115. This has on both sides of the transport device 46 arranged, cooperating clamping devices 195a, 195b.
- the clamping devices 195a, 195b of the second clamping unit 115 each include the drive unit 181a, 181b, a support frame 254a, 254b and a clamping tool 255a, 255b.
- the clamping tool 255a, 255b is connected via the support frame 254a, 254b to the setup platform 187 of the drive unit 181a, 181b.
- the support frame 254a, 254b comprises a mounted on the setup platform 187 mounting plate 256a, 256b, attached to this, vertically oriented support walls 257a, 257b, 258a, 258b and attached to this, top support plate 259a, 259b.
- the clamping tool 255a, 255b On the support plate 259a, 259b, the clamping tool 255a, 255b is mounted.
- the mutually aligned clamping tools 255a, 255b are now formed on the drive units 181 a, 181 b transversely to the feed direction - according to arrow 65 - the parts transport carrier 48 and the clamping tool 201 a, 201 b of the clamping devices 194 a, 194 b of the first clamping unit 114 is relatively adjustable.
- the optionally synchronously adjustable clamping tools 201a, 201b and the clamping tools 255a, 255b are adjustable only in horizontal planes.
- the clamping system 111 comprises the in Fig. 1 and 10 joining station 43 shown a third clamping unit 116, the two in the feed direction - according to arrow 65 - the parts transport carrier 48 arranged one behind the other and via the drive units 182a, 182b cooperating clamping device 260a, 260b includes.
- the clamping devices 260a, 260b of the third clamping unit 116 each include the drive unit 182a, 182b, a support frame 261a, 261b and a clamping tool 262a, 262b.
- Each clamping tool 262a, 262b is connected via the support frame 261a, 261b to the setup platform 187 of the drive unit 182a, 182b.
- the drive units 182a, 182b of the clamping devices 260a, 260b are mounted on the carriage 198b via an approximately U-shaped mounting plate 263.
- the legs of the mounting plate 263 carry the drive units 182a, 182b, while their base is connected to the carriage 198b.
- the support frame 261 a, 261b comprises a mounted on the setup platform 187 mounting plate 264a, 264b and attached thereto, vertically aligned support walls 265a, 265b, with which the clamping tool 262a, 262b is connected.
- the clamping tools 262a, 262b are formed on the drive units 182a, 182b in the feed direction - according to arrow 65 - the part transport carrier 49 optionally synchronously adjustable.
- the tensioning devices 194a, 195a on the carriage 198a of the linear drive 196a (infeed axis 112a) and the tensioning devices 194b, 195b, 260a, 260b on the carriage 198b of the linear drive 196b (infeed axis 112b) are constructed.
- the known linear drives of the clamping units 114 to 116 and the drive system 156 for the welding device 119 and the Zustellachsen 112a, 112b each have an electric motor, in particular a continuously controllable servo or stepper motor, one of these directly flanged threaded spindle and at least one over the threaded spindle along guides adjustable spindle nut, wherein on the spindle nut, the carriage of the clamping units 114 to 116 and the drive system 156 is mounted.
- the electric motors are connected via connecting lines to the electronic control device 36.
- the applied torque or the motor current is detected by each of the electric motors of the clamping units 114 to 116, reported to the control device 36 and / or evaluation unit 38 and from this a clamping force and / or a travel and / or clamping each individual clamping device of the clamping units 114 to 116 determined, whereupon a desired-actual value comparison performed in the comparison module 39 and evaluated information about the quality feature of the processed part 1, 2 in the form of "good part” or "bad part” in the evaluation module 40 and in the control device 36, by means of which the clamping devices of the clamping units 114 to 116 and / or the drive system 156 for the welding device 119 as well as the feed axes 112a, 112b are actuated.
- the clamping devices 194a, 194b, 195a, 195b of the clamping units 114, 115 are moved towards each other by moving the carriages 198a, 198b of the feed axes 112a, 112b so that a clear width 266 is measured between the mutually facing edges 218a, 218b of the clamping tools 201a, 201 b is reduced as far as this is less than the length 267 of the first part 1.
- a clear width 268 dimensioned between the facing abutment surfaces 269 is reduced.
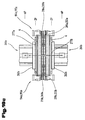
- the clamping tools 201a, 201b, 255a, 255b of the clamping units 214, 215 each consist of a part 1, 2 remote starting position (AP), as in dashed lines in Fig. 18a registered, in an intermediate position (ZP), as in dashed lines in Fig. 18b registered, moved.
- the abutment surfaces 217a, 217b, 269a, 269b of the clamping tools 201a, 201b, 255a, 255b lie in close proximity in the immediate vicinity of the contact surfaces 10, 12 of the parts 1, 2.
- the stackable clamping tools 201a, 201b are provided with the ramp 215a, 215b, so that solely due to the feed movement of the clamping tools 201a, 20 1 b from the starting position (AP) to the intermediate or clamping position (ZP, SP). in that the parts 1 previously delivered to the holding position 110 of the joining station 43 by means of the part transport carrier 48 are pushed onto the clamping tools 201a, 201b and lifted off the part transport carrier 48.
- the second part 2 is supported on supporting extensions 8 of the first part 1 and the parts 1, 2 are transported together via a part transport carrier 48 into the joining station 43 as well as raised or lowered jointly by the part transport carrier 48.
- the first part 1 from the transport position 219 located on the part transport carrier 48 is located in a supply position 270 located above or below the part transport carrier 48 and also the second part 2 is located at the part transport carrier 48 Transport position 219 'in an above or below the part transport carrier 48 located supply position 270' moves.
- the parts 1, 2 are delivered separately to two part transport carriers 48, the first part 1 is lifted off or lowered from the part transport carriers 48 via the first height positioning device 200a, 200b and the second part 2 via the second height positioning device.
- the clamping tools 262a, 262b of the clamping devices 260a, 260b of the clamping unit 115 are simultaneously also seen from an initial position (AP) Fig. 18a , in an intermediate position (ZP), see Fig. 18e , just before the legs 6 of Part 1 moves.
- AP initial position
- ZP intermediate position
- SP clamping position
- the clamping tools 201a, 201b of the clamping devices 194a, 195b are adjusted relative to each other until the abutment surfaces 217a, 217b abut against the stop-end contact surfaces 10 of the first part 1, so that the first part 1 is positioned and tensioned in a first spatial direction.
- the part 1 is thereby acted upon by opposing clamping forces - according to the arrows 271 -. In this way, the first part 1 is fixed in a first spatial direction.
- the electric motors 188a, 188b of the clamping devices 194a, 194b are electronically coupled, and the clamping tools 201a, 201b are disengaged from the drive units 180a, 180b in FIG Fig. 18b shown intermediate position (ZP) in the in Fig. 18c Plotted in dotted lines, clamping clamping position (SP) synchronously adjusted to each other or moved toward each other until the stop surfaces 217a, 217b bear against the frontal contact surfaces 10 of the first part 1 and clamp the part 1 between them.
- the part 1 in its clamping position 274 see Fig. 18d . 18f ) with respect to the joining station 43, as in Fig.
- the actual values of the clamping forces are preferably continuously determined from the exerted torques or the motor current of the steplessly controllable electric motors 188a, 188b of the clamping devices 194a, 194b and the electronic evaluation unit 38 (see FIG Fig. 3 ) reported and carried out in this a setpoint-actual value comparison of the clamping forces, as based on the FIGS. 20 to 22 will be described in more detail.
- the traversing and tensioning paths of the clamping tools 201 a, 20 1 b between the initial, intermediate and clamping positions (AP, ZP, SP) are preferably continuously recorded as the actual value and transmitted to the evaluation unit 38, then a setpoint Actual value comparison of the traversing and clamping paths of the clamping tools 201a, 201b preferably carried out continuously.
- the clamping position (SP) corresponds to the intermediate position (ZP).
- the torque exerted or the motor current is detected only by an electric motor 188b and determines therefrom the force acting on the part 1 clamping force and reported to the evaluation unit 38 and performed in this a nominal-actual value comparison of the clamping force, as based on FIGS. 20 to 22 will be described in more detail.
- the traversing and clamping paths of the clamping tools 201a, 201b traveled between the starting and intermediate positions (AP, ZP) and the traversing and clamping paths of the clamping tool 201b traveled between the intermediate and clamping positions (AP, ZP, SP) are preferably still running detected as the actual value and transmitted to the evaluation unit 38, then in this a setpoint-actual value comparison of the traversing and clamping paths of the clamping tools 201 a, 201 b preferably carried out continuously.
- the pressing elements 230a, 230b are in the direction of the support surface 216a, 216b moved and pressed against the base 5 of the part 1 with a contact force, so that the first part 1 is positioned and held in the contact position of the pressing members 230a, 230b in a second spatial direction.
- the second part 2 is now also positioned, clamped and fixed by means of the clamping tools 255a, 255b of the clamping devices 195a, 195b of the second clamping unit 115 relative to the first part 1.
- the clamping tools 255a, 255b are initially adjusted relative to each other until the abutment surfaces 269a, 269b abut against the end bearing surfaces 12 of the second part 2, so that the second part 2 adjusted relative to the first part 1, compared to the first part 1 in a first Direction of space is positioned and stretched.
- the part 2 is doing with opposing clamping forces - in accordance with Fig. 18d indicated arrows 273 - is tensioned.
- the second part 2 is now set in the direction of its longitudinal extension relative to the first part 1 and in a second spatial direction.
- the electric motors 189a, 189b of the clamping devices 195a, 195b electronically coupled and the clamping tools 255a, 255b via the drive units 181a, 181b from the in Fig. 18b shown intermediate position (ZP) in the in Fig. 18c in dashed lines registered clamping position (SP) are adjusted synchronously to each other or moved towards each other until the abutment surfaces 269a, 269b abut against the end bearing surfaces 12 of the second part 2 and clamp the part 2 between them.
- the part 2 in its clamping position see Fig. 18d . 18f ) with respect to the joining station 43, as in Fig.
- the actual values of the clamping forces are preferably determined continuously from the exerted torques or the motor current of the steplessly controllable electric motors 189a, 189b of the clamping devices 195a, 195b and the electronic evaluation unit 38 (see FIG Fig. 3 ) reported and carried out in this a setpoint-actual value comparison of the clamping forces, as based on the FIGS. 20 to 22 will be described in more detail.
- the traversing and tensioning paths of the clamping tools between the initial, intermediate and clamping positions are also shown 255a, 255b preferably detected continuously as actual value and the evaluation unit 38 transmits, then in this a setpoint-actual value comparison of the traversing and clamping paths of the clamping tools 255a, 255b preferably carried out continuously.
- the clamping position (SP) corresponds to the intermediate position (ZP).
- the torque exerted or the motor current is detected only by an electric motor 189b and determines therefrom the force acting on the part 2 clamping force and reported to the evaluation unit 38 and performed in this a nominal-actual value comparison of the clamping force, as based on FIGS. 20 to 22 will be described in more detail.
- the traversing and clamping paths of the clamping tools 255a, 255b which are traveled between the starting and intermediate positions (AP, ZP), as well as the traversing and clamping paths of the clamping tool 255b between the intermediate and clamping positions (AP, ZP, SP), are preferably still running detected as the actual value and transmitted to the evaluation unit 38, then in this a setpoint-actual value comparison of the traversing and clamping paths of the clamping tools 255a, 255b preferably carried out continuously.
- Fig. 18c Before, during the clamping operation or the feed movement of one or both clamping tools (s) 255a, 255b from the intermediate position (ZP) in the clamping position (SP) or after the clamping tools 255a, 255b have reached the clamping position (SP), the pressing elements 231a, 231b of the second height positioning devices are actuated and moved from a rest position as in FIG Fig. 18b registered, in a contact position, as in Fig. 18c registered, adjusted.
- the pressing elements 231 a, 231 b are moved towards the abutments 204a, 204b, the part 2 is moved relative to the first part 1 and pressed against the part 2 with a contact force, so that in the contact position of the pressing elements 231a, 231b of the part is also positioned and held in a second spatial direction.
- the parts 1, 2 are now positioned in a third spatial direction relative to the joining station 43 and fixed by the clamping tools 262a, 262b of the clamping devices 260a, 260b are adjusted relative to each other until the abutment surfaces 277a, 277b abut against the outside of the legs 6 from the first part 1 and both parts 1, 2 in the predetermined space in the clamping position 272, 274 moved together, positioned and stretched against each other.
- the parts 1, 2 are thereby applied with opposing clamping forces - according to the arrows 278 -.
- the clamping forces 278 of the clamping tools 262a, 262b are selected so that the first and second part 1, 2 opposite the clamping tools 201a, 201b, 255a, 255b and pressing elements 230a, 230b, 231a, 231b in the third spatial direction in the clamping position 272, 274th or in the feed direction - according to arrow 65 - the part transport carrier 48 can be moved slightly.
- the parts 1, 2 are also fixed in a third spatial direction and positioned in the clamping position 272, 274 exactly in space, fixed and braced together along the joints 17a, 17b.
- the electric motors 190a, 190b of the clamping devices 260a, 260b are electronically coupled and the clamping tools 262a, 262b via the drive units 182a, 182b from the in Fig. 18e shown intermediate position (ZP) in the in Fig. 18f in dashed lines registered clamping position (SP) are adjusted synchronously to each other or moved toward each other until the stop surfaces 277a, 277b bear against the legs 6 of the second part 2 and the parts 1, 2 are clamped against each other.
- the parts 1, 2 are now spent in a third spatial direction in the predetermined clamping position 272, 274 and received centrally with respect to the joining station 43 and tensioned.
- the actual values of the clamping forces are preferably continuously determined from the exerted torques or the motor current of the continuously variable electric motors 190a, 190b of the clamping devices 260a, 260b and the electronic evaluation unit 38 (see FIG Fig. 3 ) reported and carried out in this a setpoint-actual value comparison of the clamping forces, as based on the FIGS. 20 to 22 will be described in more detail.
- the traversing and tensioning paths of the clamping tools 262a, 262b traveled between the initial, intermediate and clamping positions (AP, ZP, SP) are preferably continuously recorded as the actual value and transmitted to the evaluation unit 38, then in this a nominal-actual value comparison the travel and clamping paths of the clamping tools 262a, 262b preferably performed continuously.
- the clamping position (SP) corresponds to the intermediate position (ZP).
- the torque exerted or the motor current is detected only by an electric motor 190 and determines therefrom the force acting on the parts 1, 2 clamping force and reported to the evaluation unit 38 and performed in this a nominal-actual value comparison of the clamping force, as based on FIGS. 20 to 22 will be described in more detail.
- the traversing and clamping paths of the clamping tools 262a, 262b traveled between the starting and intermediate positions (AP, ZP) and the traversing and clamping paths of the clamping tool 262b between the intermediate and clamping positions (AP, ZP, SP) are preferably still running detected as the actual value and transmitted to the evaluation unit 38, then in this a setpoint-actual value comparison of the traversing and clamping paths of the clamping tools 262a, 262b preferably carried out continuously.
- the parts 1, 2 along the by the clamping tools 262 a, 262 b prestressed areas at the joints 17a, 17b connected by joining seams 21 at least partially with each other, in particular welded.
- the clamping tools 201a, 201b, 255a, 255b, 262a, 262b are kept still.
- the joints 17a, 17b between the parts 1, 2, provided that they meet the quality requirements, in particular the dimensional accuracy, are always specified at the same position in space and the joining device, in particular the beam welding head, after a one-time programmed trajectory can be moved while the parts 1, 2 welded together.
- This trajectory is programmed, for example, in the teach-in method and is stored in the control device 36.
- a known from the prior art seam tracking can be omitted.
- the position of the joints 17a, 17b lie within a permissible tolerance window and the welded connection nevertheless take place, since the welding beam in the focus has a diameter of approximately 0.3 mm to 0.5 mm. The diameter of the focus is included in the definition of the tolerance window.
- the clamping tools 201a, 201b, 255a, 255b, 262a, 262b are moved from their clamping positions (SP) to the initial positions (AP), thereby increasing the clear width 266, the assembly 122 in turn deposited on the preferably during the clamping and welding process in the holding position 110 remaining part transport carrier 48 and transported away from the joining station 43.
- the positioning extension 80 is threaded into the positioning opening 7 and the assembly 122 is positioned with respect to the part transport carrier 48 with sufficient accuracy.
- the infeed axes 112a, 112b likewise move the clamping tools 201a, 201b, 255a, 255b, 262a, 262b of the clamping devices 194a to 195b, 260a, 260b from the starting position (AP) to the clamping position (ZP).
- the regulation of the travel speed of the clamping tools 201a, 201b, 255a, 255b, 262a, 262b can be done in different ways.
- the clamping tools 201a, 201b, 255a, 255b, 262a, 262b are initially accelerated from the starting position (AP) to just before the intermediate position (ZP) and are decelerated to the intermediate position (ZP), followed by one or both clamping tools 201a, 201b, 255a, 255b, 262a, 262b accelerated from the intermediate position (ZP) and moved to a standstill until the clamping position (SP).
- the manner of controlling the travel speed of the clamping tools 201a, 201b, 255a, 255b, 262a, 262b will be discussed below FIGS. 20 to 22 described in more detail.
- the clamping tools 201a, 201b, 255a, 255b, 262a, 262b are accelerated from the starting position (AP) to just before the intermediate position (ZP) and delayed until the intermediate position (ZP), then one or both clamping tools 201a, 201b, 255a, 255b, 262a, 262b from the intermediate position (ZP) to accelerated to the abutment of the abutment surfaces 217a, 217b, 269a, 269b, 277a, 277b against the part 1, 2, approximately at a constant speed or continue to delay and only then as a function of the increase in force, the travel speed, as to FIGS. 20 to 22 described in more detail, regulated to a standstill delayed.
- the electric motors 197a, 197b of the feed axes 112a, 112b are electronically coupled and by the feed movement of the clamping tools 201 a, 201b, 255a, 255b, 262a, 262b of the clamping devices 194a to 195b, 260a, 260b from a pre-position in the in Fig. 18a shown starting position (AP) adjusted.
- the adjustment movement of the clamping tools 201a, 201b, 255a, 255b, 262a, 262b from the starting position (AP) to the intermediate and clamping position (ZP, SP) takes place by means of the drive units 180a to 181b.
- the tensioning system 143 for the second joining station 128 (as in FIG Fig. 3 shown) and the procedure described in more detail.
- the tensioning system 143 according to this embodiment comprises the tensioning unit 144, which is formed by tensioning devices 280a, 280b arranged on both sides of a rectilinear transporting section of the second transporting device 130.
- clamping devices 280a, 280b each comprise a drive unit 281a, 281b, a clamping tool 282a, 282b adjustable in the direction of the double arrow, a support frame 283a, 283b, a height positioning device 288a, 288b and an adjusting device 289a, 289b for the clamping tool 282a, 282b.
- the drive units 281a, 281b each have a driven by electric motor 284a, 284b linear drive 285a, 285b and a setup platform 286 on.
- the linear drives 285a, 285b each include a slide 287a, 287b adjustable in a horizontal plane, to which the setup platform 286 is attached.
- the setup platform 286 is formed by the carriage 287a, 287b.
- the clamping tool 282a, 282b is connected via the support frame 283a, 283b to the setup platform 286 of the drive unit 281a, 281b.
- the support frames 283a, 283b of the tensioning devices 280a, 280b each comprise a mounting plate 290a, 290b fastened to the setup platform 286 and two side walls 291a, 291b mounted thereon and spaced therefrom, and a support wall 292a, 292b connecting them and arranged on a side facing the transport device 130.
- the height-positioning device 288a, 288b comprises a lifting device 293a, 293b with a preceding welded assembly 122 and the parts 3a, 3b in common between a transport position 294, 294 'of the same located on the part transport carrier 48' and a provision position 302 opposite to this or above. 302 'of the same lifting or lowering support element 295a, 295b.
- This support element 295a, 295b has exclusively in the direction of the transport device 130 inclined downwardly extending ramp 296a, 296b and a horizontal support surface 297a, 297b for the assembly 122 and the part 3a, 3b.
- the support element 295a, 295b of the lifting device 293a, 293b is fastened to the support frame 283a, 283b, in particular to the support wall 292a, 292b.
- the support element 295a, 295b of the concurnpositioniervoriques 288a, 288b may also be designed vertically adjustable according to this embodiment via an actuator, as in the 15 to 17 described.
- the height positioning device 288a, 288b may be disposed separate from the tensioning devices 280a, 280b within the joining station 128.
- the clamping tool 282a, 282b is formed according to this embodiment by a collet with over the adjusting device 289a, 289b radially adjustable clamping segments 298, as indicated only schematically.
- the adjusting device 289a, 289b has for this purpose an actuator 299a, 299b, for example, a fluid drive, by means of which the clamping segments 298 are acted upon from the inside with the pressure medium.
- the clamping tool 282a, 282b or the support frame 283a, 283b is provided with a stop surface 300a, 300b.
- the joining station 128 comprises a pressing device 301, which is formed separately from the clamping unit 144 and three mutually separated, adjustable according to the double arrows pressing elements 304a, 304b, 304c forms.
- the pressing elements 304a, 304b, 304c are associated with the previous welded assembly 122.
- Fig. 19a is the parts transport carrier 48 'in the holding position 142 (see Fig. 3 ) moved between the clamping devices 280a, 280b of the clamping unit 144 and stopped in this.
- the clamping tools 282a, 282b of the clamping devices 280a, 280b by means of the drive units 281 a, 281b transversely to the feed direction - according to arrow 140 - the parts transport carrier 48 'from a starting position of the parts 3a, 3b, as in dashed lines in Fig. 19a registered, in an intermediate position (ZP), as in dashed lines in Fig. 19b registered, moved.
- ZP intermediate position
- the clamping tools 282a, 282b in particular their clamping segments 298, penetrate into the sleeves 16 of the parts 3a, 3b and the parts 3a, 3b are received by the clamping tools 282a, 282b.
- the clamping segments 298 are in an unactuated starting position.
- the parts 3a, 3b and assembly 122 are adjusted relative to each other, so that they are positioned and stretched in the direction of a longitudinal extent of the parts 3a, 3b / assembly 122 or in a first spatial direction.
- only one of the clamping tools 282b of the clamping units 280b is moved from the starting position (AP) to the clamping position (SP) while the other clamping tools 282a of the clamping units 280a are displaced in the intermediate position (ZP) Clamping position (SP) remains.
- the actual values of the clamping force or clamping forces and clamping and travel paths are detected, reported to the evaluation unit 38 and compared with the setpoints and evaluated the quality characteristics, as will be described.
- the pressing members 202 to 204 are delivered to the assembly 122.
- the assembly 122 is acted upon by the pressing elements 304a, 304b, 304c from above and laterally with pressing forces.
- the pressing forces are selected so that the assembly 122 can be slightly displaced relative to the parts 3a, 3b and / or the clamping surfaces 300a, 300b of the clamping tools 282a, 282b in a second and third spatial direction.
- the assembly 122 is also positioned in the second and third spatial directions and moved into the defined in space clamping position 308 and fixed in this.
- the parts 3a, 3b are moved from their provision position 302 'in the clamping position 312, 313 by the clamping segments 298 of the clamping tools 282a, 282b actuated and adjusted from its initial position to an actuating position and thereby pressed against the inner surface of the sleeves 16, such as in Fig. 19c entered.
- the parts 3a, 3b are centered on these and form the center axes of the two sleeves 16 a common axis.
- the parts 3a, 3b are positioned with respect to the space-defined assembly 122 in the second and third spatial directions as well as moved into the space defined in the clamping position 312, 313 and kept fixed in this.
- the parts 3a, 3b and assembly 122 After the parts 3a, 3b and assembly 122 have been positioned in the three spatial directions and moved into the respective clamping position 308, 312, 313, clamped and fixed therein and the quality features have been checked and positively evaluated, the parts 3a, 3b with the assembly 122 at the joints 18a, 18b, 18c; 19a, 19b joined together by means of joining seams 21, in particular welded.
- the joint seams 21 are formed by 1-seams, so that a positioning accuracy of the parts 3a, 3b in a direction transverse to the longitudinal extent of the assembly 122 level of 0.1 mm to 0.5 mm is sufficient.
- the clamping tools 282a, 282b, the clamping segments 298 and the pressing elements 304a, 304b, 304c are kept still.
- the clamping tools 282a, 282b are moved from their clamping positions (SP) to the starting positions (AP), and by enlarging the distance 305, the finished assembly 147 is again in the holding position, preferably during the clamping and joining operation 142 persisting part transport carrier 48 'discontinued and transported away from the joining station 128.
- the intermediate position (ZP) is determined prior to commissioning of the manufacturing system 1 for each of the above-mentioned clamping devices and is approximately between 0.3 mm and 5 mm, in particular between 1 mm and 3 mm, in front of the contact surfaces 10, 12 or end faces of the parts. 1 , 2, 3a, 3b.
- the latter procedure is used when the parts 1, 2, 3a, 3b are made with relatively high accuracy, such as by fine blanking, deep drawing or Massiwmformen.
- FIGS. 20 to 22 Now, a method for positioning and checking a quality characteristic of a further processing part 1 to 3b and a method for joining the parts 1 to 3b in one of the above-described joining station 43; 128 described in more detail.
- the positioning and tensioning operation for the parts 1, 2 will be described.
- the first part 1 is moved by means of the clamping tools 201a, 201b from the part transport carrier 48 from the transport position 219 to the ready position 270 by the clamping tools 201a, 201b respectively from the starting position in the intermediate position. This is preferably done at high speed, thereby keeping the cycle time for the positioning and clamping of the first part 1 as low as possible.
- the abutment surface 217a, 217b of the clamping tools 201a, 201b positioned just before the end or contact surfaces 12 of the first part 1, but the part 1 is already on the ramps 215a, 215b or the horizontal bearing surfaces 216a, 216b ,
- FIGS. 20 to 22 show the evaluation or recording of the travel and clamping travel and the clamping force, for example, on the part 1 of a traversing between the intermediate and clamping position clamping tool 201b.
- the actual values of the traversing and tensioning paths as well as the clamping force are preferably continuously recorded and the in Fig. 3 registered, electronic evaluation unit 38 transmitted, then in this by means of the comparison module 39, a setpoint and actual value comparison of the traversing and clamping paths and the clamping force on the part 1, preferably continuously performed.
- the desired value for the clamping force of the clamping tool 201b by a tolerance field with a lower limit 315 and an upper limit 316 and the setpoint for the traversed and / or clamping path of the clamping tool 201b by a tolerance field with a lower limit 317th and an upper limit 318 is limited.
- the lower and upper limits 315 to 318 a tolerance window.
- the method according to the invention it is now possible with the method according to the invention to check a quality feature, in particular the dimensional accuracy of the part 1. So it can now be determined whether its length 267 was manufactured within specified tolerances. For example, depending on the joining method, the tolerance limits are +/- 0.2 mm. If the length 267 of the first part 1 exceeds the lower or upper tolerance limit, the overall accuracy of the assembly 122, 147 to be produced can no longer be ensured and this insufficiently accurate part 1 must be removed from the production process as a bad part, as is the case with the diagrams Fig. 21 and 22 explained in more detail.
- Fig. 20 shows the evaluation of the clamping force and the traversing and clamping paths of a part 1, the quality feature, in particular the dimensional accuracy within predetermined tolerance limits, is fulfilled.
- the clamping force 320 is evaluated on the part 1 and the adjustment speed 321 of the clamping tool 201b over the travel and clamping path between the intermediate and clamping position.
- friction force 322 is detected from the applied torque or motor current of the electric motor 188b for this clamping device 194b during the clamping operation.
- the friction force 322 is read in at the vertical, dashed line in the control device 36 as an amount and from this automatically the lower and upper limit 315, 316 of the setpoint value for the clamping force applied to the amount of friction force 322.
- the abutment surfaces 217a, 217b strike the contact surfaces 10 of the part 1 and rise as a result the increasing bias in Part 1, the clamping force.
- the travel speed of the clamping tool 201b or of the clamping device 194b is evaluated.
- the clamping tool 201b is accelerated out of the intermediate position for a short time and then decelerated controlled with increasing increasing clamping force from the maximum speed to a minimum speed.
- the minimum speed is 0 mm / sec.
- the speed control takes place by means of known controls.
- the part 1 is evaluated as a "good part" and the at least one clamping tool 201 b stopped in its tensioning movement, provided that the actual value of the traversed travel and clamping path from the intermediate to the clamping position adjusted clamping tool 201b and the actual value of the clamping force on the part lie within the tolerance window.
- the clamping tools 201a, 201b in the clamping position of the part 1, therefore, when this is positioned, clamped and fixed, the clamping tools 201a, 201b must be delivered to each other so far that a preload is built up in part 1 and thereby the actual value of the clamping force between the bottom and upper limit 315, 316.
- the part 1 After the part 1 meets the quality requirements and has been verified by the control device 36 as a "good part", the part 1 is fixed in its clamping position 272 by means of the pressing elements 230a, 230b, the clamping unit 115, in particular at least one of the clamping devices 195a, 195b of the control device 36 driven and the clamping operation as well as a review of a quality feature, in particular the dimensional accuracy of the second part 2 started. Accordingly, the first part 1 is only provided to another working process, if this also meets the quality requirements. The part 1 and the clamping tools 201a, 201b are kept unchanged in its clamping position in the meantime.
- the part 2 is positioned by means of the second height positioning devices in the ready position 270 'between two cooperating clamping tools 255a, 255b. Thereafter, the clamping tools 255a, 255b are moved from their initial positions in the intermediate positions and stopped in this short. subsequently, At least one of the clamping tools 255b is moved from the intermediate to the clamping position. If the abutment surfaces 269a, 269b contact the abutment surfaces 12 of the part 2, the clamping force increases as a result of the increasing preload in the part 2.
- the speed control is on the same basis as described above.
- the part 2 is evaluated as a "good part” and the at least one clamping tool 255b stopped in its clamping movement, provided that the actual value of the traversed travel and clamping path from the intermediate adjusted to the clamping position clamping tool 255b and the actual value of the clamping force on the part 2 within of the tolerance window.
- the second part 2 is positioned relative to the first part 1 in at least one spatial direction, in particular in the direction of its longitudinal extension.
- the parts 1, 2 are aligned centrally to each other, therefore, the transverse to the adjustment - according to the in Fig. 18a Registered double arrow 323 - at least one clamping tool 255b extending central axes of the parts 1, 2 congruent. If both clamping tools 201a, 201b, 255a, 255b of the clamping units 194a, 194b, 195a, 195b are adjustable relative to one another, the parts 1, 2 are clamped centrally to one another solely on account of the synchronous feed movement.
- this joined assembly 122 is again deposited on a part transport carrier 48 and transported away by means of this from the joining station 43 and optionally fed to a further joining station 128.
- the clamping tool 201b is stopped in its clamping movement and evaluated the part 1 from the current working process as bad part, provided that the actual value of the traversed travel and clamping path from the intermediate adjusted to the clamping position clamping tool 201b and / or the actual value for the clamping force Part 1 is outside the specified tolerance window (s), as shown in the Fig. 21 and Fig. 22 is shown.
- Fig. 21 It can be seen that Part 1 does not correspond to the required dimensional accuracy and falls below the minimum size, which is therefore too short. Accordingly, the clamping tool 201b would have to travel far beyond the upper limit 318 of the travel and clamping travel in order to achieve the setpoint for the clamping force on the part 1.
- the traversing speed of the clamping tool 201 b is advantageously regulated as a function of the increase in force, the traversing speed of the clamping tool 201b is increasingly reduced only with increasing force, the advantage is that the traversing speed of the clamping tool 201 b over a wide range of traversing and clamping path only by a small value in relation to the maximum speed is reduced.
- the clamping force is approximately constant over a wide range of travel and clamping travel, which is why the travel speed of the clamping tool 201b is held approximately constant over this range. Only after it has been determined by the control that the setpoint value of the travel and tensioning travel and / or the tensioning force will lie outside the tolerance window will the tensioning tool 201b be controlledly decelerated and stopped.
- the clamping operation is terminated and this part 1 is discharged from the current working process.
- the clamping tool 201b is returned against the clamping movement from the clamping position to the intermediate or initial position. With decreasing clamping force, the travel speed of the clamping tool 201b is increasingly increased up to the maximum speed. Since all movements of the clamping tool 201b go with optimized travel speeds, the joining station 43, 128 is blocked only for a short period of time.
- FIGS. 23 to 25 another embodiment of an assembly is shown in different views, which is produced with the inventive manufacturing plant with another embodiment of clamping units of the clamping system or according to the inventive method.
- This assembly consists of at least two profile-like parts 330, 331, which are guided into each other according to this embodiment and about recesses 332, 333 are arranged secured against rotation against each other.
- the parts 330, 331 are preferably made of a formed part, in particular stamped and bent part or massive forming part.
- the outer part 330 has on its inner side facing each other guide surfaces, which are at least partially formed by the inner contour of the part 330 and between which the inner part 331 is added.
- the inner part 331 forms on its outside at least partially guide surfaces, which are formed by the outer contour of the part 331 and the guide surfaces of the outer part 330 facing.
- the parts 330, 331 are first each in a in Fig. 23 shown provision position between cooperating clamping tools 334a, 334b of only schematically indicated clamping devices 335a, 335b a clamping unit 336 spent and then in the manner described above by means of at least one adjustable from an intermediate position into a clamping position clamping tool 334a; 334b excited.
- both clamping tools 334a, 334b are moved to the intermediate position, as in FIG Fig. 23 represented, moved and possibly stopped in this.
- the clamping tool 334b remains according to this embodiment in the, corresponding to the clamping position intermediate position while the clamping tool 334a moves from the intermediate position to the clamping position and against the part 330 with opposing clamping forces or clamping force components - according to the arrows 338 - is pressed.
- both clamping tools 334a, 334b can each be delivered synchronously to each other from their intermediate position in the clamping position.
- the described clamping devices 335a, 335b comprise drive units 337a, 337b, which are designed as linear drives, each with a carriage (not shown) supporting the clamping tool 334a, 334b.
- the carriage forms the setup platform.
- the actual value of the clamping force on the part 330 and / or traversed travel and clamping path from the intermediate to the clamping position to be adjusted clamping tool 334a; 334b detected and transmitted to an electronic evaluation, then carried out in this a setpoint-actual value comparison of the clamping force and / or or by the traversing and tensioning path, as has already been sufficiently described above.
- the set point of the clamping force and / or the travel and clamping travel of the clamping tool (s) 334a; 334b is set so that the inner part 331 arranged inside the outer part 330 is elastically and / or plastically deformed.
- the outer part 330 is fixed by means of the clamping tool (s) 334a; 334b as long against the action of the elastic restoring force from the inner part 331 deformed or moved until the actual value of the clamping force and / or the travel and clamping path corresponds to the desired value of the clamping force and / or the travel and clamping path.
- the corresponding guide surfaces of the parts 330, 331 come into contact with the surface.
- the outer part 330 is joined together in the region of its overlapping longitudinal edges (joint) at least in partial sections, in particular by means of laser or electron beam - or plasma welding welded or glued, as in the FIGS.
- the joining device in particular a beam welding head 339, is in Fig. 24 indicated schematically.
- the modulus of elasticity of the inner part 331 is smaller than that of the outer part 330.
- the outer part 330 may be slightly plastically deformed and the inner part 331 purely elastically.
- Such an assembly can be used for example as a telescopic steering shaft for a motor vehicle.
- FIGS. 26 to 29 another embodiment of an assembly is shown, which is produced with the inventive manufacturing plant with another embodiment of clamping units of the clamping system or according to the inventive method.
- This assembly consists of three parts, the two outer parts 340, 341 and a central part 342 mounted between them.
- the outer parts 340, 341 are formed in a plane perpendicular to their longitudinal extent, substantially U-shaped and are spaced from each other arranged, parallel legs 343, 344 and a connecting base 345, 346 on.
- the legs 343, 344 of the outer parts 340, 341 are aligned with each other. In this case, the legs 343, 344 of the parts 340, 341, as in the FIGS.
- joints 347a, 347b be arranged overlapping each other, so that opposite end edges 348, 349 of the U-parts 340, 341 spaced from each other or the end edges 348, 349 directed towards each other and are applied.
- the parts 340, 341, 342 are made of metal and / or Plastic made to measure. Due to manufacturing tolerances, however, the dimensional accuracy of the individual parts 340 to 342 is often inadequate and the final quality of the assembly is unsatisfactory.
- the middle part 342 can be displaced under force, in particular starting from a defined release force, in relation to the outer parts 340, 341 in the direction of the longitudinal extension of the module, a reproducible behavior of the detaching force is achieved in that the middle part 342 between the two outer parts 340, 341 is biased, in particular the middle part 342 is elastically and / or plastically deformed.
- Such an assembly may for example be used as a so-called blocking device of an anti-theft device or crash device on a steering shaft of a motor vehicle or an overload protection on a joint connection, in particular as a slip clutch.
- the middle part 342 is frictionally mounted between the two outer parts 340, 341.
- the parts 340, 341 are preferably made of a sheet metal forming part.
- the inner part 342 forms an interference fit with the joined outer parts 340, 341.
- the outer parts 340, 341 have on their inside at least partially facing guide surfaces, which are formed on the base 345, 346 and between which the inner part 342 is arranged.
- the inner part 342 forms on its outer side at least partially guide surfaces, which are formed by portions of the outer contour of the part 342 and the guide surfaces of the outer parts 340, 341 facing.
- the middle part is supported on the base 345, 346 of the parts 340, 341.
- the inner part 342 is at least partially with its outer contour on the inner contour of the outer parts 340, 341 with a biasing force.
- the preload force is chosen so high that it corresponds to the maximum permissible frictional force.
- the modulus of elasticity of the inner part 342 is smaller than that of the outer parts 340, 341.
- the parts 340 to 342 are preferably each removed from a parts supply by means of at least one handling system and placed on one of several parts transport carriers 48 in their position to each other oriented and stored roughly prepositioned.
- the parts transport carrier 48 can be provided with a positioning means 80 and one of the outer parts 340, 341 with a positioning opening 352.
- These parts 340 to 342 are jointly supplied by means of the part transport carrier 48 of the transport device 46 of the joining station 350 and stopped in this in a holding position.
- the parts 340, 341 via at least one support element of a lifting device having the height positioning device together from the transport position on the parts transport carrier 48 in the relation to this above or below lying supply position 270 "between cooperating clamping devices 355a, 355b, 356a, 356b of the clamping units 357, 358th
- the clamping tool 354a or the clamping device 355a is adjusted by means of the drive unit not shown further, in particular a linear drive, from its starting position (AP) located below the transport position into an intermediate position (ZP) located above the transport position.
- the stacked clamping devices 355a, 355b each have a clamping tool 354a, 354b and a drive unit and form the first clamping unit 357.
- the support element of the lifting device 353 is according to this embodiment d formed by the lower clamping tool 354 a of the first clamping unit 357.
- clamping devices 355b, 356a, 356b or clamping tools 354b, 372a, 372b are moved from their initial position (AP) into an intermediate position during or subsequent to the adjusting movement of the clamping device 355a or the clamping tool 354a by means of the drive units not shown further, in particular linear drives (ZP) adjusted, as shown in the figures in dotted lines.
- AP initial position
- ZP linear drives
- the clamping tools 354a, 354b of the clamping devices 355a, 355b are displaced relative to each other until their abutment surfaces 359a, 359b bear against the parts 340, 341, so that the outer parts 340, 341 are placed facing each other and the middle part 342 is biased in a first spatial direction.
- the relative displacement of the clamping tools 354a, 354b of the clamping devices 355a, 355b causes the parts 340, 341 to be brought against one another against the action of the elastic restoring force of the part 342.
- the relative adjustment of the clamping tools 354a, 354b is stopped relative to one another.
- the parts 340, 341 are doing with opposing clamping forces - according to the in Fig. 27 indicated arrows 360 - applied.
- the clamping forces are maintained until the parts 340, 341 have been joined.
- the outer parts 340, 341 are respectively positioned and fixed in a first spatial direction and to each other.
- the clamping tools 372a, 372b of the clamping devices 356a, 356b are adjusted relative to each other abut stop surfaces 361a, 361b against the parts 340, 341, in particular the legs 343, so that the outer parts 340, 341 each positioned in a second spatial direction and in a Space predetermined clamping position 362 moves and optionally the middle part 342 is biased in the second spatial direction.
- the parts 340, 341 are doing with opposing clamping forces - in accordance with Fig. 27 indicated arrows 364 - applied
- Fig. 28 and 29 Plotted in dotted lines, at least the outer parts 340, 341, before they are joined together, positioned over other clamping devices 370a, 370b a third clamping unit 371 in the direction of their longitudinal extension and the quality features, in particular dimensional accuracy, recorded and evaluated in the manner described above become.
- the tensioners 370a, 370b as above Fig. 14 . 14a have each have a clamping tool 369a, 369b and a (n) drive unit or linear drive.
- the clamping tools 354a, 354b, 372a, 372b; 369a, 369b of the first, second and third clamping units 357, 358; 371 each of the intermediate position (ZP) in the clamping position (SP) synchronously process by the electric motors of the drive units are electrically coupled.
- only one of the clamping tools 354a, 354b, 372a, 372b; 369a, 369b of the first, second and the third clamping unit 357, 358; 371 each moved from the intermediate position (ZP) in the clamping position (SP) and the stationary clamping tool 354a, 354b, 372a, 372b; 369a, 369b are delivered.
- the intermediate position (ZP) then corresponds to the clamping position (SP).
- the positioning and clamping process is carried out in the manner described above by detecting the actual values for clamping force and / or travel and clamping travel and by reference actual value comparison of the clamping force and / or the travel and / or clamping travel for from the intermediate position (ZP) clamping tools 354a, 354b, 372a, 372b moving into the clamping position (SP); 369a, 369b of each clamping unit 357, 358; 371.
- the setpoint values for the clamping force and / or travel and tensioning path are obtained from the specification of the detachment force and are determined, for example, empirically from tests, obtained from empirical values or calculated.
- the tolerance window for the clamping force and / or the travel and clamping travel of each clamping tool 354a, 354b, 372a, 372b; 369a, 369b are preferably determined empirically, so that the detachment force is set reliably.
- the juxtaposed clamping devices 356a, 356b each have a drive unit and three clamping tools 372a, 372b adjustable via the drive unit, which are fastened via a common support frame 373a, 373b to the setup platform formed by a slide 374a, 374b of the linear drive of the drive unit 375a, 375b ,
- the support frame 373a, 373b is formed as in FIGS Fig. 14 . 14a and has the two support walls and a mounting plate.
- the clamping devices 356a, 356b form the second clamping unit 358.
- the cooperating clamping devices 356a, 356b are arranged on an approximately U-shaped mounting plate 376 in the feed direction - according to arrow 65 - one behind the other.
- This mounting plate 376 is mounted on a carriage 377 of a trained as a feed axis 378 linear drive with electronically controlled electric motor 379.
- the cooperating clamping devices 356a, 356b of the second clamping unit 358 can now be adjusted together. While the part transport carriers 48 of the transport device 46 are moved in a clocked manner, the clamping devices 356a, 356b are positioned in a preposition to the side of the transport device 46. During standstill of at least the retracted into the holding position part transport carrier 48, the clamping tools 372a, 372b of the clamping devices 356a, 356b are each brought to an initial position.
- the clamping device 370b of the third clamping unit 371 is optionally mounted on the mounting plate 376.
- the clamping device 370a is attached laterally to the transport device 46 on a mounting plate, not shown, of a base frame of the joining station and each have the clamping tools 369a, 369b.
- the clamping devices 355a, 355b of the first clamping unit 357 are mounted on the base frame of the joining station.
- the clamping devices 356a, 356b; 370a, 370b of the second and / or third clamping unit 338; 371 are formed by pressing devices and the clamping tools 372a, 372b by pressing elements, which are adjustable between a rest position and a pressing position, wherein in the pressing position, the legs 343, 344 of the parts 340, 341 are pressed against portions of the outer periphery of the inner part 342, without that an evaluation of a clamping force on the parts 340 to 342 and / or a travel and tensioning path takes place.
- the parts 340 to 342 are already supplied as part group in the parts supply in a transfer position and transferred from this via a handling system to a transfer position of the transport device 46.
- the able-oriented Part group is lifted in the holding position by the part transport carrier 48 by means of a height positioning device.
- a first height positioning device is provided for the parts group comprising the parts 341, 342 and a second height positioning device is provided for the part 340.
- the second height positioning device is formed by a handling system with a gripper, which removes the part 340 from the parts supply and is deposited on the part group located in the holding position. Subsequently, the positioning and clamping operation by means of the clamping system 351.
- Fig. 30 is another embodiment of an assembly, in particular a hinge joint consisting of three parts 381 to 383shown.
- the parts 381, 382 are formed by a first and second link rod.
- the third part 383 is formed by a bearing pin which comprises a conical head and a cylindrical shaft connected thereto. The head is inserted into a conical seat in the first link rod.
- the parts 381, 382 of the hinge connection can be pivoted as smoothly as possible against each other, the parts 381, 382 are not biased against each other, but are connected to each other, that a game 384 or a distance between the parts 381, 382 is set.
- the clearance 380 can be set to zero or so that it forms a small gap of the order of a few tenths of a millimeter.
- the game 383 is adjusted via the bearing pin.
- the parts 381 to 383 are already in the ready position between clamping tools 385a, 385b of cooperating clamping devices 386a, 386b, which are respectively moved by means not shown drive units or linear drives from the starting position (AP) in the intermediate position (ZP) ,
- the Clamping position (SP) can in turn only one of the clamping tools 385a, 385b or both clamping tools 385a, 385b synchronously move each other.
- the clamping tools 385a, 385b are already in the intermediate position (ZP) and at least one of them is moved into the clamping position (SP).
- the clamping tools 385a, 385b act on the bearing pin.
- the parts 381, 382 aligned in their orientation to each other and, for example, the part 382 kept fixed, whereupon the bearing pin is axially adjusted by means of the clamping tool 385a, wherein the actual value of the travel determined and the evaluation unit 38 is entered in the Setpoint-actual value comparison of the travel is carried out. If the actual value reaches the desired value of the travel path, the parts 381 to 383 are positioned and held in their clamping position relative to one another such that the clearance 384 is set between the parts 381, 382.
- the traversing clamping tool 385a is kept positioned in the clamping position (SP) and then the shaft is joined by the bearing pin and the part 382.
- SP clamping position
- the bearing pin is received between facing abutment surfaces of the clamping tools 385 a, 385 b.
- the actual value of the travel and / or clamping travel is continuously determined and compared with the predetermined setpoint of the travel and / or clamping travel and evaluated the desired-actual value comparison. If the clamping tools 385a, 385b respectively reach the predetermined setpoint value for the travel and / or clamping travel, the clearance 384 is set. After the clearance 384 has been adjusted, the parts 382, 383 are joined.
- the bearing pin is adjusted axially by means of the clamping tool 385a and the part 381 is delivered to the part 382 and pressed against it with a clamping force.
- a second clamping tool 385b acts on the bearing pin. From the first and / or second clamping tool 385a; 385b, the actual value of the clamping force is detected continuously and transmitted to the evaluation unit 38. If the actual value of the clamping force reaches a predefined setting force, the traversing clamping tool 385a; 385b stopped and then moved in the opposite direction in a clamping position (SP).
- SP clamping position
- the clamping tool 385a Adjusted so far 385b that the actual value of the clamping force reaches a target value of the clamping force, which is smaller compared to the setting force and designed so that the parts 381 to 383 are still sufficiently supported against each other and do not fall apart. If now the actual value of the clamping force within the above-described lower and upper limit 315, 316 of the clamping force, the game 384 is set to zero. The parts 381 to 383 are in this state or in the clamping position (SP) substantially relaxed and force-free.
- the first and / or second clamping tool 385a; 385b the actual value of the clamping force as well as traversing and tensioning travel is continuously recorded and transmitted to the evaluation unit. If the actual value of the clamping force reaches a predefined setting force, the traversing clamping tool 385a; 385b stopped and then moved in the opposite direction in a clamping position (SP).
- SP clamping position
- the clamping tool 385a Adjusted so far 385b that the actual value of the clamping force reaches a target value of the clamping force, which is smaller compared to the setting force and designed so that the parts 381 to 383 are still sufficiently supported against each other, but are substantially relaxed.
- the desired game 384 is set.
- the nominal value of the clamping force has been reached, the actual value of the travel and clamping travel is detected.
- the first and / or second clamping tool 385a; 385b is then adjusted by a travel and tensioning path corresponding to the clearance 384 in the clamping position (SP) and the parts 381, 382 moved apart. If the setpoint of the travel and clamping travel is reached, the first and / or second clamping tool 385a; 385b held in the clamping position (SP) until the parts 382, 383 are joined together.
- a spacer for example a feeler gauge, is used to set a dimension between two parts.
- a spacer for example a feeler gauge
- the parts 381, 382 are first aligned in their orientation relative to one another in the ready position and, for example, the part 382 is held fixed and the spacer is inserted between the parts 381, 382.
- the clamping tools 386a, 386b is pressed against the part 381 and / or part 383, and the part 381 is moved in the direction of the part 383 to the height of the spacer corresponding to the dimension 384.
- the clamping force increases.
- the actual value of the clamping force and of the travel and tensioning travel are detected continuously and transmitted to the evaluation unit 38. If the actual value of the clamping force or of the travel and tensioning travel reaches the nominal value of the clamping force or the travel and tensioning travel, the traveling tensioning tool 385a is stopped, the parts 381, 383 are joined and then the spacer is removed and the assembly removed from the joining station. In this way, the measure 384 can be set exactly.
- Fig. 31 is a further embodiment of an assembly consisting of three parts 391 to 393 shown, which are tubular. The parts 392, 393 are pushed onto the part 391 at the ends.
- a distance 394 between the mutually facing end edges of the parts 392, 393 or a total length of the assembly should be set.
- the parts 391 to 393 are already in the ready position between clamping tools 395a, 395b of cooperating clamping devices 396a, 396b, which are each moved by means not shown drive units or linear drives from the starting position (AP) in the intermediate position (ZP).
- only one of the clamping tools 395a, 395b or both clamping tools 395a, 395b can move in synchronism with one another in the clamping position (SP).
- the parts 392, 393 are pushed onto the part 391 at the ends and then the ends over a collet or over hydroforming over the parts 392, 393 expanded.
- the ends widen so plastically until they come to the circumferential fixed contact with the inside of the parts 392, 393.
- the outer parts 392, 393 currently also expand, but only in the elastic region, so after relaxing the pressure force, the material of the parts 392, 393 springs down to the plastically expanded ends of the inner part 391, whereby a frictional engagement between the parts 391 until 393 is given. Since the ends of the part 391 are plastically expanded, high positioning accuracy of the parts 391 to 393 is achieved.
- the longitudinal axis of the parts 391 to 393 are aligned exactly.
- the parts 392, 393 are thereafter displaced in the axial direction by means of the first and / or second clamping tool 395a, 395b on the flared ends relative to the part 391 fixed in the ready position so that the distance 394 is adjusted.
- both clamping tools 395a, 395b in each case from their intermediate position (ZP) in the clamping position (SP) synchronously delivered to each other and thereby detects the actual value of the travel and clamping path. If the actual value of the movement and tensioning travel reaches the setpoint value of the displacement and tensioning travel, the sleeve-like parts 392, 393 are displaced into the tensioning position and the distance dimension 394 is set. Subsequently, the parts 392, 393 are joined to the part 391, in particular welded or glued.
- Such an assembly may be formed, for example, as a jacket tube for a steering shaft of a motor vehicle, in which in the parts 392, 393 bearings (not shown), such as a ball bearing, are pressed.
- the parts 392, 393 serve as precise bearing receptacles.
- the assembly forms a propeller shaft which comprises the tubular first part 391 and hinge parts 392, 393 arranged at the ends thereof.
- a propeller shaft not only requires an exact distance from bearing axes of the joint parts 392, 393 but the bearing axes of the joint parts 392, 393 must also be perpendicular to the longitudinal axis of the part 391 and parallel to each other.
- the hinge parts 392, 393 on the tubular part 391 are rotated relative to one another such that an angle of rotation or angle between the bearing axes of the hinge parts 392, 393 is set to 0 °.
- the joint parts 392, 393 are each grasped by a clamping tool and moved to a clamping position in which the angular dimension and the distance between the bearing axes is set exactly.
- the clamping tool For the setting of the angular extent of the actual value of the rotational angle corresponding travel path is detected by the clamping tool continuously and the evaluation unit 38 transmitted. If the actual value of the travel reaches the setpoint of the travel, the clamping tool is stopped in the positioning movement. Thereafter, the parts 381, 382, 383 are joined. The adjustment of the distance between the bearing axes takes place in the manner described above.
- each part can be evaluated from the setpoint / actual value comparison of the clamping force and / or the travel and / or clamping travel.
- Linear motors allow the direct generation of linear motion without gears. They consist of a current-carrying primary part (comparable to the stator of a rotary motor) and a reaction part, the secondary part (comparable to the rotor of a rotary motor).
- the primary part is expediently arranged in a stationary manner and fastened, for example, to the supporting construction of the joining station, while the secondary part is arranged on the slide of the drive units, which is guided so that it can be displaced essentially without play.
- a long-stator synchronous motor is suitable for the non-contact drive of the carriage.
- the drive power is supplied to the primary part located in the adjustment, while the carriage contains only the excitation part.
- the exciter part is arranged so that the carriage is affected by the magnetic field forces will be carried.
- the current of the current-carrying primary part is detected and determined from the evaluation unit 38, the actual value of the travel and / or clamping travel and / or the clamping force.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Automatic Assembly (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Fügen von Teilen in einer Fügestation, wie in den Oberbegriffen der Ansprüche 1, 2 und 3 beschrieben.
- Es sind aus dem Stand der Technik Fügeverbindungen bekannt, bei denen ein innerer Teil zwischen zwei äußeren Teilen unter definierter Vorspannung angebracht wird. Dazu wird der innere Teil zwischen den äußeren Teilen verbracht und danach die äußeren Teilen soweit aufeinander zugestellt, sodass die Vorspannung eingestellt ist. Treten an den Teilen Maßabweichungen auf, ist auch mit mehr oder weniger hohen Schwankungen der Vorspannung zu rechnen. Eine reproduzierbare Verbindung zwischen den Teilen ist nicht mehr gegeben.
- Die
GB 2 293 339 - Ein Verfahren zum Herstellen einer Lenksäule für ein Fahrzeug ist auch aus der
US 4,738,154 A bekannt, aufweisend die Schritte Herstellen der Lenksäule aus einem Rohr, Aufziehen einer Hülse über einen Teil der Länge des Rohres, Verformen des äußeren Durchmessers der Hülse und des äußeren Durchmessers des Rohres derart, dass diese Durchmesser im Wesentlichen zueinander gleich sind. - Die
US 4,010,533 A offenbart eine Kupplung zum drehfesten Verbinden einer rohrförmigen Hülse mit einer Nabe, wobei die drehfeste Verbindung durch radiales Aufweiten der Nabe und Einpressen von Vorsprüngen in die Innenfläche der Hülse oder in die Außenfläche der Nabe bewirkt wird. - Aufgabe der Erfindung ist es, ein Verfahren zum Fügen von Teilen in einer Fügestation zu schaffen, mit dem Ungenauigkeiten bei Maßen und gegebenenfalls Formen der zu fügenden Teile beseitigt werden.
- Die Aufgabe der Erfindung wird durch die Maßnahmen im Anspruch 1 gelöst. Von Vorteil ist, dass an einer Teilegruppe ein vorgeschriebenes Maß, beispielsweise ein definiertes Spiel zwischen zwei Teilen, allein anhand des Positionier- und Spannvorganges der Teile automatisch eingestellt wird. Nach dem Einstellen des vorgeschriebenen Maßes erfolgt der Fügevorgang, ohne dabei das eingestellte Maß nochmals zu ändern. Darüber hinaus ist von Vorteil, dass Fertigungsungenauigkeiten der Teile keinen Auswirkung auf die Endgenauigkeit der Baugruppe haben und maßhaltige Baugruppen hergestellt werden können. Zudem kann die Baugruppe besonders wirtschaftlich hergestellt werden.
- Die Aufgabe der Erfindung wird durch die in den Kennzeichenteilen der Ansprüche 2 und 3 wiedergegebenen Maßnahmen gelöst. Von Vorteil ist, dass durch Auswertung der Spannkraft und/oder des Verfahrweges zumindest eines beweglichen Spannwerkzeuges eine Vorspannung des inneren Teiles kontrolliert eingestellt werden kann. Nach dem Einstellen der Vorspannung im inneren Teil, erfolgt der Fügevorgang, ohne dabei die Vorspannung nochmals zu ändern. Darüber hinaus ist von Vorteil, dass Fertigungsungenauigkeiten der Teile keine Auswirkung auf die Vorspannung des inneren Teiles und Endgenauigkeit der Baugruppe haben. Zudem kann die Baugruppe besonders wirtschaftlich hergestellt werden. Eine nach dem erfindungsgemäßen Verfahren hergestellte Baugruppe findet eine breite Anwendung, beispielsweise in der Antriebstechnik, Kraftfahrzeugtechnologie und dgl..
- Vorteilhaft ist auch die Maßnahme nach Anspruch 4, wonach durch die entgegen der Zustellbewegung des äußeren Teiles auf den inneren Teil wirkende, elastische Rückstellkraft, die Teile zumindest in Teilabschnitten gegeneinander angepresst werden und dadurch die Reibkraft zwischen den Teilen eingestellt wird, die über die gesamte Einsatzdauer der nach dem erfindungsgemäßen Verfahren hergestellten Baugruppe konstant aufrecht erhalten bleibt. Wird der innere Teil unter Umständen sogar plastisch verformt, können zusätzlich auch größere Maßungenauigkeiten beseitigt werden und sorgt die elastische Rückfederung des plastisch verformten, inneren Teiles für die entsprechende Reibkraft zwischen den Teilen.
- Von Vorteil ist auch die Maßnahme nach Anspruch 5, wonach der Sollwert für die Spannkraft und des zurückzulegenden Verfahr- und Spannweges des verstellbaren Spannwerkzeuges durch ein Toleranzfenster definiert vorgegeben sind, das so festgelegt ist, dass der nachfolgende Fügevorgang, beispielsweise das Strahlschweißen, noch ordnungsgemäß durchgeführt werden kann. Mit anderen Worten wird durch das gewählte Fügeverfahren eine maximale Abweichung eines Qualitätsmerkmals, insbesondere der Maßhaltigkeit, durch das Toleranzfenster vorgeben, innerhalb dem noch ein ausreichend genaues Fügeergebnis erreicht wird. Damit wird der Ausschuss erheblich verringert.
- Gemäß der Maßnahme nach Anspruch 6 werden die beim Schweißen an zwei getrennten Stellen auftretenden Schweißspannungen, wenngleich diese auch sehr niedrig sind, nahezu vollständig aufgehoben, sodass die Gesamtgenauigkeit der Baugruppe alleinig durch geschickte Anordnung und Lage der Schweißnähte weiter optimiert wird.
- Vorteilhaft ist auch die Maßnahme nach Anspruch 7, da diese Fügeverfahren nur geringste Schweißeigenspannungen hervorrufen und der Verzug vernachlässigbar klein ist und deshalb in Verbindung mit der hohen Positionier- und Spanngenauigkeit der Teile, eine hohe Maßhaltigkeit einer aus den Teilen geschweißten Baugruppe erzeugt wird, wenngleich die Fertigungsgenauigkeiten der Teile gegenüber die Gesamtgenauigkeit der Baugruppe relativ gering ist. Werden die Teile miteinander verklebt, wird eine noch bessere Maßhaltigkeit der Baugruppe erreicht.
- Die Erfindung wird im nachfolgenden anhand der in den Zeichnungen dargestellten Ausführungsbeispiele näher erläutert.
- Es zeigen:
- Fig. 1
- die Teile einer aus diesen herzustellenden Baugruppe, in perspektivischer An- sicht und vereinfachter Darstellung;
- Fig. 2
- einen Abschnitt einer aus den in
Fig. 1 dargestellten Teilen zusammengefügten Baugruppe, in perspektivischer Ansicht und vereinfachter Darstellung; - Fig. 3
- eine Draufsicht auf ein erfindungsgemäße Fertigungssystem mit einer ersten und zweiten Fertigungsanlage, in vereinfachter Darstellung;
- Fig. 4
- eine beispielhafte Ausführung einer Transporteinrichtung der Fertigungsanla- gen nach
Fig. 3 , in Seitenansicht und stark vereinfachter Darstellung; - Fig. 5
- die Fertigungsanlage in Stimansicht, geschnitten, gemäß den Linien V-V in
Fig. 4 ; - Fig. 6
- eine vergrößerte Darstellung eines Teiletransportträgers mit Aufnahme für die Transporteinrichtung, in Seitenansicht und stark vereinfachter Darstellung;
- Fig. 7
- einen Teilbereich einer durch die Teiletransportträger gebildeten Transportket- te der Transporteinrichtung nach
Fig. 4 , in Draufsicht und stark vereinfachter Darstellung; - Fig. 8
- eine beispielhafte Ausführung einer Teilebereitstellung in Form einer Zuför- dereinrichtung mit Hilfsteiletransportträgern, in Seitenansicht und stark verein- fachter Darstellung;
- Fig. 9
- die Zufördereinrichtung nach
Fig. 8 in Stirnansicht, teilweise geschnitten und stark vereinfachter Darstellung; - Fig. 10
- eine perspektivische Ansicht einer Fügestation der ersten Fertigungsanlage, stark vereinfacht dargestellt;
- Fig. 11
- ein Antriebssystem für eine Schweißvorrichtung der Fügestation nach
Fig. 10 , in stark vereinfachter Darstellung; - Fig. 12
- einen Teilabschnitt der Transporteinrichtung ohne Teiletransportträger und zu beiden Seiten von dieser angeordnete Zustellachsen sowie die Antriebseinhei- ten für Spanneinrichtungen eines Spannsystems der Fügestation nach
Fig. 10 , in stark vereinfachter Darstellung; - Fig. 13
- ein Spannsystem der in
Fig. 10 dargestellten Fügestation, in Seitenansicht und stark vereinfachter Darstellung; - Fig. 13a
- einen Teilbereich des in
Fig. 13 dargestellten Spannsystems in vergrößerter und vereinfachter Darstellung; - Fig. 14
- eine Draufsicht auf das Spannsystem nach
Fig. 13 , in stark vereinfachter Dar- stellung; - Fig. 14a
- ein Teilabschnitt des Spannsystems nach
Fig. 14 in vergrößerter und stark ver- einfachter Darstellung; - Fig. 15
- eine Ausführung einer Höhenpositioniervorrichtung der Spanneinrichtung der Spanneinheit, in Seitenansicht und stark vereinfachter Darstellung;
- Fig. 16
- eine andere Ausführung der Höhenpositioniervorrichtung für die Spanneinrich- tungen der Spanneinheit, in Seitenansicht und stark vereinfachter Darstellung;
- Fig. 17
- eine Ansicht auf die Höhenpositioniervorrichtung nach
Fig. 16 , in stark verein- fachter Darstellung; - Fig. 18a bis 18f
- der Positionier- und Spannvorgang von zwei miteinander zu verbin- denden Teile in aufeinander folgenden Verfahrensschritten in der ers- ten Fertigungsanlage, in unterschiedlichen Ansichten und stark verein- fachter Darstellung;
- Fig. 19a bis 19c
- der Positionier- und Spannvorgang einer Baugruppe und mit dieser zu verbindenden, weiteren Teil in aufeinander folgenden Verfahrens- schritten in der zweiten Fertigungsanlage, in unterschiedlichen An- sichten und stark vereinfachter Darstellung;
- Fig. 20
- ein Diagramm mit dem Verlauf der Spannkraft über den Spann- und Verfahr- weg eines Spannwerkzeuges und Auswertung des Spannvorganges als Gutteil;
- Fig. 21
- ein Diagramm mit dem Verlauf der Spannkraft über den Spann- und Verfahr- weg eines Spannwerkzeuges und Auswertung des Spannvorganges als Schlechtteil;
- Fig. 22
- ein Diagramm mit dem Verlauf der Spannkraft über den Spann- und Verfahr- weg eines Spannwerkzeuges und Auswertung des Spannvorganges als Schlechtteil;
- Fig. 23
- eine weitere Ausführung eines Spannsystems zur Durchführung eines Verfah- rens zum Fügen von zwei Teilen mit zwei Spannwerkzeugen in Zwischenposi- tion, in Stirnansicht und stark vereinfachter Darstellung;
- Fig. 24
- die geschweißten Teile als Baugruppe nach
Fig. 23 in Seitenansicht und stark vereinfachter Darstellung; - Fig. 25
- die Spanneinrichtungen nach
Fig. 23 , mit zwei Spannwerkzeugen in Spannpo- sition sowie einer schematisch angedeuteten Strahlschweißvorrichtung; - Fig. 26
- eine weitere Ausführung einer Baugruppe und den in einer Zwischenposition befindlichen Spannwerkzeugen von Spanneinheiten, in Stirnansicht geschnitten und stark vereinfachter Darstellung;
- Fig. 27
- die Ausführung nach
Fig. 26 mit den in einer Spannposition befindlichen Spannwerkzeugen der Spanneinheiten; - Fig. 28
- die Baugruppe nach
Fig. 26 und den in Spannposition befindlichen Spann- werkzeugen, in Seitenansicht und stark vereinfachter Darstellung; - Fig. 29
- eine Draufsicht auf das Spannsystem zur Herstellung der Baugruppe nach
Fig. 26 , in stark vereinfachter Darstellung; - Fig. 30
- einen Ausschnitt einer anderen Ausführung einer Baugruppe mit den in Spann- position eingetragenen Spannwerkzeugen, geschnitten und stark vereinfachter Darstellung;
- Fig. 31
- eine weitere Ausführung einer Baugruppe mit den in Spannposition eingetra- genen Spannwerkzeugen, geschnitten und stark vereinfachter Darstellung.
- Einführend sei festgehalten, dass in den unterschiedlich beschriebenen Ausführungsformen gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen versehen werden, wobei die in der gesamten Beschreibung enthaltenen Offenbarungen sinngemäß auf gleiche Teile mit gleichen Bezugszeichen bzw. gleichen Bauteilbezeichnungen übertragen werden können. Auch sind die in der Beschreibung gewählten Lageangaben, wie z.B. oben, unten, seitlich usw. auf die unmittelbar beschriebene sowie dargestellte Figur bezogen und sind bei einer Lageänderung sinngemäß auf die neue Lage zu übertragen.
- In der
Fig. 1 sind die zu einer Baugruppe miteinander zu fügenden, einzelnen Teile 1, 2, 3a, 3b in perspektivischer Ansicht gezeigt. Diese Teile 1 bis 3b sind in einer bevorzugten Ausführung jeweils aus einem nach Maß zugeschnittenen, insbesondere gestanzten und anschließend umgeformten Blechstück hergestellt. Der erste Stanz- und Biegeteil 1 ist im Querschnitt etwa trapezförmig bzw. im Wesentlichen U-förmig ausgebildet und weist eine Basis 5 und zwei von ihr aufragende Schenkel 6 auf. An der Basis 5 ist eine beispielsweise kreisrunde Positionieröffnung 7 angeordnet, deren Funktion später noch erläutert wird. Die Schenkeln 6 sind jeweils im Bereich ihrer gegenüberliegenden Stirnenden mit in Richtung des gegenüberliegenden Schenkels 6 an der Innenseite des U-föimigen Teiles 1 vorspringenden Auflagefortsätzen 8 versehen, deren Funktion später noch genauer beschrieben wird. Diese Auflagefortsätze 8 sind zweckmäßig durch Umformen hergestellte, sickenartige Vertiefungen und weisen auf ihrer der Basis 5 abgewandten Oberseite eine parallel zur Basis 5 verlaufende, ebene Auflagefläche 9 auf. Außerdem bildet der erste Teil 1 stirnseitig, ebene Anlageflächen 10 für die Teile 3a, 3b aus. - Der zweite Teil 2 ist nach dieser Ausführung aus einem im Wesentlichen flachen Blechstück ausgeschnitten, beispielsweise mittels einer Platine ausgestanzt, und ebenflächig ausgebildet. Zusätzlich ist der zweite Teil 2 mit einer, beispielsweise schlitzartigen Positionieröffnung 11 ausgestattet und bildet stimseitig Anlageflächen 12 für die Teile 3a, 3b aus. Die Länge des ersten und zweiten Teiles 1, 2 sind, abgesehen von den möglichen Herstelltoleranzen beim Stanzen etc., mit gleicher Länge hergestellt.
- Die Teile 3a, 3b weisen eine ebenflächige Tragplatte 15 und eine Hülse 16 auf. Hierzu werden die Teile 3a, 3b jeweils aus einem nach Maß zugeschnittenen, vorzugsweise gestanzten Blechstück und in diesem durch Umformen, vorzugsweise durch Tiefziehen, ausgeformte Hülse 16 hergestellt. Die Hülsen 16 bilden jeweils ein Lagerauge für ein nicht weiters dargestelltes Lager, das beispielsweise eingepresst ist.
- Alle Teile 1 bis 3b sind somit durch reine, spanlose Formgebung und Verformung mit hoher Präzision hergestellt, sodass auch die aus den einzelnen Teilen 1 bis 3b gefügte Baugruppe, wie sie in
Fig. 2 abschnittsweise dargestellt ist, durch Verwendung geeigneter Fügeverfahren, wie Kleben, Laserlöten, Laser-, Plasma- und Elektronenstrahlschweißen, mit hoher Maßgenauigkeit hergestellt werden kann. - Wenngleich die spanlose Herstellung der Teile 1 bis 3b nach dem Stanzverfahren als die bevorzugte Ausführung gilt, wäre es auch denkbar, dass diese aus einem mit dem Laser oder Wasserstrahl ausgeschnittenen Blechstück hergestellt sind.
- Auch sei an dieser Stelle darauf hingewiesen, dass die in den
Fig. 1 und 2 gezeigten einzelnen Teile 1 bis 3b und die aus diesen hergestellte Baugruppe keineswegs als Einschränkung der Erfindung gelten, sondern vielmehr je nach Verwendungsgebiet der Baugruppe unterschiedliche Geometrien annehmen und die Teile 1 bis 3b auf unterschiedliche Weise hergestellt werden können. So könnten die nach dem Verfahren des Kaltumformens hergestellten Teile 1, 3a, 3b anderenfalls auch durch einen Massivumformteil gebildet sein, beispielsweise ein Schmiedeteil, der durch Warm- oder Kaltschmieden maßgenau hergestellt ist. Die Teile 1 bis 4 sind aus Stahl oder Kunststoff gebildet. Sind die Teile aus Kunststoff, so sind diese im Spritzguss- und/oder Extrusionsverfahren hergestellt. - Wie in
Fig. 2 hergestellt, werden die Teile 1 bis 3b an mehreren Fügestellen 17a, 17b, 18a, 18b, 18c, 19a, 19b (nicht eingetragen) durch eine oder bevorzugt mehrere Fügenähte 21 zumindest abschnittsweise zusammengefügt. Die Fügenähte 21 sind durch Klebe- oder Schweißnähte, insbesondere Laser-, Plasma- oder Elektronenstrahlschweißnähte gebildet und weisen eine Länge von einigen Millimetern bis einigen Zentimetern auf. - Der zweite Teil 2 ist zwischen den Schenkeln 6 des ersten Teiles 1 angeordnet und werden mittels noch näher zu beschreibenden Spanneinrichtungen die Schenkeln 6 des ersten Teiles 1 und Längsränder des zweiten Teiles 2 gegeneinander angepresst. Hierzu sind die Schenkeln 6 und der zweite Teil 2 auf ihren einander zugewandten Seiten mit Anlageflä-chen 22, 23 versehen. Die miteinander zu verschweißenden Teile 1, 2 bilden nun an den Fügestellen 17a, 17b durch die im Wesentlichen spaltfrei aneinanderstoßenden Anlageflächen 22, 23 der Teile 1, 2 je einen Fügestoß 24a, b aus. Die beiden Teile 1, 2 werden über die entlang der Fügestöße 24a, 24b anzubringenden Fügenähte 21 zusammengefügt.
- Die Teile 3a, 3b werden mit der Stirnseite des ersten Teiles 1 verbunden. Hierzu ist der Teil 3a, 3b auf seiner, dem ersten Teil 1 zugewandten Seite und der erste Teil 1 an seiner Stirnseite mit aufeinander zugewandten Anlageflächen 10, 25 versehen. Die Teile 3a, 3b werden über noch näher zu beschreibende Spanneinrichtungen mit ihren Anlageflächen 25 gegen die Anlageflächen 10 des ersten Teiles 1 angepresst, sodass die nun im Wesentlichen spaltfrei aneinanderliegenden Anlageflächen 10, 25 einen Fügestoß 26a, 26b, 26c an den Fügestellen 18a, 18b, 18c ausbilden. Die Teile 1, 3a, 3b werden über die entlang der Fügestöße 26a, 22b, 26c anzubringenden Fügenähte 21 zusammengefügt.
- Auch wenn das Stanzen und Umformen der Teile 1 bis 3b eine hohe Maßgenauigkeit erlauben, können geringfügige Maßungenauigkeiten auftreten. Diese Ungenauigkeiten können dazu führen, dass zwischen den einander zugewandten Anlageflächen 12, 25 der Teile 2, 3a, 3b ein Fügespalt 27a, 27b (nicht eingetragen) entsteht. In der Praxis hat sich gezeigt, dass dieser Fügespalt 27a, 27b in einem Ausmaß von bis zu 0,2 mm auch dann keine Auswirkung auf die Qualität der Schweißverbindung mit sich bringt, wenn ohne Zusatzmaterial geschweißt wird, da der Laserstrahl im Fokus ohnehin einen Durchmesser von etwa 0,3 bis 0,6 mm aufweist und an den Schweißabschnitten entlang der Verbindungsstelle 19a, 19b ausreichend Grundmaterial von den Teilen 2, 3a, 3b abgeschmolzen wird, um den Fügespalt 27a, 27b an den Schweißabschnitten zu schließen und eine tragfähige Schweißverbindung zu schaffen.
- In einer bevorzugten Ausführung sind die Fügenähte 21 durch Strahlschweißen, insbesondere Laserstrahlschweißen, hergestellt und die Teile 1 bis 3b an den durch die spaltfrei aneinanderstoßenden Anlageflächen 10, 25, 22, 23 ausgebildeten Fügestößen 24a, 24b, 26a bis 26c oder Fügespalten 27a, 27b miteinander verschweißt. Hierzu wird, nachdem die Teile 1 bis 3b zueinander positioniert und fixiert wurden, ein nicht gezeigter Schweißstrahl entlang dem betreffenden Fügestoß 24a, 24b, 26a bis 26c oder Fügespalt 27a, 27b zumindest abschnittsweise geführt, sodass entlang dieser Schweißabschnitte Schweißnähte entstehen, die durch das von einem der miteinander zu verschweißenden Teile 1 bis 3b oder beiden der miteinander zu verschweißenden Teile 1 bis 3b bereichsweise aufgeschmolzene Grundmaterial (Werkstoff) besteht. Die enorme Energiedichte (etwa 106 W/m2) des Schweißstrahls, insbesondere des Laserstrahls, im Fokus, bringt das Grundmaterial (Werkstoff) entlang der Schweißabschnitte zum Schmelzen. Während in Vorschubrichtung des Schweißstrahls Grundmaterial aufgeschmolzen wird, fließt dahinter die Schmelze von den zu verschweißenden Teilen ineinander. Der aufgeschmolzene und durchmischte Werkstoff kühlt ab und die Schmelze erstarrt zu einer schmalen Schweißnaht.
- Das Strahlschweißen ist ein energiearmes Schweißverfahren, mit dem ein sogenanntes "Tiefschweißen" möglich ist und sich dadurch auszeichnet, dass sehr schlanke Nahtgeometrien mit einem großen Tiefen-Breiten-Verhältnis erreicht werden und nur eine geringe Streckenenergie erforderlich ist, wodurch eine nur sehr kleine Wärmeeinflusszone resultiert. Dadurch wird die thermische Belastung auf die miteinander zu verschweißenden Teile 1 bis 3b sehr gering gehalten, sodass auch ein Verzug der Teile 1 bis 3b minimal ist. Die Schweißnähte 21 an den Fügestößen 24a, 24b sind durch Kehlnähte und die Schweißnähte 21 an den Fügestößen 26a bis 26c und an den Fügespalten 27a, 27b durch I-Nähte gebildet.
- In der Serienfertigung der Baugruppe, wird vorwiegend das Laserschweißen, insbesondere mit einem Festkörperlaser, beispielsweise Nd: YAG-Laser eingesetzt, der vor allem eine hohe Flexibilität der noch näher zu beschreibenden Schweißstation ermöglicht. Die Teile 1 bis 3b sind vorzugsweise ausschließlich durch das Grundmaterial ohne Zusatzwerkstoff unlösbar miteinander verbunden.
- Natürlich wäre es auch denkbar, dass die Teile 1 bis 3b durch die unter Beisatz von Zusatzwerkstoff und das bereichsweise aufgeschmolzene Grundmaterial zumindest eines Teiles 1 bis 3b oder beider Teile 1 bis 3b hergestellte Schweißnähte am jeweiligen Fügestoß 24a, 24b, 26a bis 26c oder Fügespalt 27 miteinander verbunden sind.
- In
Fig. 3 ist ein erfindungsgemäßes Fertigungssystem 31 zur Herstellung der inFig. 2 beispielsweise, dargestellten Baugruppe in Draufsicht und stark vereinfachter Darstellung gezeigt. Dieses Fertigungssystem 31 umfasst nach dieser Ausführung zumindest zwei unmittelbar hintereinander angeordnete, zusammenwirkende Fertigungsanlagen 32, 33, eine Energiequelle 34, insbesondere Lasergenerator, sowie eine Steuereinrichtung 36. Die Steuereinrichtung 36 umfasst eine Energiequelle 37 und eine Auswerteeinheit 38 mit einem Vergleichsmodul 39 für den Soll-Istwert-Vergleich einer Spannkraft und/oder eines Verfahr- und Spannweges eines Spannwerkzeuges und einem Auswertemodul 40 für eine Qualitätsbeurteilung eines Teiles 1 bis 3b, wie dies im Nachfolgenden noch näher beschrieben wird. Die Steuereinrichtung 36 ist mit der Energiequelle 34 über eine Verbindungsleitung 41 verbunden. - Die erste Fertigungsanlage 32 umfasst ein erstes Transportsystem 42 und zumindest eine erste Fügestation 43, die nach dieser Ausführung durch eine Schweißstation gebildet ist. Das Transportsystem 42 dient der Beförderung von Teilen 1, 2 zur Fügestation 43 und umfasst eine sich zwischen einem Übernahmebereich 44 und einem Weitergabebereich 45 vorzugsweise geradlinig erstreckende, erste Transporteinrichtung 46 mit entlang von in den
Fig. 4 bis 7 eingetragenen Führungsbahnen 47a, 47b verfahrbaren und vorzugsweise gleichartig ausgebildeten Teiletransportträgern 48 sowie zumindest eine Teilebereitstellung mit zwei voneinander getrennt angeordneten Teilespeicher 49, 50. Aus Gründen der besseren Übersicht, sind inFig. 4 nur einige Teiletransportträger 48 dargestellt. - Eine beispielhafte Ausführung einer Transporteinrichtung 46 ist in den
Fig. 4 bis 7 gezeigt. Zum Transport der Teile 1, 2 auf den Teiletransportträgern 48 sind Aufnahmen 51 vorgesehen, die mit dem Teiletransportträger 48 verbunden sind. Die Teiletransportträger 48 bilden im vorliegenden Ausführungsbeispiel eine Transportkette 52. Zum getakteten Vorschub der Transportkette 52 dient ein intermittierender Vorschubantrieb, insbesondere ein Elektromotor, wie Servo- oder Schrittschaltantrieb, der im Bereich einer Umlenkstation 54 für die Transportkette 52 angeordnet ist. Zwischen den beiden Umlenkstationen 54 befinden sich mehrere Gehäuseteile 55. Diese Gehäuseteile 55 weisen einander zugewandte Stirnplatten 56 auf, die untereinander über Führungs- und/oder Kupplungsvorrichtungen 57 zu einer selbsttragenden Gehäuseeinheit verbunden werden. Senkrecht zu den Stirnplatten 56 verlaufen die Führungsbahnen 47a, 47b, wobei in der Führungsbahn 47a der gezogene Strang und der Führungsbahn 47b der rücklaufende Strang der Transportkette 52 geführt ist. - Die aus den Umlenkstationen 54 und Gehäuseteilen 55 gebildete Transporteinrichtung 46 ist über Stützvorrichtungen 58 auf einer Aufstandsfläche 59 abgestützt. Die Stützvorrichtungen 58 werden durch spiegelbildlich zu einer vertikalen Symmetrieebene 60 angeordnete, L-förmige Stützen gebildet, die über Befestigungsvorrichtungen 61 mit Seitenwänden 62 der Gehäuseteile 55 verbunden sind.
- Die Transporteinrichtung 46 umfasst, die aus den Gehäuseteilen 55 zusammengesetzte, selbsttragende Gehäuseeinheit, die auf der von der Aufstandsfläche 59 abgewandten Oberseite mit der Führungsbahn 47a ausgestattet ist. Die Führungsbahn 47a umfasst an der Gehäuseeinheit befestigte und parallel zur Oberseite derselben verlaufende Höhenführungsbahnen 63 für die Höhenführung der Kettenglieder bildenden Teiletransportträger 48 der Transportkette 52. Zusätzlich umfasst die Führungsbahn 47a parallel zur Oberseite der Gehäuseeinheit verlaufende Seitenfiihrungsbahnen 64 für die Seitenführung und der die Kettenglieder bildenden Transportteileträger 48. Die Höhenführungsbahnen 63 sind durch Führungsleisten gebildet. Die Seitenführungsbahnen 64 sind durch in Vorschubrichtung - gemäß Pfeil 65 - der Teiletransportträger 48 mit im Abstand voneinander angeordneten Stützrollen 66 und Druckrollen 67 gebildet. Die Stütz- und Druckrollen 66, 67 sind beidseits der Transportkette 52 angeordnet. Die Stützrollen 66 sind dabei einer ersten Seitenfläche 68 und die Druckrollen 67 einer dieser gegenüberliegenden, zweiten Seitenfläche 69 des Teiletransportträgers 48 zugeordnet. Die Druckrollen 67 sind konisch ausgebildet und wird durch diese auf die Teiletransportträger 48 eine quer zur Vorschubrichtung - gemäß Pfeil 65 - verlaufende und in Richtung der Stützrollen 66 ausgerichtete Druckkraft ausgeübt, sodass die Teiletransportträger 48 entlang der Führungsbahn 47a im wesentlich spielfrei geführt sind. Die exakte Höhenführung der Teiletransportträger 48 entlang der Führungsbahn 47a wird durch die Führungsleisten sichergestellt.
- Die Teiletransportträger 48 sind über auf den Führungsleisten sich abwälzende Laufrollen 70 der Höhe nach abgestützt und geführt. Diese Laufrollen 70 sind auf einer als Kettenbolzen 71 dienenden Achse gelagert. Der Kettenbolzen 71 verbindet jeweils zwei unmittelbar aufeinander folgende Teiletransportträger 48. Jeder Teiletransportträger 48 umfasst jeweils stirnseitig einen Kupplungsfortsatz 72 sowie eine Kupplungsaufnahme 73. Der Kettenbolzen 71 ist am Kupplungsfortsatz 72 gelagert (wie in
Fig. 7 dargestellt). - Es sei an dieser Stelle daraufhingewiesen, dass die beschriebene Transporteinrichtung 46 nur beispielhaft zu betrachten ist und nicht einschränkend gilt. Beispielsweise kann die Transporteinrichtung genauso gut durch die in der
WO 02/072453 A2 - Hinsichtlich der Ausbildung der einzelnen Transportabschnitte und der Teiletransportträger wird die diesbezügliche, detaillierte Offenbarung aus der
WO 02/072453 A2 - Die Teiletransportträger 48 der unterschiedlich ausgebildeten, oben beschriebenen Transporteinrichtungen sind jeweils mit der in den
Fig. 5 und6 dargestellten Aufnahme 51 ausgestattet. Die Aufnahme 51 ist über eine Montageplatte 74 mit dem Teiletransportträger 48 verbunden und weist eine an dieser befestigte Stützsäule 75, eine auf dieser befestigte Trägerplatte 76 sowie zwei im Abstand voneinander angeordnete und mit der Trägerplatte 76 verbundene, gabelartige Aufnahmebügel 77a, 77b auf. Die Aufnahmebügel 77a, 77b umfassen jeweils zwei an der Trägerplatte 76 senkrecht aufragende, fingerartige Führungsstege 78 und eine diese verbindende Basis 79. Zumindest einer der Aufnahmebügel 77b ist im Bereich seiner Basis 79 mit zumindest einem Positioniermittel 80, insbesondere einem Bolzen, versehen, das in die Positionieröffnung 7 des von der Aufnahme 51 aufgenommenen, ersten Teiles 1 vorragt und dadurch der erste Teil 1 während seinem Transport entlang der Transporteinrichtung 46 in ausreichend genauer Position gehalten wird. Wesentlich ist, dass der erste Teil 1 in der Aufnahme 51 nur in seiner Lage orientiert abgelegt und bis auf einige wenige Millimeter genau gegenüber der Aufnahme 51 positioniert ist. Demgemäß ist die Querschnittsabmessung des Positioniermittels 80 deutlich geringer bemessen als die Querschnittsabmessung der Positionieröffnung 7 im ersten Teil 1. - Wie in
Fig. 6 eingetragenen, sind die fingerartigen Führungsstege 78 an ihren einander zugewandten Seiten mit ebenen Seitenführungsflächen 81 versehen. Die Basis 79 der Aufnahmebügel 78 sind jeweils mit einer ebenen Auflagefläche 82a, 82b für den an diesen abstützenden, ersten Teil 1 versehen. Der erste Teil 1 ist somit am Teiletransportträger 48 über die Aufnahme 51 grob vorpositioniert und liegt zwischen den Führungsstegen 78 der Aufnahmebügel 77a, 77b sowie an den Auflageflächen 82a, 82b frei auf. - Wie in der
Fig. 3 weiters eingetragen, sind im Übernahmebereich 44 zu beiden Seiten der zumindest in einem Teilabschnitt geradlinig ausgebildeten Transporteinrichtung 46 die Teilespeicher 49, 50 der Teilebereitstellung angeordnet. Diese sind nach vorliegender Ausführung jeweils durch ein Staubahnsystem für gleichartige Teile 1, 2 in Form einer Zufördereinrichtung 83, 84 ausgebildet, wie in denFig. 8 und 9 schematisch dargestellt. - Die Zufördereinrichtungen 83, 84 sind weitestgehend identisch ausgebildet und umfassen einen Grundrahmen 85, einen Zugmitteltrieb, insbesondere einen Riementrieb, und zwei quer zur Vorschubrichtung - gemäß Pfeil 86 - von Hilfsteiletransportträgern 87 im Abstand voneinander angeordnete Führungsbahnen 90. Der Zugmitteltrieb und die Führungsbahnen 90 sind am Grundrahmen 85 gelagert. Der Zugmitteltrieb umfasst ein um ein Antriebsrad und mehrere Umlenkräder geführtes, endloses Zugmittel 91, insbesondere einen Flachriemen, und einen an das Antriebsrad angeflanschten Antriebsmotor 92. Die gleichartig ausgebildeten Hilfsteiletransportträger 87 umfassen jeweils eine Aufnahme 95, die auf einem Fahrgestell 93 eines Fahrwerkes befestigt ist. Das Fahrgestell 93 ist in Vorschubrichtung - gemäß Pfeil 86 - betrachtet am vorderen und hinteren Ende mit je einem Paar von frei drehbaren Laufrädern 94 versehen.
- Die Aufnahme 95 der Hilfsteiletransportträger 87 an den Zufördereinrichtungen 83, 84 ist an der Oberseite des Fahrgestelles 93 befestigt und weist zwei im Abstand voneinander angeordnete und mit dem Fahrgestell 93 verbundene, gabelartige Aufnahmebügel 96a, 96b auf. Die Aufnahmebügel 96a, 96b umfassen jeweils zwei am Fahrgestell 93 senkrecht aufragende, fingerartige Führungsstege 97 und eine diese verbindende Basis 98 auf. Zumindest einer der Aufnahmebügel 96b ist im Bereich seiner Basis 98 mit zumindest einem Positioniermittel 99, insbesondere einem Bolzen für den ersten Teil 1 bzw. einem quaderförmigen Fortsatz für den zweiten Teil 2, versehen, das in die Positionieröffnung 7; 11 des von der Aufnahme 95 aufgenommenen Teiles 1; 2 vorragt und dadurch der Teil 1; 2 während seinem Transport entlang der Zufördereinrichtung 83, 84 in ausreichend genauer Position gehalten wird. Wesentlich ist, dass der Teil 1; 2 in der Aufnahme 95 nur in seiner Lage orientiert abgelegt und bis auf einige wenige Millimeter genau gegenüber die Aufnahme 95 positioniert ist. Demgemäß ist die Querschnittsabmessung des Positioniermittels 99 deutlich geringer bemessen als die Querschnittsabmessung der Positionieröffnung 7; 11 im Teil 1; 2.
- Wie in den
Fig. 3 ,8 und 9 eingetragenen, sind die fingerartigen Führungsstege 97 an ihren einander zugewandten Seiten mit ebenen Seitenführungsflächen 100 versehen. Die Basis 98 der Aufnahmebügel 96a, 96b sind jeweils mit einer ebenen Auflagefläche 101a, 101b für den an diesen abstützenden Teil 1; 2 versehen. Der Teil 1; 2 ist somit am Hilfsteiletransportträger 87 über die Aufnahme 95 grob vorpositioniert und liegt zwischen den Führungsstegen 97 der Aufnahmebügel 96a, 96b sowie an den Auflageflächen 101a, 101b frei auf. - Jede Zufördereinrichtung 83, 84 umfasst zusätzlich entlang dem Transportweg der Hilfsteiletransportträger 87 eine Anhaltevorrichtung 102. Diese umfasst zwei getrennt steuerbare und aus einer Ruhestellung in eine, zumindest einen Hilfsteiletransportträger 87 anhaltende Betätigungsstellung verstellbare, insbesondere anhebbare und absenkbare Anschlagelemente 103a, 103b, wie diese stark vereinfacht in
Fig. 8 und 9 eingetragen sind. Die Anschlagelemente 103a, 103b werden über jeweils einen schematisch eingetragenen Stellantrieb, insbesondere Pneumatik- oder Hydraulikantrieb, angesteuert. - Das dem stromaufwärts gelegene Ende der Zufördereinrichtung 83, 84 zugewandte, erste Anschlagelement 103a dient zum Aufstauen der mittels Reibschluss zwischen der Oberfläche des Zugmittels 91 und der Unterseite des Fahrgestelles 93 angetriebenen Hilfsteiletransportträger 87. Die hinter dem Anschlagelement 103a aufgestauten Hilfsteiletransportträger 87 werden mit den Teilen 1 und/oder 2 beladen. Das Beladen kann über eine Bedienperson manuell oder beispielsweise mittels eines Roboters automatisch erfolgen. Das dem stromabwärts gelegene Ende der Zufördereinrichtung 83, 84 zugewandte, zweite Anschlagelement 103b dient dazu, dass ein vereinzelter Hilfsteiletransportträger 87 in einer Übergabeposition 104; 104' angehalten wird, von der ein Teil 1; 2 an eine Übernahmeposition 106; 106' der Transporteinrichtung 46 übergeben wird. Danach fährt der leere Hilfsteiletransportträger 87 aus der Übergabeposition 104; 104' heraus und wird dieser für die neuerliche Beladung hinter dem Anschlagelement 103a gestaut. Gleichzeitig wird das erste Anschlagelement 103a angesteuert und ein mit einem Teil 1; 2 beladener Hilfsteiletransportträger 87 in die Übergabeposition 104; 104' verfahren. Die Übergabepositionen 104; 104' sind im Nahbereich der Transporteinrichtung 46 angeordnet.
- Wie aus
Fig. 3 weiters ersichtlich, ist im Übernahmebereich 44 ein dem stromabwärts gelegenen Ende der Zufördereinrichtung 83 zugeordnetes, erstes Handhabungssystem 105 mit einem im Raum verstellbaren Greifer (nicht dargestellt) angeordnet, mittels dem der in der Übergabeposition 104 am Hilfsteiletransportträger 87 bereitgestellte, erste Teil 1 von der Aufnahme 95 entnommen, einer Übernahmeposition 105 an der Transporteinrichtung 46 zugeführt und an der Aufnahme 51 des Teiletransportträgers 48 der Transporteinrichtung 46 in der Lage orientiert abgelegt wird. Zuvor wird ein leerer Teiletransportträger 46 in die Übernahmeposition 105 verfahren und in dieser angehalten, sodann mit dem ersten Teil 1 beladen. Nach dem Beladen eines Teiletransportträgers 46, wird dieser von der ersten Übernahmeposition 106 in die zweite Übernahmeposition 106' verfahren, dort angehalten und mit dem zweiten Teil 2 beladen. - Dazu ist, wie in der
Fig. 3 weiters eingetragen, im Übernahmebereich 44 ein dem stromabwärts gelegenen Ende der Zufördereinrichtung 84 zugeordnetes, zweites Handhabungssystem 107 mit einem im Raum verstellbaren Greifer (nicht dargestellt) angeordnet. Der in der Übergabeposition 104' am Hilfsteiletransportträger 87 bereitgestellte, zweite Teil 2 wird mittels dem zweiten Handhabungssystem 107 bzw. Greifer von der Aufnahme 95 entnommen, einer Übernahmeposition 106' an der Transporteinrichtung 46 zugeführt und auf den Auflagefortsätzen 8 zwischen den Schenkeln 6 des sich bereits auf dem Teiletransportträger 48 befindlichen, ersten Teiles 1 in der Lage orientiert abgelegt. - Wie in der Fig. eingetragenen, wird der Teil 1, 2, bevor er in die Übernahmeposition 106, 106' an der Aufnahme 51 oder den Auflagefortsätzen 8 des ersten Teiles 1 abgesetzt wird, um 90° gedreht.
- Daher wird der zweite Teil 2 nicht unmittelbar an der Aufnahme 51 eines Teiletransportträgers 48 abgelegt, sondern in der Lage orientiert zwischen den Schenkeln 6 des ersten Teiles 1 an den Auflagefortsätzen 8. Dadurch können zusätzliche Aufbauten am Teiletransportträger 48 entfallen, das gesamte Gewicht der Transportkette 52 reduziert und die Vorschubgeschwindigkeit der Teiletransportträger 48 mit Aufnahmen 51 erhöht werden.
- Wie aus
Fig. 3 weiters ersichtlich, sind die Zufördereinrichtungen 83, 84 zu beiden Seiten der Transporteinrichtung 46 gegenüberliegend und in Vorschubrichtung - gemäß Pfeil 65 - der Teiletransportträger 48 hintereinander angeordnet. Die Übergabe- und Übernahmepositionen 104, 104', 106, 106' sind ebenso in Vorschubrichtung - gemäß Pfeil 65 - der Teiletransportträger 48 hintereinander ausgebildet. Natürlich können die Zufördereinrichtungen 83, 84 auch spiegelbildlich gegenüberliegen (nicht gezeigt). Nach dieser Ausführung genügt ein Handhabungssystem 105, das beiden Zufördereinrichtungen 83, 84 zugeordnet ist und mittels dem die Teile 1, 2 von den Übergabepositionen 104, 104' an nur eine Übernahmeposition 106 nacheinander zugeführt und am Teiletransportträger 48 abgelegt werden. - Eine andere nicht gezeigte Ausführung besteht darin, dass die Teile 1, 2 gemeinsam als Teilegruppe der Teilebereitstellung zugeführt werden. Diese Ausführung hat den Vorteil, dass nur noch ein Handhabungssystem 105 nötig ist und die Teilebereitstellung nur noch einen Teilespeicher 49 umfasst, der wie oben beschrieben ausgebildet ist.
- Die mittels Hilfsteiletransportträger 87 in der Übergabeposition 104 bereitgestellte Teilegruppe wird vom Handhabungssystem 105 bzw. Greifer von der Aufnahme 95 entnommen, der Übernahmeposition 105 an der Transporteinrichtung 46 zugeführt und an der Aufnahme 51 des Teiletransportträgers 48 der Transporteinrichtung 46 in der Lage orientiert abgelegt wird.
- Wie aus der obigen Erläuterung erkennbar, werden die Teiletransportträger 48 der Transporteinrichtung 46 von der Teilebereitstellung taktweise aufeinander folgend mit den Teilen 1, 2 oder Teilegruppen beladen.
- Nachdem die miteinander zu fügenden Teile 1, 2 oder fügende Teilegruppe auf einen der Teiletransportträger 48, insbesondere dessen Aufnahme 51, in der Lage orientiert abgelegt wurden, wird dieser in die zur Teilebereitstellung, insbesondere deren Übergabepositionen 104, 104', entfernt gelegene, erste Fügestation 43 transportiert und in einer Halteposition 110 angehalten.
- Die Fügestation 43, insbesondere Schweißstation, ist zwischen dem Übernahme- und Weitergabebereich 44, 45 angeordnet und umfasst im Nahbereich eines Transportabschnittes der Transporteinrichtung 46 ein Spannsystem 111, Zustellachsen 112a, 112b, wenigstens eine Höhenpositioniervorrichtung (nicht eingetragen) sowie wenigstens eine vereinfacht dargestellte Fügeeinrichtung zum Fügen der Teile 1, 2 zu einer Baugruppe. Das Spannsystem 111 umfasst drei noch näher zu beschreibende Spanneinheiten 114, 115, 116. Die Zustellachsen 112a, 112b sind als Linearantriebe ausgebildet, wie in
Fig. 12 näher dargestellt. Die Fügeeinrichtung ist nach dieser Ausführung als Schweißvorrichtung 119 mit zumindest einem Strahlschweißkopf 121 zum Fügen der Teile 1, 2 ausgebildet. - Die über den Teiletransportträger 48 in die Schweißstation gemeinsam angelieferten Teile 1, 2 werden mittels den Spanneinheiten 114 bis 116 und/oder wenigstens einer Höhenpositioniervorrichtung gemeinsam aus einer am Teiletransportträger 48 befindlichen Transportstellung in vom Teiletransportträger 48 losgelöste Bereitstellungspositionen bewegt, insbesondere vertikal geringfügig angehoben, sodass die Positionieröffnung 7 und ein Positioniermittel 80 des Teiletransportträgers 48 außer Eingriff sind. Danach werden die Teile 1, 2 zueinander positioniert, gegeneinander gespannt und darauffolgend gefügt, insbesondere mittels dem Strahlschweißkopf 121 der Schweißvorrichtung 119 an den Fügestellen 17a, 17b zumindest in Teilabschnitten miteinander verschweißt oder geklebt. Diese vorgefertigte Baugruppe 122 aus den verschweißten Teilen 1, 2 wird wiederum auf den, vorzugsweise während der Dauer des Fügeprozesses in der Halteposition 110 verharrenden Teiletransportträger 48 abgelegt, sodann in den ersten Weitergabebereich 45 abtransportiert.
- Im Weitergabebereich 45 ist ein drittes Handhabungssystem 123 mit einem im Raum frei bewegbaren Greifer (nicht dargestellt) und eine Schlechtteilebox 124 angeordnet. Der die vorgefertigte Baugruppe 122 aufnehmende Teiletransportträger 48 wird im Weitergabebereich 45 in einer Endposition 125 angehalten und in dieser mittels dem Handhabungssystem 123 bzw. Greifer die Baugruppe 122 vom Teiletransportträger 48 entnommen und der zweiten Fertigungsanlage 33 oder der Schlechtteilebox 124 zugeführt.
- Wie im Nachfolgenden noch beschrieben wird, erfolgt nämlich in der Fügestation 43 anhand eines Soll-Istwert-Vergleiches der Spannkraft und/oder des Verfahr- und/oder Spannweges einer jeden einzelnen Spanneinrichtung der Spanneinheiten 114 bis 116 eine Erfassung der Qualitätsmerkmale, insbesondere der Maßhaltigkeit, der einzelnen Teile 1, 2. Diese Qualitätsmerkmale werden im Vergleichsmodul 39 mit Qualitätsanforderungen verglichen und im Auswertemodul 40 ausgewertet. Entspricht einer der Teile 1, 2 nicht den Qualitätsanforderungen, beispielsweise ist einer der Teile 1, 2 zu lang, zu kurz, zu schmal oder zu breit, wie dies während dem Spannvorgang jedes Teiles 1, 2 ermittelt wird, werden die Teile 1, 2 erst gar nicht miteinander gefügt, sondern von den Spanneinheiten 114 bis 116 bzw. der Höhenpositioniervorrichtung wiederum auf einen Teiletransportträger 48 abgelegt und über die Transporteinrichtung 46 zum Handhabungssystem 123 und darauffolgend über dieses in die Schlechtteilebox 124 transportiert.
- Entsprechen die Teile 1, 2 jedoch den Qualitätsanforderungen, wie diese während dem Spannvorgang erfasst werden, werden die Teile 1, 2 miteinander verschweißt und über die Transporteinrichtung 46 zum Handhabungssystem 123 und über dieses vom Weitergabebereich 45 zu einem zweiten Übernahmebereich 126 der zweiten Fertigungsanlage 33 transportiert.
- Die zweite Fertigungsanlage 33 umfasst ein zweites Transportsystem 127 und zumindest eine zweite Fügestation 128, die nach dieser Ausführung durch eine Schweißstation gebildet ist. Das Transportsystem 127 dient der Beförderung der von der ersten Fertigungsanlage 32 vorgefertigten, gefügten Baugruppen 122 sowie von weiteren Teilen 3a, 3b, die ihrerseits mit der vorgefertigten Baugruppe 122 gefügt werden.
- Dazu weist das zweite Transportsystem 127 eine sich zwischen dem zweiten Übernahmebereich 126 und einem zweiten Weitergabebereich 129 vorzugsweise geradlinig erstreckende, zweite Transporteinrichtung 130 mit entlang von in dieser Fig. nicht eingetragenen Führungsbahnen verfahrbaren und vorzugsweise gleichartig ausgebildeten Teiletransportträgern 48', sowie eine Teilebereitstellung auf. Die zweite Transporteinrichtung 130 weist wiederum eine Vielzahl von Teiletransportträgern 48' auf, die ihrerseits mit der bereits oben ausführlich beschriebenen Aufnahme 51' und zwei weiteren Aufnahmen 131a, 131b für die Teile 3a, 3b versehen sind.
- Die Teilebereitstellung für die Teile 3a, 3b ist nach dieser Ausführung durch zwei Vorrichtungen 132, 133 zum Vereinzeln, Fördern und Ausrichten von in einem Behälter 134 als Schüttgut aufgenommenen Teile 3a, 3b gebildet. Diese Vorrichtung 133, 134 umfasst einen Teilespeicher 135 für die Teile 3a, 3b. Eine derartige Vorrichtung 133, 134 ist beispielsweise aus der
DE 40 25 391 A1 oderDE 41 26 689 A1 bekannt. - Wie aus
Fig. 3 weiters ersichtlich, werden die aus dem Behälter 134 entnommenen Teile 3a mittels der Vorrichtung 132 bis zu einer Übergabeposition 136 am Teilespeicher 135 gefördert. Im zweiten Übernahmebereich 126 ist ein dem stromabwärts gelegenen Ende des Teilespeichers 135 zugeordnetes, erstes Handhabungssystem 137 mit einem im Raum verstellbaren Greifer (nicht dargestellt) angeordnet, mittels dem ein in der Übergabeposition 136 des Teilespeichers 135 bereitgestellter, vereinzelter, dritter Teil 3a entnommen, einer Übernahmeposition 138 an der zweiten Transporteinrichtung 130 zugeführt und an der Aufnahme 131 a des Teiletransportträgers 48' der Transporteinrichtung 130 in der Lage orientiert abgelegt wird. Zuvor wird ein bereits mit der Baugruppe 122 beladener Teiletransportträger 48' in die Übernahmeposition 138 verfahren und in dieser angehalten, sodann mit dem dritten Teil 3a beladen. Nach dem Beladen des Teiletransportträgers 48', wird dieser von der Übernahmeposition 138 in die weitere Übernahmeposition 138' verfahren, dort angehalten und mit dem vierten Teil 3b beladen. - Dazu ist im Übernahmebereich 126 ein dem stromabwärts gelegenen Ende der Vorrichtung 133 zugeordnetes, zweites Handhabungssystem 139 mit einem im Raum verstellbaren Greifer (nicht dargestellt) angeordnet. Mittels der Vorrichtung 133 werden die aus dem Behälter 134 entnommenen Teile 3b bis zu einer Übergabeposition 136' am Teilespeicher 135 gefördert. Der in der Übergabeposition 136' bereitgestellte, vereinzelte, vierte Teil 3b wird mittels dem zweiten Handhabungssystem 139 bzw. Greifer von dieser entnommen, einer Übernahmeposition 138' an der zweiten Transporteinrichtung 130 zugeführt und an der Aufnahme 131b des Teiletransportträgers 48' der Transporteinrichtung 130 in der Lage orientiert abgelegt.
- Wie aus
Fig. 3 ersichtlich, sind die Vorrichtungen 132, 133 zu beiden Seiten der Transporteinrichtung 130 gegenüberliegend und in Vorschubrichtung - gemäß Pfeil 140 - der Teiletransportträger 48' hintereinander angeordnet. Die Übergabe- und Übernahmepositionen 136, 136', 138, 138' sind ebenso in Vorschubrichtung - gemäß Pfeil 140 - der Teiletransportträger 48' hintereinander ausgebildet. Natürlich können die Vorrichtungen 132, 133 auch spiegelbildlich gegenüberliegen (nicht gezeigt). Nach dieser Ausführung genügt ein Handhabungssystem 137, das beiden die Vorrichtungen 132, 133 zugeordnet ist und mittels dem die Teile 3a, 3b von den Übergabepositionen 136, 136' an nur eine Übernahmeposition 138 nacheinander zugeführt und am Teiletransportträger 48' abgelegt werden. - Die Transportteileträger 48' werden zwischen dem zweiten Übernahme- und Weitergabebereich 126, 129 in Vorschubrichtung - gemäß Pfeil 140 - getaktet fortbewegt. Nachdem ein Teil 3a an der Aufnahme 131 a abgelegt wurde, werden die Teiletransportträger 48' weiterbewegt, sodass der Teiletransportträger 48' von der einen Übernahmeposition 138 zur anderen Übernahmeposition 138' der Teilebereitstellung bewegt wird.
- Ist nun auch ein Teil 3b an der Aufnahme 131b abgelegt worden, werden die Teiletransportträger 48' weiterbewegt, sodass der mit einer vorgefertigten Baugruppe 122 und dem dritten und vierten Teil 3a, 3b beladene Teiletransportträger 48' von der Übemahmeposition 138' der Teilebereitstellung gemeinsam zur Fügestation 128, insbesondere der Schweißstation, transportiert und in dieser in einer Halteposition 142 angehalten werden.
- Die zweite Fügestation 128, insbesondere Schweißstation, ist zwischen dem zweiten Übernahme- und Weitergabebereich 126, 129 angeordnet und umfasst im Nahbereich eines Transportabschnittes der Transporteinrichtung 130 ein Spannsystem 143, zwei Höhenpositioniervorrichtungen (nicht eingetragen) sowie wenigstens eine vereinfacht dargestellte Fügeeinrichtung zum Fügen der Teile 1, 2 zu einer Baugruppe. Das Spannsystem 143 umfasst eine noch näher zu beschreibende Spanneinheit 144. Die Fügeeinrichtung ist nach dieser Ausführung als Schweißvorrichtung 145 mit zumindest zwei getrennt angesteuerten Strahlschweißköpfen 146a, 146b zum Fügen der Teile 3a, 3b ausgebildet.
- In der Halteposition 142 des Transportteileträgers 48' werden die Teile 3a, 3b und die vorgefertigte 122 Baugruppe gemeinsam aus einer am Teiletransportträger 48' befindlichen Transportstellung in eine vom Teiletransportträger 48' losgelöste Bereitstellungsposition zwischen Spanneinrichtungen der Spanneinheit 144 bewegt, insbesondere angehoben, sodann die Baugruppe 122 und die Teile 3a, 3b zueinander positioniert, gegeneinander gespannt und darauffolgend gefügt, insbesondere mittels den Strahlschweißköpfen 146a, 146b der Schweißvorrichtung 145 an den Fügestellen 18a, 18b,18c; 19a, 19b zumindest in Teilabschnitten miteinander verschweißt oder geklebt und danach wiederum auf den vorzugsweise während der Dauer des Fügeprozesses in der Halteposition 142 verharrenden Teiletransportträger 48' abgelegt. Danach wird die gefügte Baugruppe 147 über die Transporteinrichtung 130 zu den zweiten Weitergabebereich 129 transportiert.
- Im zweiten Weitergabebereich 129 ist ein drittes Handhabungssystem 148 mit einem im Raum frei bewegbaren Greifer (nicht dargestellt) und eine Schlechtteilebox 149 angeordnet. Der die fertigte Baugruppe 147 aufnehmende Teiletransportträger 48' wird im Weitergabebereich 129 in einer Endposition 150 angehalten und in dieser mittels dem Handhabungssystem 148 bzw. Greifer die Baugruppe 147 vom Teiletransportträger 48' entnommen und einer Abfördervorrichtung 151 oder der Schlechtteilebox 149 zugeführt.
- Wie im Nachfolgenden noch beschrieben wird, erfolgt nämlich in der Fügestation 128 anhand eines Soll-Istwert-Vergleiches der Spannkraft und/oder des Verfahr- und/oder Spannweges einer jeden einzelnen Spanneinrichtung der Spanneinheit 144 eine Erfassung der Qualitätsmerkmale, insbesondere der Maßhaltigkeit, der einzelnen Teile 3a, 3b. Diese Qualitätsmerkmale werden im Vergleichsmodul 39 mit Qualitätsanforderungen verglichen und im Auswertemodul 40 ausgewertet. Entspricht einer der Teile 3a, 3b nicht den Qualitätsanforderungen, beispielsweise ist einer der Teile 3a, 3b unzulässig verbogen, wie dies während dem Spannvorgang jedes Teiles 3a, 3b ermittelt wird, werden die Teile 1, 2, 3a, 3b erst gar nicht miteinander gefügt, sondern von der Spanneinheit 144 bzw. den Höhenpositioniervorrichtungen wiederum auf einen Teiletransportträger 48' abgelegt und über die Transporteinrichtung 130 zum Handhabungssystem 148 und darauffolgend über dieses in die Schlechtteilebox 149 transportiert.
- Entsprechen die Teile 3a, 3b jedoch den Qualitätsanforderungen, wie die während dem Spannvorgang ermittelt wird, werden die Teile 1, 2, 3a, 3b miteinander verschweißt und über die Transporteinrichtung 130 zum Handhabungssystem 148 und über dieses vom Weitergabebereich 29 zur Abfördervorrichtung 151 transportiert.
- Gemäß dem erfindungsgemäßen Fertigungssystem 31 und Fertigungsverfahren ist es nun vorgesehen, dass dem Strahlschweißkopf 121der ersten Schweißstation und den Strahlschweißköpfen 146a, 146b der zweiten Schweißstation die Laserstrahlung von nur einer die Energiequelle 34 bildenden Strahlquelle, beispielsweise einem Lasergenerator, abwechselnd zugeführt wird. Der Strahlschweißkopf 121 der ersten Schweißstation und die Strahlschweißköpfe 146a, 146b der zweiten Schweißstation sind mit einer gemeinsamen Laserstrahlquelle jeweils über einen Lichtwellenleiter (L1, L2, L3) und über eine Strahlweiche (nicht dargestellt) verbunden. Der Lichtwellenleiter (L1) führt zum Strahlschweißkopf 121, der Lichtwellenleiter (L2) zum Strahlschweißkopf 146a und der Lichtwellenleiter (L3) zum Strahlschweißkopf 146b. Die Laserstrahlquelle verfügt über ein nicht dargestelltes Spiegelsystem, mit dem die von der Laserstrahlquelle abgestrahlte Laserstrahlung in den entsprechenden Lichtwellenleiter (L1; L2; L3) und wahlweise in die unterschiedlichen Strahlschweißköpfe 110, 146a, 146b entweder zur ersten Schweißstation oder zur zweiten Schweißstation eingekoppelt bzw. eingespiegelt wird.
- Nach dem Fertigungsverfahren werden innerhalb eines ersten Zeitintervalls zwei Teile 1, 2 zur ersten Schweißstation antransportiert und eine geschweißte Baugruppe 122 des vorangegangenen Zyklus von der ersten Schweißstation abtransportiert und währenddessen in der zweiten Schweißstation eine in der ersten Fertigungsanlage 32 vorangegangen geschweißte Baugruppe 122 und ein von der zweiten Teilebereitstellung zugeführter, dritter Teil 3a zueinander positioniert und gespannt sowie zur fertigen Baugruppe 147 geschweißt. Innerhalb eines zweiten Zeitintervalls werden in der ersten Fertigungsanlage 32 zwei von der ersten Teilebereitstellung zugeführte Teile 1, 2 zueinander positioniert, gespannt und zur Baugruppe 122 geschweißt und währenddessen in der zweiten Fertigungsanlage 33 eine in der ersten Fertigungsanlage 32 vorangegangen geschweißte Baugruppe 122 zur zweiten Schweißstation der zweiten Fertigungsanlage 33 antransportiert und eine in der zweiten Schweißstation der zweiten Fertigungsanlage 33 fertig geschweißte Baugruppe 147 des vorangegangenen Zyklus an den zweiten Weitergabebereich 129 abtransportiert.
- In der
Fig. 10 ist die Fügestation 43 bzw. Schweißstation mit der(m) nur teilweise dargestellten Transporteinrichtung 46 und Spannsystem 111 sowie der Schweißvorrichtung 119 gezeigt, wobei die Umkleidung entfernt ist. Die Schweißstation umfasst eine aus vier vertikal auf die Aufstandsfläche 59 ausgerichtete Steher 152 und einen diese verbindenden Rahmen bestehende Tragkonstruktion. Der Rahmen umfasst zwei parallel zur Vorschubrichtung - gemäß Pfeil 65 - der Transporteinrichtung 46 verlaufende Portale 153 und zwei zu diesen quer verlaufende Portale 154 auf. Die Portale 153, 154 sind über Schrauben mit den Stehern 152 lösbar verbunden. Ein Portal 153 ist mit Konsolen 155 versehen, an dem ein inFig. 11 näher dargestelltes Antriebssystem 156 befestigt ist, über welches die Schweißvorrichtung 119 am Rahmen verstellbar gelagert ist. Zusätzlich umfasst die Tragkonstruktionen einen Grundrahmen, der zu beiden Seiten der Transporteinrichtung 46 Montageplatten 157 umfasst, an denen die Zustellachsen 112a, 112b lösbar befestigt sind. Die Montageplatten 157 sind mit ihren aufeinander zugewandten Enden auf parallel zur Vorschubrichtung - gemäß Pfeil 65 - der Transporteinrichtung 46 und unmittelbar benachbart zu dieser verlaufenden Tragprofilen 158 und mit ihren voneinander abgewandten Enden über Stützkonsolen 159 an parallel zur Vorschubrichtung - gemäß Pfeil 65 - der Transporteinrichtung 46 verlaufenden, weiteren Tragprofilen 160 befestigt. Zur Versteifung der Tragkonstruktion sind außerdem noch zwei die Steher 152 im Fußbereich miteinander verbindende Trägerplatten 161 vorgesehen. Diese Trägerplatten 161 sind zum Durchtritt des rücklaufenden Trums der Transportkette 52 der Transporteinrichtung 46 mit einer Aussparung 162 versehen. - Wie aus der Zusammenschau der
Fig. 3 und10 ersichtlich, ist die Fügestation 43 mit einer Anschlussschnittstelle 163 versehen, die eine Datenschnittstelle, einen Anschluss für ein Absaugrohr 164, einen Anschluss für elektrische und/oder mechanische und/oder optische Energie, und/oder einen Anschluss für einen Lichtwellenleiter (L1, L2, L3) versehen ist. Das Absaugrohr 164 ist über die Anschlussschnittstelle 163 mit einem nicht dargestellten Entlüftungssystem und der Lichtwellenleiter (L1, L2, L3) über die Anschlussschnittstelle 163 mit der Energiequelle 34 verbunden. Außerdem ist die Anschlussschnittstelle 163 ihrerseits mit einer elektrischen und/oder mechanischen Energiequelle 36 und/oder Steuereinrichtung 37 verbunden. Natürlich kann der Lichtwellenleiter (L1, L2, L3) auch unmittelbar mit der optischen Energiequelle 34 verbunden sein. -
Fig. 11 zeigt das Antriebssystem 156 dargestellt, mit der der Strahlschweißkopf 121 der Schweißvorrichtung 119 im Raum bewegt werden kann. Das Antriebssystem 156 umfasst zwei an den inFig. 10 eingetragenen Konsolen 155 des Rahmens ortsfest angeordnete Linearantriebe 170a, 170b mit über jeweils einen stufenlos steuerbaren Elektromotor 171a, 171b, insbesondere Servo- oder Schrittschaltmotor, synchron verstellbaren Schlitten (nicht ersichtlich), und einen an den Schlitten befestigten, dritten Linearantrieb 172 mit über einen stufenlos steuerbaren Elektromotor 173, insbesondere Servo- oder Schrittschaltmotor, verstellbaren Schlitten (nicht ersichtlich), sowie einen an diesem Schlitten befestigten, vierten Linearantrieb 174 mit über einen stufenlos steuerbaren Elektromotor 175, insbesondere Servo- oder Schrittschaltmotor, vertikal verstellbaren Schlitten (nicht ersichtlich), der mit dem Schlitten des dritten Linearantriebes 172 verbunden ist. Die Schweißvorrichtung 119 ist über eine Befestigungsvorrichtung 176 am unteren Ende des vierten Linearantrieb 174 montiert und mittels dem ersten/zweiten Linearantrieb 170a, 170b quer zur Vorschubrichtung der Transporteinrichtung 46 (inFig. 10 eingetragen) und mittels dem dritten Linearantrieb 172 in Vorschubrichtung der Transporteinrichtung 46 sowie mittels dem vierten Linearantrieb 174 in vertikaler Richtung verstellbar ausgebildet. Der Strahlschweißkopf 121 ist zusätzlich noch um eine vertikale Schwenkachse 177 und um eine parallel zum ersten/zweiten Linearantrieb 170a, 170b verlaufende Schwenkachse 178 verschwenkbar an der Befestigungsvorrichtung 176 gelagert. Der Strahlschweißkopf 121 ist um die vertikale Achse 177 sowie um die horizontale Achse 178 jeweils um ca. 270° verschwenkbar. - In den gemeinsam beschriebenen
Fig. 12 bis 17 ist ein Teilbereich der Transporteinrichtung 46 und des Spannsystems 111 der ersten Fügestation 43 stark vereinfacht und in unterschiedlichen Ansichten gezeigt. Aus Gründen der besseren Übersicht sind die Teiletransportträger 48 in den Fig. nicht dargestellt. - Die
Fig. 12 zeigt dabei das Spannsystem 111 in Rüststellung, in der die noch näher zu beschreibenden Tragrahmen und Spannwerkzeuge der Spanneinheiten 114 bis 116 von Antriebseinheiten 180a bis 182b der Spanneinheiten 114 bis 116 abgebaut sind. Die Antriebseinheiten 180a bis 182b weisen jeweils einen mittels Elektromotor 188a bis 190b angesteuerten Linearantrieb 184a bis 186b und eine Rüstplattform 187 auf. Die Linearantriebe 184a bis 186b umfassen jeweils einen in einer horizontalen Ebene verstellbaren Schlitten 191a bis 193b, auf dem eine Rüstplattform 187 befestigt ist. Nach gezeigter Ausführung ist die Rüstplattform 187 durch den Schlitten 191a bis 193b gebildet. - Die Zustellachsen 112a, 112b sind ebenso durch Linearantriebe 196a, 196b gebildet, die von Elektromotoren 197a bis 197b angesteuert sind und jeweils einen in einer horizontalen Ebene verstellbaren Schlitten 198a, 198b umfassen.
- Wie nun in den
Fig. 13 bis 14a dargestellt, umfassen die erste und zweite Spanneinheit 114, 115 des Spannsystems 111 zu beiden Seiten des geradlinigen Transportabschnittes der Transporteinrichtung 46 angeordnete und über die Antriebseinheiten 180a, 180b quer zur Vorschubrichtung - gemäß Pfeil 46 - der Teiletransportträger 48 gegebenenfalls synchron verstellbare, zusammenwirkende Spanneinrichtungen 194a bis 195b. - Die Spanneinrichtungen 194a, 194b der ersten Spanneinheit 114 umfassen jeweils die Antriebseinheit 180a, 180b, eine Höhenpositioniervorrichtung 200a, 200b, ein Spannwerkzeug 201a, 201b, einen Tragrahmen 202a, 202b, eine Anpressvorrichtung 203a, 203b zur Fixierung der Teile 1, 2 zwischen den Spanneinrichtungen 194a, 194b und ein Widerlager 204a, 204b. Das Spannwerkzeug 201a, 201b ist über den Tragrahmen 202a, 202b mit der Rüstplattform 187 der Antriebseinheit 180a, 180b verbunden. Die Tragrahmen 202a, 202b der Spanneinrichtungen 194a, 194b umfassen jeweils eine an der Rüstplattform 187 befestigte, untere Montageplatte 205a, 205b, an dieser befestigte Tragwände 206a bis 208b, eine mit diesen an der Oberseite verbundene, obere Montageplatte 209a, 209b sowie eine an dieser befestigte Tragplatte 210a, 210b. Das Widerlager 204a, 204b ist mit der Tragplatte 210a, 210b und der der Transporteinrichtung 46 zugewandten Tragwand 206a, 206b befestigt. Das Widerlager 204a, 204b umfasst einen Kragarm 211a, 211b, der auf seiner der Antriebseinheit 180a, 180b zugewandten Unterseite mir einer Spannbacke 212a, 212b versehen ist.
- Die quer zur Vorschubrichtung - gemäß Pfeil 46 - der Teiletransportträger 48 gegebenenfalls synchron verstellbaren, zusammenwirkenden Spannwerkzeuge 201 a, 201 b der Spanneinrichtungen 194a, 194b sind aufeinander zugerichtet und am Tragrahmen 202a, 202b, insbesondere der vorderen Tragwand 206a, 206b befestigt. Jedes der Spannwerkzeuge 201a, 201b ist nach dieser Ausführung durch ein Auflagerelement 213a, 213b einer die Höhenpositioniervorrichtung 200a, 200b aufweisenden Hebevorrichtung 214a, 214b gebildet und ist als Winkelprofil ausgebildet. Der aufragende Schenkel des Winkelprofils ist mit der Tragwand 206a, 206b des Tragrahmens 202a, 202b verbunden, während der horizontale Schenkel an der Tragwand 206a, 206b senkrecht vorragt. Der horizontale Schenkel des Winkelprofils bzw. des Spannwerkzeuges 201a, 201b weist nach dieser Ausführung eine in Richtung der Transporteinrichtung 46 nach unten geneigte Auflaufschräge 215a, 215b, eine an diese anschließende, horizontale Auflagefläche 216a, 216b und ein Anschlagelement mit einer vertikalen Anschlagfläche 217a, 217b auf. Eine vordere Kante 218a, 218b der Spannwerkzeuge 201 a, 20 1 b ist knapp unterhalb einer Transportebene bzw. Transportstellung 219 des am Teiletransportträger 48 abgelegten, ersten Teiles 1 ausgebildet, wie in
Fig. 18a dargestellt. - In
Fig. 15 ist eine andere Ausführung der Höhenpositioniervorrichtung 200a, 200b der Spanneinrichtungen 194a, 194b und ein Teilabschnitt des Tragrahmens 202a, 202b stark vereinfacht gezeigt. Die Höhenpositioniervorrichtung 200a, 200b umfasst eine andere Ausführung einer Hebevorrichtung 220a, 220b. Diese Hebevorrichtung 220a, 220b weist einen Stellantrieb 224a, 224b und das die Teile 1, 2 zwischen einer Transportstellung und einer gegenüber dieser oberhalb oder unterhalb liegenden Bereitstellungsposition gemeinsam anhebende oder absenkende Auflagerelement 213a, 213b auf. Das Auflagerelement 213a, 213b ist durch das Spannwerkzeug 201a, 201b gebildet und ist mit diesem ein etwa L-formiges Schieberelement 221 a, 221 b verbunden. Das Schieberelement 221 a, 221 b ist über zumindest ein Führungsorgan 222a, 222b auf zumindest einer Führungsbahn 223a, 223b am Tragrahmen 202a, 202b, insbesondere an der Tragwand 206a, 206b geführt und über den Stellantrieb 224a, 224b entlang der Führungsbahn 223a, 223b im Wesentlichen vertikal verstellbar. Das Spannwerkzeug 201a, 201b kragt an der Führungsbahn 223a, 223b senkrecht vor. Der Stellantrieb 224a, 224b ist nach gezeigter Ausführung durch einen Elektro- oder Fluidantrieb gebildet und mit dem Auflagerelement 213a, 213b bzw. dem Schieberelement 221a, 221 b bewegungsmäßig gekoppelt. - Die Spannwerkzeuge 201a, 201b der Spanneinrichtung 194a, 194b sind zwischen einer Ausgangsstellung, wie in vollen Linien eingetragen, und einer ober- oder unterhalb liegenden Betätigungsstellung, wie in strichlierte Linien eingetragen, synchron verstellbar. Dabei wird über geeignete Mittel, beispielsweise eine mechanische Endlagenbegrenzung, die Ansteuerung des Stellantriebes 224a, 224b vorgenommen, sodass die Spannwerkzeuge 201a, 201b in deren Betätigungsstellung stets eine exakte Höhenposition einnehmen und ein zuverlässiger Spannvorgang des in dieser Figur nicht eingetragenen, ersten Teiles 1 erfolgen kann. Jedes Auflagerelement 213a, 213b bzw. Spannwerkzeug 201a, 201b weist nur eine horizontale Auflagefläche 216a, 216b und ein die vertikale Anschlagfläche 217a, 217b ausbildendes Anschlagelement auf.
- Eine andere, nicht gezeigte Ausführung besteht darin, dass am Tragrahmen 202a, 202b, insbesondere an der vorderen Tragwand 206a, b ein Stellantrieb 224a, 224b in Form eines Linearantriebes befestigt ist, der einen Elektromotor und einen über eine an diesen angeflanschte Gewindespindel positioniert verstellbaren und entlang einer Führungsbahn geführten Schlitten umfasst. Das Spannwerkzeug 201a, 201b ist in diesem Fall am Schlitten befestigt.
- In den gemeinsam beschriebenen
Fig. 16 und 17 ist eine weitere Ausführungsvariante der Höhenpositioniervorrichtung 200a, 200b der Spanneinrichtungen 194a, 194b in unterschiedlichen Ansichten gezeigt. Jede Spanneinrichtung 194a, 194b umfasst nach dieser Ausführung zwei Spannwerkzeuge 201a, 201b, von welchen jedes die Auflagefläche 217a, 217b und Anschlagfläche 216a, 216b ausbildet. Die Spannwerkzeuge 201a, 201b sind zu beiden Seiten der Führungsbahn 223a, 223b angeordnet und am Tragrahmen 202a, 202b befestigt. Nach dieser Ausführung sind die Höhenpositioniervorrichtung 200a, 200b bzw. die Hebevorrichtung 220a, 220b und das Spannwerkzeug 201a, 201b getrennt voneinander ausgebildet. Die Höhenpositioniervorrichtung 200a, 200b umfasst wiederum die Hebevorrichtung 220a, 220b, wovon letztere das die Teile 1, 2 (nicht dargestellt) zwischen einer am Teiletransportträger 48 befindlichen Transportstellung und einer gegenüber dieser ober- oder unterhalb liegende Bereitstellungsposition anhebende oder absenkende Auflagerelement 213a, 213b ausbildet. Demnach sind das Spannwerkzeug 201a, 201b und das Auflagerelement 213a, 213b voneinander getrennt und relativ zueinander verstellbar ausgebildet. Die Hebevorrichtung 220a, 220b umfasst zumindest ein Führungsorgan 222a, 222b, mittels dem das Auflagerelement 213a, 213b auf zumindest einer Führungsbahn 223a, 223b geführt und mittels einem Stellantrieb 224a, 224b entlang der Führungsbahn 223a, 223b gemäß eingetragenem Doppelpfeil vertikal verstellbar ist. - Das Führungsorgan 222a, 222b ist auf einem Schlitten 225a, 225b gelagert. Der Schlitten 225a, 225b ist über eine Konsole mit dem Auflagerelement 213a, 213b verbunden. Der Stellantrieb 224a, 224b ist seinerseits über ein Übertragungselement 226a, 226b mit dem Schlitten 225a, 225b bzw. Auflagerelement 213a, 213b bewegungsmäßig gekoppelt. Der Stellantrieb 224a, 224b ist durch einen Elektro- oder Fluidmotor gebildet. Das Auflagerelement 213a, 213b ragt mit seiner der Transporteinrichtung 46 (siehe
Fig. 13 und14 ) zugewandten Kante an der Kante 118a, 118b des Spannwerkzeuges 201a, 201b vor und weist an seiner Oberseite ein Anschlagelement 227a, 227b auf, um sicherzustellen, dass während dem Anheben der nicht dargestellten Teile 1, 2 der erste Teil 1 nicht mit dem Spannwerkzeug 201a, 201b kollidiert. Demnach ist das Anschlagelement 227a, 227b gegenüber die Kante 218a, 218b des Spannwerkzeuges 201a, 201b in Richtung zur Transporteinrichtung 46 versetzt angeordnet und überragt dessen vertikale Anschlagfläche die Kante 218a, 218b. - Das Auflageelement 213a, 213b ist aus einer Ausgangsstellung, wie in volle Linien eingetragen, in eine knapp oberhalb der Auflagefläche 216a, 216b des Spannwerkzeuges 201 a, 201b liegende Betätigungsstellung, wie in strichlierte Linien eingetragen, verstellbar ausgebildet. Die Auflageelemente 213a, 213b der Spanneinrichtungen 194a, 194b heben dabei einen auf diesen aufgelagerten Teil 1 gemeinsam mit dem Teil 2 an oder senken den Teil 1 gemeinsam mit dem Teil 2 ab. Nach dem Erreichen der Betätigungsstellung der Auflagerelemente 213a, 213b oder während dem Absenken derselben in Richtung der Ausgangsstellung, werden die Paare von Spannwerkzeugen 201a, 201b bzw. die Spanneinrichtungen . 194a, 194b aufeinander zugestellt, sodass ein Abstand zwischen den aufeinander zugewandten Kanten 218a, 218b der Spannwerkzeuge 201a, 201b geringer ist als die Länge des ersten Teiles 1 (nicht dargestellt). Werden nun die Auflagerelemente 213a, 213b mit den Teilen 1, 2 in Richtung der Ausgangsstellung nach unten bewegt, wird der Teil 1 gemeinsam mit dem Teil 2 an den in einer Ebene befindlichen Auflageflächen 216a, 216b der Spannwerkzeuge 201a, 201b abgesetzt. Die Auflagerelemente 213a, 213b werden bis in ihre Ausgangsstellungen zurückbewegt. Der Spannvorgang des Teiles 1 wird im Nachfolgenden noch näher beschrieben.
- Eine andere nicht gezeigte Ausführung besteht darin, dass die Höhenpositioniervorrichtungen 200a, 200b bzw. die Hebevorrichtungen 220a, 220b mit den einen Teil 1 abstützenden Auflagerelementen 213a, 213b zu beiden Seiten der Transporteinrichtung 46 und getrennt von den Spanneinrichtungen 194a, 194b; 195a, 195b der Spanneinheiten 114, 115 ausgebildet und in der Fügestation 43 im Nahbereich der Spanneinheiten 114, 115 angeordnet sind.
- Genauso gut ist es auch möglich, dass die Fügestation 43 im Nahbereich der Spanneinheiten 114, 115 nur eine Höhenpositioniervorrichtung 200a bzw. eine Hebevorrichtung 220a mit dem Auflagerelement 213a aufweist, mit dem beide Teile 1, 2 zwischen einer Transportstellung und Bereitstellungsposition gemeinsam angehoben oder abgesenkt werden.
- Werden die Teile 1, 2 auf zwei Teiletransportträgern 48 getrennt von den Übernahmepositionen 106, 106' zur Halteposition 110 in die Fügestation 43 transportiert, ist einerseits eine erste Höhenpositioniervorrichtung für den ersten Teil 1 und andererseits eine zweite Höhenpositioniervorrichtung für den zweiten Teil 1 vorgesehen. Die Höhenpositioniervorrichtungen weisen jeweils die Hebevorrichtungen auf. Die erste Hebevorrichtung bildet ein den ersten Teil 1 zwischen einer am Teiletransportträger 48 befindlichen Transportstellung und einer gegenüber dieser ober- oder unterhalb liegende Bereitstellungsposition des ersten Teiles 1 anhebendes oder absenkendes, erstes Auflagerelement aus. Die zweite Hebevorrichtung bildet ein den zweiten Teil 2 zwischen einer am Teiletransportträger 48 befindlichen Transportstellung und einer gegenüber dieser ober- oder unterhalb liegende Bereitstellungsposition des zweiten Teiles 2 anhebendes oder absenkendes, zweites Auflagerelement aus. Im allgemeinen können die erste und zweite Höhenpositioniervorrichtung identisch aufgebaut sein. Dabei kann eine der Spanneinrichtungen 194a, 194b, 195a, 195 mit der zweiten Höhenpositioniervorrichtung oder beide Spanneinrichtungen 194a, 194b, 195a, 195 der Spanneinheiten 114, 115 mit jeweils einer zweiten Höhenpositioniervorrichtung ausgestattet sein. Andererseits kann auch die Fügestation 43 mit zumindest einer zweiten Höhenpositioniervorrichtung versehen sein, die getrennt von den Spanneinheiten 114, 115 ausgebildet und im Nahbereich deren angeordnet ist.
- Wie bereits oben beschrieben, umfasst jede Spanneinrichtung 194a, 194b eine Anpressvorrichtung 203a, 203b, wie diese in den
Fig. 13a und14a dargestellt ist. Die Anpressvorrichtung 203a, 203b der Spanneinrichtungen 194a, 194b umfassen jeweils zwei über getrennte Stellvorrichtungen 228a, 228b, 229a, 229b relativ zueinander verstellbare Anpresselemente 230a, 230b, 231a, 231b und einen Gehäuseteil 232a, 232b, der über einen Flansch am Tragrahmen 202a, 202b, insbesondere der vertikalen Tragwand 206a, 206b befestigt ist. Der Gehäuseteil 232a, 232b umfasst zwei im Abstand voneinander angeordnete Seitenwände 233a, 233b, einen diese verbindenden Boden 234a, 234b und einen Deckel 235a, 235b. Der Boden und Deckel 234a, 234b, 235a, 235b bilden auf ihren einander zugewandten Innenseiten jeweils eine Führungsfläche 236a, 236b aus, entlang denen noch näher zu beschreibende Horizontalschieber 237a, 237b, 238a, 238b geführt sind. Die Horizontalschieber 237a, 237b, 238a, 238b bilden wiederum auf ihren den Führungsflächen 236a, 236b zugewandten Außenseiten und an diesen aufliegende Führungsflächen 239a, 239b aus. Zusätzlich sind die Horizontalschieber 237a, 237b, 238a, 238b auf ihren einander zugewandten Innenseiten mit inneren Führungsflächen 240a, 240b versehen. Die Horizontalschieber 237a, 237b, 238a, 238b stützen sich mit ihren inneren Führungsflächen 240a, 240b aufeinander ab und führen sich gegenseitig. - Das erste Anpresselement 230a, 230b ist an einem ersten Vertikalschieber 241a, 241b befestigt. Der erste Vertikalschieber 241a, 241b ist über eine Kulissenanordnung 242 mit dem unteren Horizontalschieber 237a, 237b bewegungsmäßig gekoppelt. Dazu ist der in Längsrichtung des Gehäuseteiles 232a, 232b horizontal und quer zur Vorschubrichtung - gemäß Pfeil 46 - der Teiletransporträger 48 verstellbare, untere Horizontalschieber 237a, 237b mit einem Kulissenelement 243, beispielsweise ein zylindrischer Bolzen, versehen, das innerhalb einer bogenförmigen Kulissenbahn 244 im ersten Vertikalschieber 241 a, 241b gelagert ist. Wie in
Fig. 14 ,14a ersichtlich, sind der Boden 234a, 234b, Deckel 235a, 235b und die Horizontalschieber 237a, 237b, 238a, 238b mit vertikal übereinanderliegenden, ersten Durchtrittsöffnungen 245 versehen. Der Vertikalschieber 241a, 241b ist etwa quaderförmig ausgebildet und entspricht die Umrissform der Durchtrittsöffnung 245 der Außenkontur des Vertikalschiebers 241a, 241b. Der Vertikalschieber 241a, 241b durchsetzt die Durchtrittsöffnungen 245 und ist mittels der im Gehäuseteil 232b bzw. Boden 234a, 234b, Deckel 235a, 235b ausgebildeten Durchtrittsöffnungen 245 zwangsgeführt. Der untere Vertikalschieber 241a, 241b ist über ein Koppelement 246 mit einem ersten Antriebsmotor 247a, 247b, beispielsweise einen Elektro- oder Fluidmotor verbunden. Der Antriebsmotor 247a, 247b ist am Tragrahmen 202a, 202b, insbesondere der mittleren Tragwand 207a, 207b befestigt. - Wird nun der untere Horizontalschieber 237a, 237b mittels des Antriebsmotors 247a, 247b aus der gezeichneten Ausgangsstellung in eine in
Fig. 18c dargestellte Betätigungsstellung von links nach rechts verschoben, wird gleichzeitig das erste Anpresselement 230a, 230b in Richtung auf das feststehende Spannwerkzeug 201a, 201b bewegt und der nicht weiters dargestellte, erste Teil 1 zwischen dem Spannwerkzeug 201a, 201b und dem Anpresselement 230a, 230b fixiert. - Das zweite Anpresselement 231a, 231b ist an einem zweiten Vertikalschieber 248a, 248b befestigt und mit einer Spannbacke 252a, 252b versehen. Der zweite Vertikalschieber 248a, 248b ist über eine Kulissenanordnung 242' mit dem oberen Horizontalschieber 238a, 238b bewegungsmäßig gekoppelt. Dazu ist der in Längsrichtung des Gehäusesteiles 232a, 232b horizontal und quer zur Vorschubrichtung - gemäß Pfeil 46 - der Teiletransporträger 48 verstellbare, obere Horizontalschieber 238a, 238b mit einem Kulissenelement 243', beispielsweise ein zylindrischer Bolzen, versehen, das innerhalb einer bogenförmigen Kulissenbahn 244' im zweiten Vertikalschieber 248a, 248b gelagert ist. Wie in
Fig. 14 ,14a ersichtlich, sind der Boden 234a, 234b, Deckel 235a, 235b und die Horizontalschieber 237a, 237b, 238a, 238b mit vertikal übereinanderliegenden, zweiten Durchtrittsöffnungen 245' versehen. Der Vertikalschieber 248a, 248b ist etwa quaderförmig ausgebildet und entspricht die Umrissform der Durchtrittsöffnung 245' der Außenkontur des Vertikalschiebers 248a, 248b. Der Vertikalschieber 248a, 248b durchsetzt die Durchtrittsöffnungen 245' und ist mittels der im Gehäuseteil 232b bzw. Boden 234a, 234b, Deckel 235a, 235b ausgebildeten Durchtrittsöffnungen 245' zwangsgeführt. Der Vertikalschieber 248a, 248b ist über ein Koppelement 249a, 249b mit einem zweiten Antriebsmotor 251a, 251b, beispielsweise einen Elektro- oder Fluidmotor verbunden. Der zweite Antriebsmotor 251a, 251b ist über einen Montagewinkel 250a, 250b mit dem Tragrahmen 202a, 202b, insbesondere der Tragwand 207a, 207b verbunden. - Wird nun der obere Horizontalschieber 238a, 238b mittels dem Antriebsmotor 251a, 251b aus der gezeichneten Ausgangsstellung in eine in
Fig. 18c dargestellte Betätigungsstellung von links nach rechts verschoben, wird gleichzeitig das zweite Anpresselement 231a, 231b in Richtung auf das feststehende Widerlager 204a, 204b bewegt und der nicht weiters dargestellte, zweite Teil 2 zwischen den Spannbacken 212a, 212b, 252a, 252b fixiert. - Die das erste Anpresselement 230a, 230b betätigende Stellvorrichtung 228a, 228b umfasst den oben beschriebenen, ersten Vertikalschieber 241a, 241b, die Kulissenanordnung 242, das Koppelelement 246a, 246b und den ersten Antriebsmotor 247a, 247b. Die das zweite Anpresselement 231a, 231b betätigende Stellvorrichtung 229a, 229b umfasst den oben beschriebenen, zweiten Vertikalschieber 248a, 248b, die Kulissenanordnung 242', das Koppelelement 249a, 249b und den zweiten Antriebsmotor 251a, 251b.
- Nach dieser Ausführung bildet die zweite Stellvorrichtung 229a, 229b eine Hebevorrichtung einer zweiten Höhenpositioniervorrichtung aus, wobei das zweite Anpresselement 231a, 231b bzw. die Spannbacke 252a, 252b das den zweiten Teil 2 zwischen einer am Teiletransportträger 48 befindlichen Transportstellung und einer gegenüber dieser ober- oder unterhalb liegende Bereitstellungsposition anhebende oder absenkende Auflagerelement der Hebevorrichtung ausbildet.
- Wie ebenfalls in
Fig. 13 und14 eingetragen, umfasst das Spannsystem 111 der inFig. 1 und10 dargestellten Fügestation 43, die zweite Spanneinheit 115. Diese weist zu beiden Seiten der Transporteinrichtung 46 angeordnete, zusammenwirkende Spanneinrichtungen 195a, 195b auf. - Die Spanneinrichtungen 195a, 195b der zweiten Spanneinheit 115 umfassen jeweils die Antriebseinheit 181a, 181b, einen Tragrahmen 254a, 254b sowie ein Spannwerkzeug 255a, 255b. Das Spannwerkzeug 255a, 255b ist über den Tragrahmen 254a, 254b mit der Rüstplattform 187 der Antriebseinheit 181a, 181b verbunden. Der Tragrahmen 254a, 254b umfasst eine an der Rüstplattform 187 befestigte Montageplatte 256a, 256b, an dieser befestigte, senkrecht ausgerichtete Tragwände 257a, 257b, 258a, 258b sowie eine an diesen, oben befestigte Tragplatte 259a, 259b. An der Tragplatte 259a, 259b ist das Spannwerkzeug 255a, 255b montiert. Die aufeinander zugerichteten Spannwerkzeuge 255a, 255b sind nun über die Antriebseinheiten 181 a, 181 b quer zur Vorschubrichtung - gemäß Pfeil 65 - der Teiletransportträger 48 und zum Spannwerkzeug 201 a, 201b der Spanneinrichtungen 194a, 194b der ersten Spanneinheit 114 relativ verstellbar ausgebildet. Die gegebenenfalls synchron zueinander verstellbaren Spannwerkzeuge 201a, 201b als auch die Spannwerkzeuge 255a, 255b sind ausschließlich in horizontalen Ebenen verstellbar.
- Wie weiters aus den
Fig. 13 und14 ersichtlich, umfasst das Spannsystem 111 der inFig. 1 und10 dargestellten Fügestation 43 eine dritte Spanneinheit 116, die zwei in Vorschubrichtung - gemäß Pfeil 65 - der Teiletransportträger 48 hintereinander angeordnete und über die Antriebseinheiten 182a, 182b zusammenwirkende Spanneinrichtung 260a, 260b umfasst. Die Spanneinrichtungen 260a, 260b der dritten Spanneinheit 116 umfassen jeweils die Antriebseinheit 182a, 182b, einen Tragrahmen 261a, 261b sowie ein Spannwerkzeug 262a, 262b. Jedes Spannwerkzeug 262a, 262b ist über den Tragrahmen 261a, 261b mit der Rüstplattform 187 der Antriebseinheit 182a, 182b verbunden. Die Antriebseinheiten 182a, 182b der Spanneinrichtungen 260a, 260b sind über eine etwa U-fönmige Befestigungsplatte 263 am Schlitten 198b montiert. Die Schenkel der Befestigungsplatte 263 tragen die Antriebseinheiten 182a, 182b, während deren Basis mit dem Schlitten 198b verbunden ist. Der Tragrahmen 261 a, 261b umfasst eine an der Rüstplattform 187 befestigte Montageplatte 264a, 264b sowie an dieser befestigte, senkrecht ausgerichtete Tragwände 265a, 265b, mit denen das Spannwerkzeug 262a, 262b verbunden ist. Die Spannwerkzeuge 262a, 262b sind über die Antriebseinheiten 182a, 182b in Vorschubrichtung - gemäß Pfeil 65 - der Teiletransportträger 49 gegebenenfalls synchron verstellbar ausgebildet. - Wie aus der Betrachtung der Fig. ersichtlich, sind die Spanneinrichtungen 194a, 195a auf dem Schlitten 198a des Linearantriebes 196a (Zustellachse 112a) und die Spanneinrichtungen 194b, 195b, 260a, 260b am Schlitten 198b des Linearantriebes 196b (Zustellachse 112b) aufgebaut.
- Es sei an dieser Stelle kurz daraufhingewiesen, dass die an sich bekannten Linearantriebe der Spanneinheiten 114 bis 116 und des Antriebssystems 156 für die Schweißvorrichtung 119 sowie der Zustellachsen 112a, 112b jeweils einen Elektromotor, insbesondere einen stufenlos steuerbaren Servo- oder Schrittschaltmotor, eine an diesen direkt angeflanschte Gewindespindel und zumindest eine über die Gewindespindel entlang von Führungen verstellbare Spindelmutter umfasst, wobei an der Spindelmutter der Schlitten der Spanneinheiten 114 bis 116 und des Antriebssystems 156 gelagert ist. Die Elektromotoren sind über Verbindungsleitungen an die elektronische Steuereinrichtung 36 angeschlossen. Wie im Nachfolgenden noch beschrieben wird, wird von jedem der Elektromotoren der Spanneinheiten 114 bis 116 das ausgeübte Drehmoment bzw. der Motorstrom erfasst, der Steuereinrichtung 36 und/oder Auswerteeinheit 38 gemeldet und daraus eine Spannkraft und/oder ein Verfahr- und/oder Spannweg jeder einzelnen Spanneinrichtung der Spanneinheiten 114 bis 116 ermittelt, worauf ein Soll-Istwert-Vergleich im Vergleichsmodul 39 durchgeführt und eine Information über das Qualitätsmerkmal des zu verarbeitenden Teiles 1, 2 in Form von "Gutteil" oder "Schlechtteil" im Auswertemodul 40 ausgewertet und in die Steuereinrichtung 36 eingegeben werden, anhand deren die Spanneinrichtungen der Spanneinheiten 114 bis 116 und/oder das Antriebssystems 156 für die Schweißvorrichtung 119 sowie die Zustellachsen 112a, 112b angesteuert werden.
- In den
Fig. 18a bis 18f wird nun der Spannvorgang mittels des Spannsystems 111 näher beschrieben. Zunächst werden die Spanneinrichtungen 194a, 194b, 195a, 195b der Spanneinheiten 114, 115 durch Verfahren der Schlitten 198a, 198b der Zustellachsen 112a, 112b aufeinander zu bewegt, sodass eine lichte Weite 266 bemessen zwischen den einander zugewandten Kanten 218a, 218b der Spannwerkzeuge 201a, 201 b soweit verkleinert wird, bis diese geringer ist als die Länge 267 des ersten Teiles 1. Ebenso wird eine lichte Weite 268 bemessen zwischen den einander zugewandten Anschlagflächen 269 verkleinert. Dabei werden die Spannwerkzeuge 201a, 201b, 255a, 255b der Spanneinheiten 214, 215 jeweils aus einer vom Teil 1, 2 entfernten Ausgangsposition (AP), wie in strichlierte Linien inFig. 18a eingetragen, in eine Zwischenposition (ZP), wie in strichlierte Linien inFig. 18b eingetragen, bewegt. Die Bewegung der Spannwerkzeuge 201a, 201b, 255a, 255b zwischen der Zwischenposition (ZP) und einer den Teil 1, 2 festlegenden bzw. klemmenden Spannposition (SP), wie inFig. 18d dargestellt, erfolgt über die Antriebseinheiten 180a, 180b, 181a, 181b. In der Zwischenposition (ZP) liegen die Anschlagflächen 217a, 217b, 269a, 269b der Spannwerkzeuge 201a, 201b, 255a, 255b im Nahbereich knapp vor den Anlageflächen 10, 12 der Teile 1, 2. - Wie oben beschrieben, sind die aufeinander zustellbaren Spannwerkzeuge 201a, 201b mit der Auflaufschräge 215a, 215b versehen, sodass alleinig auf Grund der Zustellbewegurig der Spannwerkzeuge 201a, 20 1 b von der Ausgangsposition (AP) in die Zwischen- oder Spannposition (ZP, SP), der zuvor mittels dem Teiletransportträger 48 in die Halteposition 110 der Fügestation 43 angelieferte Teile 1 auf die Spannwerkzeuge 201a, 201b aufgeschoben und vom Teiletransportträger 48 abgehoben wird. Wie in den vorhergehenden Fig. erläutert, ist der zweite Teil 2 an Auflagefortsätzen 8 des ersten Teiles 1 abgestützt und werden die Teile 1, 2 gemeinsam über einen Teiletransportträger 48 in die Fügestation 43 antransportiert als auch gemeinsam vom Teiletransportträger 48 angehoben oder abgesenkt. Hierbei wird der erste Teil 1 aus der am Teiletransportträger 48 befindlichen Transportstellung 219 in eine ober- oder unterhalb vom Teiletransportträger 48 befindliche Bereitstellungsposition 270 als auch der zweite Teil 2 aus der am Teiletransportträger 48 befindlichen Transportstellung 219' in eine ober- oder unterhalb vom Teiletransportträger 48 befindliche Bereitstellungsposition 270' bewegt. Werden im Gegensatz dazu, die Teile 1, 2 auf zwei Teiletransportträgern 48 getrennt angeliefert, wird der erste Teil 1 über die erste Höhenpositioniervorrichtung 200a, 200b und der zweite Teil 2 über die zweite Höhenpositioniervorrichtung vom Teiletransportträgern 48 abgehoben oder abgesenkt.
- In den Bereitstellungspositionen 270, 270' befinden sich die Teile 1, 2 zwischen den gegenüberliegenden Spannweikzeugen 201a, 201b und 255a, 255b der Spanneinrichtungen 194a, 194b, 195a, 195b.
- Während der Zustellbewegung der Spanneinrichtungen 194a bis 195b der Spanneinheiten 114, 115 werden gleichzeitig auch die Spannwerkzeuge 262a, 262b der Spanneinrichtungen 260a, 260b der Spanneinheit 115 jeweils aus einer Ausgangsposition (AP), siehe
Fig. 18a , in eine Zwischenposition (ZP), sieheFig. 18e , knapp vor die Schenkeln 6 des Teiles 1 bewegt. Die Bewegung der Spannwerkzeuge 262a, 262b zwischen der Zwischenposition (ZP) und einer die Teile 1, 2 fixierenden Spannposition (SP), wie inFig. 18d dargestellt, erfolgt über die Antriebseinheiten 182a, 182b. - Gemäß
Fig. 18c werden zunächst die Spannwerkzeuge 201a, 201b der Spanneinrichtungen 194a, 195b relativ zueinander verstellt bis die Anschlagflächen 217a, 217b gegen die stimseitigen Anlageflächen 10 des ersten Teiles 1 anliegen, sodass der erste Teil 1 in einer ersten Raumrichtung positioniert und gespannt wird. Der Teil 1 wird dabei mit entgegengerichteten Spannkräften - gemäß eingetragenen Pfeilen 271 - beaufschlagt. Auf diese Weise ist der erste Teil 1 in einer ersten Raumrichtung festgelegt. - In einer ersten Ausführung sind die Elektromotoren 188a, 188b der Spanneinrichtungen 194a, 194b elektronisch gekoppelt und werden die Spannwerkzeuge 201a, 201b über die Antriebseinheiten 180a, 180b aus der in
Fig. 18b gezeigten Zwischenposition (ZP) in die inFig. 18c in strichlierte Linien eingetragene, klemmende Spannposition (SP) synchron zueinander verstellt bzw. aufeinander zubewegt bis die Anschlagflächen 217a, 217b gegen die stirnseitigen Anlageflächen 10 des ersten Teiles 1 anliegen und den Teil 1 zwischen diesen spannen. Dadurch wird der Teil 1 in seiner Spannposition 274 (sieheFig. 18d ,18f ) bezüglich der Fügestation 43, wie inFig. 1 und10 dargestellt, zentrisch aufgenommen und gespannt, wie durch strichpunktierte Linie angedeutet. Die Istwerte der Spannkräfte werden aus den ausgeübten Drehmomenten bzw. dem Motorstrom der stufenlos steuerbaren Elektromotoren 188a, 188b der Spanneinrichtungen 194a, 194b vorzugsweise laufend ermittelt und der elektronischen Auswerteinheit 38 (sieheFig. 3 ) gemeldet sowie in dieser ein Soll-Istwert-Vergleich der Spannkräfte durchgeführt, wie anhand derFig. 20 bis 22 näher beschrieben wird. Zusätzlich werden noch die zwischen der Ausgangs-, Zwischen- und Spannposition (AP, ZP, SP) zurückgelegten Verfahr- und Spannwege der Spannwerkzeuge 201 a, 20 1 b vorzugsweise laufend als Istwert erfasst und der Auswerteeinheit 38 übermittelt, sodann in dieser ein Soll-Istwert-Vergleich der Verfahr- und Spannwege der Spannwerkzeuge 201a, 201b vorzugsweise laufend durchgeführt. - In einer zweiten Ausführung, wird nur eines der Spannwerkzeuge 201b über die Antriebseinheit 180b aus der in
Fig. 18b gezeigten Zwischenposition (ZP) in die inFig. 18c in strichlierte Linien eingetragene Spannposition (SP) verstellt, während das andere Spannwerkzeug 201 a in der Zwischenposition (ZP) verharrt und dadurch die Spannposition (SP) einnimmt. Demnach entspricht die Spannposition (SP) der Zwischenposition (ZP). Nach dieser Ausführung wird nur von einem Elektromotor 188b das ausgeübte Drehmoment bzw. der Motorstrom erfasst und daraus die auf den Teil 1 einwirkende Spannkraft ermittelt und der Auswerteinheit 38 gemeldet sowie in dieser ein Soll-Istwert-Vergleich der Spannkraft durchgeführt, wie anhand derFig. 20 bis 22 näher beschrieben wird. Zusätzlich werden noch die zwischen der Ausgangs- und Zwischenposition (AP, ZP) zurückgelegten Verfahr- und Spannwege der Spannwerkzeuge 201a, 201b sowie die zwischen der Zwischen- und Spannposition (AP, ZP, SP) zurückgelegten Verfahr- und Spannwege des Spannwerkzeuges 201b vorzugsweise laufend als Istwert erfasst und der Auswerteeinheit 38 übermittelt, sodann in dieser ein Soll-Istwert-Vergleich der Verfahr- und Spannwege der Spannwerkzeuge 201 a, 201 b vorzugsweise laufend durchgeführt. - Wie in
Fig. 18c eingetragen, werden während dem Spannvorgang bzw. der Zustellbewegung eines oder beider Spannwerkzeuge(s) 201a, 201b aus der Zwischenposition (ZP) in die klemmenden Spannposition (SP) oder nachdem die Spannwerkzeuge 201a, 201b die Spannposition (SP) erreicht haben, die Anpresselemente 230a, 230b betätigt und aus einer Ruheposition, wie inFig. 18b eingetragen, in eine Anpressposition, wie inFig. 18c eingetragen, verstellt. Die Anpresselemente 230a, 230b werden in Richtung auf die Auflagefläche 216a, 216b zubewegt und gegen die Basis 5 des Teiles 1 mit einer Anpresskraft angedrückt, sodass der erste Teil 1 in der Anpressposition der Anpresselemente 230a, 230b auch in einer zweiten Raumrichtung positioniert und gehalten ist. - Nachdem nun der erste Teil 1 in zwei Raumrichtungen festgelegt ist, wird nun auch der zweite Teil 2 mittels der Spannwerkzeuge 255a, 255b der Spanneinrichtungen 195a, 195b der zweiten Spanneinheit 115 gegenüber dem ersten Teil 1 positioniert, gespannt und fixiert.
- Wie in
Fig. 18c weiters eingetragen, werden zunächst die Spannwerkzeuge 255a, 255b relativ zueinander verstellt bis die Anschlagflächen 269a, 269b gegen die stirnseitigen Anlageflächen 12 des zweiten Teiles 2 anliegen, sodass der zweite Teil 2 relativ zum ersten Teil 1 verstellt, gegenüber den ersten Teil 1 in einer ersten Raumrichtung positioniert und gespannt wird. Der Teil 2 wird dabei mit entgegengerichteten Spannkräften - gemäß inFig. 18d eingetragenen Pfeilen 273 - gespannt wird. Somit ist nun der zweite Teil 2 in Richtung seiner Längserstreckung gegenüber dem ersten Teil 1 und in einer zweiten Raumrichtung festgelegt. - Hierzu können in einer ersten Ausführung die Elektromotoren 189a, 189b der Spanneinrichtungen 195a, 195b elektronisch gekoppelt und die Spannwerkzeuge 255a, 255b über die Antriebseinheiten 181a, 181b aus der in
Fig. 18b gezeigten Zwischenposition (ZP) in die inFig. 18c in strichlierte Linien eingetragene Spannposition (SP) synchron zueinander verstellt bzw. aufeinander zubewegt werden, bis die Anschlagflächen 269a, 269b gegen die stirnseitigen Anlageflächen 12 des zweiten Teiles 2 anliegen und den Teil 2 zwischen diesen spannen. Dadurch wird der Teil 2 in seiner Spannposition (sieheFig. 18d ,18f ) bezüglich der Fügestation 43, wie inFig. 1 und10 dargestellt, zentrisch aufgenommen und gespannt, wie durch strichpunktierte Linie angedeutet. Die Istwerte der Spannkräfte werden aus den ausgeübten Drehmomenten bzw. dem Motorstrom der stufenlos steuerbaren Elektromotoren 189a, 189b der Spanneinrichtungen 195a, 195b vorzugsweise laufend ermittelt und der elektronischen Auswerteinheit 38 (sieheFig. 3 ) gemeldet sowie in dieser ein Soll-Istwert-Vergleich der Spannkräfte durchgeführt, wie anhand derFig. 20 bis 22 näher beschrieben wird. Zusätzlich werden noch die zwischen der Ausgangs-, Zwischen- und Spannposition (AP, ZP, SP) zurückgelegten Verfahr- und Spannwege der Spannwerkzeuge 255a, 255b vorzugsweise laufend als Istwert erfasst und der Auswerteeinheit 38 übermittelt, sodann in dieser ein Soll-Istwert-Vergleich der Verfahr- und Spannwege der Spannwerkzeuge 255a, 255b vorzugsweise laufend durchgeführt. - In einer zweiten Ausführung, wird nur eines der Spannwerkzeuge 255b über die Antriebseinheit 181b aus der in
Fig. 18b gezeigten Zwischenposition (ZP) in die inFig. 18c in strichlierte Linien eingetragene Spannposition (SP) verstellt, während das andere Spannwerkzeug 255a in der Zwischenposition (ZP) verharrt und dadurch die Spannposition (SP) einnimmt. Demnach entspricht die Spannposition (SP) der Zwischenposition (ZP). Nach dieser Ausführung wird nur von einem Elektromotor 189b das ausgeübte Drehmoment bzw. der Motorstrom erfasst und daraus die auf den Teil 2 einwirkende Spannkraft ermittelt und der Auswerteinheit 38 gemeldet sowie in dieser ein Soll-Istwert-Vergleich der Spannkraft durchgeführt, wie anhand derFig. 20 bis 22 näher beschrieben wird. Zusätzlich werden noch die zwischen der Ausgangs- und Zwischenposition (AP, ZP) zurückgelegten Verfahr- und Spannwege der Spannwerkzeuge 255a, 255b sowie die zwischen der Zwischen- und Spannposition (AP, ZP, SP) zurückgelegten Verfahr- und Spannwege des Spannwerkzeuges 255b vorzugsweise laufend als Istwert erfasst und der Auswerteeinheit 38 übermittelt, sodann in dieser ein Soll-Istwert-Vergleich der Verfahr- und Spannwege der Spannwerkzeuge 255a, 255b vorzugsweise laufend durchgeführt. - Gemäß
Fig. 18c werden noch vor, während dem Spannvorgang bzw. der Zustellbewegung eines oder beider Spannwerkzeuge(s) 255a, 255b aus der Zwischenposition (ZP) in die Spannposition (SP) oder nachdem die Spannwerkzeuge 255a, 255b die Spannposition (SP) erreicht haben, die Anpresselemente 231a, 231b der zweiten Höhenpositioniervorrichtungen betätigt und aus einer Ruheposition, wie inFig. 18b eingetragen, in eine Anpressposition, wie inFig. 18c eingetragen, verstellt. Die Anpresselemente 231 a, 231 b werden dazu in Richtung auf die Widerlager 204a, 204b zubewegt, der Teil 2 relativ zum ersten Teil 1 bewegt und gegen den Teil 2 mit einer Anpresskraft angedrückt, sodass in der Anpressposition der Anpresselemente 231a, 231b der Teil 2 auch in einer zweiten Raumrichtung positioniert und gehalten ist. - In den nachfolgenden Schritten, wie zu den
Fig. 18e und18f beschrieben, werden die Teile 1, 2 nunmehr auch in einer dritten Raumrichtung gegenüber die Fügestation 43 positioniert und festgelegt, indem die Spannwerkzeuge 262a, 262b der Spanneinrichtungen 260a, 260b relativ zueinander verstellt werden, bis die Anschlagflächen 277a, 277b gegen die Außenseite der Schenkeln 6 vom ersten Teil 1 anliegen und beide Teile 1, 2 in die im Raum vorgegebene Spannposition 272, 274 gemeinsam bewegt, positioniert und gegeneinander gespannt werden. Die Teile 1, 2 werden dabei mit entgegengerichteten Spannkräften - gemäß eingetragenen Pfeilen 278 - beaufschlagt. Die Spannkräfte 278 der Spannwerkzeuge 262a, 262b sind so gewählt, dass der erste und zweite Teil 1, 2 gegenüber die Spannwerkzeuge 201a, 201b, 255a, 255b und Anpresselemente 230a, 230b, 231a, 231b in der dritten Raumrichtung in die Spannposition 272, 274 bzw. in Vorschubrichtung - gemäß Pfeil 65 - der Teiletransportträger 48 geringfügig verschoben werden können. Auf diese Weise sind die Teile 1, 2 auch in einer dritten Raumrichtung festgelegt und in der Spannposition 272, 274 exakt im Raum positioniert, fixiert und entlang der Fügestellen 17a, 17b miteinander verspannt. - Hierzu können in einer ersten Ausführung die Elektromotoren 190a, 190b der Spanneinrichtungen 260a, 260b elektronisch gekoppelt und die Spannwerkzeuge 262a, 262b über die Antriebseinheiten 182a, 182b aus der in
Fig. 18e gezeigten Zwischenposition (ZP) in die inFig. 18f in strichlierte Linien eingetragene Spannposition (SP) synchron zueinander verstellt bzw. aufeinander zubewegt werden, bis die Anschlagflächen 277a, 277b gegen die Schenkeln 6 des zweiten Teiles 2 anliegen und die Teile 1, 2 gegeneinander gespannt sind. Dadurch, dass mittels den Spannwerkzeugen 262a, 262b ein symmetrisches Spannen erfolgt, werden die Teile 1, 2 nun auch in einer dritten Raumrichtung in die vorgegebene Spannposition 272, 274 verbracht und bezüglich der Fügestation 43 zentrisch aufgenommen und gespannt. Die Istwerte der Spannkräfte werden aus den ausgeübten Drehmomenten bzw. dem Motorstrom der stufenlos steuerbaren Elektromotoren 190a, 190b der Spanneinrichtungen 260a, 260b vorzugsweise laufend ermittelt und der elektronischen Auswerteinheit 38 (sieheFig. 3 ) gemeldet sowie in dieser ein Soll-Istwert-Vergleich der Spannkräfte durchgeführt, wie anhand derFig. 20 bis 22 näher beschrieben wird. Zusätzlich werden noch die zwischen der Ausgangs-, Zwischen- und Spannposition (AP, ZP, SP) zurückgelegten Verfahr- und Spannwege der Spannwerkzeuge 262a, 262b vorzugsweise laufend als Istwert erfasst und der Auswerteeinheit 38 übermittelt, sodann in dieser ein Soll-Istwert-Vergleich der Verfahr- und Spannwege der Spannwerkzeuge 262a, 262b vorzugsweise laufend durchgeführt. - In einer zweiten Ausführung, wird nur eines der Spannwerkzeuge 262b über die Antriebseinheit 182b aus der in
Fig. 18e gezeigten Zwischenposition (ZP) in die inFig. 18f in strichlierte Linien eingetragene Spannposition (SP) verstellt, während das andere Spannwerkzeug 262a in der Zwischenposition (ZP) verharrt und dadurch die Spannposition (SP) einnimmt. Demnach entspricht die Spannposition (SP) der Zwischenposition (ZP). Nach dieser Ausführung wird nur von einem Elektromotor 190b das ausgeübte Drehmoment bzw. der Motorstrom erfasst und daraus die auf die Teile 1, 2 einwirkende Spannkraft ermittelt und der Auswerteinheit 38 gemeldet sowie in dieser ein Soll-Istwert-Vergleich der Spannkraft durchgeführt, wie anhand derFig. 20 bis 22 näher beschrieben wird. Zusätzlich werden noch die zwischen der Ausgangs- und Zwischenposition (AP, ZP) zurückgelegten Verfahr- und Spannwege der Spannwerkzeuge 262a, 262b sowie die zwischen der Zwischen- und Spannposition (AP, ZP, SP) zurückgelegten Verfahr- und Spannwege des Spannwerkzeuges 262b vorzugsweise laufend als Istwert erfasst und der Auswerteeinheit 38 übermittelt, sodann in dieser ein Soll-Istwert-Vergleich der Verfahr- und Spannwege der Spannwerkzeuge 262a, 262b vorzugsweise laufend durchgeführt. - Nachdem die beiden Teile 1, 2 in den drei Raumrichtungen in die Spannposition 272, 274 bewegt, in dieser positioniert, gespannt und gegebenenfalls fixiert sowie die Qualitätsmerkmale überprüft und positiv ausgewertet wurden, werden die Teile 1, 2 entlang der durch die Spannwerkzeuge 262a, 262b vorgespannten Bereiche an den Fügestellen 17a, 17b mittels Fügenähten 21 zumindest bereichsweise miteinander verbunden, insbesondere verschweißt. Während dem Fügevorgang, werden die Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b ruhig gehalten.
- Dabei ist von Vorteil, dass die Fügestellen 17a, 17b zwischen den Teilen 1, 2, sofern diese den Qualitätsanforderungen, insbesondere der Maßhaltigkeit entsprechen, stets an der gleichen Position im Raum vorgegeben sind und die Fügeeinrichtung, insbesondere der Strahlschweißkopf, nach einer einmalig programmierten Bewegungsbahn verfahren werden kann und dabei die Teile 1, 2 miteinander verschweißt. Diese Bewegungsbahn wird beispielsweise im Teach-In-Verfahren programmiert und ist in der Steuereinrichtung 36 abgespeichert. Eine aus dem Stand der Technik bekannte Nahtverfolgung kann dadurch entfallen. Wie noch in den
Fig. 20 bis 22 beschrieben wird, kann die Position der Fügestellen 17a, 17b innerhalb eines zulässigen Toleranzfensters liegen und die Schweißverbindung dennoch erfolgen, da der Schweißstrahl im Fokus etwa einen Durchmesser von 0,3 mm bis 0,5 mm aufweist. Der Durchmesser des Fokus fließt in die Definition des Toleranzfensters mit ein. - Nachdem die Teile 1, 2 zur Baugruppe 122 gefügt und der Fügevorgang beendet wurden, werden die Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b aus deren Spannpositionen (SP) in die Ausgangspositionen (AP) bewegt und dabei durch Vergrößerung der lichten Weite 266 die Baugruppe 122 wiederum auf den vorzugsweise während dem Spann- und Schweißvorgang in der Halteposition 110 verharrenden Teiletransportträger 48 abgesetzt und aus der Fügestation 43 abtransportiert. Am Teiletransportträger 48 wird der Positionierfortsatz 80 in die Positionieröffnung 7 eingefädelt und die Baugruppe 122 gegenüber dem Teiletransportträger 48 in ausreichender Genauigkeit positioniert.
- Vorzugsweise werden die Zustellachsen 112a, 112b gleichermaßen die Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b der Spanneinrichtungen 194a bis 195b, 260a, 260b aus der Ausgangsposition (AP) bis zur Spannposition (ZP) geregelt verfahren. Die Regelung der Verfahrgeschwindigkeit der Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b kann auf unterschiedliche Arten erfolgen.
- In einer ersten Ausführung, werden zunächst die Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b aus der Ausgangsposition (AP) bis knapp vor die Zwischenposition (ZP) beschleunigt und bis hin zur Zwischenposition (ZP) zum Stillstand verzögert verfahren, worauf eines oder beide Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b aus der Zwischenposition (ZP) beschleunigt und bis zur Spannposition (SP) zum Stillstand verzögert verfahren. Die Art und Weise der Regelung der Verfahrgeschwindigkeit der Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b, wird im Nachfolgenden noch zu den
Fig. 20 bis 22 genauer beschrieben. - In einer zweiten Ausführung, werden die Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b aus der Ausgangsposition (AP) bis knapp vor die Zwischenposition (ZP) beschleunigt und bis hin zur Zwischenposition (ZP) verzögert verfahren, sodann eines oder beide Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b aus der Zwischenposition (ZP) bis zur Anlage der Anschlagflächen 217a, 217b, 269a, 269b, 277a, 277b gegen den Teil 1, 2 beschleunigt, annähernd mit konstanter Verfahrgeschwindigkeit oder weiterhin verzögernd verfahren und erst dann in Abhängigkeit des Kraftanstieges die Verfahrgeschwindigkeit, wie zu den
Fig. 20 bis 22 genauer beschrieben, geregelt bis zum Stillstand verzögert. - In der Zwischenposition (ZP) können die Spannwerkzeuge 201 a, 201b, 255a, 255b, 262a, 262b den Teil 1; 2 ergreifen und in die gezeigte Bereitstellungsposition 270, 270' verstellen, wobei die Anschlagflächen 217a, 217b, 269a, 269b, 277a, 277b vom Teil 1, 2 noch entfernt sind, oder sind diese vom Teil 1; 2 noch geringfügig entfernt.
- Vorzugsweise sind die Elektromotoren 197a, 197b der Zustellachsen 112a, 112b elektronisch gekoppelt und werden durch deren Zustellbewegung die Spannwerkzeuge 201 a, 201b, 255a, 255b, 262a, 262b der Spanneinrichtungen 194a bis 195b, 260a, 260b aus einer Vorposition in die in
Fig. 18a gezeigte Ausgangsposition (AP) verstellt. Die Verstellbewegung der Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b aus der Ausgangsposition (AP) in die Zwischen- und Spannposition (ZP, SP) erfolgt mittels der Antriebseinheiten 180a bis 181b. - In den gemeinsam beschriebenen
Fig. 19a bis 19c ist das Spannsystem 143 für die zweite Fügestation 128 (wie inFig. 3 dargestellt) und der Verfahrensablauf näher beschrieben. Das Spannsystem 143 umfasst nach dieser Ausführung die Spanneinheit 144, die durch zu beiden Seiten eines geradlinigen Transportabschnittes der zweiten Transporteinrichtung 130 angeordnete Spanneinrichtungen 280a, 280b gebildet ist. Diese Spanneinrichtungen 280a, 280b umfassen jeweils eine Antriebseinheit 281a, 281b, ein in Richtung des eingetragenen Doppelpfeiles verstellbares Spannwerkzeug 282a, 282b, einen Tragrahmen 283a, 283b, eine Höhenpositioniervorrichtung 288a, 288b sowie eine Stellvorrichtung 289a, 289b für das Spannwerkzeug 282a, 282b. Die Antriebseinheiten 281a, 281b weisen jeweils einen mittels Elektromotor 284a, 284b angesteuerten Linearantrieb 285a, 285b und eine Rüstplattform 286 auf. Die Linearantriebe 285a, 285b umfassen jeweils einen in einer horizontalen Ebene verstellbaren Schlitten 287a, 287b, an dem die Rüstplattform 286 befestigt ist. Nach gezeigter Ausführung ist die Rüstplattform 286 durch den Schlitten 287a, 287b gebildet. Das Spannwerkzeug 282a, 282b ist über den Tragrahmen 283a, 283b mit der Rüstplattform 286 der Antriebseinheit 281a, 281b verbunden. Die Tragrahmen 283a, 283b der Spanneinrichtungen 280a, 280b umfassen jeweils eine an der Rüstplattform 286 befestigte Montageplatte 290a, 290b und zwei an dieser befestigte, voneinander beabstandet angeordnete Seitenwände 291a, 291b sowie eine diese verbindende, auf einer der Transporteinrichtung 130 zugewandten Seite angeordnete Tragwand 292a, 292b. - Die Höhenpositioniervorrichtung 288a, 288b umfasst eine Hebevorrichtung 293a, 293b mit einem die vorangegangen geschweißte Baugruppe 122 und die Teile 3a, 3b gemeinsam zwischen einer am Teiletransportträger 48' befindlichen Transportstellung 294, 294' derselben und einer gegenüber dieser ober- oder unterhalb liegende Bereitstellungsposition 302, 302' derselben anhebenden oder absenkenden Auflageelement 295a, 295b. Dieses Auflageelement 295a, 295b besitzt ausschließlich eine in Richtung der Transporteinrichtung 130 geneigt nach unten verlaufende Auflaufschräge 296a, 296b sowie eine horizontale Auflagefläche 297a, 297b für die Baugruppe 122 und den Teil 3a, 3b. Das Auflageelement 295a, 295b der Hebevorrichtung 293a, 293b ist am Tragrahmen 283a, 283b, insbesondere an der Tragwand 292a, 292b befestigt. Natürlich kann das Auflageelement 295a, 295b der Höhenpositioniervorrichtung 288a, 288b auch nach dieser Ausführung über einen Stellantrieb vertikal verstellbar ausgebildet sein, wie in den
Fig. 15 bis 17 beschrieben. Ebenso kann die Höhenpositioniervorrichtung 288a, 288b getrennt von den Spanneinrichtungen 280a, 280b innerhalb der Fügestation 128 angeordnet sein. - Das Spannwerkzeug 282a, 282b ist nach dieser Ausführung durch eine Spannzange mit über die Stellvorrichtung 289a, 289b radial verstellbaren Spannsegmenten 298 gebildet, wie nur schematisch angedeutet. Die Stellvorrichtung 289a, 289b weist dazu einen Stellantrieb 299a, 299b auf, beispielsweise einen Fluidantrieb, mittels dem von innen die Spannsegmente 298 mit dem Druckmittel beaufschlagbar sind. Das Spannwerkzeug 282a, 282b oder der Tragrahmen 283a, 283b ist mit einer Anschlagfläche 300a, 300b versehen.
- Zusätzlich umfasst die Fügestation 128 eine Anpressvorrichtung 301, die getrennt von der Spanneinheit 144 ausgebildet ist und drei voneinander getrennt angeordnete, gemäß den Doppelpfeilen verstellbare Anpresselemente 304a, 304b, 304c ausbildet. Die Anpresselemente 304a, 304b, 304c sind der vorangegangenen geschweißten Baugruppe 122 zugeordnet.
- In
Fig. 19a ist der Teiletransportträger 48' in die Halteposition 142 (sieheFig. 3 ) zwischen die Spanneinrichtungen 280a, 280b der Spanneinheit 144 verfahren und in dieser angehalten. Zunächst werden die Spannwerkzeuge 282a, 282b der Spanneinrichtungen 280a, 280b mittels der Antriebseinheiten 281 a, 281b quer zur Vorschubrichtung - gemäß Pfeil 140 - der Teiletransportträger 48' aus einer von den Teilen 3a, 3b entfernten Ausgangsposition (AP), wie in strichlierte Linien inFig. 19a eingetragen, in eine Zwischenposition (ZP), wie in strichlierte Linien inFig. 19b eingetragen, bewegt. Demnach wird eine lichte Weite 305 bemessen zwischen den einander zugewandten Kanten der aufeinander zugerichteten Auflageelemente 295a, 295b soweit verkleinert, dass diese geringer ist als die Länge 306 der Baugruppe 122. Ebenso wird eine lichte Weite bemessen zwischen den einander zugewandten Anschlagflächen 300a, 300b verkleinert. Dadurch werden die am Teiletransportträger 48' gemeinsam angelieferten Teile 3a, 3b und Baugruppe 122 entlang der Auflaufschrägen 296a, 296b auf die Auflageelemente 295a, 295b aufgeschoben und von der Transportstellung 294, 294' am Teiletransportträger 48', insbesondere dessen Aufnahmen 51', 131a, 131b, in die Bereitstellungsposition 302, 302' angehoben sowie an den Auflageflächen 297a, 297b aufgelagert. Gleichzeitig dringen die Spannwerkzeuge 282a, 282b, insbesondere deren Spannsegmente 298 in die Hülsen 16 der Teile 3a, 3b vor und werden die Teile 3a, 3b von den Spannwerkzeugen 282a, 282b aufgenommen. Während dem Aufschieben der Teile 3a, 3b auf die Spannwerkzeuge 282a, 282b sind die Spannsegmente 298 in einer unbetätigten Ausgangsstellung. - Gemäß
Fig. 19b und19c werden vorzugsweise beide Spannwerkzeuge 282a, 282b der Spanneinheiten 280a, 280b aus den Zwischenpositionen (ZP) in die Spannpositionen (SP) synchron aufeinander zugestellt bis die Anschlagflächen 300a, 300b gegen die Stirnflächen der Teile 3a, 3b anliegen und die Teile 3a, 3b mit entgegengerichteten Spannkräften - gemäß den eingetragenen Pfeilen 307 - gegen die Baugruppe 122 gespannt sind. Dabei werden die Teile 3a, 3b und Baugruppe 122 relativ zueinander verstellt, sodass diese in Richtung einer Längserstreckung der Teile 3a, 3b/Baugruppe 122 bzw. in einer ersten Raumrichtung positioniert und gespannt sind. - In einer anderen Ausführung wird nur eines der Spannwerkzeuge 282b der Spanneinheiten 280b von der Ausgangsposition (AP) in die Spannposition (SP) verstellt, während das andere Spannwerkzeuge 282a der Spanneinheiten 280a in der Zwischenposition (ZP) als Spannposition (SP) verharrt. Die Istwerte der Spannkraft bzw. Spannkräfte und Spann- und Verfahrwege werden erfasst, der Auswerteeinheit 38 gemeldet und mit den Sollwerten verglichen sowie die Qualitätsmerkmale ausgewertet, wie noch beschrieben wird.
- Gemäß den
Fig. 19a und19c werden als nächstes die Anpresselemente 202 bis 204 auf die Baugruppe 122 zugestellt. Die Baugruppe 122 wird über die Anpresselemente 304a, 304b, 304c von oben und seitlich mit Anpresskräften beaufschlagt. Die Anpresskräfte sind so gewählt, dass die Baugruppe 122 gegenüber den Teilen 3a, 3b und/oder den Spannflächen 300a, 300b der Spannwerkzeuge 282a, 282b in einer zweiten und dritten Raumrichtung geringfügig verschoben werden kann. Auf diese Weise wird die Baugruppe 122 auch in der zweiten und dritten Raumrichtung positioniert sowie in die im Raum definierte Spannposition 308 bewegt als auch in dieser fixiert. - Darauffolgend werden die Teile 3a, 3b aus ihrer Bereitstellungsposition 302' in die Spannposition 312, 313 bewegt, indem die Spannsegmente 298 der Spannwerkzeuge 282a, 282b betätigt und aus ihrer Ausgangsstellung in eine Betätigungsstellung verstellt und dabei gegen die Innenfläche der Hülsen 16 angepresst werden, wie in
Fig. 19c eingetragen. In der Betätigungsstellung der Spannsegmenten 298 sind die Teile 3a, 3b auf diesen zentriert aufgenommen und bilden die Mittelachsen beider Hülsen 16 eine gemeinsame Achse. Somit werden die Teile 3a, 3b gegenüber die im Raum festgelegte Baugruppe 122 in der zweiten und dritten Raumrichtung positioniert sowie in die im Raum definierte Spannposition 312, 313 bewegt als auch in diesen fixiert gehalten. - Mit den Spannwerkzeugen 282a, 282b, insbesondere den Spannsegmenten 298, können auch Maßabweichungen der Hülse 16 korrigiert werden, indem die Spannsegmente 298 soweit radial nach außen bewegt werden, dass die Hülsen 16 der Teile 3a, 3b von einer Istform in eine Sollform umgeformt werden, wie dies in der
AT 1278/2004 - Nachdem die Teile 3a, 3b und Baugruppe 122 in den drei Raumrichtungen positioniert und in die jeweilige Spannposition 308, 312, 313 bewegt, in dieser gespannt und fixiert sowie die Qualitätsmerkmale überprüft und positiv ausgewertet wurden, werden die Teile 3a, 3b mit der Baugruppe 122 an den Fügestellen 18a, 18b, 18c; 19a, 19b mittels Fügenähten 21 miteinander verbunden, insbesondere verschweißt. Die Fügenähte 21 sind durch 1-Nähte gebildet, sodass eine Positioniergenauigkeit der Teile 3a, 3b in einer quer zur Längserstreckung der Baugruppe 122 verlaufenden Ebene von 0,1 mm bis 0,5 mm ausreichend ist. Während dem Fügevorgang, werden die Spannwerkzeuge 282a, 282b, die Spannsegmenten 298 und die Anpresselemente 304a, 304b, 304c ruhig gehalten.
- Ist der Fügevorgang beendet ist, werden die Spannwerkzeuge 282a, 282b aus deren Spannpositionen (SP) in die Ausgangspositionen (AP) bewegt und dabei durch Vergrößerung des Abstandes 305 die fertig gefügte Baugruppe 147 wiederum auf den vorzugsweise während dem Spann- und Fügevorgang in der Halteposition 142 verharrenden Teiletransportträger 48' abgesetzt und aus der Fügestation 128 abtransportiert.
- Die Zwischenposition (ZP) wird vor Inbetriebnahme des Fertigungssystems 1 für jede der oben genannten Spanneinrichtungen festgelegt und liegt etwa zwischen 0,3 mm und 5 mm, insbesondere zwischen 1 mm und 3 mm, vor den Anlageflächen 10, 12 bzw. Stirnflächen der Teile 1, 2, 3a, 3b.
- Auch sei an dieser Stelle zusammenfassend erwähnt, dass von jenen Spannwerkzeugen, die aus der Zwischenposition (ZP) in die Spannposition (SP) verfahren, die Istwerte der Spannkräfte und Verfahr- und Spannwege erfasst, mit den Sollwerten verglichen und die Qualitätsmerkmale ausgewertet werden, während von denjenigen Spannwerkzeugen, die ausschließlich in die einer Spannposition (SP) entsprechenden Zwischenposition (ZP) verfahren, nur die Istwerte der Verfahrwege erfasst und diese mit den Sollwerten zur Lageregelung bzw. Positionierung der Spannwerkzeuge verglichen werden.
- Nach den beschriebenen Verfahrensweisen werden entweder beide Spannwerkzeuge 201a, 201b, 255a, 255b, 262a, 262b; 282a, 282b der Spanneinheiten 114 bis 116; 144 gegeneinander bzw. gegenläufig oder wird nur eines der Spannwerkzeuge 201 a, 201 b, 255a, 255b, 262a, 262b; 282a, 282b der Spanneinheiten 114 bis 116; 144 von der Ausgangsposition (AP) in die Spannposition (SP) verstellt. Letztere Verfahrensweise wird dann eingesetzt, wenn die Teile 1, 2, 3a, 3b mit relativ hoher Genauigkeit gefertigt sind, wie beispielsweise durch Feinstanzen, Tiefziehen oder Massiwmformen.
- In den gemeinsam beschriebenen
Fig. 20 bis 22 wird nun ein Verfahren zum Positionieren und Überprüfen eines Qualitätsmerkmales eines weiter zu verarbeitenden Teiles 1 bis 3b sowie ein Verfahren zum Fügen der Teile 1 bis 3b in einer der vorangegangen beschriebenen Fügestation 43; 128 näher beschrieben. Im Nachfolgenden wird der Positionier- und Spannvorgang für die Teile 1, 2 beschrieben. - Zunächst wird der erste Teil 1 mittels der Spannwerkzeuge 201a, 201b vom Teiletransportträger 48 aus der Transportstellung 219 in die Bereitstellungsposition 270 bewegt, indem die Spannwerkzeuge 201a, 201b jeweils aus der Ausgangsposition in die Zwischenposition verfahren. Dies erfolgt bevorzugt mit hoher Geschwindigkeit, um dadurch die Taktzeit für das Positionieren und Spannen des ersten Teiles 1 möglichst niedrig zu halten. In der Zwischenposition sind die Anschlagfläche 217a, 217b der Spannwerkzeuge 201a, 201 b knapp vor den Stirn- bzw. Anlageflächen 12 des ersten Teiles 1 positioniert, jedoch liegt der Teil 1 bereits an den Auflaufschrägen 215a, 215b oder den horizontalen Auflageflächen 216a, 216b auf.
- Die
Fig. 20 bis 22 zeigen die Auswertung bzw. Aufzeichnung des Verfahr- und Spannweges sowie der Spannkraft beispielsweise auf den Teil 1 eines zwischen der Zwischen- und Spannposition verfahrenden Spannwerkzeuges 201b. Dazu werden nun vorzugsweise die Istwerte der Verfahr- und Spannwege als auch der Spannkraft laufend erfasst und der inFig. 3 eingetragenen, elektronischen Auswerteeinheit 38 übermittelt, sodann in dieser mittels dem Vergleichsmodul 39 ein Soll- und Istwert-Vergleich der Verfahr- und Spannwege als auch der Spannkraft auf den Teil 1, vorzugsweise laufend durchgeführt. - Gemäß der Erfindung ist es nun vorgesehen, dass der Sollwert für die Spannkraft des Spannwerkzeuges 201b durch ein Toleranzfeld mit einer Untergrenze 315 und einer Obergrenze 316 und der Sollwert für den zurückgelegten Verfahr- und/oder Spannweg des Spannwerkzeuges 201b durch ein Toleranzfeld mit einer Untergrenze 317 und einer Obergrenze 318 begrenzt vorgegeben wird. Die Unter- und Obergrenzen 315 bis 318 definieren ein Toleranzfenster. Für die Überwachung des Spannvorganges bzw. den kontrollierten Spannvorgang wird der sich zwischen der Zwischen- und endgültigen Spannposition zurückgelegte bzw. erstreckende Verfahr- und/oder Spannweg und die Spannkraft bezogen auf den Verfahr- und/oder Spannweg aufgezeichnet.
- Durch die Relativbewegung der Spannwerkzeuge 201a, 201b wird nachdem die Anschlagflächen 217a, 217b gegen die Stirn- bzw. Anlageflächen 10 vom Teil 1 anliegen, der Teil 1 geringfügig vorgespannt, infolge dessen die Spannkraft ansteigt.
- Wie bereits oben beschrieben, ist nun mit dem erfindungemäßen Verfahren ein Überprüfen eines Qualitätsmerkmales, insbesondere der Maßhaltigkeit des Teiles 1, möglich. So kann nun festgestellt werden, ob seine Länge 267 innerhalb vorgegebener Toleranzen gefertigt wurde. Beispielsweise sind abhängig vom Fügeverfahren die Toleranzgrenzen +/- 0,2 mm. Übersteigt die Länge 267 des ersten Teiles 1 die untere oder obere Toleranzgrenze, kann die Gesamtgenauigkeit der herzustellenden Baugruppe 122, 147 nicht mehr sichergestellt werden und muss dieser unzureichend genaue Teil 1 als Schlechtteil aus dem Fertigungsprozess ausgeschleust werden, wie zu den Diagrammen aus
Fig. 21 und22 näher erläutert. -
Fig. 20 zeigt die Auswertung der Spannkraft und der Verfahr- und Spannwege von einem Teil 1, dessen Qualitätsmerkmal, insbesondere die Maßhaltigkeit innerhalb vorgegebener Toleranzgrenzen, erfällt ist. Wie aus dem Diagramm erkennbar, wird die Spannkraft 320 auf den Teil 1 und die Verstellgeschwindigkeit 321 des Spannwerkzeuges 201b über den Verfahr- und Spannweg zwischen der Zwischen- und Spannposition ausgewertet. Vorzugsweise wird die während der Verstellung des Spannwerkzeuges 201b zwischen der Zwischen- und Spannposition auftretende Reibkraft 322 aus dem ausgeübten Drehmoment bzw. Motorstrom des Elektromotors 188b für diese Spanneinrichtung 194b während dem Spannvorgang erfasst. Die Reibkraft 322 wird an der vertikalen, strichlierten Linie in die Steuereinrichtung 36 als Betrag eingelesen und von dieser automatisch die Unter- und Obergrenze 315, 316 des Sollwertes für die Spannkraft mit dem Betrag der Reibkraft 322 beaufschlagt. - Wird das Spannwerkzeug 201b von der Zwischen- in die Spannposition verfahren, treffen die Anschlagflächen 217a, 217b an den Anlageflächen 10 des Teiles 1 auf und steigt infolge der zunehmenden Vorspannung im Teil 1 die Spannkraft an. Auf dem Verfahrweg von der Zwischenposition bis zur Anlagefläche 10 bzw. zum Spannbeginn des Teiles 1 wird nur die beim Verfahren des Spannwerkzeuges 201b vom Linearantrieb 184b zu überwindende Reibkraft erfasst. Gleichzeitig wird die Verfahrgeschwindigkeit des Spannwerkzeuges 201b bzw. der Spanneinrichtung 194b ausgewertet. Wie ersichtlich, wird das Spannwerkzeug 201b aus der Zwischenposition heraus kurzzeitig beschleunigt und danach mit zunehmend ansteigender Spannkraft vom Geschwindigkeitsmaximum bis auf ein Geschwindigkeitsminimum geregelt abgebremst. Das Geschwindigkeitsminimum beträgt 0 mm/sec. Die Geschwindigkeitsregelung erfolgt mittels an sich bekannter Regelungen.
- Der Teil 1 wird als "Gutteil" ausgewertet und das zumindest eine Spannwerkzeug 201 b in seiner Spannbewegung angehalten, sofern der Istwert des zurückgelegten Verfahr- und Spannweges vom aus der Zwischen- in die Spannposition verstellten Spannwerkzeuges 201b und der Istwert der Spannkraft auf den Teil 1 innerhalb des Toleranzfensters liegen. Mit anderen Worten, müssen in der Spannposition des Teiles 1, daher wenn dieser positioniert, gespannt und fixiert ist, die Spannwerkzeuge 201a, 201b soweit aufeinander zugestellt sein, dass eine Vorspannung im Teil 1 aufgebaut wird und dabei der Istwert der Spannkraft zwischen der Unter- und Obergrenze 315, 316 liegt.
- Nachdem der Teil 1 den Qualitätsanforderungen entspricht und von der Steuereinrichtung 36 als "Gutteil" verifiziert wurde, wird der Teil 1 in seiner Spannposition 272 mittels den Anpresselementen 230a, 230b fixiert, die Spanneinheit 115, insbesondere zumindest eine der Spanneinrichtungen 195a, 195b von der Steuereinrichtung 36 angesteuert und der Spannvorgang als auch eine Überprüfung eines Qualitätsmerkmals, insbesondere die Maßhaltigkeit des zweiten Teiles 2 gestartet. Demnach wird der erste Teil 1 nur dann einem weiteren Arbeitsprozess bereitgestellt, wenn dieser auch die Qualitätsanforderungen erfüllt. Der Teil 1 und die Spannwerkzeuge 201a, 201b werden in der Zwischenzeit in seiner Spannposition unverändert gehalten.
- Zunächst wird der Teil 2 mittels der zweiten Höhenpositioniervorrichtungen in die Bereitstellungsposition 270' zwischen zwei zusammenwirkende Spannwerkzeugen 255a, 255b positioniert. Danach werden die Spannwerkzeuge 255a, 255b aus ihren Ausgangspositionen in die Zwischenpositionen verfahren und in diesen kurz angehalten. Darauffolgend wird zumindest eines der Spannwerkzeuge 255b von der Zwischen- in die Spannposition verfahren. Treffen die Anschlagflächen 269a, 269b an den Anlageflächen 12 des Teiles 2 auf und steigt infolge der zunehmenden Vorspannung im Teil 2 die Spannkraft an. Die Geschwindigkeitsregelung erfolgt auf gleicher Basis wie oben beschrieben. Der Teil 2 wird als "Gutteil" ausgewertet und das zumindest eine Spannwerkzeug 255b in seiner Spannbewegung angehalten, sofern der Istwert des zurückgelegten Verfahr- und Spannweges vom aus der Zwischen- in die Spannposition verstellten Spannwerkzeuges 255b und der Istwert der Spannkraft auf den Teil 2 innerhalb des Toleranzfensters liegen. Während der Verstellbewegung des Spannwerkzeuges 255b wird der zweite Teil 2 gegenüber dem ersten Teil 1 in zumindest eine Raumrichtung, insbesondere in Richtung deren Längserstreckung positioniert.
- Vorzugsweise werden die Teile 1, 2 mittig zueinander ausgerichtet, daher verlaufen die quer zur Verstellrichtung - gemäß den in
Fig. 18a eingetragenen Doppelpfeil 323 - zumindest eines Spannwerkzeuges 255b verlaufenden Mittelachsen der Teile 1, 2 deckungsgleich. Sind beide Spannwerkzeuge 201a, 201b, 255a, 255b der Spanneinheiten 194a, 194b, 195a, 195b relativ zueinander verstellbar, werden die Teile 1, 2 alleinig auf Grund der synchronen Zustellbewegung derselben mittig zueinander gespannt. Dadurch ist es möglich, dass die Fertigungstoleranzen der Teile 1, 2 in Verstellrichtung - gemäß Doppelpfeil 323 - so aufgeteilt werden, dass der Fügespalt 27a, 27b auf beiden gegenüberliegenden Seiten - wie inFig. 2 für eine Seite der Baugruppe eingetragen - auf ein zulässiges Maß gleich eingestellt wird. Liegt dieses Maß innerhalb der durch den Fokus des Laserstrahls vorgegebenen Abmessung von etwa 0,3 mm bis 0,6 mm, wird der zweite Teil 2 beim Positionier- und Spannvorgang als "Gutteil" ausgewertet. Würde hingegen nur auf einer Seite der Fügespalt 27a eingestellt, wäre dieser unzulässig breit, der zweite Teil 2 beim Positionier- und Spannvorgang als "Schlechtteil" ausgewertet, sodass ein Fügen, insbesondere Laserschweißen, nicht mit einer entsprechenden Qualitätsgüte erfolgen könnte. In der Praxis hat sich gezeigt, dass die Spannwerkzeuge 201a, 201b, 255a, 255b der Spanneinheiten 194a, 194b, 195a, 195b synchron aufeinander zugestellt werden sollen, wenn mit höheren Fertigungstoleranzen des(r) Teile(s) 1, 2 gerechnet werden muss. Auf diese Weise können nun auch Teile 1, 2 minderwertigerer Qualität verwendet werden, ohne Einbuße der Gesamtgenauigkeit an der Baugruppe 122, 147. - Erst nachdem auch der zweite Teil 2 als "Gutteil" ausgewertet und freigegeben wurde, werden die beiden Teile 1, 2 miteinander gefügt. Dies hat den Vorteil, dass ausschließlich Teile 1, 2 miteinander gefügt werden, die den Qualitätsmerkmalen entsprechen, insbesondere die Maßhaltigkeit einhalten, und eine Baugruppe 122 geschaffen wird, die höchsten Anforderungen an die Fertigungsgenauigkeit gerecht wird.
- Dabei ist von Vorteil, wenn das Fügen der Teile 1, 2 mittels Laser- oder Plasmaschweißen erfolgt, da einerseits ein guter Kompromiss zwischen flexibler Fertigung und andererseits hoher Fertigungsgenauigkeit getroffen werden kann. Der beim Laser- oder Plasmaschweißen wärmebedingte Verzug infolge Schweißspannung ist nahezu vernachlässigbar gering und die hohen Anforderungen an die Maßhaltigkeit können eingehalten werden. Von Vorteil ist aber auch, wenn das Fügen durch Kleben erfolgt, wodurch die Maßgenauigkeit in noch engeren Toleranzgrenzen eingehalten werden kann.
- Nachdem die Teile 1, 2 miteinander gefügt wurden, wird diese gefügte Baugruppe 122 wiederum auf einen Teiletransportträger 48 abgesetzt und mittels diesen aus der Fügestation 43 abtransportiert und gegebenenfalls einer weiteren Fügestation 128 zugeführt.
- Andererseits wird das Spannwerkzeug 201b in seiner Spannbewegung angehalten und der Teil 1 aus dem aktuellen Arbeitsprozess als Schlechtteil ausgewertet, sofern der Istwert des zurückgelegten Verfahr- und Spannweges vom aus der Zwischen- in die Spannposition verstellten Spannwerkzeuges 201b und/oder der Istwert für die Spannkraft auf den Teil 1 außerhalb des vorgegebenen Toleranzfensters liegt(en), wie dies in den
Fig. 21 undFig. 22 dargestellt ist. GemäßFig. 21 ist erkennbar, dass der Teil 1 nicht der geforderten Maßhaltigkeit entspricht und das Mindestmaß unterschreitet, daher zu kurz ist. Demnach müsste das Spannwerkzeuges 201b bis weit über die Obergrenze 318 des Verfahr- und Spannweges verfahren, um den Sollwert für die Spannkraft auf den Teil 1 zu erreichen. - Da zweckmäßig in Abhängigkeit vom Kraftanstieg die Verfahrgeschwindigkeit des Spannwerkzeuges 201 b geregelt, insbesondere nur mit zunehmenden Kraftanstieg die Verfahrgeschwindigkeit des Spannwerkzeuges 201b zunehmend verringert wird, ergibt sich der Vorteil, dass die Verfahrgeschwindigkeit des Spannwerkzeuges 201 b über einen weiten Bereich des Verfahr- und Spannweges nur um einen geringen Wert in Bezug auf das Geschwindigkeitsmaximum reduziert wird. Die Spannkraft ist über einen weiten Bereich des Verfahr- und Spannweges annähernd konstant, weshalb auch die Verfahrgeschwindigkeit des Spannwerkzeuges 201b über diesen Bereich annähernd konstant gehalten wird. Erst nachdem durch die Regelung festgestellt wird, dass der Sollwert des Verfahr- und Spannweges und/oder der Spannkraft außerhalb des Toleranzfensters liegen wird, wird das Spannwerkzeug 201b geregelt verzögert und angehalten.
- Ist hingegen der Teil 1 zu lang, gemäß der Darstellung in
Fig. 22 , daher entspricht er nicht der geforderten Maßhaltigkeit und wird das Höchstmaß überschritten, erreicht die Spannkraft noch vor dem Erreichen der Untergrenze 317 für den Verfahr- und Spannweges ihren Sollwert. Da die Spannkraft nun übermäßig stark ansteigt, wird gleichzeitig die geregelte Verfahrgeschwindigkeit des Spannwerkzeuges 201b stark reduziert. - Nachdem der Teil 1 den Qualitätsanforderungen nicht entspricht und von der Steuereinrichtung 36 als "Schlechtteil" verifiziert wurde, wird der Spannvorgang beendet und dieser Teil 1 aus dem aktuellen Arbeitsprozess ausgeschleust. Dazu wird vorerst das Spannwerkzeug 201b entgegen der Spannbewegung aus der Spann- in die Zwischen- oder Ausgangsposition zurückgestellt. Mit abnehmender Spannkraft wird die Verfahrgeschwindigkeit des Spannwerkzeuges 201b zunehmend bis auf das Geschwindigkeitsmaximum erhöht. Da sämtliche Bewegungen des Spannwerkzeuges 201b mit optimierten Verfahrgeschwindigkeiten von statten gehen, wird die Fügestation 43, 128 nur für eine kurze Zeitdauer blockiert.
- Wesentlich ist, dass für jedes der zwischen der Zwischen- und Spannposition verfahrenden Spannwerkzeuge 201b, 269b ein Soll-Istwert-Vergleich der Verfahr- und Spannwege sowie Spannkräfte in der Auswerteeinheit 38 (siehe
Fig. 3 ) durchgeführt wird und anhand dessen die Verifizierung zwischen "Gutteil" und "Schlechtteil" erfolgt. - In den gemeinsam beschriebenen
Fig. 23 bis 25 ist eine andere Ausführung einer Baugruppe in unterschiedlichen Ansichten gezeigt, die mit der erfindungsgemäßen Fertigungsanlage mit einer anderen Ausführung von Spanneinheiten des Spannsystems bzw. nach dem erfindungsgemäßen Verfahren hergestellt wird. Diese Baugruppe besteht aus zumindest zwei profilartigen Teilen 330, 331, die nach diesem Ausführungsbeispiel ineinander geführt und über Einformungen 332, 333 zueinander verdrehgesichert angeordnet sind. Die Teile 330, 331 sind vorzugsweise aus einem Umformteil, insbesondere Stanz- und Biegeteil oder Massivumformteil hergestellt. Der äußere Teil 330 weist auf seiner Innenseite einander zugewandte Führungsflächen auf, die zumindest abschnittsweise durch die Innenkontur des Teiles 330 gebildet sind und zwischen denen der innere Teil 331 aufgenommen ist. Der innere Teil 331 bildet an seiner Außenseite zumindest abschnittsweise Führungsflächen aus, die durch die Außenkontur des Teiles 331 gebildet sind und den Führungsflächen des äußeren Teiles 330 zugewandt sind. - Die Teile 330, 331 werden zunächst jeweils in eine in
Fig. 23 dargestellte Bereitstellungsposition zwischen zusammenwirkende Spannwerkzeuge 334a, 334b von nur schematisch angedeuteten Spanneinrichtungen 335a, 335b einer Spanneinheit 336 verbracht und danach in oben beschriebener Weise mittels wenigstens einem aus einer Zwischenposition in eine Spannposition verstellbaren Spannwerkzeug 334a; 334b gespannt. Zuvor werden beide Spannwerkzeuge 334a, 334b in die Zwischenposition, wie inFig. 23 dargestellt, verfahren und in diesen gegebenenfalls angehalten. Das Spannwerkzeug 334b verharrt nach diesem Ausführungsbeispiel in der, der Spannposition entsprechenden Zwischenposition, während das Spannwerkzeug 334a aus der Zwischenposition in die Spannposition bewegt und gegen den Teil 330 mit entgegengerichteten Spannkräften bzw. Spannkraftkomponenten - gemäß den Pfeilen 338 - angepresst wird. Andererseits können auch beide Spannwerkzeuge 334a, 334b jeweils aus deren Zwischenposition in die Spannposition synchron aufeinander zugestellt werden. Die beschriebenen Spanneinrichtungen 335a, 335b umfassen Antriebseinheiten 337a, 337b, die als Linearantriebe mit jeweils einem das Spannwerkzeug 334a, 334b lagernden Schlitten (nicht dargestellt) ausgebildet sind. Der Schlitten bildet die Rüstplattform aus. - Auch nach dieser Ausführung wird der Istwert der Spannkraft auf den Teil 330 und/oder zurückgelegtes Verfahr- und Spannweges vom aus der Zwischen- in die Spannposition zu verstellenden Spannwerkzeug 334a; 334b erfasst und einer elektronischen Auswerteeinheit übermittelt, sodann in dieser ein Soll-Istwert-Vergleich der Spannkraft und/oder oder vom Verfahr- und Spannweg durchgeführt, wie dies bereits oben hinlänglich beschrieben wurde.
- Der Sollwert der Spannkraft und/oder des Verfahr- und Spannweges des(r) Spannwerkzeuge(s) 334a; 334b wird dabei so festgelegt, dass der innerhalb des äußeren Teiles 330 angeordnete, innere Teil 331 elastisch und/oder plastisch verformt wird.
- Der äußere Teil 330 wird mittels dem(n) Spannwerkzeug(en) 334a; 334b solange entgegen der Wirkung der elastischen Rückstellkraft vom inneren Teil 331 verformt bzw. bewegt, bis der Istwert der Spannkraft und/oder des Verfahr- und Spannweges dem Sollwert der Spannkraft und/oder des Verfahr- und Spannweges entspricht. Dabei kommen die korrespondierenden Führungsflächen der Teile 330, 331 zur flächigen Anlage. Nachdem der Istwert den Sollwert erreicht hat und der innere Teil (331) über den äußeren Teil (330) vorgespannt ist, wird der äußere Teil 330 im Bereich seiner sich überlappenden Längsränder (Fügestelle) zumindest in Teilabschnitten miteinander gefügt, insbesondere mittels Laser-, Elektronenstrahl- oder Plasmaschweißen verschweißt oder verklebt, wie in den
Fig. 24 und 25 eingetragen. Die Fügeeinrichtung, insbesondere ein Strahlschweißkopf 339, ist inFig. 24 schematisch angedeutet. Zweckmäßig ist der Elastizitätsmodul vom inneren Teil 331 kleiner als der des äußeren Teiles 330. Beispielsweise kann der äußere Teil 330 geringfügig plastisch und der innere Teil 331 rein elastisch verformt werden. Eine solche Baugruppe kann beispielsweise als teleskopierbare Lenkwelle für ein Kraftfahrzeug eingesetzt werden. - In den gemeinsam beschriebenen
Fig. 26 bis 29 ist eine andere Ausführung einer Baugruppe dargestellt, die mit der erfindungsgemäßen Fertigungsanlage mit einer anderen Ausführung von Spanneinheiten des Spannsystems bzw. nach dem erfindungsgemäßen Verfahren hergestellt wird. Diese Baugruppe besteht aus drei Teilen, den beiden äußeren Teilen 340, 341 und einem zwischen diesen gelagerten, mittleren Teil 342. Die äußeren Teile 340, 341 sind in einer zu deren Längserstreckung senkrechten Ebene, im wesentlichen U-förmig ausgebildet und weisen im Abstand voneinander angeordnete, parallele Schenkel 343, 344 und eine diese verbindende Basis 345, 346 auf. Die Schenkeln 343, 344 der äußeren Teile-340, 341 sind aufeinander zugerichtet. Dabei können die Schenkeln 343, 344 der Teile 340, 341, wie in denFig. 26 bis 28 dargestellt, an Fügestellen 347a, 347b einander überlappend angeordnet sein, sodass gegenüberliegende Stirnkanten 348, 349 der U-Teile 340, 341 im Abstand voneinander angeordnet oder die Stirnkanten 348, 349 aufeinander zugerichtet und gegeneinander angelegt sind. Die Teile 340, 341, 342 sind aus Metall und/oder Kunststoff auf Maß hergestellt. Aufgrund von Fertigungstoleranzen ist jedoch vielfach die Maßhaltigkeit der einzelnen Teile 340 bis 342 unzureichend und die Endqualität der Baugruppe nicht zufriedenstellend. - Ist nun gefordert, dass der mittlere Teile 342 unter Krafteinwirkung, insbesondere ab einer definierten Lösekraft, gegenüber die äußeren Teile 340, 341 in Richtung der Längserstreckung der Baugruppe verschoben werden kann, wird ein reproduzierbares Verhalten der Loslöskraft dadurch erreicht, dass der mittlere Teil 342 zwischen den beiden äußeren Teilen 340, 341 vorgespannt ist, insbesondere der mittlere Teil 342 elastisch und/oder plastisch verformt wird. Eine solche Baugruppe kann beispielsweise als sogenannte Blockiervorrichtung einer Diebstahlsicherung oder Crashvorrichtung an einer Lenkwelle eines Kraftfahrzeuges oder eine Überlastsicherung an einer Fügeverbindung, insbesondere als Rutschkupplung, eingesetzt werden. Der mittlere Teil 342 ist zwischen den beiden äußeren Teilen 340, 341 reibschlüssig gelagert. Übersteigt die Loslöskraft die maximal zulässige Reibkraft, wird der Reibschluss gelöst und der innere Teil 342 kann gegenüber den äußeren Teilen 340, 341 verschoben werden. Auf dem Verschiebeweg wird kinetische Energie abgebaut. Wird diese Baugruppe als Crashvorrichtung eingesetzt, kann auf dem Verschieb beweg die auf das Fahrzeug einwirkende Aufprallenergie in einem Unfall abgebaut und die Verletzungsgefahr auf den Fahrzeuglenker reduziert werden.
- Die Teile 340, 341 sind vorzugsweise aus einem Blechumformteil hergestellt. Der innere Teil 342 bildet mit den miteinander gefügten, äußeren Teilen 340, 341 eine Presspassung aus. Die äußeren Teile 340, 341 weisen auf ihrer Innenseite zumindest abschnittsweise einander zugewandte Führungsflächen auf, die an der Basis 345,346 ausgebildet sind und zwischen denen der innere Teil 342 angeordnet ist. Der innere Teil 342 bildet an seiner Außenseite zumindest abschnittsweise Führungsflächen aus, die durch Abschnitte der Außenkontur des Teiles 342 gebildet sind und den Führungsflächen der äußeren Teile 340, 341 zugewandt sind. Der mittlere Teil ist an der Basis 345, 346 der Teile 340, 341 abgestützt. Der innere Teil 342 liegt zumindest bereichsweise mit seiner Außenkontur an der Innenkontur der äußeren Teile 340, 341 mit einer Vorspannkraft an. Die Vorspannkraft ist dabei so hoch gewählt, dass sie der maximal zulässigen Reibkraft entspricht. Vorzugsweise ist der Elastizitätsmodul vom inneren Teil 342 kleiner als der der äußeren Teile 340, 341. Im Nachfolgenden wird das Verfahren zur Herstellung dieser Baugruppe näher beschrieben.
- Die Teile 340 bis 342 werden vorzugsweise jeweils von einer Teilebereitstellung mittels mindestens einem Handhabungssystem entnommen und auf einen von mehreren Teiletransportträgern 48 in deren Lage zueinander orientiert und grob vorpositioniert abgelegt. Dazu kann, wie oben beschrieben, der Teiletransportträger 48 mit einem Positioniermittel 80 und einer der äußeren Teil 340, 341 mit einer Positionieröffnung 352 versehen werden. Diese Teile 340 bis 342 werden gemeinsam mittels dem Teiletransportträger 48 der Transporteinrichtung 46 der Fügestation 350 zugeführt und in dieser in einer Halteposition angehalten. Darauffolgend werden die Teile 340, 341 über zumindest ein Auflagerelement einer die Höhenpositioniervorrichtung aufweisenden Hebevorrichtung gemeinsam aus der Transportstellung am Teiletransportträger 48 in die gegenüber dieser ober- oder unterhalb liegende Bereitstellungsposition 270" zwischen zusammenwirkende Spanneinrichtungen 355a, 355b, 356a, 356b der Spanneinheiten 357, 358 bewegt, insbesondere abgehoben oder abgesenkt. Dazu wird das Spannwerkzeug 354a bzw. die Spanneinrichtung 355a mittels der nicht weiters dargestellten Antriebseinheit, insbesondere einem Linearantriebe, aus deren unterhalb der Transportstellung befindlichen Ausgangsposition (AP) in eine oberhalb der Transportstellung befindliche Zwischenposition (ZP) verstellt. Die übereinander angeordneten Spanneinrichtungen 355a, 355b weisen jeweils ein Spannwerkzeug 354a, 354b und eine Antriebseinheit auf sowie bilden die erste Spanneinheit 357. Das Auflagerelement der Hebevorrichtung 353 ist nach dieser Ausführung durch das untere Spannwerkzeug 354a der ersten Spanneinheit 357 gebildet.
- Die Spanneinrichtungen 355b, 356a, 356b bzw. Spannwerkzeuge 354b, 372a, 372b werden während der oder anschließend an die Verstellbewegung der Spanneinrichtung 355a bzw. des Spannwerkzeuges 354a mittels der nicht weiters dargestellten Antriebseinheiten, insbesondere Linearantriebe, aus deren Ausgangsposition (AP) in eine Zwischenposition (ZP) verstellt, wie in den Fig. in strichlierte Linien eingetragen.
- Gemäß den Fig. werden die Spannwerkzeuge 354a, 354b der Spanneinrichtungen 355a, 355b relativ zueinander verstellt bis deren Anschlagflächen 359a, 359b gegen die Teile 340, 341 anliegen, sodass die äußeren Teile 340, 341 aufeinander zugestellt, positioniert sowie der mittlere Teil 342 in einer ersten Raumrichtung vorgespannt wird. Die Relativverstellung der Spannwerkzeuge 354a, 354b der Spanneinrichtungen 355a, 355b führt dazu, dass die Teile 340, 341 entgegen der Wirkung der elastischen Rückstellkraft des Teiles 342 aufeinander zugestellt werden. Erreicht nun der Istwert der Spannkraft und/oder des Verfahr- und Spannweges den Sollwert der Spannkraft und/oder des Verfahr- und Spannweges, wird die Relativverstellung der Spannwerkzeuge 354a, 354b zueinander gestoppt. Die Teile 340, 341 werden dabei mit entgegengerichteten Spannkräften - gemäß den in
Fig. 27 eingetragenen Pfeilen 360 - beaufschlagt. Die Spannkräfte werden solange aufrecht erhalten, bis die Teile 340, 341 gefügt worden sind. Auf diese Weise werden die äußeren Teile 340, 341 jeweils in einer ersten Raumrichtung und zueinander positioniert sowie festgelegt. - Danach werden die Spannwerkzeuge 372a, 372b der Spanneinrichtungen 356a, 356b relativ zueinander verstellt bis Anschlagflächen 361a, 361b gegen die Teile 340, 341, insbesondere die Schenkel 343 anliegen, sodass die äußeren Teile 340, 341 jeweils in einer zweiten Raumrichtung positioniert und in eine im Raum vorgegebene Spannposition 362 bewegt sowie gegebenenfalls der mittlere Teil 342 auch in der zweiten Raumrichtung vorgespannt wird. Die Teile 340, 341 werden dabei mit entgegengerichteten Spannkräften - gemäß in
Fig. 27 eingetragenen Pfeilen 364 - beaufschlagt - Wie in den
Fig. 28 und29 in strichpunktierten Linien eingetragen, können zumindest die äußeren Teile 340, 341, bevor sie miteinander gefügt werden, über weitere Spanneinrichtungen 370a, 370b einer dritten Spanneinheit 371 in Richtung deren Längserstreckung positioniert und die Qualitätsmerkmale, insbesondere die Maßhaltigkeit, in oben beschriebener Weise erfasst und ausgewertet werden. Die Spanneinrichtungen 370a, 370b, wie sie oben zuFig. 14 ,14a beschrieben wurde, weisen jeweils ein Spannwerkzeug 369a, 369b und eine(n) Antriebseinheit bzw. Linearantrieb auf. - Wie bereits beschrieben, können die Spannwerkzeuge 354a, 354b, 372a, 372b; 369a, 369b der ersten, zweiten als auch der dritten Spanneinheit 357, 358; 371 jeweils von der Zwischenposition (ZP) in die Spannposition (SP) synchron verfahren, indem die Elektromotoren der Antriebseinheiten elektrisch gekoppelt werden. Andererseits kann auch nur eines der Spannwerkzeuge 354a, 354b, 372a, 372b; 369a, 369b der ersten, zweiten als auch der dritten Spanneinheit 357, 358; 371 jeweils von der Zwischenposition (ZP) in die Spannposition (SP) verfahren und auf das stillstehende Spannwerkzeug 354a, 354b, 372a, 372b; 369a, 369b zugestellt werden. Die Zwischenposition (ZP) entspricht dann der Spannposition (SP).
- Der Positionier- und Spannvorgang erfolgt nach oben beschriebener Weise durch Erfassen der Istwerte für Spannkraft und/oder Verfahr- und Spannweg und durch Soll-Istwert-Vergleich der Spannkraft und/oder des Verfahr- und/oder Spannweges für die aus der Zwischenposition (ZP) in die Spannposition (SP) verfahrenden Spannwerkzeuge 354a, 354b, 372a, 372b; 369a, 369b jeder Spanneinheit 357, 358; 371. Die Sollwerte für die Spannkraft und/oder Verfahr- und Spannweg ergibt sich aus der Vorgabe der Loslöskraft und wird beispielsweise empirisch aus Versuchen ermittelt, aus Erfahrungswerten gewonnen oder errechnet.
- Sind nun die Spannkräfte und/oder die Verfahr- und Spannwege der Spannwerkzeuge 354a, 354b, 372a, 372b; 369a, 369b jeder Spanneinheit 357, 358; 371 innerhalb des oben beschriebenen Toleranzfensters, werden die Spannkräfte auf die Teile 340, 341 noch so lange aufrecht gehalten, bis die Teile 340, 341 an den Fügestellen 347a, 347b zumindest bereichsweise miteinander gefügt wurden. Das Toleranzfenster für die Spannkraft und/oder den Verfahr- und Spannweg eines jeden Spannwerkzeuges 354a, 354b, 372a, 372b; 369a, 369b werden vorzugsweise empirisch ermittelt, sodass die Loslöskraft zuverlässig eingestellt ist.
- Zum besseren Verständnis des Aufbaus des die Spanneinheiten 357, 358; 371 umfassenden Spannsystems 351, ist dieses in
Fig. 29 schematisch gezeigt. - Die nebeneinander angeordneten Spanneinrichtungen 356a, 356b weisen jeweils eine Antriebseinheit und drei über die Antriebseinheit verstellbare Spannwerkzeuge 372a, 372b auf, die über einen gemeinsamen Tragrahmen 373a, 373b an der durch einen Schlitten 374a, 374b des Linearantriebes der Antriebseinheit 375a, 375b gebildeten Rüstplattform befestigt sind. Der Tragrahmen 373a, 373b ist ausgebildet wie in den
Fig. 14 ,14a und weist die zwei Tragwände und eine Montageplatte auf. Die Spanneinrichtungen 356a, 356b bilden die zweite Spanneinheit 358. - Die zusammenwirkenden Spanneinrichtungen 356a, 356b sind auf einer etwa U-förmigen Befestigungsplatte 376 in Vorschubrichtung - gemäß Pfeil 65 - hintereinander angeordnet. Diese Befestigungsplatte 376 ist auf einem Schlitten 377 eines als Zustellachse 378 ausgebildeten Linearantriebes mit elektronisch geregelten Elektromotor 379 gelagert. Mittels der Zustellachse 378 können nun die zusammenwirkenden Spanneinrichtungen 356a, 356b der zweiten Spanneinheit 358 gemeinsam verstellt werden. Währenddem die Teiletransportträger 48 der Transporteinrichtung 46 getaktet fortbewegt werden, sind die Spanneinrichtungen 356a, 356b in einer Vorposition seitlich zur Transporteinrichtung 46 positioniert. Während dem Stillstand zumindest des in die Halteposition eingefahrenen Teiletransportträgers 48, werden die Spannwerkzeuge 372a, 372b der Spanneinrichtungen 356a, 356b jeweils in eine Ausgangsposition verbracht.
- Wie weiters in
Fig. 29 eingetragen, ist an der Befestigungsplatte 376 gegebenenfalls die Spanneinrichtung 370b der dritten Spanneinheit 371 montiert. Die Spanneinrichtung 370a ist seitlich zur Transporteinrichtung 46 auf einer nicht dargestellten Montageplatte eines Grundrahmens der Fügestation befestigt und weisen jeweils die Spannwerkzeuge 369a, 369b auf. - Die Spanneinrichtungen 355a, 355b der ersten Spanneinheit 357 sind am Grundrahmen der Fügestation gelagert.
- Andererseits ist es aber auch möglich, dass die Spanneinrichtungen 356a, 356b; 370a, 370b der zweiten und/oder dritten Spanneinheit 338; 371 durch Anpressvorrichtungen und die Spannwerkzeuge 372a, 372b durch Anpresselemente gebildet sind, die zwischen einer Ruheposition und einer Anpressposition verstellbar sind, wobei in der Anpressposition die Schenkel 343, 344 der Teile 340, 341 gegen Abschnitte des Außenumfangs des inneren Teiles 342 angedrückt werden, ohne dass dabei eine Auswertung einer Spannkraft auf die Teile 340 bis 342 und/oder eines Verfahr- und Spannweges erfolgt.
- Vorzugsweise werden die Teile 340 bis 342 bereits als Teilegruppe in der Teilebereitstellung in eine Übergabeposition zugeführt und von dieser über ein Handhabungssystem an eine Übernahmeposition der Transporteinrichtung 46 übergeben. Die in der Lage orientierte Teilegruppe wird in der Halteposition vom Teiletransportträger 48 mittels einer Höhenpositioniervorrichtung abgehoben.
- Werden allerdings die Teile 340 bis 342 aufeinanderfolgend und/oder gruppenweise der Fügestation zugeführt, sind für die aus den Teilen 341, 342 bestehende Teilegruppe eine erste Höhenpositioniervorrichtung und für den Teil 340 eine zweite Höhenpositioniervorrichtung vorgesehen. Beispielsweise ist die zweite Höhenpositioniervorrichtung durch ein Handhabungssystem mit einem Greifer gebildet, welcher von der Teilebereitstellung den Teil 340 entnimmt und auf die in der Halteposition befindliche Teilegruppe abgesetzt wird. Darauffolgend erfolgt der Positionier- und Spannvorgang mittels des Spannsystems 351.
- In
Fig. 30 ist eine andere Ausführung einer Baugruppe, insbesondere eine Gelenkverbindung, bestehend aus drei Teilen 381 bis 383gezeigt. Die Teile 381, 382 sind durch eine erste und zweite Gelenkstange gebildet. Der dritte Teil 383 ist durch einen Lagerbolzen gebildet, der einen konischen Kopf und einen mit diesem verbundenen zylindrischen Schaft umfasst. Der Kopf wird in eine konische Aufnahme in der ersten Gelenkstange eingesetzt. - Damit die Teile 381, 382 der Gelenkverbindung möglichst leichtgängig gegeneinander verschwenkt werden können, sind die Teile 381, 382 nicht gegeneinander vorgespannt, sondern so miteinander verbunden werden, dass ein Spiel 384 bzw. ein Abstandsmaß zwischen den Teilen 381, 382 eingestellt ist. Das Spiel 380 kann auf Null oder so eingestellt werden, dass dieses einen kleinen Spalt im Ausmaß von einigen wenigen Zehntel Millimeter ausbildet. Das Spiel 383 wird über den Lagerbolzen eingestellt.
- Im Nachfolgenden wird nur auf den Positionier- und Spannvorgang der Teile 381 bis 383 eingegangen, da die unterschiedlichen Möglichkeiten für den Transport derselben oben bereits ausführlich beschrieben wurden.
- In gezeigter Fig. befinden sich die Teile 381 bis 383 bereits in der Bereitstellungsposition zwischen Spannwerkzeugen 385a, 385b von zusammenwirkenden Spanneinrichtungen 386a, 386b, die jeweils mittels nicht dargestellter Antriebseinheiten bzw. Linearantriebe aus der Ausgangsposition (AP) in die Zwischenposition (ZP) verfahren werden. In die Spannposition (SP) kann wiederum nur eines der Spannwerkzeuge 385a, 385b oder können beide Spannwerkzeuge 385a, 385b synchron zueinander verfahren. Im Nachfolgenden wird davon ausgegangen, dass sich die Spannwerkzeugen 385a, 385b bereits in der Zwischenposition (ZP) befinden und zumindest eines davon in die Spannposition (SP) bewegt wird. Nach gezeigter Ausführung wirken die Spannwerkzeuge 385a, 385b auf den Lagerbolzen ein.
- Zunächst werden in der Bereitstellungsposition die Teile 381, 382 in deren Orientierung zueinander ausgerichtet und beispielsweise der Teil 382 fixiert gehalten, worauf der Lagerbolzen mittels dem Spannwerkzeug 385a axial verstellt wird, wobei der Istwert des Verfahrweges ermittelt und der Auswerteeinheit 38 eingegeben wird, in der ein Soll- Istwert-Vergleich des Verfahrweges durchgeführt wird. Erreicht der Istwert den Sollwert des Verfahrweges, sind die Teile 381 bis 383 in deren Spannposition und so zueinander positioniert sowie gehalten, dass das Spiel 384 zwischen den Teilen 381, 382 eingestellt ist. Das verfahrende Spannwerkzeug 385a wird in der Spannposition (SP) positioniert gehalten und danach der Schaft vom Lagerbolzen und der Teil 382 gefügt.
- In einer anderen Ausführung, werden in der Bereitstellungsposition die Teile 381, 382 in deren Orientierung zueinander ausgerichtet und beispielsweise der Teil 382 fixiert gehalten, worauf der Lagerbolzen mittels dem Spannwerkzeug 385a axial verstellt und der Teil 381 auf den Teil 382 zugestellt sowie gegen diesen kurz angepresst wird, worauf das Spannwerkzeug 385a in entgegengesetzte Richtung in eine Spannposition (SP) bzw. soweit verstellt wird, dass das Spiel 384 zwischen den Teilen 381, 382 eingestellt ist. Hierzu ist neben dem Spannwerkzeug 385a noch ein diesem gegenüberliegendes, zweites Spannwerkzeug 385b, wie in strichlierte Linien eingetragen, erforderlich. Der Lagerbolzen ist zwischen einander zugewandten Anschlagflächen der Spannwerkzeuge 385a, 385b aufgenommen. Von den Spannwerkzeugen 385a, 385b wird der Istwert des Verfahr- und/oder Spannweges laufend ermittelt und mit dem vorgegebenen Sollwert des Verfahr- und/oder Spannweges verglichen sowie der Soll-Istwert-Vergleich ausgewertet. Erreichen die Spannwerkzeuge 385a, 385b jeweils den vorgegebenen Sollwert für den Verfahr- und/oder Spannweg, ist das Spiel 384 eingestellt. Nachdem das Spiel 384 bzw. Maß eingestellt wurde, werden die Teile 382, 383 gefügt.
- In einer weiteren Ausführung, wird der Lagerbolzen mittels des Spannwerkzeuges 385a axial verstellt und der Teil 381 auf den Teil 382 zugestellt sowie gegen diesen mit einer Spannkraft angepresst wird. Wie in strichlierte Linien eingetragen, wirkt auf den Lagerbolzen ein zweites Spannwerkzeug 385b ein. Vom ersten und/oder zweiten Spannwerkzeug 385a; 385b wird der Istwert der Spannkraft laufend erfasst und der Auswerteeinheit 38 übermittelt. Erreicht der Istwert der Spannkraft eine vordefinierte Setzkraft, wird das verfahrende Spannwerkzeug 385a; 385b angehalten und danach in entgegengesetzter Richtung in eine Spannposition (SP) bewegt. Dabei wird das Spannwerkzeug 385a; 385b soweit verstellt, dass der Istwert der Spannkraft einen Sollwert der Spannkraft erreicht, der gegenüber die Setzkraft kleiner und so ausgelegt ist, dass die Teile 381 bis 383 noch ausreichend gegeneinander abgestützt sind und nicht auseinander fallen. Liegt nun der Istwert der Spannkraft innerhalb der oben beschriebenen Unter- und Obergrenze 315, 316 der Spannkraft, ist das Spiel 384 auf Null eingestellt. Die Teile 381 bis 383 sind in diesem Zustand bzw. in der Spannposition (SP) im wesentlichen entspannt und kraftfrei.
- Soll hingegen ein Spiel 384 von einigen Hunderstel Millimeter, beispielsweise 0,05 mm, eingestellt werden, wird vom ersten und/oder zweiten Spannwerkzeug 385a; 385b der Istwert der Spannkraft sowie Verfahr- und Spannweg laufend erfasst und der Auswerteeinheit übermittelt. Erreicht der Istwert der Spannkraft eine vordefinierte Setzkraft, wird das verfahrende Spannwerkzeug 385a; 385b angehalten und danach in entgegengesetzter Richtung in eine Spannposition (SP) bewegt. Dabei wird das Spannwerkzeug 385a; 385b soweit verstellt, dass der Istwert der Spannkraft einen Sollwert der Spannkraft erreicht, der gegenüber die Setzkraft kleiner und so ausgelegt ist, dass die Teile 381 bis 383 noch ausreichend gegeneinander abgestützt sind, aber im wesentlichen entspannt sind. Danach wird das gewünschtes Spiel 384 eingestellt. Dazu wird, wenn der Sollwert der Spannkraft erreicht wurde, der Istwert des Verfahr- und Spannweges erfasst. Das erste und/oder zweite Spannwerkzeug 385a; 385b wird nun um einen dem Spiel 384 entsprechenden Verfahr- und Spannweg in die Spannposition (SP) verstellt und die Teile 381, 382 auseinander bewegt. Wird der Sollwert des Verfahr- und Spannweges erreicht, wird das erste und/oder zweite Spannwerkzeug 385a; 385b in der Spannposition (SP) gehalten, solange bis die Teile 382, 383 miteinander gefügt sind.
- Letztere Ausführungen haben sich von Vorteil erwiesen, da aus fertigungstechnischen Gründen die Teile 381 bis 383 üblicherweise geringfügige Oberflächenrauhigkeiten aufweisen und durch das gegenseitige Anpressen der Teile 381 bis 383 die zusammengepressten Flächenabschnitte plastisch verformt werden, wie dies dem Fachmann unter dem Begriff "Setzen" bekannt ist. Auf diese Weise kann nun auch ein Spiel 384 von Null Millimeter exakt eingestellt und auch im Betrieb der Gelenkverbindung beibehalten werden.
- Wie nicht weiters dargestellt, besteht auch die Möglichkeit, dass zur Einstellung eines Maßes zwischen zwei Teilen ein Abstandhalter, beispielsweise eine Fühllehre, verwendet wird. Dieser wird gemäß der Ausführung in
Fig. 30 zwischen den Teilen 381, 382 über die Zeitdauer des Spann- und Fügevorganges angeordnet und besitzt eine gegenüber dem Material der Teile 381, 382 wesentlich höhere Festigkeit. Nach diesem Ausführungsbeispiel werden zunächst in der Bereitstellungsposition die Teile 381, 382 in deren Orientierung zueinander ausgerichtet und beispielsweise der Teil 382 fixiert gehalten sowie der Abstandhalter zwischen den Teilen 381, 382 eingebracht. Darauffolgend wird zumindest eines der Spannwerkzeuge 386a, 386b gegen den Teil 381 und/oder Teil 383 angedrückt und der Teil 381 in Richtung auf den Teil 383 bis auf die dem Maß 384 entsprechende Höhe des Abstandhalters bewegt. Dabei steigt die Spannkraft an. Der Istwert der Spannkraft sowie des Verfahr- und Spannweges werden laufend erfasst und der Auswerteeinheit 38 übermittelt. Erreicht der Istwert der Spannkraft oder des Verfahr- und Spannweges den Sollwert der Spannkraft oder des Verfahr- und Spannweges, wird das verfahrende Spannwerkzeug 385a angehalten, die Teile 381, 383 gefügt und danach der Abstandhalter entfernt und die Baugruppe von der Fügestation abtransportiert. Auf diese Weise kann das Maß 384 exakt eingestellt werden. - In
Fig. 31 ist eine weitere Ausführung einer Baugruppe, bestehend aus drei Teilen 391 bis 393 gezeigt, die rohrförmig ausgebildet sind. Die Teile 392, 393 sind auf den Teil 391 an den Enden aufgeschoben. - Gemäß dieser Ausführung soll ein Abstandsmaß 394 zwischen den voneinander abgewandten Stirnkanten der Teile 392, 393 bzw. eine Gesamtlänge der Baugruppe eingestellt werden.
- In gezeigter Fig. befinden sich die Teile 391 bis 393 bereits in der Bereitstellungsposition zwischen Spannwerkzeugen 395a, 395b von zusammenwirkenden Spanneinrichtungen 396a, 396b, die jeweils mittels nicht dargestellter Antriebseinheiten bzw. Linearantriebe aus der Ausgangsposition (AP) in die Zwischenposition (ZP) verfahren werden. In die Spannposition (SP) kann wiederum nur eines der Spannwerkzeuge 395a, 395b oder können beide Spannwerkzeuge 395a, 395b synchron zueinander verfahren.
- Zunächst werden die Teile 392, 393 auf den Teil 391 an den Enden aufgeschoben und danach die Enden über eine Spannzange oder über Innenhochdruckumformen gegenüber die Teile 392, 393 aufgeweitet. Die Enden weiten sich also plastisch auf bis sie zur umfänglichen festen Anlage an der Innenseite der Teile 392, 393 kommen. Die äußeren Teile 392, 393 weiten sich momentan zwar auch auf, jedoch nur im elastischen Bereich, sodass nach dem Entspannen der Andruckkraft das Material der Teile 392, 393 zu den plastisch aufgeweiteten Enden des inneren Teiles 391 hinfedert, wodurch ein Reibschluss zwischen den Teilen 391 bis 393 gegeben ist. Da die Enden des Teiles 391 plastisch aufgeweitet werden, wird eine hohe Positioniergenauigkeit der Teile 391 bis 393 erreicht. Die Längsachse der Teile 391 bis 393 fluchten exakt.
- Die Teile 392, 393 werden danach mittels dem ersten und/oder zweiten Spannwerkzeug 395a, 395b auf den aufgeweiteten Enden gegenüber den in der Bereitstellungsposition fixierten Teil 391 in axialer Richtung soweit verschoben, dass das Abstandsmaß 394 eingestellt wird.
- Vorzugsweise werden beide Spannwerkzeuge 395a, 395b jeweils aus deren Zwischenposition (ZP) in die Spannposition (SP) synchron aufeinander zugestellt und dabei der Istwert des Verfahr- und Spannweges erfasst. Erreicht der Istwert des Verfahr- und Spannweges den Sollwert des Verfahr- und Spannweges, sind die hülsenartigen Teile 392, 393 in die Spannposition verschoben und ist das Abstandsmaß 394 eingestellt. Darauffolgend werden die Teile 392, 393 mit dem Teil 391 gefügt, insbesondere verschweißt oder geklebt.
- Eine solche Baugruppe kann beispielsweise als Mantelrohr für eine Lenkwelle eines Kraftfahrzeuges ausgebildet sein, bei dem in die Teile 392, 393 Lager (nicht dargestellt), wie ein Kugellager, eingepresst werden. Die Teile 392, 393 dienen als präzise Lageraufnahmen.
- In einer anderen Ausführung bildet die Baugruppe eine Gelenkwelle, die den rohrförmigen ersten Teil 391 und an den Enden desselben angeordnete Gelenkteile 392, 393 umfasst. Eine Gelenkwelle erfordert nicht nur einen exakten Abstand von Lagerachsen der Gelenkteile 392, 393 sondern müssen die Lagerachsen der Gelenkteile 392, 393 auch senkrecht zur Längsachse des Teiles 391 und zueinander parallel verlaufen. Um dies zu erreichen, werden die Gelenkteile 392, 393 auf dem rohrförmigen Teil 391 so gegeneinander verdreht, dass ein Drehwinkel bzw. Winkelmaß zwischen den Lagerachsen der Gelenkteile 392, 393 von 0° eingestellt ist. Hierzu werden die Gelenkteile 392, 393 jeweils von einem Spannwerkzeug ergriffen und in eine Spannposition verbracht, in der das Winkelmaß und der Abstand zwischen den Lagerachsen exakt eingestellt ist. Für die Einstellung vom Winkelmaß wird der Istwert des dem Drehwinkel entsprechenden Verfahrweges vom Spannwerkzeug laufend erfasst und der Auswerteeinheit 38 übermittelt. Erreicht der Istwert des Verfahrweges den Sollwert des Verfahrweges, wird das Spannwerkzeug in der Stellbewegung angehalten. Danach werden die Teile 381, 382, 383 gefügt. Das Einstellen des Abstandsmaßes zwischen den Lagerachsen erfolgt in oben beschriebener Weise.
- Abschließend sei auch noch darauf hingewiesen, dass aus dem Soll-Istwert-Vergleich der Spannkraft und/oder des Verfahr- und/oder Spannweges auch die Abmessung, insbesondere die Länge jedes Teiles ausgewertet werden kann.
- Genauso gut kann alternativ zum eine Gewindespindel und Spindelmutter aufweisenden Linearantrieb der Spanneinheiten, Zustellachsen oder des Antriebssystems für die Schweißvorrichtung auch ein Linearmotor, insbesondere Asynchron- und Synchron-Linearmotor eingesetzt werden. Linearmotoren erlauben die direkte Erzeugung linearer Bewegung ohne Getriebe. Sie bestehen aus einem stromdurchflossenen Primärteil (vergleichbar mit dem Stator eines Rotationsmotors) und einem Reaktionsteil, dem Sekundärteil (vergleichbar mit dem Rotor eines Rotationsmotors). Zweckmäßig ist der Primärteil ortsfest angeordnet und beispielsweise an der Tragkonstruktion der Fügestation befestigt, während der Sekundärteil an dem im Wesentlichen spielfrei geführt verstellbaren Schlitten der Antriebseinheiten angeordnet ist. Für den berührungsfreien Antrieb des Schlittens bietet sich beispielsweise ein Langstator-Synchronmotor an. Dabei wird die Antriebsleistung dem im Verstellweg befindlichen Primärteil zugeführt, während der Schlitten nur den Erregerteil enthält. Der Erregerteil ist so angeordnet, dass der Schlitten von den Magnetfeldkräften getragen wird. Nach dieser Ausführung wird der Strom des stromdurchflossenen Primärteiles erfasst und daraus in der Auswerteeinheit 38 der Istwert des Verfahr- und/oder Spannweges und/oder der Spannkraft ermittelt.
- Der Ordnung halber sei abschließend darauf hingewiesen, dass zum besseren Verständnis des Fertigungssystems, der Spannsysteme und Baugruppen dieses bzw. deren Bestandteile teilweise unmaßstäblich und/oder vergrößert und/oder verkleinert dargestellt wurden.
-
- 1
- Teil
- 2
- Teil
- 3a,b
- Teil
- 5
- Basis
- 6
- Schenkel
- 7
- Positionieröffnung
- 8
- Auflagefortsatz
- 9
- Auflagefläche
- 10
- Anlagefläche
- 11
- Positionieröffnung
- 12
- Anlagefläche
- 15
- Tragplatte
- 16
- Hülse
- 17a,b
- Fügestelle
- 18a,b,c
- Fügestelle
- 19a,b
- Fügestelle
- 21
- Fügenaht
- 22
- Anlagefläche
- 23
- Anlagefläche
- 24a,b
- Fügestoß
- 25
- Anlagefläche
- 26a,b,c
- Fügestoß
- 27a,b
- Fügespalte
- 31
- Fertigungssystem
- 32
- Fertigungsanlage
- 33
- Fertigungsanlage
- 34
- Energiequelle
- 36
- Steuereinrichtung
- 37
- Energiequelle
- 38
- Auswerteeinheit
- 39
- Vergleichsmodul
- 40
- Auswertemodul
- 41
- Verbindungsleitung
- 42
- Transportsystem
- 43
- Fügestation
- 44
- Übernahmebereich
- 45
- Weitergabebereich
- 46
- Transporteinrichtung
- 47a,b
- Führungsbahn
- 48
- Teiletransportträger
- 48'
- Teiletransportträger
- 49
- Teilespeicher
- 50
- Teilespeicher
- 51
- Aufnahme
- 52
- Transportkette
- 54
- Umlenkstation
- 55
- Gehäuseteil
- 56
- Stirnplatte
- 57
- Kupplungsvorrichtung
- 58
- Stützvorrichtung
- 59
- Aufstandsfläche
- 60
- Symmetrieebene
- 61
- Befestigungsvorrichtung
- 62
- Seitenwand
- 63
- Höhenführungsbahn
- 64
- Seitenführungsbahn
- 65
- Pfeil
- 66
- Stützrolle
- 67
- Druckrolle
- 68
- Seitenfläche
- 69
- Seitenfläche
- 70
- Laufrolle
- 71
- Kettenbolzen
- 72
- Kupplungsfortsatz
- 73
- Kupplungsaufnahme
- 74
- Montageplatte
- 75
- Stützsäule
- 76
- Trägerplatte
- 77a,b
- Aufnahmebügel
- 78
- Führungssteg
- 79
- Basis
- 80
- Positioniermittel
- 81
- Seitenführungsfläche
- 82a,b
- Auflagefläche
- 83
- Zufördereinrichtung
- 84
- Zufördereinrichtung
- 85
- Grundrahmen
- 86
- Pfeil
- 87
- Hilfsteiletransportträger
- 90
- Führungsbahn
- 91
- Zugmittel
- 92
- Antriebsmotor
- 93
- Fahrgestell
- 94
- Laufrad
- 95
- Aufnahme
- 96a,b
- Aufnahmebügel
- 97
- Führungssteg
- 98
- Basis
- 99
- Positioniermittel
- 100
- Seitenführungsflächen
- 101ab
- Auflagefläche
- 102
- Anhaltevorrichtung
- 103a,b
- Anschlagelement
- 104
- Übergabeposition
- 104'
- Übergabeposition
- 105
- Handhabungssystem
- 106
- Übernahmeposition
- 106'
- Übernahmeposition
- 107
- Handhabungssystem
- 110
- Halteposition
- 111
- Spannsystem
- 112a,b
- Zustellachse
- 114
- Spanneinheit
- 115
- Spanneinheit
- 116
- Spanneinheit
- 119
- Schweißvorrichtung
- 121
- Strahlschweißkopf
- 122
- Baugruppe
- 123
- Handhabungssystem
- 124
- Schlechtteilebox
- 125
- Endposition
- 126
- zweiter Übernahmebereich
- 127
- zweites Transportsystem
- 128
- zweite Fügestation
- 129
- zweiter Weitergabebereich
- 130
- zweite Transporteinrichtung
- 131a,b
- Aufnahme
- 132
- Vorrichtung
- 133
- Vorrichtung
- 134
- Behälter
- 135
- Teilespeicher
- 136
- Übergabeposition
- 136'
- Übergabeposition
- 137
- Handhabungssystem
- 138
- Übernahmeposition
- 138'
- Übernahmeposition
- 139
- Handhabungssystem
- 140
- Pfeil
- 142
- Halteposition
- 143
- Spannsystem
- 144
- Spanneinheit
- 145
- Schweißvorrichtung
- 146a,b
- Strahlschweißvorrichtung
- 147
- Baugruppe
- 148
- Handhabungssystem
- 149
- Schlechtteilebox
- 150
- Endposition
- 151
- Abfördervorrichtung
- 152
- Steher
- 153
- Portal
- 154
- Portal
- 155
- Konsole
- 156
- Antriebssystem
- 157
- Montageplatte
- 158
- Tragprofil
- 159
- Stützkonsole
- 160
- Tragprofil
- 161
- Trägerplatte
- 162
- Aussparung
- 163
- Anschlussschnittstelle
- 164
- Absaugrohr
- 170a,b
- Linearantrieb
- 171a,b
- Elektromotor
- 172
- Linearantrieb
- 173
- Elektromotor
- 174
- Linearantrieb
- 175
- Elektromotor
- 176
- Befestigungsvorrichtung
- 177
- Schwenkachse
- 178
- Schwenkachse
- 180a,b
- Antriebseinheit
- 181a,b
- Antriebseinheit
- 182a,b
- Antriebseinheit
- 184a,b
- Linearantrieb
- 185a,b
- Linearantrieb
- 186a,b
- Linearantrieb
- 187
- Rüstplattform
- 188a,b
- Elektromotor
- 189a,b
- Elektromotor
- 190a,b
- Elektromotor
- 191a,b
- Schlitten
- 192a,b
- Schlitten
- 193a,b
- Schlitten
- 194a,b
- Spanneinrichtung
- 195a,b
- Spanneinrichtung
- 196a,b
- Linearantrieb
- 197a,b
- Elektromotor
- 198a,b
- Schlitten
- 200a,b
- Höhenpositioniervorrichtung
- 201a,b
- Spannwerkzeug
- 202a,b
- Tragrahmen
- 203a,b
- Anpressvorrichtung
- 204a,b
- Widerlager
- 205a,b
- Montageplatte
- 206a,b
- Tragwand
- 207a,b
- Tragwand
- 208a,b
- Tragwand
- 209a,b
- Montageplatte
- 210a,b
- Tragplatte
- 211a,b
- Kragarm
- 212a,b
- Spannbacke
- 213a,b
- Auflagerelement
- 214a,b
- Hebevorrichtung
- 215a,b
- Auflaufschräge
- 216a,b
- Auflagefläche
- 217a,b
- Anschlagfläche
- 218a,b
- Kante
- 219
- Transportstellung
- 219'
- Transportstellung
- 220a,b
- Hebevorrichtung
- 221a,b
- Schieberelement
- 222a,b
- Führungsorgan
- 223a,b
- Führungsbahn
- 224a,b
- Stellantrieb
- 225a,b
- Schlitten
- 226a,b
- Übertragungselement
- 227a,b
- Anschlagelement
- 228a,b
- Stellvorrichtung
- 229a,b
- Stellvorrichtung
- 230a,b
- Anpresselement
- 231a,b
- Anpresselement
- 232a,b
- Gehäuseteil
- 233a,b
- Seitenwand
- 234a,b
- Boden
- 235a,b
- Deckel
- 236a,b
- Führungsfläche
- 237a,b
- Horizontalschieber
- 238a,b
- Horizontalschieber
- 239a,b
- Führungsfläche
- 240a,b
- Führungsfläche
- 241a,b
- Vertikalschieber
- 242
- Kulissenanordnung
- 242'
- Kulissenanordnung
- 243
- Kulissenelement
- 243'
- Kulissenelement
- 244
- Kulissenbahn
- 244'
- Kulissenbahn
- 245
- Durchtrittsöffnung
- 245'
- Durchtrittsöffnung
- 246a,b
- Koppelelement
- 247a,b
- Antriebsmotor
- 248a,b
- Vertikalschieber
- 249a,b
- Koppelelement
- 250a,b
- Montagewinkel
- 251a,b
- Antriebsmotor
- 252a,b
- Spannbacke
- 254a,b
- Tragrahmen
- 255a,b
- Spannwerkzeug
- 256a,b
- Montageplatte
- 257a,b
- Tragwand
- 258a,b
- Tragwand
- 259a,b
- Tragplatte
- 260a,b
- Spanneinrichtung
- 261a,b
- Tragrahmen
- 262a,b
- Spannwerkzeug
- 263
- Befestigungsplatte
- 264a,b
- Montageplatte
- 265a,b
- Tragwand
- 266
- Weite
- 267
- Länge
- 268
- Weite
- 269a,b
- Anschlagfläche
- 270
- Bereitstellungsposition
- 270'
- Bereitstellungsposition
- 271
- Spannkraft
- 272
- Spannposition
- 273
- Spannkraft
- 274
- Spannposition
- 277a,b
- Anschlagfläche
- 278
- Spannkraft
- 280a,b
- Spanneinrichtung
- 281a,b
- Antriebseinheit
- 282a,b
- Spannwerkzeug
- 283a,b
- Tragrahmen
- 284a,b
- Elektromotor
- 285a,b
- Linearantrieb
- 286
- Rüstplattform
- 287a,b
- Schlitten
- 288a,b
- Höhenpositioniervorrichtung
- 289a,b
- Stellvorrichtung
- 290a,b
- Montageplatte
- 291a,b
- Seitenwand
- 292a,b
- Tragwand
- 293a,b
- Hebevorrichtung
- 294
- Transportstellung
- 294'
- Transportstellung
- 295a,b
- Auflageelement
- 296a,b
- Auflaufschräge
- 297a,b
- Auflagefläche
- 298
- Spannsegment
- 299a,b
- Stellantrieb
- 300a,b
- Anschlagfläche
- 301
- Anpressvorrichtung
- 302
- Bereitstellungsposition
- 302'
- Bereitstellungsposition
- 304a,b,c
- Anpresselement
- 305
- Weite
- 306
- Länge
- 307
- Spannkraft
- 308
- Spannposition
- 312
- Spannposition
- 313
- Spannposition
- 315
- Untergrenze
- 316
- Obergrenze
- 317
- Untergrenze
- 318
- Obergrenze
- 320
- Spannkraftverlauf
- 321
- Geschwindigkeitsprofil
- 322
- Reibkraft
- 323
- Doppelpfeil
- 330
- Teil
- 331
- Teil
- 332
- Einformung
- 333
- Einformung
- 334a,b
- Spannwerkzeug
- 335a,b
- Spanneinrichtung
- 336
- Spanneinheit
- 337a,b
- Antriebseinheit
- 338
- Spannkraft
- 339
- Strahlschweißkopf
- 340
- Teil
- 341
- Teil
- 342
- Teil
- 343
- Schenkel
- 344
- Schenkel
- 345
- Basis
- 346
- Basis
- 347a,b
- Fügestelle
- 348
- Stirnkante
- 349
- Stirnkante
- 350
- Fügestation
- 351
- Spannsystem
- 352
- Positionieröffnung
- 353
- Hebevorrichtung
- 354a,b
- Spannwerkzeug
- 355a,b
- Spanneinrichtung
- 356a,b
- Spanneinrichtung
- 357
- Spanneinheit
- 358
- Spanneinheit
- 359a,b
- Anschlagfläche
- 360
- Spannkraft
- 361a,b
- Anschlagfläche
- 362
- Spannposition
- 364
- Spannkraft
- 369a,b
- Spannwerkzeug
- 370a,b
- Spanneinrichtung
- 371
- Spanneinheit
- 372a,b
- Spannwerkzeug
- 373a,b
- Tragrahmen
- 374a,b
- Schlitten
- 375a,b
- Antriebseinheit
- 376
- Befestigungsplatte
- 377
- Schlitten
- 378
- Zustellachse
- 379
- Elektromotor
- 381
- Teil
- 382
- Teil
- 383
- Teil
- 384
- Spiel
- 385a,b
- Spannwerkzeug
- 386a,b
- Spanneinrichtung
- 391
- Teil
- 392
- Teil
- 393
- Teil
- 394
- Abstandsmaß
- 395a,b
- Spanneinrichtung
- 396a,b
- Spanneinrichtung
Claims (7)
- Verfahren zum Fügen von Teilen (381 bis 383; 391 bis 393) in einer Fügestation (43) einer Fertigungsanlage (32), bei dem die Teile (381 bis 383; 391 bis 393) jeweils in eine Bereitstellungsposition zwischen zusammenwirkende Spannwerkzeuge (385a, 385b; 395a, 395b) verbracht und danach mittels wenigstens einem aus einer die Teile (381 bis 383; 391 bis 393) freigebenden Ausgangsposition (AP) in eine die Teile (381 bis 383; 391 bis 393) spannende Spannposition (SP), durch einen elektronisch geregelten Linearantrieb verstellbaren Spannwerkzeug (385a, 385b; 395a, 395b) gespannt und darauffolgend zumindest in Teilabschnitten miteinander gefügt werden, wobei der zwischen der Ausgangs- und Spannposition (AP, SP) zurückgelegte Verfahr- und/oder Spannweg des verstellbaren Spannwerkzeuges (385a, 385b; 395a, 395b) und/oder die Spannkraft des bewegbaren Spannwerkzeuges (385a, 385b; 395a, 395b) auf den entsprechenden Teil (381 bis 383; 391 bis 393) als Istwert vorzugsweise laufend erfasst und einer elektronischen Auswerteeinheit (38) übermittelt wird, sodann in dieser ein Soll-Istwert-Vergleich der Spannkraft auf den entsprechenden Teil (381 bis 383; 391 bis 393) und/oder vom Verfahr- und/oder Spannweg des verstellbaren Spannwerkzeuges (385a, 385b; 395a, 395b) vorzugsweise laufend durchgeführt wird, dadurch gekennzeichnet, dass die Teile (381 bis 383; 391 bis 393) zueinander positioniert und zur Einstellung eines Maßes (384; 394) zwischen den Teilen (381 bis 383; 391 bis 393) derart zueinander bewegt werden, bis der Istwert der Spannkraft und/oder des Verfahr- und/oder Spannweges dem Sollwert der Spannkraft und/oder des Verfahr- oder Spannweges entspricht und nachdem der Istwert den Sollwert erreicht hat, die Teile (381 bis 383; 391 bis 393) in deren Position gehalten und miteinander gefügt werden.
- Verfahren zum Fügen von Teilen (330, 331) in einer Fügestation (43) einer Fertigungsanlage (32), bei dem die Teile (330, 331) jeweils in eine Bereitstellungsposition zwischen zusammenwirkende Spannwerkzeuge (334a, 334b) verbracht und danach mittels wenigstens einem aus einer die Teile (330, 331) freigebenden Ausgangsposition (AP) in eine die Teile (330, 331) spannende Spannposition (SP), durch einen elektronisch geregelten Linearantrieb verstellbaren Spannwerkzeug (334a, 334b) gespannt und darauffolgend zumindest in Teilabschnitten miteinander gefügt werden, wobei der zwischen der Ausgangs- und Spannposition (AP, SP) zurückgelegte Verfahr- und Spannweg des verstellbaren Spannwerkzeuges (334a, 334b) und/oder die Spannkraft des bewegbaren Spannwerkzeuges (334a, 334b) auf den entsprechenden Teil (330, 331) als Istwert vorzugsweise laufend erfasst und einer elektronischen Auswerteeinheit (38) übermittelt wird, sodann in dieser ein Soll-Istwert-Vergleich der Spannkraft auf den entsprechenden Teil (330, 331) und/oder vom Verfahr- und Spannweg des verstellbaren Spannwerkzeuges (334a, 334b) vorzugsweise laufend durchgeführt wird, dadurch gekennzeichnet, dass zunächst ein innerer, profilartiger Teil (331) zwischen Führungsflächen wenigstens eines äußeren, profilartigen Teiles (330) angeordnet wird, sodann mittels dem verstellbaren Spannwerkzeug (334a, 334b) der äußere Teil (330) entgegen der Wirkung einer elastischen Rückstellkraft vom inneren Teil (331) verformt wird bis der Istwert der Spannkraft und/oder des Spannweges dem Sollwert der Spannkraft und/oder des Spannweges entspricht und nachdem der Istwert den Sollwert erreicht hat und der innere Teil (331) über den äußeren Teil (330) vorgespannt ist, der äußere Teil (330) in Position gehalten und im Bereich seiner Längsränder zumindest in Teilabschnitten miteinander gefügt werden.
- Verfahren zum Fügen von Teilen (340 bis 342) in einer Fügestation (43) einer Fertigungsanlage (32), bei dem die Teile (340 bis 342) jeweils in eine Bereitstellungsposition (270") zwischen zusammenwirkende Spannwerkzeuge (354a, 354b) verbracht und danach mittels wenigstens einem aus einer die Teile (340 bis 342) freigebenden Ausgangsposition (AP) in eine die Teile (340 bis 342) spannende Spannposition (SP), durch einen elektronisch geregelten Linearantrieb verstellbaren Spannwerkzeug (354a, 354b) gespannt und darauffolgend zumindest in Teilabschnitten miteinander gefügt werden, wobei der zwischen der Ausgangs- und Spannposition (AP, SP) zurückgelegte Verfahr- und Spannweg des verstellbaren Spannwerkzeuges (354a, 354b) und/oder die Spannkraft des bewegbaren Spannwerkzeuges (354a, 354b) auf den entsprechenden Teil (340 bis 342) als Istwert vorzugsweise laufend erfasst und einer elektronischen Auswerteeinheit (38) übermittelt wird, sodann in dieser ein Soll-Istwert-Vergleich der Spannkraft auf den entsprechenden Teil (340 bis 342) und/oder vom Verfahr- und Spannweg des verstellbaren Spannwerkzeuges (354a, 354b) vorzugsweise laufend durchgeführt wird, dadurch gekennzeichnet, dass zunächst zwischen Führungsflächen von äußeren Teilen (340, 341) ein innerer Teil (342) angeordnet wird, sodann mittels dem verstellbaren Spannwerkzeug (354a, 354b) zumindest einer der äußeren Teile (340, 341) entgegen der Wirkung einer elastischen Rückstellkraft vom inneren Teil (342) in Richtung zum anderen, äußeren Teil (340, 341) bewegt wird bis der Istwert der Spannkraft und/ oder des Spannweges dem Sollwert der Spannkraft und/oder des Spannweges entspricht und nachdem der Istwert den Sollwert erreicht hat und der innere Teil (342) zwischen den äußeren Teilen (340, 341) vorgespannt ist, die äußeren Teile (340, 341) in deren Position gehalten und miteinander gefügt werden.
- Verfahren nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass der innere Teil (331; 342) während der Zustellbewegung eines äußeren Teiles (330; 340, 341) auf den inneren Teil (331; 342) elastisch und/oder plastisch verformt wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Sollwert für die Spannkraft des verstellbaren Spannwerkzeuges (334a, 334b; 354a, 354b; 385a, 385b; 395a, 395b) auf den Teil (330, 331; 340 bis 342; 381 bis 383; 391 bis 393) durch ein Toleranzfeld mit einer Untergrenze (315) und einer Obergrenze (316) und der Sollwert für den zurückzulegenden Spannweg des Spannwerkzeuges (334a, 334b; 354a, 354b; 385a, 385b; 395a, 395b) durch ein Toleranzfeld mit einer Untergrenze (317) und einer Obergrenze (318) begrenzt vorgegeben wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Teile (330, 331; 340 bis 342; 381 bis 383; 391 bis 393) über mehrere Strahlschweißköpfe (121; 146a, 146b) gleichzeitig an mehreren zueinander versetzten Stellen entlang der Fügestelle (17a bis 19b) miteinander verschweißt werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Teile (330, 331; 340 bis 342; 381 bis 383; 391 bis 393) verschweißt, vorzugsweise mit dem Laserschweiß-, Plasmaschweiß- oder Elektronenschweißverfahren, oder geklebt werden.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10178870A EP2272620B1 (de) | 2004-12-29 | 2005-12-14 | Verfahren zum Herstellen einer Fügeverbindung zwischen Teilen in einer Fertigungsanlage |
| EP10178874A EP2272621B1 (de) | 2004-12-29 | 2005-12-14 | Fertigungsverfahren und ein Fertigungssystem zur Herstellung einer Baugruppe aus mehreren Teilen |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0219204A AT501244B1 (de) | 2004-12-29 | 2004-12-29 | Verfahren zur herstellung einer baugruppe aus mehreren miteinander gefügten teilen |
| EP05815743A EP1838492B1 (de) | 2004-12-29 | 2005-12-14 | Fertigungsanlage und verfahren zum fügen von teilen |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05815743.9 Division | 2005-12-14 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10178874.3 Division-Into | 2010-09-23 | ||
| EP10178870.1 Division-Into | 2010-09-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2204256A1 EP2204256A1 (de) | 2010-07-07 |
| EP2204256B1 true EP2204256B1 (de) | 2012-02-15 |
Family
ID=35883533
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10178870A Expired - Lifetime EP2272620B1 (de) | 2004-12-29 | 2005-12-14 | Verfahren zum Herstellen einer Fügeverbindung zwischen Teilen in einer Fertigungsanlage |
| EP05815743A Expired - Lifetime EP1838492B1 (de) | 2004-12-29 | 2005-12-14 | Fertigungsanlage und verfahren zum fügen von teilen |
| EP10178874A Expired - Lifetime EP2272621B1 (de) | 2004-12-29 | 2005-12-14 | Fertigungsverfahren und ein Fertigungssystem zur Herstellung einer Baugruppe aus mehreren Teilen |
| EP09015343A Expired - Lifetime EP2204256B1 (de) | 2004-12-29 | 2005-12-14 | Verfahren zum Fügen von Teilen in einer Fertigungsanlage |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10178870A Expired - Lifetime EP2272620B1 (de) | 2004-12-29 | 2005-12-14 | Verfahren zum Herstellen einer Fügeverbindung zwischen Teilen in einer Fertigungsanlage |
| EP05815743A Expired - Lifetime EP1838492B1 (de) | 2004-12-29 | 2005-12-14 | Fertigungsanlage und verfahren zum fügen von teilen |
| EP10178874A Expired - Lifetime EP2272621B1 (de) | 2004-12-29 | 2005-12-14 | Fertigungsverfahren und ein Fertigungssystem zur Herstellung einer Baugruppe aus mehreren Teilen |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8497447B2 (de) |
| EP (4) | EP2272620B1 (de) |
| CN (2) | CN101163567B (de) |
| AT (5) | AT501244B1 (de) |
| DE (1) | DE502005009055D1 (de) |
| WO (1) | WO2006069410A2 (de) |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7609020B2 (en) * | 2006-07-11 | 2009-10-27 | Delaware Capital Formation, Inc. | Geometric end effector system |
| ITTO20060518A1 (it) * | 2006-07-14 | 2008-01-15 | Alenia Aeronautica Spa | Metodo, attrezzatura e impianto per la lavorazione di strutture a guscio |
| US7937176B2 (en) * | 2008-11-14 | 2011-05-03 | International Business Machines Corporation | Hybrid part installation process combining mass part installation techniques with discrete part number assembly activities |
| DE102009048425A1 (de) * | 2009-10-06 | 2011-04-07 | Häussler Innovation GmbH | Verfahren und Vorrichtung zur Herstellung geschweißter Verbindungen |
| DE102009049892B3 (de) * | 2009-10-20 | 2011-01-05 | Emag Holding Gmbh | Vorrichtung zum Verbinden eines Werkstückes mit einem Fügeteil mittels Laserstrahlung |
| US9018560B2 (en) * | 2011-02-28 | 2015-04-28 | General Electric Company | Repair alignment method and apparatus for turbine components |
| CN102359339B (zh) * | 2011-08-30 | 2013-09-25 | 磐安县科力软管有限公司 | 一种将卡扣安装在密封条上的装置 |
| CN102506646B (zh) * | 2011-10-23 | 2014-12-17 | 江苏阳明船舶装备制造技术有限公司 | 一种合拢管现场快速测量方法 |
| CN102506647B (zh) * | 2011-10-23 | 2014-06-25 | 江苏阳明船舶装备制造技术有限公司 | 一种用于合拢管测量的球面坐标测量机 |
| DE202012102318U1 (de) | 2012-06-22 | 2012-07-12 | Stiwa Holding Gmbh | Fügeverbindung zwischen metallischen Bauteilen und Schweißvorrichtung |
| DE102012108196A1 (de) * | 2012-09-04 | 2014-03-06 | Windmöller & Hölscher Kg | Vorrichtung zum Absaugen von Abfallprodukten einer Produktionsmaschine |
| DE102012110065A1 (de) * | 2012-10-22 | 2014-04-24 | Schuler Automation Gmbh & Co. Kg | Umformanlage |
| US9643800B2 (en) * | 2013-02-23 | 2017-05-09 | Phillip Douglas | Horizontal support system |
| CN103114817B (zh) * | 2013-02-25 | 2014-12-10 | 吉林大学 | 一种铁钻工回转及平移伸展机构 |
| CN103231244B (zh) * | 2013-04-26 | 2015-10-07 | 吴江市博众精工科技有限公司 | 一种自动对位零件安装机 |
| CN103407733B (zh) * | 2013-08-26 | 2016-01-13 | 深圳市智立方自动化设备有限公司 | 送料系统及送料方法 |
| JP6528085B2 (ja) * | 2014-02-25 | 2019-06-12 | パナソニックIpマネジメント株式会社 | レーザ加工システム |
| DE202015102825U1 (de) * | 2015-06-01 | 2016-09-02 | Kuka Systems Gmbh | Stopfenfügewerkzeug |
| CN104942581B (zh) * | 2015-06-15 | 2017-07-07 | 北京金风科创风电设备有限公司 | 永磁直驱风力发电机组轴系装配系统 |
| EP3130426B1 (de) * | 2015-08-13 | 2019-01-30 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschine mit einer stanzvorrichtung und einer laserbearbeitungsvorrichtung |
| DE102015223933A1 (de) * | 2015-12-01 | 2017-06-01 | Krones Aktiengesellschaft | Verfahren zum Transportieren von Behältern |
| WO2017185190A1 (en) * | 2016-04-29 | 2017-11-02 | Termaco Ltee | Method for laser welding |
| CN105736538B (zh) * | 2016-05-04 | 2017-12-22 | 昆山丘钛微电子科技有限公司 | 双摄像头模组自动组装一体化机台 |
| FR3053615B1 (fr) * | 2016-07-08 | 2018-07-27 | Precise France | Ensemble pour usinage d'une surface, comprenant un effecteur, destine a etre monte sur un bras de robot, et au moins un element d'appui de l'effecteur sur la surface et/ou sur l'outillage avec liaison rotule entre eux |
| CN106041341B (zh) * | 2016-07-26 | 2019-02-22 | 建科机械(天津)股份有限公司 | 盾构管片单片网端头焊接装置 |
| CN106271432A (zh) * | 2016-08-30 | 2017-01-04 | 天津鑫凯建业科技有限公司 | 一种直缝钢管制造工艺及用于该工艺的卷筒压紧装置 |
| WO2019188083A1 (ja) * | 2018-03-27 | 2019-10-03 | 日本電産株式会社 | 部品組立装置及び部品組立方法 |
| CN108296615B (zh) * | 2018-04-27 | 2023-12-29 | 巨力自动化设备(浙江)有限公司 | 新能源汽车电机定子连接线焊接机 |
| DE102018122631A1 (de) * | 2018-09-17 | 2020-03-19 | Magswitch Technology Europe Gmbh | Verfahren zum Transport eines vorpositionierten Bausatzes für eine Baugruppe |
| CN109236819B (zh) * | 2018-09-19 | 2023-11-24 | 苏州富强科技有限公司 | 用于对l形零件进行定位保压的设备 |
| CN110961761B (zh) * | 2018-09-29 | 2022-08-26 | 鸿富锦精密工业(武汉)有限公司 | 机箱焊接装置 |
| CN110405463B (zh) * | 2019-04-29 | 2024-06-25 | 浙江联宜电机有限公司 | 太阳能推杆导管油封自动安装设备 |
| CN110153611B (zh) * | 2019-04-30 | 2024-06-11 | 重庆山朕科技发展有限公司 | 基于前防撞横梁与拖车套筒的焊接夹具 |
| EP3797916A1 (de) * | 2019-09-27 | 2021-03-31 | Grob-Werke GmbH & Co. KG | Vorrichtung und verfahren zum verschweissen von leiterenden eines bauteils einer elektrischen maschine |
| DE102019128969A1 (de) * | 2019-10-28 | 2021-04-29 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Spannpratze, Bearbeitungsmaschine und Verfahren zur Reinigung von einer Spannpratze |
| CN111283372B (zh) * | 2020-03-17 | 2025-11-21 | 佛山市顺德区杰峰工业自动化有限公司 | 隧道式直缝连续焊接设备 |
| CN111376046B (zh) * | 2020-04-03 | 2022-04-12 | 昆山萨满生物科技有限公司 | 一种医疗试剂卡自动组装机 |
| CN112658536B (zh) * | 2020-12-08 | 2022-06-14 | 全南英创电子有限公司 | 一种磁头点焊机台 |
| CN112539209A (zh) * | 2021-01-12 | 2021-03-23 | 成都鑫吉坤科技有限公司 | 一种电子主板热压加固粘合装置 |
| US12552045B2 (en) * | 2021-09-12 | 2026-02-17 | Vectis Automation, LLC | Collaborative robot cutting system and method |
| DE102022114788A1 (de) | 2022-06-13 | 2023-12-14 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung und Verfahren zum Prüfen einer Ist-Reihenfolge von zum Herstellen von Erzeugnissen vorgesehenen Bauteilen sowie Verwendung einer solchen Vorrichtung |
| DE102022114787B4 (de) | 2022-06-13 | 2024-06-06 | Bayerische Motoren Werke Aktiengesellschaft | Vorrichtung und Verfahren zum Prüfen von zum Herstellen von Erzeugnissen vorgesehenen Bauteilen sowie Verwendung einer solchen Vorrichtung |
| CN116586965B (zh) * | 2023-04-18 | 2026-01-06 | 宁波雷奥自动化设备有限公司 | 一种多工位同步装配装置 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2294361A1 (fr) * | 1974-12-11 | 1976-07-09 | Pitner Alfred | Perfectionnement aux dispositifs de transmission comportant une machoire de joint de cardan ou autre organe d'accouplement |
| US4600095A (en) * | 1984-11-19 | 1986-07-15 | Lamb Technicon Corp. | Mechanical welding press |
| DE3443076A1 (de) * | 1984-11-26 | 1986-06-05 | Kuka Schweissanlagen + Roboter Gmbh, 8900 Augsburg | Flexibles fertigungssystem fuer die bearbeitung und herstellung mehrteiliger baugruppen, insbesondere rohkarosserie-baugruppen |
| GB2187422B (en) * | 1986-03-04 | 1989-04-19 | Torrington Co | Vehicle steering column |
| IT1204967B (it) * | 1987-03-30 | 1989-03-10 | Mario Scavino | Dispositivo ad assi ortogonali,con motori lineari per il posizionamento e lavorazione di pezzi,in particolare per la microsaldatura di fili su composnenti elettronici |
| AT412397B (de) | 1989-09-27 | 2005-02-25 | Sticht Walter | Vorrichtung zum ausrichten und/oder sortieren von einzelteilen |
| IT1239855B (it) * | 1990-01-24 | 1993-11-15 | Fiat Auto Spa | Dispositivo per la saldatura di sottogruppi di scocche di autoveicoli costituiti da elementi di lamiera stampata. |
| IT1239858B (it) * | 1990-01-24 | 1993-11-15 | Fiat Auto Spa | Sistema per l'assemblaggio mediante saldatura di strutture di lamiera stampata, in particolare piccoli sottogruppi della carrozzeria o dellaparte meccanica di autoveicoli. |
| AT403472B (de) | 1990-09-04 | 1998-02-25 | Sticht Fertigungstech Stiwa | Teilezufuhrsystem für montageteile |
| EP0672496A3 (de) * | 1990-09-17 | 1997-10-29 | Hitachi Ltd | Laser-Bearbeitungszentrum. |
| JP3168841B2 (ja) * | 1994-09-22 | 2001-05-21 | 日本精工株式会社 | 衝撃吸収式ステアリングシャフトの製造方法 |
| EP0743135B1 (de) * | 1995-05-15 | 1999-07-14 | Elpatronic Ag | Verfahren zum Verbinden von zwei Werkstücken |
| JPH10166183A (ja) | 1996-12-03 | 1998-06-23 | Isuzu Motors Ltd | 溶接用ジグ |
| US6153853A (en) * | 1996-12-25 | 2000-11-28 | Honda Giken Kogyo Kabushiki Kaisha | Laser beam welding apparatus |
| CA2282571A1 (en) * | 1997-03-22 | 1998-10-01 | Thyssen Industrie Ag | Device and method for feeding, clamping and processing, particularly for geometric welding of automobile body components in a work station |
| US5943768A (en) * | 1997-10-08 | 1999-08-31 | Valiant Machine & Tool Inc. | Automotive framing system |
| DE10018422C2 (de) * | 2000-04-13 | 2003-01-02 | Haas Laser Gmbh & Co Kg | Laserbearbeitungssystem |
| AT413505B (de) | 2001-03-09 | 2006-03-15 | Sticht Fertigungstech Stiwa | Fertigungsanlage für die montage und/oder bearbeitung von auf werkstückträgern transportierten bauteilen |
| AT411658B (de) * | 2001-07-04 | 2004-04-26 | Tms Produktionssysteme Gmbh | Bauteilfügeanlage und verfahren zum fügen von bauteilen |
| US6818543B2 (en) | 2001-08-01 | 2004-11-16 | Lilogix, Inc. | Process and apparatus for mounting semiconductor components to substrates and parts therefor |
| AT413711B (de) | 2001-08-14 | 2006-05-15 | Maba Fertigteilind Gmbh | Beton-wandelement |
| JP2003205371A (ja) * | 2002-01-15 | 2003-07-22 | Miyachi Technos Corp | 接合装置 |
| DE10206887B4 (de) | 2002-02-19 | 2004-12-30 | Thyssenkrupp Drauz Gmbh | Verfahren zum Laserschweissen von Blechformteilen |
| AT411885B (de) * | 2002-07-24 | 2004-07-26 | Tms Produktionssysteme Gmbh | Spann- und schweissvorrichtung und verfahren zum schweissen von blechen |
| CN2640686Y (zh) * | 2003-09-03 | 2004-09-15 | 中国重型汽车集团有限公司 | 一种汽车空滤器托架总成装焊夹具 |
-
2004
- 2004-12-29 AT AT0219204A patent/AT501244B1/de not_active IP Right Cessation
-
2005
- 2005-12-14 EP EP10178870A patent/EP2272620B1/de not_active Expired - Lifetime
- 2005-12-14 EP EP05815743A patent/EP1838492B1/de not_active Expired - Lifetime
- 2005-12-14 WO PCT/AT2005/000501 patent/WO2006069410A2/de not_active Ceased
- 2005-12-14 AT AT09015343T patent/ATE545479T1/de active
- 2005-12-14 US US11/794,528 patent/US8497447B2/en not_active Expired - Fee Related
- 2005-12-14 AT AT10178870T patent/ATE551147T1/de active
- 2005-12-14 CN CN200580048783XA patent/CN101163567B/zh not_active Expired - Fee Related
- 2005-12-14 DE DE502005009055T patent/DE502005009055D1/de not_active Expired - Lifetime
- 2005-12-14 CN CN2010101265656A patent/CN101804539B/zh not_active Expired - Fee Related
- 2005-12-14 AT AT10178874T patent/ATE549121T1/de active
- 2005-12-14 EP EP10178874A patent/EP2272621B1/de not_active Expired - Lifetime
- 2005-12-14 EP EP09015343A patent/EP2204256B1/de not_active Expired - Lifetime
- 2005-12-14 AT AT05815743T patent/ATE457846T1/de active
Also Published As
| Publication number | Publication date |
|---|---|
| ATE457846T1 (de) | 2010-03-15 |
| EP1838492A2 (de) | 2007-10-03 |
| ATE545479T1 (de) | 2012-03-15 |
| AT501244B1 (de) | 2007-10-15 |
| US8497447B2 (en) | 2013-07-30 |
| CN101163567A (zh) | 2008-04-16 |
| CN101804539A (zh) | 2010-08-18 |
| WO2006069410A3 (de) | 2007-04-19 |
| ATE551147T1 (de) | 2012-04-15 |
| US20100044350A1 (en) | 2010-02-25 |
| EP2272621A1 (de) | 2011-01-12 |
| EP2272620B1 (de) | 2012-03-28 |
| EP2272620A1 (de) | 2011-01-12 |
| WO2006069410A2 (de) | 2006-07-06 |
| EP2204256A1 (de) | 2010-07-07 |
| DE502005009055D1 (de) | 2010-04-01 |
| EP2272621B1 (de) | 2012-03-14 |
| AT501244A1 (de) | 2006-07-15 |
| CN101804539B (zh) | 2011-12-14 |
| CN101163567B (zh) | 2010-07-21 |
| ATE549121T1 (de) | 2012-03-15 |
| EP1838492B1 (de) | 2010-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2204256B1 (de) | Verfahren zum Fügen von Teilen in einer Fertigungsanlage | |
| AT500656B1 (de) | Verfahren zur herstellung einer baugruppe | |
| DE3149863C2 (de) | Automatische Montagevorrichtung für Fahrzeugkarosserien | |
| AT501241B1 (de) | Verfahren und fertigungsanlage zur herstellung einer gefügten baugruppe | |
| AT501240B1 (de) | Schweissstation | |
| DE19853366A1 (de) | Vorrichtung und Verfahren zum Umformen | |
| EP3515626B1 (de) | Werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP2130638B1 (de) | Verfahren zur Kantenbehandlung metallischer Werkstücke unter Verwendung eines Laserstrahles | |
| DE69909977T2 (de) | Vorrichtung zum Stumpf-Laserschweissen von Blechen (vorbestimmten Zuschnitten), die magnetische Rollen hat um die Bleche nach der Schweissposition zu bewegen und die aktive Klemmen hat, um die Bleche zu klemmen | |
| WO2018091536A1 (de) | LASERPRESSSCHWEIßEN | |
| EP3527325A1 (de) | Bearbeitungsanordnung zur bearbeitung von werkstücken | |
| AT501245B1 (de) | Fertigungsverfahren und fertigungssystem zur herstellung einer gefügten baugruppe | |
| AT504598B1 (de) | Verfahren zum fügen von teilen in einer fügestation | |
| AT503062B1 (de) | Verfahren zur Herstellung eines Kreuzgelenkes für eine Gelenkwelle | |
| AT501243B1 (de) | Verfahren zum positionieren und überprüfen eines qualitätsmerkmals von einem fügeteil | |
| AT501242B1 (de) | Verfahren zum fügen von teilen in einer fügestation | |
| DE19548616C2 (de) | Verfahren und Vorrichtung zum Aufsetzen und Schweißen von Profilen auf Blechplatten | |
| AT509998B1 (de) | Schaltvorrichtung für ein zahnräderwechselgetriebe und verfahren zu deren herstellung | |
| EP1516693B1 (de) | Laserbearbeitungsmaschine zum Erzeugen linearer Schweissnähte und Verfahren zum Erzeugen linearer Schweissnähte an einem Werkstück | |
| DE19943916A1 (de) | Vorrichtung zum gegenseitigen Verspannen von Blechwerkstücken | |
| DE19810968A1 (de) | Spannvorrichtung für mindestens zwei Werkstücke sowie Verfahren zum Spannen und Fügen von mindestens zwei Werkstücken | |
| DE102022202356A1 (de) | Bearbeitungsstation für als Fahrzeugkarosserieteile ausgebildete Werkstücke mit vorgehaltenen, auswechselbaren Spannvorrichtungen sowie Verfahren zum Wechseln der Spannvorrichtungen | |
| DE7905190U1 (de) | Vorrichtung zur herstellung von rotor- und statorblechpaketen fuer elektrische maschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1838492 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20101224 |
|
| 17Q | First examination report despatched |
Effective date: 20110204 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23K 37/047 20060101AFI20110609BHEP Ipc: B23P 21/00 20060101ALI20110609BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1838492 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 545479 Country of ref document: AT Kind code of ref document: T Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005012454 Country of ref document: DE Effective date: 20120412 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK SWISS GMBH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120215 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120516 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120615 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20121116 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005012454 Country of ref document: DE Effective date: 20121116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120526 |
|
| BERE | Be: lapsed |
Owner name: STIWA HOLDING GMBH Effective date: 20121231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120515 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ABP PATENT NETWORK AG, CH |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20121214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051214 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: OTHMARSTRASSE 8, 8008 ZUERICH (CH) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181022 Year of fee payment: 14 Ref country code: AT Payment date: 20181023 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502005012454 Country of ref document: DE Representative=s name: ABP BURGER RECHTSANWALTSGESELLSCHAFT MBH, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20181024 Year of fee payment: 14 Ref country code: CH Payment date: 20181122 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005012454 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 545479 Country of ref document: AT Kind code of ref document: T Effective date: 20191214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200701 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191214 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 |