EP2241713A2 - Feuille de porte avec isolation thermique - Google Patents
Feuille de porte avec isolation thermique Download PDFInfo
- Publication number
- EP2241713A2 EP2241713A2 EP10159044A EP10159044A EP2241713A2 EP 2241713 A2 EP2241713 A2 EP 2241713A2 EP 10159044 A EP10159044 A EP 10159044A EP 10159044 A EP10159044 A EP 10159044A EP 2241713 A2 EP2241713 A2 EP 2241713A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- door leaf
- insulating material
- front door
- nanoporous
- insulation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009413 insulation Methods 0.000 title claims abstract description 92
- 239000002245 particle Substances 0.000 claims abstract description 35
- 238000004519 manufacturing process Methods 0.000 claims abstract description 15
- 239000012774 insulation material Substances 0.000 claims abstract description 8
- 229920005830 Polyurethane Foam Polymers 0.000 claims abstract description 7
- 239000011810 insulating material Substances 0.000 claims description 58
- 238000010276 construction Methods 0.000 claims description 16
- 239000006260 foam Substances 0.000 claims description 13
- 230000009969 flowable effect Effects 0.000 claims description 12
- 125000006850 spacer group Chemical group 0.000 claims description 8
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 claims description 7
- 229910021485 fumed silica Inorganic materials 0.000 claims description 3
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 claims description 2
- 235000012239 silicon dioxide Nutrition 0.000 claims description 2
- 239000000463 material Substances 0.000 abstract description 37
- 229920002430 Fibre-reinforced plastic Polymers 0.000 abstract description 25
- 239000011151 fibre-reinforced plastic Substances 0.000 abstract description 25
- 238000000034 method Methods 0.000 abstract description 11
- 239000011496 polyurethane foam Substances 0.000 abstract 1
- 229910052751 metal Inorganic materials 0.000 description 14
- 239000002184 metal Substances 0.000 description 14
- 230000007246 mechanism Effects 0.000 description 12
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 11
- 239000000835 fiber Substances 0.000 description 8
- 239000011159 matrix material Substances 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 229910000838 Al alloy Inorganic materials 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 239000012783 reinforcing fiber Substances 0.000 description 5
- 239000000377 silicon dioxide Substances 0.000 description 5
- 239000004020 conductor Substances 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000005187 foaming Methods 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 150000008064 anhydrides Chemical class 0.000 description 2
- 210000000988 bone and bone Anatomy 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 239000004035 construction material Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000001698 pyrogenic effect Effects 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 210000001061 forehead Anatomy 0.000 description 1
- 238000005755 formation reaction Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000012720 thermal barrier coating Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/7015—Door leaves characterised by the filling between two external panels
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B1/00—Border constructions of openings in walls, floors, or ceilings; Frames to be rigidly mounted in such openings
- E06B1/04—Frames for doors, windows, or the like to be fixed in openings
- E06B1/32—Frames composed of parts made of different materials
- E06B1/325—Frames composed of parts made of different materials comprising insulation between two metal section members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/263—Frames with special provision for insulation
- E06B3/26301—Frames with special provision for insulation with prefabricated insulating strips between two metal section members
- E06B3/26303—Frames with special provision for insulation with prefabricated insulating strips between two metal section members with thin strips, e.g. defining a hollow space between the metal section members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/72—Door leaves consisting of frame and panels, e.g. of raised panel type
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/72—Door leaves consisting of frame and panels, e.g. of raised panel type
- E06B3/725—Door leaves consisting of frame and panels, e.g. of raised panel type with separate hollow frames, e.g. foam-filled
- E06B3/726—Door leaves consisting of frame and panels, e.g. of raised panel type with separate hollow frames, e.g. foam-filled of metal
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B1/00—Border constructions of openings in walls, floors, or ceilings; Frames to be rigidly mounted in such openings
- E06B1/70—Sills; Thresholds
- E06B2001/707—Thresholds with special provision for insulation
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/26—Compound frames, i.e. one frame within or behind another
- E06B3/2605—Compound frames, i.e. one frame within or behind another with frames permanently mounted behind or within each other, each provided with a pane or screen
- E06B2003/2625—Compound frames, i.e. one frame within or behind another with frames permanently mounted behind or within each other, each provided with a pane or screen with different frames made from different materials
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/70—Door leaves
- E06B3/7015—Door leaves characterised by the filling between two external panels
- E06B2003/7026—Door leaves characterised by the filling between two external panels of granular type
Definitions
- the invention relates to a front door leaf for a suitable as the outer closure of a building front door, with a thermal insulation device for thermal insulation, as it is known from DE 296 17 479 U1 , of the EP 1 568 842 B1 as well as the EP 1 780 368 A2 is known. Moreover, the invention relates to a front door with such a front door leaf and a manufacturing method thereof.
- the DE 296 17 479 U1 discloses a front door with a front door leaf, in which aluminum profiles a door leaf frame is made and on the door leaf frame motif plates are mounted. Between the motif plates filling elements for heat and / or sound insulation can be provided.
- a door leaf door is described for a front door, which identifies a door leaf frame made of light metal profiles.
- a sandwich panel is held as a door panel, which is formed of a motif plate and a cover plate and insulation material in between.
- the EP 1 780 368 A2 discloses a front door with a front door leaf with door leaf frame, in which a door panel is inserted, which has a motif plate.
- All doors described above have in common that they are usually made so that a peripheral door leaf frame is provided, on which the fittings are arranged.
- the door leaf frame is formed of a light metal such as an aluminum alloy.
- Sandwich panels are usually introduced into the door leaf frame, as for example in the DE 296 17 479 U1 is disclosed.
- the door leaf frame in addition connecting webs of poorly heat conductive material in order to avoid thermal bridges.
- Front doors have a multitude of functions that they have to fulfill, but what is most important is the fact that they are selected by the customer under the design aspect. Clients want to have a choice of entry doors that match their building visually. Another important aspect in the choice of a front door for the client is the Dämmcore, as a well-insulated front door to a lower energy consumption and thus helps to save costs.
- Front doors where the sandwich panel is placed on the door leaf frame, offer advantages in that there are no large number of connecting webs from the poorly heat-conducting material needed.
- they also have a disadvantage, namely that a cover strip is provided, which is used as a cover and fastening of the sandwich panel.
- the cover strip is formed as a clip profile, i. it is at least partially visible.
- Front doors should also be designed in such a way that they oppose external influences such as a break-in attempt or even forces of nature as high a resistance as possible, so as to prevent damage or at least complicate. Flexible components on the front door do not contribute to this.
- front doors should have the highest possible thermal insulation capacity, since weak points that allow higher heat to flow out of the building than their immediate surroundings have a negative impact on the energy efficiency of the building.
- Such vulnerabilities are generally found on the roof, windows and exterior doors. Therefore, especially these components should have a particularly good thermal insulation.
- a problematic issue with an increased thickness of the front door is that the gap between a door frame and the front door leaf must be made larger so that the front door opens, and not tilted with the door frame.
- a larger gap has a negative effect on the front door thermal insulation function discussed above, and may adversely affect the visual appearance.
- the object of the invention is to provide a front door leaf with excellent thermally insulating properties, which can simultaneously provide a more elegant visual appearance.
- a thermal insulation device for thermal insulation which preferably contains a nanoporous insulating material.
- Nanoporous insulating material is a material that has particles and / or structures with a size in the nm range.
- the particles preferably have a very large specific surface area due to a large number of pores.
- gas molecules can easily accumulate by physical adsorption.
- such a gas cushion is used for heat insulation, since gas generally has a low thermal conductivity. Since the molecules are adsorbed on the particle surface, they move only slightly, and convection conduction is prevented.
- silicic anhydrides with pores with a size in the nm range used which are commonly referred to as pyrogenic or nanoporous silica.
- packages containing nanoporous, e.g. granular loose, insulating material are filled to evacuate, so as to form particularly effective vacuum insulation panels.
- Nanoporous insulating material has a much greater thermal insulation value than, for example, conventional PU foam, with which house doors are generally foamed for thermal insulation. If a part of, for example, the PU foam or the entire amount of this insulating material present in the door leaf is replaced by a nanoporous insulating material, it is possible to make the front door leaf substantially thinner with the same thermal insulation performance, making it even more elegant and even more visually in a building can be integrated.
- the nanoporous insulating materials may e.g. specially made for this purpose; However, it is preferable to use nanoporous insulating materials, which are obtained, inter alia, as a waste in the production of storage media.
- the nanoporous insulating material to silicic anhydrides, which is commonly referred to as fumed silica or nanoporous silica.
- this is preferably a flowable particle medium which, in order to be used as an insulating material in doors, is welded under vacuum in a film.
- a large number of gas molecules can be absorbed at the specific large surface area of the nanoporous insulating material. These gas molecules form the thermal barrier coating. Because they are absorbed on the surface of the nanoporous insulating particles, they can not circulate and heat transfer by convection is prevented.
- Such a nanoporous insulating material preferably has a higher insulation value by a factor of 10 than ordinary PU foam.
- the flowability of the material allows the particles in any desired form to be welded as packages and incorporated into other structures.
- the nanoporous insulating material preferably has nanoporous particles.
- particles and pores in the nano range are used. These nanoporous particles mostly have advantageously large surfaces on which molecules are easily absorbed.
- the gas molecules generally have a low thermal conductivity and are immobilized by the absorption on the particle surface, so that also a heat conduction by convection is prevented.
- the thermal insulation device in the front door leaf advantageously has an insulating material made of flowable particles. Flowable particles make it possible to bring the insulating material preferably in any desired shape so as to be able to bring it into components that have unusual shapes.
- the nanoporous particles are preferably present unbound as flowable particles in the thermal insulation device. Due to the lack of chemical or physical bonds between the particles, the free shaping of the insulating layer can be substantially improved.
- the nanoporous and / or flowable particles are packed in at least one package pressed.
- the package holds as a shell the nanoporous and / or flowable particles which are pressed into it, firmly together, and also serves advantageously as a form-determining basic form, which dictates the final shape of the filled with nanoporous particles package.
- the nanoporous insulating material is preferably provided as a filling of at least one vacuum insulation panel. In the vacuum there is no heat conduction, the heat transfer happens only by heat radiation.
- the package in which the nanoporous insulating material is pressed in as a filling is evacuated, advantageously only a few gas molecules remain on the surface of the nanoporous particles after the evacuation.
- the pores of the insulating material remain unfilled.
- the particles advantageously serve as vacuum carriers, in the pores of which the vacuum is located.
- the thermal conductivity is further reduced by the introduction of a vacuum compared to absorbed air molecules, thereby increasing the thermal insulation.
- the package forms the vacuum insulation board.
- an insulating material layer or insulating material layer running parallel to the door leaf broadside is formed within the door leaf from the nanoporous insulating material.
- a large part of the Haustblatts be advantageously filled with an insulating material with high thermal insulation.
- the insulation layer or insulating material layer may advantageously be formed from one or more of the packages or vacuum insulation panels as needed. If the insulation layer consists of several packages or vacuum insulation panels, these can preferably be next to each other and / or be arranged one above the other. By using multiple packages, it is possible to make front door panels so that they have viewing openings such as glass windows, and still be completely filled with an insulating layer in the rest. Depending on the number of packages that are stacked next to each other and / or stacked, the heat insulation capacity of the Haustblatts increases.
- the nanoporous insulating material preferably has nanoporous and / or pyrogenic silica.
- This material has a very small particle diameter, in particular in the nanometer range, which makes it particularly flowable, and / or a high specific surface area, that is, it comprises a multiplicity of pores in the nanoscale, which can absorb a large volume of gas, or in the case of the vacuum insulation panel has a large vacuum volume and thus good thermal insulation.
- the insulating device preferably comprises at least one Schaumdämmstofflage foamed insulation, in particular PU foam.
- Foamed insulation is inexpensive and can be easily introduced by foaming in very narrow recesses. Therefore, it is particularly suitable for filling a door raw structure.
- the nanoporous insulating material is embedded between two Schaumdämmstofflagen, since this lowers the cost of production.
- the front door leaf preferably has two respective broad sides forming plates, which are advantageously arranged spaced apart by a spacer means, and between which the heat-insulating device is formed. With such a structure, it is possible to keep the nanoporous insulating material in its predetermined position until the rest of the front door leaf interior is foamed with the foam insulation.
- the spacer device preferably comprises a plurality of narrow end faces of the front door leaf, which are advantageously formed by profiled strips. Along the profile strip extends a profile region, which is preferably made at least partially of thermally insulating material.
- the thermally insulating profile strip in conjunction with the nanoporous insulating material ensures even better thermal insulation of the front door leaf.
- the thermally insulating material is preferably a fiber-reinforced plastic material, and is produced in particular by pultrusion technology.
- Fiber reinforced plastic material is a material that consists of reinforcing fibers and a plastic matrix.
- the fibers may be, for example, glass fibers or carbon fibers, but other types of fibers are known.
- the matrix surrounds the fibers bound to the matrix by adhesive and / or cohesive forces.
- the reinforcing fibers are characterized by having high specific strengths and stiffnesses. Without the matrix material, however, these high specific strengths and stiffnesses are not usable, only by a suitable combination of fiber and matrix material creates a new construction material.
- this construction material can be individually adjusted via a variety of parameters.
- different fiber or matrix materials can be used, the fiber angle can be adjusted, the layer order can be changed, or the fiber volume fraction can be increased or decreased depending on the desired properties.
- plastic materials In addition to the strength, plastic materials generally have a low thermal conductivity and can therefore provide effective thermal insulation in conjunction with other thermal insulation devices.
- Fiber-reinforced plastic material can be individually adapted to the requirements of the component produced with this technology by the pultrusion technique.
- the profiled strips may advantageously be constructed in several parts, wherein at least one part is formed from the fiber-reinforced plastic material or they may preferably be formed integrally and completely from the fiber-reinforced plastic material.
- the front door leaf is constructed in box-lid construction, wherein preferably a first of the plates forms a box to be filled by the heat-insulating device and the second of the plates preferably forms an occlusive lid.
- the box is formed by the first panel and the spacer means attached thereto, the spacer means being formed by a door leaf frame formed as a support structure with four door leaf frame beams.
- the package or the vacuum insulation panel is attached to the spacer means positively and / or cohesively.
- the front door with the front door leaf preferably comprises a door frame.
- a box-lid construction is advantageously initially provided, in which preferably a proposed insulating material layer of nanoporous insulating material is inserted, after which the box-lid construction is advantageously closed with a lid.
- the insulating material layer is preferably made of flowable nanoporous particles, in which the particles are preferably placed in a sheath, which advantageously defines an outer shape for the insulating material layer.
- the mold is adapted to the box-lid construction, and is first evacuated after insertion of the particles and then sealed.
- the door leaf frame spars of a door leaf frame are preferably made of profile strips, which are advantageously at least partially formed of fiber reinforced plastic material, preferably pultrusion technique, and the door leaf frame is preferably made from a plurality of the door leaf frame spars and a first plate, which preferably forms one of the broad sides of the house door leaf, advantageously becomes attached to the door leaf frame.
- the box-lid construction is preferably formed by making door leaf frame beams of a door leaf from profile strips which are preferably at least partially made of the fiber-reinforced plastic by pultrusion technique, and the door leaf frame is advantageously made from these door leaf frame beams.
- a first plate which forms one of the broad sides of the front door leaf, is subsequently attached to the door leaf frame so as to form the box of the box-lid construction.
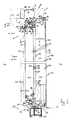
- Fig. 1 shows a horizontal cross section through a used as the outer end 8 of a building (not shown) door 10 with front door elements 11 in the form of a Haustblatts 12 and a door frame 14th
- the door frame 14 comprises a plurality Zargenholme 16, of which Fig. 1 only the vertically arranged Zargenholme the front door 10 are shown. You can see the lock-side Zargenholm 18 on the left in Fig. 1 and the band-side Zargenholm 20 on the right side of the Fig. 1 ,
- the lock-side Zargenholm 18 includes a first profile strip 22.
- the first profile strip 22 has a plurality of hollow profile elements 24, 24 ', 24 ", 26 on.
- the first hollow profile element 24, 24 ', 24 " is formed larger than the second hollow profile element 26.
- the first hollow profile element 24, 24', 24" can, as in FIG Fig. 1 shown by dash-dotted lines, in different sizes (hollow profile elements 24, 24 ', 24 "), depending on the need and construction of the masonry, are made.
- the second hollow profile element 26 has an abutment mechanism 30 for a lock 31 arranged on the front door leaf 12.
- the two hollow profile elements 24, 26 are preferably made of a metal, namely here a light metal, more precisely an aluminum alloy.
- the hollow profile elements 24, 24 ', 24 ", 26 are connected to one another via a plurality of connecting webs 32, 34.
- the connecting webs 32, 34 are made of fiber-reinforced plastic material 35.
- a carbon fiber composite material serves as a fiber-reinforced plastic material 35.
- a first connecting web 32 has a folded area shape 32b a bevelled or curved shape, wherein the slope reinforces toward the outer region 36 of the front door 10.
- a second connecting web 34 which is located on the wall side of the door frame 14, has a straight profile web, which is flush with the wall-side profile walls of the hollow profile elements 24, 24 ', 24 ", 26 extends.
- a first cavity 38 which is formed by the connection of the hollow profile elements 24, 24 ', 24 ", 26 with the connecting webs 32, 34, is foamed with an insulating material 39, such as foam insulation, in particular PU foam.
- the connecting webs 32, 34 have at their ends first dovetail-like projections 40 with which the connecting webs 32, 34 are positively engaged with trapezoidal groove formations on the hollow profile elements 24, 24 ', 24 ", 26.
- the first hollow profile element 24, 24 ', 24 "comprises a first groove 42, into which a first seal 44 can engage.
- the first seal 44 serves as an outer seal and engages on an outer edge region of the front door leaf 12.
- the band-side frame member 20 is formed by a second profile strip 46, which is formed substantially identical to the first profile strip 22.
- a second profile strip 46 is formed substantially identical to the first profile strip 22.
- One difference is that in the second hollow profile element 26 of the second profile strip 46 as a fitting 47 no thrust mechanism 30, but a first part 48 of a pivot mechanism 50, which is designed as a door hinge 51 is located.
- the pivoting mechanism 50 includes a concealed hinge system, as more particularly disclosed in the German patent application DE 10 2009 004 210.5-23 is described. This patent application is incorporated by reference into the present application. It is expressly made to this non-prepublished German patent application for more details of the door hinge 51.
- the front door leaf 12 has, on the lock side, a door latch 54 arranged on an inner region 52 and on the outer region 36 a rosette 55. In embodiments not shown, a front door handle is provided.
- the front door leaf 12 has as a supporting or supporting element on a door leaf frame 57 formed of a plurality of door leaf frame beams 56.
- the door leaf frame spars 56 are formed from further profile strips 58, 58a.
- the front door leaf 12 includes a third profile strip 58 on the lock side and a fourth profile strip 58 a on the hinge side.
- the third profile strip 58 forms a lock-side end face 59 of the front door leaf 12 and comprises a plurality of profile areas 60, 62.
- a first profile area 60 and a second profile area 62 are provided.
- the first profile area 60 is in form engagement with the second profile area 62.
- the second profile area 62 is formed from a light metal, namely an aluminum alloy, and has a lock receiving area for receiving the lock 31. It includes a second groove 66 which receives a second seal 68.
- the first profile region 60 of the third profile strip 58 has a first and a second strip element 74, 76.
- the first strip element 74 is larger than the second strip element 76.
- the first strip element 74 comprises two second dovetail-like projections 78 with which the two profile regions 60, 62 are fastened to one another in a form-fitting manner.
- the first strip element 74 Towards the outside area 36 of the front door leaf 12, the first strip element 74 has a third groove 80, by means of which the first strip element 74 encloses a first plate 82 in the form of a motif plate 83 of the front door leaf 12.
- the motif plate 83 essentially forms a first broad side 84 of the front door leaf 12.
- the first plate 82 is bent in the area in which it is enclosed by the first strip element 74 via the third groove 80 to the interior 86 of the Haustblatts 12.
- the first strip element 74 has a rounding 88 in a folded region 89 and thus forms a convex end region 90.
- the front door leaf 12 further comprises a second plate 92 in the form of a cover plate 94, which essentially forms a second broad side 96 of the Haustblatts 12.
- the second plate 92 encloses and is supported by the second profile region 62.
- the third profile strip 58 forms a spacer device 98, which holds the two plates 84, 96 forming the broad sides 84, 96 spaced. It forms with the plate 82 a box 100 of a box-lid construction 102, which is closed by the second plate 92 as a lid 104.
- a fourth groove 106 In the rounding 88 is a fourth groove 106. In this fourth groove 106, a third seal 108 is introduced.
- the front door leaf 12 further includes a thermal insulation device 112 to thermally isolate the outer region 36 of the inner region 52.
- the thermal insulation device 112 usually has a plurality of insulating material layers 114 or insulation layers.
- the Dämmstofflagen 114 are part of a door panel 115 for the front door leaf 12th
- the first strip element 74 and the second strip element 76 of the third profile strip 58 are positively connected to each other.
- the first strip element 74, the second strip element 76 and the second profile region 62 form a recess 116, in which one of the insulating material layers 114 is positively received and held, which is formed by a vacuum insulation panel 118.
- this vacuum insulation panel has a silicic acid anhydride 120 in the form of pyrogenic or nanoporous silica 122.
- the band-side frame member 20 is essentially formed by the fourth profile strip 58 a, which is identical to the third profile strip 58 and forms the band-side end face 124.
- the second profile region 62 of the fourth profile strip 58a does not have the counter-bearing mechanism 30 in its interior, but rather a band-receiving region 126 for a second part 128 of the swivel mechanism 50.
- the pivot mechanism 50 has a hinge formed by the door hinge 51, which connects the second hollow profile element 26 of the second profile strip 48 with the second profile region 62 of the fourth profile strip 58a.
- the lock 31 has one or more catch 132, which engages in a corresponding Schnäpperness 134 of the abutment mechanism 30 in the second hollow profile element 26 of the first profile strip 22.
- a multi-locking device (not shown) is provided with a plurality of bars, which a key or the like or a motor lock for personal identification for locking and unlocking the front door are actuated.
- the first broad side 84 is smaller, in particular narrower than the second broad side 96.
- the fold region 89 with the rounding 88 or in an alternative embodiment, not shown, of a bevel is provided as a transition from the narrow first broad side 84 to the broader second broad side 96 .
- the vacuum insulation panel 96 is formed as a package 136 and extends in the interior 86 of the Haustblatts 12 parallel to the two broad sides 84,96.
- the arrangement of the vacuum insulation panel 96 results in two second cavities 138, which are foamed with a foam insulating material 140 forming a further insulating material layer 114.
- the foam insulating material 140 also foams a fifth groove 142 in the first strip element 74, which opens toward the interior 86 for the purpose of positive reception of the thermal insulation device 112.
- the thermal insulation device 112 has further components, which are formed from fiber-reinforced plastic material 35 and connect the thermal insulation areas that are in contact with the outer region 36, with areas that are in contact with the inner region 52.
- the fiber-reinforced plastic material 35 has a very low thermal conductivity, whereby thermal bridges can be avoided, i. It acts as a thermally insulating material.
- the cavity 38 is additionally foamed by a foam insulation 142, so as to increase the thermal insulation capacity of the door frame 14 even further.
- the vacuum insulation panel 118 acts as a thermal insulation panel.
- the vacuum insulation panel 118 is formed by flowable nanoporous insulating material 148, which has been filled as a particle medium in a film 150, which defines the basic shape of the package 136 as a shell 152 or envelope. Subsequently, the shell 152 is evacuated to press firmly against the particle medium. The package 136 thus has a vacuum.
- Such a thermal insulation board has a much higher thermal insulation value than conventional foam insulation. Therefore, the thermal insulation function of the front door leaf 12 is increased by a multiple by the use of such a thermal insulation board.
- the first strip element 74 of the first profile area 60 in the front door leaf 12 is likewise formed from fiber-reinforced plastic material 35. This prevents on the one hand due to the low thermal conductivity of this material, a thermal bridge, on the other hand it makes the front door leaf 12 due to the mechanical properties of the fiber reinforced plastic material 35, especially in this area resistant. Especially this area is particularly stressed during operation.
- the first connecting web 32 of the frame spar 16 is formed from the fiber-reinforced plastic material 35, the total area of the front door 10 is extremely robust and resistant.
- the first strip element 74 of the third profile strip 58 and the first connecting web 32 of the Zargenholmes 16 are rounded - rounded 88 - and have a mutually complementary shape.
- This shape is designed such that the front door leaf 12 can be made thicker without the front door leaf 12 canted to the frame member 16.
- the door gap 156 are widened.
- this door gap 156 can be kept narrow here due to the improved design, which contributes to the thermal insulation.
- the rounded shape also reduces the stress on the third seal 92 attached to the first ledge member 74 in the fourth groove 90.
- the front door 10 has between the Zargenholm 16 and the front door leaf 12 has three seals 44, 68, 108. This results in the door gap 156 in the closed state of the front door 10, two air chambers 1158, 160. By a plurality of air chambers, it is possible to keep the convection of the air low, i. to form a convection barrier, thus hindering the heat exchange. As a result, the thermal insulation capacity of the front door 10 is further improved.
- the rounding 88 of the first strip element 74 of the third profile strip 58 also causes the front door leaf 12 looks elegant and filigree. It is therefore possible, even thick doors that can absorb a large amount of thermal insulation materials in their interior by their thickness, to look elegant and filigree.
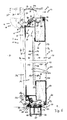
- Fig. 2 shows a vertical cross section through the front door 10 with the front door leaf 12 and the door frame 14th
- the front door 10 has a threshold profile 164 of a door sill 166 instead of a frame spar 16.
- the door sill 166 includes a third hollow profile member 168 and a Bodeneinstand 170.
- the third hollow profile element 168 and the Bodeneinstand 170 are fastened by a plurality of fasteners 172, in particular screws, to each other.
- the third hollow profile element 168 is embedded in the bottom 174 and formed in the example shown here from the fiber-reinforced plastic material 35.
- the hollow profile element 168 has, in the illustrated example, two hollow chambers 176, 178, which may be reinforced by metal cantilevers 180.
- the bottom recess 170 comprises an outside area 182 and an inside area 184. Both areas 182, 184 are formed of metal, in particular light metal, such as an aluminum alloy.
- the outside area 182 has a metal profile element with a projection area 188 with a projection 190 to which a fourth seal 194 attached to the lower front side 192 of the front door leaf 12 abuts.
- the outside area 182 and the inside area 184 of the bottom fence 170 are connected to each other by a connecting piece 196.
- the connector 196 has a profile shaped like a dog bone.
- the fastening elements 172 are covered with a web 198, which is preferably formed from the fiber-reinforced plastic material 35.
- the front door leaf 12 also has the second seal 68 at the bottom area 176.
- the in Fig. 1 is shown, the vertical portion of the front door 10 in the bottom portion 176 only two instead of three seals.
- first strip element 74 in the bottom region 176 does not surround the first plate 82, but here it overlies the first strip element 74.
- the use of the fiber-reinforced plastic material 35 is in the bottom portion 176 of advantage, since here too, depending on the load, large forces can act, on the other hand, the avoidance of thermal bridges is useful here.
- the floor area 176 is thereby more robust and resistant, yet thermally insulated.
- both the outside area 182 and the inside area 184 of the bottom fence 170 are fastened, each with its own fastening element 172, to the third hollow profile element 168.
- the protrusion 190 of the outside area 182 avoids the ingress of dirt or precipitate over the door sill 166.
- Fig. 3 and Fig. 4 show a second embodiment of the front door 10 with the front door leaf 12 and the door frame 14, wherein Fig. 3 a horizontal cross section and Fig. 4 a vertical cross section through the front door 10 shows.
- the first differs from the second embodiment only in that no second strip element 76 is present in the first profile area 60 of the third profile strip 58.
- the vacuum insulation panel 96 is not held in a form-fitting manner between the first profile area 60 and the second profile area 62, but is preferably fastened to the second profile area 62 in a material-locking manner. This simplifies production and makes it more cost effective, since a strip element has to be produced less.
- the two embodiments differ, as in FIG Fig. 4 shown in that the connecting piece 196 is not shaped like a dog bone, but is provided with an annular ridge portion 200.
- the connector 196 thus fills the entire space 202 between the outside area 182 and the inside area 186 of the bottom panel 170, thus making the structure even more stable.
- connection profile 206 has a support portion 210 which is complementary to the rounding 88 and is supported thereon.
- the support region 210 supports a protruding lower edge region 212 of the motif plate 83.
- Fig. 5 and Fig. 6 show a third embodiment of the front door 10 with the front door leaf 12 and the door frame 14, wherein Fig. 5 a horizontal and Fig. 6 a vertical cross section through the front door 10 shows.
- the third embodiment differs from the other two embodiments in that the two profile regions 60, 62 of the third profile strip 58 are formed as regions of a one-piece hollow profile 214, which is formed entirely from the fiber-reinforced plastic material 35.
- the vacuum insulation panel 118 is smaller than in the other two embodiments and attached via an adhesive connection 216 to the second profile portion 62. Since no metallic and thus no good heat-conducting material is more present in the interior 86 of the Haustblatts 12, insulation material can be saved, which makes the structure cheaper.
- the Bodeneinstand 170 is integrally formed of fiber reinforced plastic material 35.
- the fasteners 172 are only individually covered with a small, also made of fiber-reinforced plastic material 35 cover 218.
- the projection 190 is additionally reinforced and sealed with an outer seal 220.
- the material used contributes to a better thermal insulation and greater robustness of the Bodeneinstands 170.
- the fiber reinforced plastic material 35 has certain advantages in terms of its resistance and thermal insulation ability to metal materials. In most cases, it is much more expensive. Therefore, it is advantageous if various embodiments are available, which have different proportions of the respective material. Thus, the client can decide after weighing the cost-benefit factor for a suitable solution for him.
- the connecting webs 32, 34 and the strip elements 74, 76 and the profile region 62 of the third profile strip 58 are formed. Furthermore, also in Pultrusionstechnik the areas 182, 184 of Bodeneinstands 170, the connecting piece 196 and a web 198 are formed.
- reinforcing fibers are impregnated with resin either in an open or a closed process.
- the reinforcing fibers are guided via a dipping roller from their positions into a resin trough (also impregnated trough).
- a Kadier grid ensures the desired distribution of the fibers in the later profile.
- thermosetting plastic is continuously cured at temperatures between 100 and 200 ° C (depending on the material) (hot curing process). For large-volume profiles, care should be taken to ensure that the heat distribution is as constant as possible in order to prevent cracks.
- the cured profile is then sawn into arbitrarily long pieces. The entire process is performed by a drawing tool z. B. in the form of a caterpillar take-off or reversing hydraulic grippers in motion, which pulls the finished profile and thus the fibers together with the resin and the reinforcing material from the curing tool.
- the hollow profile elements 24, 26 and the second profile portion 62 of the third profile strip 58 produced by forming are the generic term for all manufacturing processes in which metals are purposefully plastically converted into another shape.
- the volume before and after the forming is the same; the mass and cohesion of the material are retained during forming.
- cold and hot forming recrystallization regularly occurs, which counteracts solidification of the material. Cold forming refers to a deformation below the recrystallization temperature. In her case, it comes to a solidification with reduced toughness.
- the two hollow profile elements 24, 26 are connected via form engagement with connecting webs 32, 34 to the first profile strip 22, which forms an element of the door frame 14.
- the resulting first cavity between the two hollow profile elements 24, 26 and the connecting webs 32, 34 is foamed with an insulating material 39.
- first and second strip elements 74, 76 are connected to the first profile area 60 of the third profile strip 58.
- the first profile region 60 thus formed is connected to the second profile region 62 to form the third profile strip 58 via a form engagement.
- the nanoporous insulating material 148 comprising nanoporous silica 122 is packed in the foil 150 in a shape that dictates the exterior shape of the package 136.
- the film 150 is sealed and during the closing of this resulting package 136 is evacuated.
- one of the two plates 82, 92, e.g. the motif plate 83 mounted to form the box 100 of the box-lid construction 102.
- the vacuum insulation panel 118 is inserted, a foam insulation 140 is introduced, and then the box 100 is fitted with a second panel 92, e.g. closed in the form of a cover plate 94.
- a foam insulation 140 is introduced, and then the box 100 is fitted with a second panel 92, e.g. closed in the form of a cover plate 94.
- fittings such as the lock 31, the door hinges 51, the abutment mechanism 30, the swing mechanism 50, the door latch 54 and the rosette 55 are attached.
- seals 44, 68, 108, 194 are inserted into the corresponding grooves. This step can also be done before cutting the raw profiles.
- the door is delivered to the construction site and installed there.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Refrigerator Housings (AREA)
- Wing Frames And Configurations (AREA)
- Special Wing (AREA)
- Building Environments (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009016558 | 2009-04-06 | ||
| DE102009032041A DE102009032041A1 (de) | 2009-04-06 | 2009-07-07 | Haustürblatt mit einer Wärmedämmeinrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2241713A2 true EP2241713A2 (fr) | 2010-10-20 |
| EP2241713A3 EP2241713A3 (fr) | 2013-06-19 |
| EP2241713B1 EP2241713B1 (fr) | 2014-07-02 |
Family
ID=42675120
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10158878.8A Withdrawn EP2241714A3 (fr) | 2009-04-06 | 2010-03-31 | Feuille de porte d'habitation dotée d'une zone de pliure biseautée ou arrondie, porte d'habitation en étant pourvue ainsi que procédé de fabrication |
| EP10159044.6A Not-in-force EP2241713B1 (fr) | 2009-04-06 | 2010-04-01 | Feuille de porte avec isolation thermique |
| EP10159045.3A Active EP2241715B2 (fr) | 2009-04-06 | 2010-04-01 | Porte d'habitation avec matière synthétique fibreuse renforcé et procédé de fabrication |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10158878.8A Withdrawn EP2241714A3 (fr) | 2009-04-06 | 2010-03-31 | Feuille de porte d'habitation dotée d'une zone de pliure biseautée ou arrondie, porte d'habitation en étant pourvue ainsi que procédé de fabrication |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10159045.3A Active EP2241715B2 (fr) | 2009-04-06 | 2010-04-01 | Porte d'habitation avec matière synthétique fibreuse renforcé et procédé de fabrication |
Country Status (2)
| Country | Link |
|---|---|
| EP (3) | EP2241714A3 (fr) |
| DE (3) | DE102009032040A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014105388A1 (de) * | 2014-04-15 | 2015-10-15 | Pax Ag | Rahmen einer Tür oder eines Fensters |
| EP3327239A1 (fr) | 2016-11-28 | 2018-05-30 | Hörmann KG Brandis | Procédé destiné à la fabrication d'un vantail ainsi que vantail |
| DE102016125251A1 (de) | 2016-11-28 | 2018-05-30 | Hörmann Kg Brandis | Verfahren zum Herstellen eines Türblattes sowie Türblatt |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011000669U1 (de) | 2011-03-23 | 2012-06-26 | Zoran Sencar | Schichtaufbau für Türblatt |
| DE102012108931A1 (de) | 2011-10-12 | 2013-04-18 | Hörmann KG Eckelhausen | Verfahren zum Herstellen eines Gebäudetür-Türblatts sowie damit herstellbares Türblatt |
| DE102012108929A1 (de) | 2011-10-12 | 2013-04-18 | Hörmann KG Eckelhausen | Haustür-Türblatt sowie Herstellverfahren hierfür |
| DE102012106345B4 (de) | 2012-07-13 | 2015-02-26 | Hörmann KG Eckelhausen | Verfahren zum Herstellen eines Haustür-Türblatts sowie damit hergestelltes Haustür-Türblatt |
| DE102013100514B4 (de) | 2012-11-22 | 2022-06-23 | Hörmann Kg Brandis | Tür- oder torelementherstellverfahren sowie tür- oder torelement |
| CN103753832A (zh) * | 2013-12-31 | 2014-04-30 | 山东天畅环保工程有限公司 | 碳纤维拉挤门窗型材生产方法 |
| CN104453615B (zh) * | 2014-10-09 | 2016-04-20 | 驻马店市嵖岈山门业有限公司 | 铝框门扇的组装方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29617479U1 (de) | 1996-10-08 | 1998-02-05 | Hörmann KG Eckelhausen, 66625 Nohfelden | Profilrahmenwerk für Gebäudeabschlüsse |
| EP1780368A2 (fr) | 2005-10-27 | 2007-05-02 | Hörmann KG Eckelhausen | Vantail pour porte de maison avec élément en verre |
| EP1568842B1 (fr) | 2004-01-30 | 2008-12-31 | Hörmann KG Eckelhausen | Vantail pour porte de maison, porte avec un tel vantail et procédé de fabrication |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE371246B (fr) * | 1973-04-11 | 1974-11-11 | Goetaverken Byggaluminium Ab | |
| US4389817A (en) * | 1981-06-01 | 1983-06-28 | Olberding Leonard E | Double door assembly |
| CH656669A5 (en) * | 1982-05-07 | 1986-07-15 | Otto Bachmann | Window or door construction |
| DE4035051A1 (de) * | 1990-11-05 | 1992-05-07 | Jobst H Dr Ing Kerspe | Isolierendes, selbsttragendes bauelement zum aufbau freistehender klimaraeume |
| US5212921A (en) * | 1991-01-17 | 1993-05-25 | Marvin Lumber And Cedar Company | Door sill composition |
| US5376449A (en) * | 1993-07-09 | 1994-12-27 | Martin Marietta Energy Systems, Inc. | Silica powders for powder evacuated thermal insulating panel and method |
| DE4433145A1 (de) * | 1994-09-17 | 1996-03-21 | Harry Frey | Magnetische Türdichtung |
| US5584157A (en) * | 1996-01-17 | 1996-12-17 | Sun; Hsin Y. | Structure of a door frame |
| US5653075A (en) * | 1996-02-26 | 1997-08-05 | Smartdoor Fiberglass Systems, Inc. | Field alterable, glass reinforced plastic door panel |
| US5934030A (en) * | 1997-08-29 | 1999-08-10 | Composite Structures, Inc. | Door frame |
| GB2340163B (en) * | 1998-07-29 | 2003-04-09 | Anglian Windows Ltd | Cill arrangement for UPVC windows |
| DE29819925U1 (de) * | 1998-11-07 | 1999-04-08 | FIBROLUX GmbH, 65719 Hofheim | Türrahmensystem aus glasfaserverstärktem Kunststoff |
| WO2001004448A1 (fr) * | 1999-07-09 | 2001-01-18 | Waldau, Uwe | Porte et encadrement de porte |
| GB2371075B (en) * | 2001-01-11 | 2003-03-19 | Polymer Engineering Ltd | Doors |
| DE20204198U1 (de) * | 2002-03-15 | 2002-08-08 | Porta Systems AG, 32457 Porta Westfalica | Abschlusstür für Gebäude, insbesondere für Passivhäuser |
| GB0301358D0 (en) * | 2003-01-21 | 2003-02-19 | Polymer Engineering Ltd | Doors |
| DE202006004360U1 (de) * | 2006-03-16 | 2006-06-01 | Kta Gmbh & Co. Kg | Schallschutztüre für Feucht- und Nassräume |
| DE202007017581U1 (de) † | 2007-12-17 | 2009-04-30 | Hörmann KG Eckelhausen | Türmodulsystem für eine Haustür, Türblatt und Tür |
| DE102009004210B3 (de) | 2009-01-09 | 2010-09-16 | Hörmann KG Eckelhausen | Türbandanordnung |
-
2009
- 2009-07-07 DE DE102009032040A patent/DE102009032040A1/de not_active Ceased
- 2009-07-07 DE DE102009032039.3A patent/DE102009032039B4/de not_active Expired - Fee Related
- 2009-07-07 DE DE102009032041A patent/DE102009032041A1/de not_active Ceased
-
2010
- 2010-03-31 EP EP10158878.8A patent/EP2241714A3/fr not_active Withdrawn
- 2010-04-01 EP EP10159044.6A patent/EP2241713B1/fr not_active Not-in-force
- 2010-04-01 EP EP10159045.3A patent/EP2241715B2/fr active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29617479U1 (de) | 1996-10-08 | 1998-02-05 | Hörmann KG Eckelhausen, 66625 Nohfelden | Profilrahmenwerk für Gebäudeabschlüsse |
| EP1568842B1 (fr) | 2004-01-30 | 2008-12-31 | Hörmann KG Eckelhausen | Vantail pour porte de maison, porte avec un tel vantail et procédé de fabrication |
| EP1780368A2 (fr) | 2005-10-27 | 2007-05-02 | Hörmann KG Eckelhausen | Vantail pour porte de maison avec élément en verre |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014105388A1 (de) * | 2014-04-15 | 2015-10-15 | Pax Ag | Rahmen einer Tür oder eines Fensters |
| DE102014105388B4 (de) | 2014-04-15 | 2026-03-26 | Pax Ag | Türflügel einer Tür |
| EP3327239A1 (fr) | 2016-11-28 | 2018-05-30 | Hörmann KG Brandis | Procédé destiné à la fabrication d'un vantail ainsi que vantail |
| DE102016125251A1 (de) | 2016-11-28 | 2018-05-30 | Hörmann Kg Brandis | Verfahren zum Herstellen eines Türblattes sowie Türblatt |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2241715A2 (fr) | 2010-10-20 |
| EP2241714A3 (fr) | 2013-09-04 |
| DE102009032040A1 (de) | 2010-10-07 |
| EP2241715A3 (fr) | 2013-08-28 |
| EP2241715B1 (fr) | 2014-07-16 |
| DE102009032039A1 (de) | 2010-10-07 |
| DE102009032039B4 (de) | 2016-03-24 |
| EP2241714A2 (fr) | 2010-10-20 |
| EP2241715B2 (fr) | 2018-02-14 |
| EP2241713A3 (fr) | 2013-06-19 |
| DE102009032041A1 (de) | 2010-10-07 |
| EP2241713B1 (fr) | 2014-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2241713B1 (fr) | Feuille de porte avec isolation thermique | |
| EP2581542B1 (fr) | Vantail de porte d'entrée ainsi que son procédé de fabrication | |
| EP2581540B1 (fr) | Procédé de fabrication d'un vantail de porte de bâtiment ainsi que vantail pouvant être ainsi fabriqué | |
| WO1999016996A1 (fr) | Profiles de chassis pour produire des dormants de fenetre ou de porte et procede pour produire des profiles de chassis | |
| EP1245775A2 (fr) | Profilé en matière plastique | |
| EP2045431B1 (fr) | Couverture avec isolation intégrée | |
| DE2840656A1 (de) | Rahmen fuer fenster, tueren u.dgl. | |
| EP2275636A2 (fr) | Elément de profilé pour la fabrication d'un cadre de porte ou de fenêtre | |
| EP2586953B1 (fr) | Isolateur et profilé à isolation thermique | |
| DE10147409B4 (de) | Wärmeisolierendes, tragfähiges Bauelement und Verfahren zu seiner Herstellung | |
| WO2008083778A1 (fr) | Porte roulante, notamment porte industrielle à mouvement rapide, lamelle destinée à une telle porte et procédé de fabrication d'une telle lamelle | |
| EP1726764B1 (fr) | Profilé et procédé pour sa fabrication | |
| EP2406454A1 (fr) | Ecarteur pour vitrages isolants | |
| DE19730033A1 (de) | Blend- und/oder Flügelrahmen eines Fensters/einer Tür | |
| CH691617A5 (de) | Flügel- oder Blendrahmen für Isolations-Fenster oder Isolations-Türen sowie Verfahren zu dessen Herstellung. | |
| AT522638B1 (de) | Profil | |
| EP2060726B1 (fr) | Profilé creux | |
| DE102021127439A1 (de) | Verbundprofil | |
| WO2008138417A1 (fr) | Porte à enroulement, en particulier porte rapide industrielle, lamelle pour ladite porte et procédé de fabrication de ladite lamelle | |
| DE102012102547B4 (de) | Blendrahmenprofil | |
| DE202012101061U1 (de) | Blendrahmenprofil zur Herstellung von Blendrahmen | |
| EP2055884B1 (fr) | Profilé rapporté pour profilé composite pour fenêtres, portes ou analogues et profilé composite doté d'un tel profilé rapporté | |
| AT513643A2 (de) | Profilelement aus Kunststoff sowie Fensterflügel und Flügelrahmen aus einem solchen Profilelement | |
| EP4102021B1 (fr) | Profilé de chambre creuse de fenêtre ou de porte, système doté d'un tel profilé de chambre creuse et châssis fabriqué à partir de celui-ci | |
| EP1681430A2 (fr) | Profilé composite pour cadres d'éléments de paroi, portes et fenêtres |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E06B 3/70 20060101AFI20130430BHEP |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E06B 3/70 20060101AFI20130515BHEP |
|
| 17P | Request for examination filed |
Effective date: 20131217 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E06B 3/70 20060101AFI20140113BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20140210 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HOERMANN KG ECKELHAUSEN |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 676044 Country of ref document: AT Kind code of ref document: T Effective date: 20140715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010007357 Country of ref document: DE Effective date: 20140814 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BRAUNPAT BRAUN EDER AG, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141103 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141002 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141002 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141102 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010007357 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010007357 Country of ref document: DE Representative=s name: KASTEL PATENTANWAELTE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502010007357 Country of ref document: DE Representative=s name: KASTEL PATENTANWAELTE PARTG MBB, DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20160422 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20160422 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160610 Year of fee payment: 7 Ref country code: CH Payment date: 20160422 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20160420 Year of fee payment: 7 Ref country code: FR Payment date: 20160422 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010007357 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20170501 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 676044 Country of ref document: AT Kind code of ref document: T Effective date: 20170401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170401 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170501 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170502 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170401 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140702 |