EP2221171B1 - Procédé et dispositif de fabrication de boîtes de papier ou de carton - Google Patents
Procédé et dispositif de fabrication de boîtes de papier ou de carton Download PDFInfo
- Publication number
- EP2221171B1 EP2221171B1 EP09002377A EP09002377A EP2221171B1 EP 2221171 B1 EP2221171 B1 EP 2221171B1 EP 09002377 A EP09002377 A EP 09002377A EP 09002377 A EP09002377 A EP 09002377A EP 2221171 B1 EP2221171 B1 EP 2221171B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- matrix
- strip
- feature
- circumferential surface
- box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 239000011087 paperboard Substances 0.000 title claims description 16
- 239000011111 cardboard Substances 0.000 title claims description 15
- 238000000034 method Methods 0.000 title claims description 13
- 239000011159 matrix material Substances 0.000 claims description 25
- 239000000853 adhesive Substances 0.000 claims description 13
- 230000001070 adhesive effect Effects 0.000 claims description 13
- 238000003825 pressing Methods 0.000 claims description 5
- 239000011324 bead Substances 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 3
- 238000004026 adhesive bonding Methods 0.000 claims description 2
- 230000004888 barrier function Effects 0.000 claims description 2
- 238000005452 bending Methods 0.000 claims 1
- 230000000717 retained effect Effects 0.000 claims 1
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 210000002105 tongue Anatomy 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 4
- 241000191291 Abies alba Species 0.000 description 2
- 244000299461 Theobroma cacao Species 0.000 description 1
- 235000019219 chocolate Nutrition 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/029—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body the tubular body presenting a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/0209—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body the tubular body having a curved or partially curved cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/12—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end closures formed separately from tubular body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/002—Making boxes characterised by the shape of the blanks from which they are formed
- B31B2105/0022—Making boxes from tubular webs or blanks, e.g. with separate bottoms, including tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
- B31B50/30—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving
- B31B50/34—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms the mandrels moving about their own axes
Definitions
- the invention relates to methods for producing boxes of paper or paperboard according to the preamble of claim 1. It further relates to apparatus for producing such boxes according to the preamble of claim 3.
- the strip forming the side wall is first glued to form a ring. Thereafter, the connecting tongues are folded over inwards. Then, this ring is placed by hand on a mold that corresponds to the desired box shape, and fixed. Subsequently, the floor is glued to this shaped ring. After removing the glued unit, a so-called inner mirror is then glued, which covers the connecting tongues.
- the US 2 240 445 A describes a method in which boxes are made of paper or cardboard by the connecting tabs of the side walls of a box are bent and the strip beginning of the side wall is applied to the lateral surface of a cylindrical die whose cross section corresponds to the cross section of the box by means of a male.
- the matrix is glued and the end of the strip glued together. After applying an adhesive bead around the periphery of the bottom, the bottom and the adhesive are pressed against the connection tabs and finally the finished box is removed from the die.
- the present invention has for its object to provide a method by means of which boxes made of paper or cardboard with an irregular cross-section can be made fully machined.
- An essential advantage of the method according to the invention is the complete renunciation of manual work, because the entire process is fully automatic. It has been found that, when the die is rotated, the strip applies exactly not only to the convex but also to the concave sections of the die, in particular since the application can be assisted by the male part.
- the patrix guarantees the correct zero positioning of the die, the correct positioning of the strip beginning, the application of the strip in the concave sections of the die cross section and finally the proper bonding of the strip beginning and end of the strip.
- the steps of "turning” and “fastening” are repeated as many times as the number of concave portions on the circumference of the box. This means that the method is suitable for boxes whose cross section corresponds to a heart, a star, a Christmas tree, etc.
- the invention also relates to devices for producing such boxes.
- the die may be preceded by a device which bends the connecting tongues of the longitudinal side of the paper or cardboard strip, preferably by 90 °.
- a stop which positions the beginning of the strip exactly to the die.
- This stop can be realized as a light barrier.
- the openings in the lateral surface are divided into groups, each group can be connected via a controlled vacuum connection with the vacuum source according to an embodiment of the invention.
- the height of the lateral surface is matched to the height of the strip. This ensures optimum positioning of the strip forming the box side wall.
- suction openings are also provided in the bottom surface of the die. With the help of these suction openings a possibly vorzu Imageder inner mirror can be brought into position before the side wall forming strip is wound up.
- At least one pressure sensor can be switched on between the vacuum source and the die.
- the die is releasably secured to a rotation axis, wherein the rotation axis is at the same time vacuum rotary feedthrough.
- the rotational movement disturbing vacuum hoses can be dispensed with and the die can be rotated endlessly.
- the male is a lifting ram with a cutting edge, which is adapted to the concave portion of the die. This means that the cutting edge is formed so that the strip is optionally kinked when inserted into the concave sections, but of course not separated.
- die and / or male are advantageously interchangeable to produce different box shapes and sizes without long changeover times can.
- a contact edge can be provided on the lateral surface.
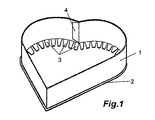
- Fig. 1 shows purely schematically the lower part of a paper or cardboard box in heart shape.
- box shapes are often used for chocolates. Boxes can also have the shape of a Christmas tree, a Santa Claus, an Easter bunny, an Easter egg, an apple or even a star. Common to all of these box shapes is that they can not be made with the box nesting devices known and proven for cubic boxes.
- the pictured box base consists of a bottom 2 made of paper or cardboard, on which a side wall consisting of an elongated strip 1 made of paper or cardboard, which is glued by means of an overlap on the strip beginning 4 into a ring and then adhered to the bottom 2 ,
- a side wall consisting of an elongated strip 1 made of paper or cardboard, which is glued by means of an overlap on the strip beginning 4 into a ring and then adhered to the bottom 2 .
- connecting tongues 3 it is also possible to glue the strip 1 dull on the floor 2. If the connecting tongues 3 are not to be visible, a so-called inner mirror (not shown) is glued.
- Fig. 2 purely schematically illustrated apparatus for producing the in Fig. 1 illustrated box has as essential components a die 10 and a male part 20th
- the die 10 forms the heart of the device. It can be seen a cylinder whose base corresponds to the produced box 1, 2, thus also heart-shaped. In the lateral surface 11 of the die 10 openings 12 are provided in some areas. These are connected via vacuum connections with a vacuum source (not shown). In this way it is possible to form the strip 1 by means of a vacuum on the lateral surface 11 of the die 10 to the side wall and to fix until the bottom 2 is glued. A contact edge 15 ensures the exact position of the strip 1 on the die 11th
- pressure sensors can be inserted into the vacuum feed lines.
- the die 10 is rotated by means of its connection axis 14, to which it is replaceably mounted.
- the strip 1 is wound onto the lateral surface 11. If necessary, the winding is supported by the controlled driving back and forth patrix 20.
- the strip end is pressed by means of the male 20 against the strip beginning 4 until a previously applied adhesive has cured.
- a box bottom (not shown) can be withdrawn from a magazine in a manner known per se with the aid of a vacuum arm and provided with an adhesive bead on the circumference with the aid of an adhesive nozzle.
- This soil will now be using of the vacuum arm on the die 10, the connecting tabs 3 and the side wall forming strip 1 is pressed until the adhesive has cured.
- the finished box with the help of the same or another vacuum arm is withdrawn from the die 10, wherein the peeling process can be assisted by the fact that air is blown out of the vacuum nozzles 12, 13.
- the provided in the bottom of the die 10 vacuum nozzles 13 have the task to hold a possible inner mirror, which is placed on the die 10 before the strip 1 is wound onto the lateral surface.
- the supply of the vacuum to the vacuum nozzles 12, 13 is carried out by a built-in rotary axis 14 vacuum rotary feedthrough.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Claims (16)
- Procédé de fabrication de boîtes en papier ou en carton, sachant que les boîtes présentent un fond (2) ou un couvercle sur lequel est collée une paroi latérale, et que les parois latérales sont formées à partie d'une bande (1) ayant un commencement (4), une fin et des languettes d'assemblage (3) sur un côté longitudinal,
comprenant les étapes suivantes :- repliage des languettes d'assemblage (3) d'environ 90 degrés,- application, à l'aide d'un poinçon (20), du commencement de bande (4) contre la surface d'enveloppe (11) d'une matrice cylindrique (10) dont la section correspond à la section de la boîte,- rotation de la matrice (10), la bande (1) étant aspirée et immobilisée contre une partie concave de la matrice (10),- mise en place de colle sur le commencement (4) ou la fin de la bande (1),- assemblage par collage du commencement de bande (4) et de la fin de bande,- mise en place d'un boudin de colle sur le pourtour du fond (2),- pression du fond (2) et de la colle en contact contre les languettes d'assemblage (3),- enlèvement de la boîte achevée de la matrice (10),caractérisé en ce que la fixation de la bande (1) sur une partie de la surface d'enveloppe (11) s'effectue au moyen de vide, sachant que les languettes d'assemblage (3) sont appliquées contre la surface de fond de la matrice (10). - Procédé selon la revendication 1 pour fabriquer des boîtes dont la section présente plus d'une partie concave et plus d'une partie convexe, caractérisé par les caractéristiques suivantes :- à l'aide du poinçon (20), pression de la bande (1) en application contre une partie concave de la surface d'enveloppe (11),- rotation de la matrice (10) jusqu'à la partie concave suivante de la surface d'enveloppe (11),- répétition des étapes de pression d'application et de rotation conformément au nombre de parties concaves sur le pourtour de la boîte.
- Dispositif de fabrication de boîtes en papier ou en carton, sachant que les boîtes présentent un fond (2) et/ou un couvercle sur lequel/lesquels est collée une paroi latérale, que les parois latérales sont formées à partie d'une bande (1) ayant un commencement (4), une fin et des languettes d'assemblage (3) sur un côté longitudinal, et que la section des boîtes présente au moins une partie concave et au moins une partie convexe,
comprenant :- une matrice cylindrique (10) dont la surface de base correspond à la forme de la boîte à fabriquer,- et un poinçon (20) qui est mobile dans au moins un axe,- la matrice (10) étant montée à rotation,- le poinçon (20) possédant une surface active (21) qui coopère avec la surface d'enveloppe (11) de la matrice (10) et qui, de cette manière, approche la bande (1) de la matrice (10) et/ou l'applique contre celle-ci,caractérisé en ce que des ouvertures (12) sont prévues dans la surface d'enveloppe (11) de la matrice (10), ouvertures qui peuvent être reliées à une source de vide et qui immobilisent ainsi la bande (1) contre la matrice (10). - Dispositif selon la revendication 3, caractérisé par la caractéristique suivante :- avant la matrice (10) se trouve un dispositif pour l'alimentation précise de la bande (1) à la matrice (10).
- Dispositif selon la revendication 3 ou 4, caractérisé par la caractéristique suivante :- la matrice (10) est précédée d'un dispositif qui replie les languettes d'assemblage (3).
- Dispositif selon la revendication 3, 4 ou 5, caractérisé par la caractéristique suivante :- une butée (30), par exemple sous la forme d'une barrière photoélectrique, positionne le commencement de la bande (1) d'une manière précise par rapport à la matrice (10).
- Dispositif selon la revendication 3, caractérisé par les caractéristiques suivantes :- les ouvertures (12) dans la surface d'enveloppe (11) de la matrice (10) sont réparties en groupes,- chaque groupe peut être raccordé à la source de vide par l'intermédiaire d'un branchement de vide asservi.
- Dispositif selon l'une des revendications 3 à 7, caractérisé par la caractéristique suivante :- la hauteur de la surface d'enveloppe (11) est adaptée à la hauteur de la bande (1).
- Dispositif selon l'une des revendications 3 à 8, caractérisé par la caractéristique suivante :- des ouvertures d'aspiration (13) sont prévues dans la surface de fond de la matrice (10).
- Dispositif selon l'une des revendications 3 à 9, caractérisé par la caractéristique suivante :- au moins un capteur de pression est connecté entre la source de vide et la matrice (10).
- Dispositif selon l'une des revendications 3 à 10, caractérisé par les caractéristiques suivantes :- la matrice (10) est fixée de manière amovible sur un axe de rotation (14),- l'axe de rotation (14) constitue en même un passage rotatif de vide.
- Dispositif selon l'une des revendications 3 à 8, caractérisé par la caractéristique suivante :- le poinçon (20) est un coulisseau verticalement mobile doté d'un tranchant (21) qui est adapté aux parties concaves de la matrice (10).
- Dispositif selon l'une des revendications 3 à 12, caractérisé par la caractéristique suivante :- la matrice (10) et le poinçon (20) sont échangeables.
- Dispositif selon l'une des revendications 3 à 13, caractérisé par la caractéristique suivante :- avant la matrice (10) se trouve au moins un dispositif pour presser le fond de boîte (2) et/ou le couvercle de boîte encollé en contact contre la paroi latérale formée à partir de la bande (1), les languettes d'assemblage (3) et/ou un miroir intérieur.
- Dispositif selon l'une des revendications 3 à 14, caractérisé par la caractéristique suivante :- des buses de colle sont prévues pour l'application de la colle.
- Dispositif selon l'une des revendications 3 à 15, caractérisé par la caractéristique suivante :- un bord de guidage (15) pour la bande (1) est prévu sur la surface d'enveloppe (11) de la matrice (10).
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09002377A EP2221171B1 (fr) | 2009-02-20 | 2009-02-20 | Procédé et dispositif de fabrication de boîtes de papier ou de carton |
| JP2010028798A JP2010195041A (ja) | 2009-02-20 | 2010-02-12 | 紙または厚紙から成る箱の製造方法と製造装置 |
| CA2693758A CA2693758A1 (fr) | 2009-02-20 | 2010-02-19 | Procede et appareillage de fabrication de boites de papier ou de carton |
| EA201000241A EA018051B1 (ru) | 2009-02-20 | 2010-02-19 | Способ и устройство для изготовления коробок из бумаги или картона |
| US12/710,144 US8382648B2 (en) | 2009-02-20 | 2010-02-22 | Method and apparatus for manufacturing boxes made of paper or cardboard |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09002377A EP2221171B1 (fr) | 2009-02-20 | 2009-02-20 | Procédé et dispositif de fabrication de boîtes de papier ou de carton |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2221171A1 EP2221171A1 (fr) | 2010-08-25 |
| EP2221171B1 true EP2221171B1 (fr) | 2012-06-27 |
Family
ID=40863726
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09002377A Not-in-force EP2221171B1 (fr) | 2009-02-20 | 2009-02-20 | Procédé et dispositif de fabrication de boîtes de papier ou de carton |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8382648B2 (fr) |
| EP (1) | EP2221171B1 (fr) |
| JP (1) | JP2010195041A (fr) |
| CA (1) | CA2693758A1 (fr) |
| EA (1) | EA018051B1 (fr) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011082714A1 (fr) * | 2010-01-07 | 2011-07-14 | Mohrbach Verpackungsmaschinen Gmbh | Procédé et dispositif pour fabriquer des boîtes en papier ou en carton |
| EP2521647B1 (fr) * | 2010-01-07 | 2017-10-25 | Mohrbach Verpackungsmaschinen GmbH | Procédé et dispositif de fabrication de boîtes de papier ou de carton |
| CN102825835B (zh) * | 2011-06-17 | 2014-09-03 | 山东新华包装有限公司 | 一种全纸包装桶的去角折边设备及其生产工艺 |
| CN102837451A (zh) * | 2012-09-04 | 2012-12-26 | 苏州工业园区维特力彩印包装有限公司 | 用于基纸的上胶装置 |
| CN105599356A (zh) * | 2015-12-21 | 2016-05-25 | 广州美普森包装有限公司 | 一种包装盒流水生产线及生产方法 |
| CN107572090B (zh) * | 2017-09-02 | 2019-07-16 | 上海美美尚隽印刷有限公司 | 一种异型盒以及该异型盒的制作工艺 |
| CN113998259B (zh) * | 2020-05-27 | 2024-02-06 | 深圳市望盛科技有限公司 | 一种特种盒身结构 |
| CN115635737B (zh) * | 2022-10-10 | 2024-10-15 | 安徽美阅文化发展股份有限公司 | 一种礼盒自动生产线 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1568608A (en) * | 1925-03-09 | 1926-01-05 | Klein Adolph | Box construction |
| US1664739A (en) * | 1927-02-24 | 1928-04-03 | Irving A Deline | Box holder to facilitate the hand-stripping operation in the production of pasteboard boxes |
| US1987627A (en) * | 1932-07-29 | 1935-01-15 | Jr Gideon R Kreider | Method and apparatus for wrapping boxes |
| GB420002A (en) * | 1932-07-29 | 1934-11-19 | Gideon Richie Kreider Junior | Method and apparatus for making boxes |
| GB419741A (en) * | 1932-07-29 | 1934-11-19 | Gideon Richie Kreider Junior | Method and apparatus for making boxes |
| US2115745A (en) * | 1933-10-30 | 1938-05-03 | President And Directors Of The | Container |
| US2119360A (en) * | 1936-05-18 | 1938-05-31 | Frank J Schleicher | Box or carton |
| US2240445A (en) | 1939-04-10 | 1941-04-29 | Paper Package Company | Box forming machine |
| US2950849A (en) * | 1959-09-16 | 1960-08-30 | Douglas B Ortleb | Box construction |
| US3016178A (en) * | 1960-02-19 | 1962-01-09 | Charles J Knocks | Box construction |
| US3250186A (en) * | 1962-07-27 | 1966-05-10 | Reynolds Metals Co | Method and apparatus for making frusto-conical label constructions for bottles and the like |
| US3643554A (en) * | 1970-03-20 | 1972-02-22 | Thermo Dielectric Machine Co I | Box manufacturing apparatus |
| DE2650097A1 (de) * | 1976-10-30 | 1978-05-03 | Rissen Gmbh Maschf | Vorrichtung fuer die schliessung von laengsnaehten von konischen gefaessen |
| US4395253A (en) * | 1978-12-28 | 1983-07-26 | Consolidated Foods Corporation | Method of making corrugated packages |
| US4581003A (en) * | 1983-07-08 | 1986-04-08 | Toppan Printing Co., Ltd. | Method for manufacturing an angled and cylindrical container |
| JPH03124544A (ja) * | 1989-10-06 | 1991-05-28 | Nippon Uiringu Kk | 変形紙筒胴を有する容器及びその製造方法 |
| US5400917A (en) * | 1992-07-31 | 1995-03-28 | Stanton; Steven W. | Box Construction and method |
| DE102005054982A1 (de) | 2005-11-16 | 2007-07-12 | Silcoplan Engineering Gmbh | Doppelwandige Verpackungsschachtel und Verfahren zum Herstellen einer solchen |
| DE102006028824A1 (de) | 2006-05-02 | 2007-11-08 | Leunisman Gmbh | Faltschachtel mit doppelwandigem Rumpf |
| DE202006014009U1 (de) | 2006-09-08 | 2007-08-16 | Finega S.A. | Schachtel bestehend aus einer an einen Boden angesetzten Seitenwand |
-
2009
- 2009-02-20 EP EP09002377A patent/EP2221171B1/fr not_active Not-in-force
-
2010
- 2010-02-12 JP JP2010028798A patent/JP2010195041A/ja active Pending
- 2010-02-19 EA EA201000241A patent/EA018051B1/ru not_active IP Right Cessation
- 2010-02-19 CA CA2693758A patent/CA2693758A1/fr not_active Abandoned
- 2010-02-22 US US12/710,144 patent/US8382648B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8382648B2 (en) | 2013-02-26 |
| EA018051B1 (ru) | 2013-05-30 |
| JP2010195041A (ja) | 2010-09-09 |
| CA2693758A1 (fr) | 2010-08-20 |
| EA201000241A1 (ru) | 2010-08-30 |
| US20100216617A1 (en) | 2010-08-26 |
| EP2221171A1 (fr) | 2010-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2221171B1 (fr) | Procédé et dispositif de fabrication de boîtes de papier ou de carton | |
| EP3147115B1 (fr) | Machine et procede de fabrication de gobelet | |
| DE68907622T2 (de) | Verfahren und Maschine für die Herstellung von polygonalen Schachteln aus Bogenmaterial und daraus hergestellte Schachtel. | |
| EP1990184A1 (fr) | Dispositif de fabrication d'une douille conique et/ou d'un gobelet de papier | |
| DE102008005407A1 (de) | Verfahren und Vorrichtung zum Herstellen von Packungen für Zigaretten | |
| DE3148443A1 (de) | Schachtel mit sichtfenster sowie verfahren und vorrichtung zur herstellung einer solchen schachtel | |
| EP3299159A1 (fr) | Procédé et dispositif de fabrication de cartons avec rabat de fermeture | |
| EP1396430A2 (fr) | Procédé pour la production de boítes à couvercle rabattable | |
| EP3489005B1 (fr) | Outil de moulage et procédé de fabrication d'un emballage | |
| EP1103369B1 (fr) | Procédé et dispositif pour la fabrication de collerettes pour des boítes avec un couvercle à charnière | |
| DE69404352T2 (de) | Vorrichtung zum Auftragen und Umlegen für eine Herstellungsmachine von Schachteln | |
| EP2239200B1 (fr) | Procédé de fabrication d'un carton d'emballage et machine d'emballage | |
| EP2755892B1 (fr) | Procédé et dispositif de fabrication de paquets de cigarettes | |
| EP2521647B1 (fr) | Procédé et dispositif de fabrication de boîtes de papier ou de carton | |
| WO2011082720A1 (fr) | Procédé et dispositif pour fabriquer des couvercles de boîte et/ou des fonds de boîte en papier ou en carton | |
| DE102018005838A1 (de) | Verfahren und Vorrichtung zum Handhaben von Zuschnitten aus Verpackungsmaterial | |
| DE20306120U1 (de) | Aufricht- und Auskleidungsrevolver | |
| DE4417939A1 (de) | Maschine zum Herstellen von Behältern | |
| EP1470909B1 (fr) | Dispositif et procédé de pliage pour la mise en forme d'un carton | |
| DE3829308C1 (fr) | ||
| DE102005033604A1 (de) | Verfahren und Vorrichtung zum Herstellen einer Verpackungseinheit aus faltbarem Material | |
| DE102015202342A1 (de) | Vorrichtung zum Falten von Faltschachteln | |
| DE559794C (de) | Verfahren und Maschine zur Herstellung von Klappdeckelschachteln | |
| AT516596A2 (de) | Maschine zur Herstellung eines Bechers | |
| DE3325072A1 (de) | Verfahren und vorrichtung zum herstellen von verpackungsbehaeltern mit grossen abmessungen aus karton |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110202 |
|
| 17Q | First examination report despatched |
Effective date: 20110224 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 5/02 20060101ALN20111212BHEP Ipc: B65D 5/12 20060101ALN20111212BHEP Ipc: B31B 17/00 20060101AFI20111212BHEP Ipc: B31B 1/34 20060101ALI20111212BHEP |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DEMUSS, LUTZ |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 563922 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009003901 Country of ref document: DE Effective date: 20120823 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120927 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120928 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121029 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121008 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130328 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009003901 Country of ref document: DE Effective date: 20130328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120927 |
|
| BERE | Be: lapsed |
Owner name: MOHRBACH VERPACKUNGSMASCHINEN G.M.B.H. Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130220 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 563922 Country of ref document: AT Kind code of ref document: T Effective date: 20140220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090220 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130220 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502009003901 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B31B0017000000 Ipc: B31B0050000000 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20180221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190121 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190221 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210305 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200220 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009003901 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220901 |