EP2283950A1 - Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall - Google Patents
Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall Download PDFInfo
- Publication number
- EP2283950A1 EP2283950A1 EP10075346A EP10075346A EP2283950A1 EP 2283950 A1 EP2283950 A1 EP 2283950A1 EP 10075346 A EP10075346 A EP 10075346A EP 10075346 A EP10075346 A EP 10075346A EP 2283950 A1 EP2283950 A1 EP 2283950A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- dosing
- metering
- container
- nozzle
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D39/00—Equipment for supplying molten metal in rations
- B22D39/06—Equipment for supplying molten metal in rations having means for controlling the amount of molten metal by controlling the pressure above the molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D37/00—Controlling or regulating the pouring of molten metal from a casting melt-holding vessel
Definitions
- the invention relates to a method and a device for metering molten metal according to the preamble of the respective independent claim.
- a metering device which usually comprises a pressure-tight vessel in which the molten metal is received.
- a dispensing or metering tube protrudes into the molten metal and for metering or dispensing the metal, the vessel is pressurized, the pressure being measured by a differential pressure sensor and another sensor.
- the molten metal rises under the influence of Compressed air from the vessel into the delivery tube high until it reaches electrodes that emit a signal, the associated pressure is stored.
- the instantaneous pressure is measured in the vessel and the pressure prevailing at the delivery of the signal is subtracted.
- the amount to be discharged is determined by setting a certain pressure over time.
- the invention is therefore based on the object to provide a method and apparatus for metering molten metal from a container in which the dosing over a longer period of dosing and a variety of metering operations is improved.
- At least one nozzle connected to a compressed gas source is arranged in the region of the outlet edge, at least parts of the region of the outlet edge can be kept free by continuous and / or pulse-like spraying of deposits of the metal, so that the metering quantity in many or all of successive metering operations is kept constant. This improves the dosing accuracy over a long period of operation.
- the blow-off of residual metal can advantageously be adapted to the respective situation and / or alloy.
- the spraying can be controlled automatically at the end of the metering operation, the furnace control signal being used to vent the furnace or reduce the delivery pressure in order to start the metering at the same time or with a time delay.
- the delay time may be, for example, between 0.1 and 10 seconds and preferably between 0.5 and 3 seconds.
- the duration of the compressed gas pulse depends on several parameters, for example the direction in which it is sprayed and the like.
- the outlet edge can be sprayed continuously with hot air or hot gas.
- a continuous hot gas spraying with a, preferably low volume flow, which is temporarily increased after the end of the dosing.
- the continuous hot gas spraying can be interrupted for the duration of the dosing process.
- the advantage of the hot gas nozzle is that the blowing out of the outlet edge is guaranteed even under difficult boundary conditions and that the compressed air impact can be carried out with less intensity after the end of the dosing process. Due to the lower intensity, the solidifying metallic melt is less affected in its flow and solidification behavior and it is avoided, for example, that metal is blown into the vicinity of the outlet channel.
- the volume flow of the gas in the continuous spraying is lower than that of the pulsed spraying.
- the outlet edge is not showered directly with gas, but via deflecting elements, such as the wall of the outlet channel.
- the nozzles are not centric, that is not arranged in the plane of symmetry of the outlet channel, but laterally offset.
- the gas is not directed directly to the liquid or solidifying melt stream and not to the melt in the metering furnace.
- a device for metering molten metal from a container via a metering tube immersed in the container comprises a control device for determining the metered quantity and for controlling the metering process, and the metering tube has an outlet edge.
- the metering tube has an outlet edge.
- at least one nozzle connected to a compressed gas source is arranged for continuously and / or impulsively applying at least parts of the region of the outlet edge to gas and keeping it free of deposits of the metal.
- the device can be designed with respect to the type of metering as described in the prior art.
- the metal can increase by increasing the delivery pressure in the container in the dosing tube and the delivery rate can be determined depending on the delivery pressure. If an increase in the outlet edge by a height H1 due to deposits would occur, this would mean an additional necessary delivery pressure, namely the metallostatic pressure pxgxH1.
- Another type of metering for example, uses a metering tube immersed in the container with a sensor assembly, wherein the height of the molten metal in the metering tube is detected by means of the sensor assembly and the metered amount is determined depending on the level of molten metal in the metering tube.
- the compressed gas source comprises a controllable by the control valve.
- the metering tube preferably opens into an outlet channel.
- the at least one nozzle can be directed against at least one lateral wall of the outlet channel and can be arranged offset laterally to the feed channel.
- the gas may be air or inert gas.
- control device of the device according to the invention controls the valve after the dosing by a certain time delayed, the delay time between 0.1 and 10 seconds, preferably between 0.5 and 3 seconds.
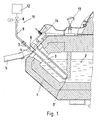
- Fig. 1 is a part of a pressurized gas metering furnace 1, which receives a molten metal 2.
- the opening of the metering tube opens into an outflow channel 5, can flow through the molten metal in a form, not shown.
- 6 denotes a signal generator, which detects the height of the metal mirror in the metering tube 3 and which may be formed as electrodes, as a pneumatic sensor, optoelectronic sensor or the like.
- an electrode 6 is shown, the metal contact by means of pneumatic pivoting device 14 out of the metering tube and thus out of the melt flow.
- the metering furnace 1 is assigned a spraying device 11 which comprises one or more nozzles 7 opening into the region of an outlet edge 4 of the metering tube, a feed line 9 connected to the nozzles 7, a solenoid valve 8 and a compressed air source 12.
- the metering furnace is associated with further thermocouples 13 for detecting the melt temperature.
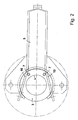
- Fig. 2 is a plan view of the metering tube 3 with the outlet edge 4 and the Ausfierrinne 5 shown.
- the outflow channel 5 is inclined, so that the liquid metal flows from the metering tube 3 via the outlet edge under the action of gravity through the inclined channel 5.
- the channel 5 is bounded by lateral walls 10 and the nozzles 7 end near this wall, so that the gas jet does not directly spray the melt flowing over the outlet edge 4.
- the Bedüsungsvortechnisch 11 is preferably controlled by a control device, not shown, that by a brief opening of the solenoid valve 8 in the supply line 9, the compressed air or the compressed gas is passed to the nozzles 7 from the compressed air source 12, whereby a short, strong compressed air pulse in the Outlet edge is generated.
- the compressed air pulse is controlled by the control device, not shown, so that it starts with a delay time after the end of a dosing.
- a metal thread possibly depositing after the metering process is removed from the region of the outlet edge 4 and in particular blown away from the exit edge 4 itself. The process is repeated after each dosing.
- Pressurized dosing furnaces are vented abruptly at the end of each dosing process and in these furnaces, the spraying of the outlet edge area with the venting signal can be started automatically. Since the melt flow does not stop abruptly at the end of the dosing process, the compressed air pulse is controlled in such a way that after the dosing has ended, a delay time is calculated, which additionally depends on the time of solidification of the melt.
- hot gas or hot air is used and the outlet edge 4 is then sprayed indirectly or directly continuously. In this case, after the end of the metering operation, a blast of compressed air can additionally be applied in order to blow away metal which has not been removed by the continuous spraying.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Dosieren von geschmolzenem Metall nach dem Oberbegriff des jeweiligen unabhängigen Anspruchs.
- Druckgasbeaufschlagte Dosieröfen, üblicherweise für geschmolzenes Metall, sind grundsätzlich bekannt und beispielsweise in der
DE-PS 20 22 989 - Ein weiteres Verfahren und eine Vorrichtung zum Dosieren von geschmolzenem Metall ist aus der
DE 40 29 386 A1 bekannt, bei der die zu dosierende Ausflussmenge durch die Bildung des Integrals Druck x Zeit bestimmt wird. Auch hier wird zur Berechnung der Dosiermenge die Höhe des Flüssigkeitsspiegels in dem Dosierrohr mit einem in dem Dosierrohr angeordneten Signalgeber festgestellt. Schließlich ist aus derEP 09 46 314 B1 ein Dosierofen bekannt, bei dem der Signalgeber für die Erfassung des Flüssigkeitspegels im Dosierrohr durch eine pneumatische Sensorvorrichtung gebildet wird. Auch in diesem Fall wird für das Dosieren aus dem Dosierofen, abhängig von der erfassten Höhe der ansteigenden Metallsäule in dem Dosierrohr, die Dosiermenge berechnet. - Es sind auch Dosieröfen bekannt, bei denen mittels Dosierpumpe dosiert wird (z.B. aus
EP 1 486 277 B1 ). Schließlich gibt es Dosierverfahren mit einem im Schmelzetiegel angeordneten Dosierbehälter mit Dosierrohr (DE 30 23 262 ). - Bei den beschriebenen Dosierverfahren nach dem Stand der Technik steigt das geschmolzene Metall bei dem Dosieren in dem Dosierrohr bis zur Rohrkante auf und fließt danach unter dem Einfluss der Schwerkraft durch eine Rinne beispielsweise zu einer Form. Am Ende des Dosiervorgangs wird der Schmelzefluss geringer bis er versiegt. Eine Restmenge erstarrt im Dosierrohr am oberen Ende und in der Zuführrinne, so dass ein fester Aluminiumfaden in Dosierrohr und Zuführringen liegen bleibt. Je nach Legierung kumulieren diese Ablagerungen auf der Auslaufkante des Dosierrohres. Die Ablagerungen bauen sich auf der Kante auf und können auch unvorhersehbar bei einem Dosiervorgang wegbrechen oder weggespült werden. Wenn sich somit auf der Auslaufkante des Dosierrohres Ablagerungen aufbauen, so verändert sich das Dosiergewicht, da die Ablagerungen die Auslaufkante erhöhen und die ausfließende Menge an flüssigem Metall vermindern. Durch die Ablagerungen ist ein höherer Förderdruck oder Druck im Ofen notwendig, bis das geschmolzene Metall aus dem Dosierrohr auszufließen beginnt, und bei konstantem Dosierdruck verringert sich folglich die Höhe der Schmelze über der Auslaufkante und somit verringert sich die Dosiermenge. Durch das mögliche Wegbrechen der Ablagerungen erhöht sich die Dosiermenge dann wieder schlagartig.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zum Dosieren von geschmolzenem Metall aus einem Behälter zu schaffen, bei denen die Dosiergenauigkeit über einen längeren Zeitraum des Dosierens und über eine Vielzahl von Dosiervorgängen verbessert wird.
- Diese Aufgabe wird durch die kennzeichnenden Merkmale des unabhängigen Verfahrensanspruchs und des unabhängigen Vorrichtungsanspruchs in Verbindung mit den Merkmalen des jeweiligen Oberbegriffs gelöst.
- Durch die in den Unteransprüchen angegebenen Maßnahmen sind vorteilhafte Weiterbildungen und Verbesserungen möglich.
- Dadurch, dass im Bereich der Auslaufkante mindestens eine mit einer Druckgasquelle verbundene Düse angeordnet ist, können zumindest Teile des Bereichs der Auslaufkante durch kontinuierliches und/oder impulsartiges Bedüsen von Ablagerungen des Metalls freigehalten werden, so dass die Dosiermenge bei vielen oder allen von aufeinander folgenden Dosiervorgängen konstant gehalten wird. Damit wird die Dosiergenauigkeit über eine lange Betriebszeit verbessert.
- Durch Erzeugen mindestens eines Druckgasimpulses am oder verzögert nach dem Ende des Dosiervorgangs kann vorteilhafterweise das Abblasen von Restmetall an die jeweilige Gegebenheit und/oder Legierung angepasst werden.
- In einer vorteilhaften Ausführungsform kann das Bedüsen am Ende des Dosiervorgangs automatisch gesteuert werden, wobei das Signal der Ofensteuerung zum Entlüften des Ofens oder zur Verringerung des Förderdrucks verwendet wird, um das Bedüsen zeitgleich oder zeitverzögert zu starten.
- Durch Bestimmen der Verzögerungszeit für das Bedüsen nach Beendigung des Dosiervorgangs abhängig von der Zeitdauer, bis zu der der Schmelzefluss vollständig versiegt und der Zeitdauer, bis das geschmolzene Metall erstarrt, ist es in vorteilhafter Weise möglich, eine Anpassung der Bedüsung an Legierung und Metalltemperatur sowie die Umgebungsbedingungen vorzunehmen, damit die Ablagerungen vollständig vermieden werden. Dabei kann die Verzögerungszeit beispielsweise zwischen 0,1 und 10 Sekunden und vorzugsweise zwischen 0,5 und 3 Sekunden liegen. Die Dauer des Druckgasimpulses hängt von mehreren Parametern ab, beispielsweise von der Richtung, aus der bedüst wird und dergleichen.
- In einer vorteilhaften Ausführungsform kann die Auslaufkante kontinuierlich mit Heißluft bzw. Heißgas bedüst werden. Vorzugsweise erfolgt eine kontinuierliche Heißgas-Bedüsung mit einem, vorzugsweise geringem Volumenstrom, der nach dem Ende des Dosiervorgangs zeitweise erhöht wird. Die kontinuierliche Heißgasbedüsung kann für die Zeit des Dosiervorgangs unterbrochen werden. Der Vorteil des Heißgas-Bedüsens ist, dass das Freiblasen der Auslaufkante auch bei schwierigen Randbedingungen gewährleistet wird und dass der Druckluftstoß nach dem Ende des Dosiervorgangs mit geringerer Intensität durchgeführt werden kann. Durch die geringere Intensität wird die erstarrende metallische Schmelze in ihrem Fließ- und Erstarrungsverhalten geringer beeinflusst und es wird beispielsweise vermieden, dass Metall in die Umgebung der Auslaufrinne geblasen wird.
- In einer Ausführungsvariante ist der Volumenstrom des Gases bei der kontinuierlichen Bedüsung geringer ist als der der impulsweisen Bedüsung.
- In bevorzugter Weise wird die Auslaufkante nicht direkt mit Gas bedüst, sondern über Ablenkelemente, wie beispielsweise die Wand der Auslaufrinne. Bevorzugt sind die Düsen nicht zentrisch, also nicht in der Symmetrieebene der Auslaufrinne angeordnet, sondern seitlich versetzt. Insbesondere wird das Gas nicht unmittelbar auf den flüssigen oder erstarrenden Schmelzestrom gerichtet und nicht auf die Schmelze im Dosierofen. Durch diese Anordnung wird sowohl ein Verblasen von Metall in die Umgebung vermieden als auch - insbesondere bei Verwendung von Druckluft - die Oxidation des Metalls verhindert.
- Eine erfindungsgemäße Vorrichtung zum Dosieren von geschmolzenem Metall aus einem Behälter über ein in den Behälter eintauchendes Dosierrohr umfasst eine Steuereinrichtung zum Bestimmen der Dosiermenge und zum Steuern des Dosiervorgangs und das Dosierrohr weist eine Auslaufkante auf. Im Bereich der Auslaufkante ist mindestens eine mit einer Druckgasquelle verbundene Düse zum kontinuierlichen und/oder impulsweisen Beaufschlagen zumindest von Teilen des Bereichs der Auslaufkante mit Gas und Freihalten derselben von Ablagerungen des Metalls angeordnet. Mit einer solchen Vorrichtung sind die Vorteile des Verfahrens ebenfalls erreichbar.
- Dabei kann die Vorrichtung bezüglich der Art der Dosierung wie in Stand der Technik beschrieben ist ausgebildet sein. Beispielsweise kann beim Dosieren das Metall durch Erhöhung des Förderdrucks im Behälter im Dosierrohr ansteigen und die Fördermenge abhängig vom Förderdruck bestimmt werden. Wenn eine Erhöhung der Auslaufkante um eine Höhe H1 durch Ablagerungen auftreten würde, würde dies einen zusätzlichen notwendigen Förderdruck bedeuten, nämlich den metallostatischen Druck pxgxH1. Eine andere beispielsweise Art von Dosierung verwendet ein in den Behälter eintauchendes Dosierrohr mit einer Sensoranordnung, wobei die Höhe des geschmolzenen Metalls in dem Dosierrohr mit Hilfe der Sensoranordnung erfasst wird und die Dosiermenge abhängig von der Höhe des geschmolzenen Metalls im Dosierrohr bestimmt wird.
- Bevorzugt ist, dass die Druckgasquelle ein von der Steuereinrichtung ansteuerbares Ventil umfasst. Das Dosierrohr mündet vorzugsweise in eine Auslaufrinne. Die mindestens eine Düse kann gegen mindestens eine seitliche Wand der Auslaufrinne gerichtet sein und kann zur Zuführrinne seitlich versetzt angeordnet sein. Weiterhin kann das Gas Luft oder Inertgas sein.
- Vorzugsweise steuert die Steuereinrichtung der erfindungsgemäßen Vorrichtung das Ventil nach dem Dosiervorgang um eine bestimmte Zeit verzögert an, wobei die Verzögerungszeit zwischen 0,1 und 10 Sekunden, vorzugsweise zwischen 0,5 und 3 Sekunden beträgt.
- Ein Ausführungsbeispiel einer Vorrichtung zum Dosieren ist in der Zeichnung dargestellt und wird in der nachfolgenden Beschreibung näher erläutert. Es zeigen
- Fig. 1
- eine Teilansicht auf einen Ofen mit erfin- dungsgemäßer Vorrichtung und
- Fig. 2
- eine Aufsicht auf das Dosierrohr mit Aus- laufrinne.
- In
Fig. 1 ist ein Teil eines druckgasbeaufschlagten Dosierofens 1 dargestellt, der eine Metallschmelze 2 aufnimmt. Ein Dosierrohr 3, das über eine Öffnung 3' mit dem im Ofen aufgenommenen geschmolzenen Metall 2 in Verbindung steht, ragt in das Schmelzebad 2 hinein und ist durch die Wand des Ofens 1 nach außen geführt. Die Öffnung des Dosierrohrs mündet in eine Ausfließrinne 5, über die geschmolzenes Metall in eine nicht dargestellte Form fließen kann. Mit 6 ist ein Signalgeber bezeichnet, der die Höhe des Metallspiegels in dem Dosierrohr 3 erfasst und der als Elektroden, als pneumatischer Sensor, optoelektronischer Sensor oder dergleichen ausgebildet sein kann. InFig. 1 ist eine Elektrode 6 dargestellt, die bei Metallkontakt mittels pneumatischer Schwenkvorrichtung 14 aus dem Dosierrohr und damit aus dem Schmelzefluss herausgefahren wird. - Weiterhin ist dem Dosierofen 1 eine Bedüsungsvorrichtung 11 zugeordnet, die ein oder mehrere in den Bereich einer Auslaufkante 4 des Dosierrohrs mündende Düsen 7, eine mit den Düsen 7 verbundene Zuführleitung 9, ein Magnetventil 8 und eine Druckluftquelle 12 umfasst.
- Dem Dosierofen sind weitere Thermoelemente 13 zur Erfassung der Schmelzetemperatur zugeordnet.
- In
Fig. 2 ist eine Aufsicht auf das Dosierrohr 3 mit der Auslaufkante 4 sowie die Ausfließrinne 5 dargestellt. Die Ausfließrinne 5 ist geneigt, so dass das flüssige Metall aus dem Dosierrohr 3 über die Auslaufkante unter der Wirkung der Schwerkraft durch die schräge Rinne 5 fließt. Die Rinne 5 ist durch seitliche Wände 10 begrenzt und die Düsen 7 enden nahe dieser Wand, so dass der Gasstrahl nicht die über die Auslaufkante 4 fließende Schmelze direkt bedüst. - Die Bedüsungsvorrichtung 11 wird durch eine nicht dargestellte Steuereinrichtung vorzugsweise so gesteuert, dass durch ein kurzzeitiges Öffnen des Magnetventils 8 in der Zuführleitung 9 die Druckluft oder das Druckgas zu den Düsen 7 aus der Druckluftquelle 12 geleitet wird, wodurch ein kurzer, starker Druckluftimpuls im Bereich der Auslaufkante erzeugt wird. Dabei wird der Druckluftimpuls von der nicht dargestellten Steuereinrichtung so gesteuert, dass er mit einer Verzögerungszeit nach dem Ende eines Dosiervorgangs startet. Dadurch wird ein sich nach dem Dosiervorgang möglicherweise ablagernde Metallfaden aus dem Bereich der Auslaufkante 4 und insbesondere von der Ausgangskante 4 selbst weggeblasen. Der Vorgang wird nach jedem Dosieren wiederholt.
- Druckgasbeaufschlagte Dosieröfen werden am Ende jedes Dosiervorgangs schlagartig entlüftet und bei diesen Öfen kann die Bedüsung des Auslaufkantenbereichs mit dem Entlüftungssignal automatisch gestartet werden. Da der Schmelzefluss bei Beendigung des Dosiervorgangs nicht schlagartig versiegt, wird der Druckluftimpuls derart gesteuert, dass nach Beendigung des Dosierens eine Verzögerungszeit einberechnet wird, die zusätzlich auch von der Zeitdauer des Erstarrens der Schmelze abhängt. In einem anderen Ausführungsbeispiel wird Heißgas bzw. Heißluft verwendet und die Auslaufkante 4 wird dann indirekt oder direkt kontinuierlich bedüst. Dabei kann nach Ende des Dosiervorgangs zusätzlich ein Druckluftstoß aufgebracht werden, um durch die kontinuierliche Bedüsung nicht entferntes Metall wegzublasen. In einer anderen Ausführungsform ist es auch möglich, die im Wesentlichen kontinuierliche Bedüsung während des Dosiervorgangs zu unterbrechen, um das Fließverhalten nicht zu beeinflussen. Bei der kontinuierlichen Bedüsung, insbesondere Heißgas-Bedüsung, wird ein geringerer Volumenstrom verwendet als derjenige, der zum Ende des Dosiergangs bei dem Druckgasimpuls verwendet wird.
- Wie schon ausgeführt, kann mit Luft bedüst werden, es kann aber auch ein Inertgas verwendet werden, insbesondere wenn metallurgische Gründe dafür sprechen. Selbstverständlich können auch mehrere Druckluftimpulse zum Entfernen von Metallresten bei Beendigung des Dosiervorgangs aufgebracht werden.
Claims (15)
- Verfahren zum Dosieren von geschmolzenem Metall aus einem Behälter über ein in den Behälter eintauchendes Dosierrohr, bei dem die Dosiermenge aus dem Dosierrohr über eine Auslaufkante ausgetragen wird,
dadurch gekennzeichnet, dass zumindest Teile des Bereichs der Auslaufkante (4) kontinuierlich und/oder impulsartig zur Freihaltung von Ablagerungen des Metalls bedüst werden. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass am oder verzögert nach dem Ende des Dosiervorgangs mindestens ein Druckgasimpuls erzeugt wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass der mindestens eine Druckgasimpuls zum Bedüsen automatisch mit einem am Ende des Dosiervorgangs vorgesehenen Entlüften des Behälters (1) gestartet wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass eine Verzögerungszeit für das Bedüsen nach Beendigung des Dosiervorgangs abhängig von der Zeitdauer, bis zu der der Schmelzefluss versiegt, und der Zeitdauer, bis das geschmolzene Metall erstarrt, bestimmt wird.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass die Verzögerungszeit zwischen 0,1 und 10 Sekunden, vorzugsweise zwischen 0,5 und 3 Sekunden gewählt wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass während des Dosiervorgangs und/oder zwischen den Dosiervorgängen kontinuierlich bedüst wird und dass vorzugsweise nach dem Dosiervorgang ein Druckgasimpuls auf einen Teilbereich der Auslaufkante aufgebracht wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass mit Heißgas bedüst wird.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der für die Bedüsung verwendete Gasstrom nicht direkt auf den Bereich der Auslaufkante gerichtet ist, der beim Dosieren vom Schmelzestrom bedeckt ist.
- Vorrichtung zum Dosieren von geschmolzenem Metall aus einem Behälter über ein in den Behälter eintauchendes Dosierrohr mit einer Steuereinrichtung zum Bestimmen der Dosiermenge und zum Steuern des Dosiervorgangs, wobei das Dosierrohr eine Auslaufkante aufweist, dadurch gekennzeichnet, dass im Bereich der Auslaufkante (4) mindestens eine mit einer Druckgasquelle (12) verbundene Düse (7) zum kontinuierlichen und/oder impulsweisen Beaufschlagen zumindest von Teilen des Bereichs der Auslaufkante (4) mit Gas und Freihalten derselben von Ablagerungen des Metalls angeordnet ist.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Druckgasquelle (12) ein von der Steuereinrichtung ansteuerbares Ventil (8) umfasst.
- Vorrichtung nach Anspruch 9 oder Anspruch 10, dadurch gekennzeichnet, dass das Dosierrohr (3) in eine Auslaufrinne (5) mündet.
- Vorrichtung nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass das Gas ein Heißgas ist.
- Vorrichtung nach einem der Ansprüche 9 bis 12, dadurch gekennzeichnet, dass die mindestens eine Düse (7) gegen mindestens eine seitliche Wand (10) der Auslaufrinne (5) gerichtet ist.
- Vorrichtung nach einem der Ansprüche 9 bis 13, dadurch gekennzeichnet, dass die Düse zur Zuführrinne seitlich versetzt angeordnet ist.
- Vorrichtung nach einem der Ansprüche 9 bis 14, dadurch gekennzeichnet, dass die Steuereinrichtung das Ventil (8) nach dem Dosiervorgang um eine bestimmte Zeit verzögert ansteuert.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL10075346T PL2283950T3 (pl) | 2009-08-12 | 2010-08-12 | Sposób i urządzenie do dozowania stopionego metalu |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009037368A DE102009037368A1 (de) | 2009-08-12 | 2009-08-12 | Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2283950A1 true EP2283950A1 (de) | 2011-02-16 |
| EP2283950B1 EP2283950B1 (de) | 2013-01-16 |
Family
ID=43014320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10075346A Active EP2283950B1 (de) | 2009-08-12 | 2010-08-12 | Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2283950B1 (de) |
| DE (1) | DE102009037368A1 (de) |
| ES (1) | ES2401125T3 (de) |
| PL (1) | PL2283950T3 (de) |
| PT (1) | PT2283950E (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013220670A1 (de) * | 2013-10-14 | 2015-04-16 | Strikowestofen Gmbh | Verfahren und Vorrichtung zum Abgeben einer Dosiermenge einer Schmelze |
| ES2733513T3 (es) | 2016-01-08 | 2019-11-29 | Strikowestofen Gmbh | Dispositivo y procedimiento para la dosificación de material fundido |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2022989A1 (de) | 1970-05-12 | 1971-12-30 | Westofen Gmbh | Dosierautomatik fuer fluessige Metalle |
| DE3023262A1 (de) | 1980-06-21 | 1982-01-14 | Norsk Hydro Magnesiumgesellschaft mbH, 4300 Essen | Dosiereinrichtung zum foerdern von fluessigem metall |
| DE4029386A1 (de) | 1990-09-12 | 1992-03-19 | Strikfeldt & Koch | Verfahren und vorrichtung zum dosieren von fluessigkeiten, insbesondere von geschmolzenem metall |
| JPH0623510A (ja) * | 1992-05-26 | 1994-02-01 | Tanabe Kogyo Kk | 不活性ガス給湯管給気給湯方法と装置と不活性ガス濃厚雰囲気樋と不活性ガス雰囲気ボックス |
| EP0946314B1 (de) | 1996-11-11 | 2003-06-25 | StrikoWestofen GmbH | Dosierofen |
| JP2005211904A (ja) * | 2004-01-27 | 2005-08-11 | Aisin Takaoka Ltd | 金属溶湯供給装置 |
| EP1486277B1 (de) | 2003-06-13 | 2006-12-13 | Meltec Industrieofenbau GmbH | Vorrichtung zum Beschicken von Giesseinrichtungen mit Metallschmelze |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2043049B (en) * | 1979-02-27 | 1983-06-15 | Wiederaufarbeitung Von Kernbre | Method for controlling the discharge of molten material |
| CA2038233A1 (en) * | 1990-03-26 | 1991-09-27 | Alusuisse Technology & Management Ltd. | Program-controlled feeding of molten metal into the dies of an automatic continuous casting plant |
| AT405797B (de) * | 1996-04-16 | 1999-11-25 | Voest Alpine Stahl Donawitz | Verfahren und vorrichtung zum entfernen von giessansätzen aus schattenrohren |
-
2009
- 2009-08-12 DE DE102009037368A patent/DE102009037368A1/de not_active Ceased
-
2010
- 2010-08-12 PT PT100753466T patent/PT2283950E/pt unknown
- 2010-08-12 ES ES10075346T patent/ES2401125T3/es active Active
- 2010-08-12 PL PL10075346T patent/PL2283950T3/pl unknown
- 2010-08-12 EP EP10075346A patent/EP2283950B1/de active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2022989A1 (de) | 1970-05-12 | 1971-12-30 | Westofen Gmbh | Dosierautomatik fuer fluessige Metalle |
| DE3023262A1 (de) | 1980-06-21 | 1982-01-14 | Norsk Hydro Magnesiumgesellschaft mbH, 4300 Essen | Dosiereinrichtung zum foerdern von fluessigem metall |
| DE4029386A1 (de) | 1990-09-12 | 1992-03-19 | Strikfeldt & Koch | Verfahren und vorrichtung zum dosieren von fluessigkeiten, insbesondere von geschmolzenem metall |
| JPH0623510A (ja) * | 1992-05-26 | 1994-02-01 | Tanabe Kogyo Kk | 不活性ガス給湯管給気給湯方法と装置と不活性ガス濃厚雰囲気樋と不活性ガス雰囲気ボックス |
| EP0946314B1 (de) | 1996-11-11 | 2003-06-25 | StrikoWestofen GmbH | Dosierofen |
| EP1486277B1 (de) | 2003-06-13 | 2006-12-13 | Meltec Industrieofenbau GmbH | Vorrichtung zum Beschicken von Giesseinrichtungen mit Metallschmelze |
| JP2005211904A (ja) * | 2004-01-27 | 2005-08-11 | Aisin Takaoka Ltd | 金属溶湯供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009037368A1 (de) | 2011-02-17 |
| PT2283950E (pt) | 2013-02-28 |
| ES2401125T3 (es) | 2013-04-17 |
| EP2283950B1 (de) | 2013-01-16 |
| PL2283950T3 (pl) | 2013-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69938068T2 (de) | Vorrichtung zur Zerstäubung von Flüssigkeiten und Verfahren zum Schneiden | |
| DE2709727A1 (de) | Einrichtung zum auswechseln von giessrohren an giessgefaesse beim stranggiessen | |
| EP2283950B1 (de) | Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall | |
| DE7406101U (de) | Vorrichtung zum einbringen eines zuschlagstoffes in eine fluessige metallschmelze | |
| EP4072750A1 (de) | VERFAHREN ZUM GIEßEN VON SCHMELZE MITTELS EINES SCHMELZEBEHÄLTERS IN WELCHEM EIN SCHMELZEAUFNAHMERAUM AUSGEBILDET IST | |
| DE1433425A1 (de) | Verfahren und Vorrichtung zum Einbringen von Zuschlaegen in eine Schmelze | |
| EP0137315B1 (de) | Verfahren und Anlage zum Herstellen von hochreinen Legierungen | |
| EP0400302B1 (de) | Verfahren und Vorrichtung zum Füllen einer Stranggiesskokille mit metallischer Schmelze | |
| DE19535014C2 (de) | Verfahren zum Einbringen von körnigen Feststoffen in Metallschmelzen | |
| DE4332760A1 (de) | Verfahren zum Betreiben einer Niederdruckmetallgießvorrichtung und Niederdruckmetallgießvorrichtung dafür | |
| DE19752548A1 (de) | Verfahren zur Vorrichtung zum Einstellen und Halten der Temperatur einer Stahlschmelze beim Stranggießen | |
| EP3189913B1 (de) | Vorrichtung und verfahren zum dosieren von geschmolzenem werkstoff | |
| DE19916232A1 (de) | Verfahren und Vorrichtung zum Abstechen von Metallschmelzen aus metallurgischen Schmelzgefäßen | |
| DE10014712A1 (de) | Verfahren und Vorrichtung zum schlackenfreien Ausgießen von Metallschmelzen aus metallurgischen Schmelzgefäßen | |
| DE3144481C2 (de) | Verfahren und Vorrichtung zur Herstellung von metallischen Strahlmitteln, insbesondere auf Eisenbasis, mit temperatur- und korngrößengesteuerter Erstarrung | |
| DE1583967C (de) | Vorrichtung zum Eintragen korniger Stoffe in den Gießstrahl metallischer Schmel zen | |
| DE4101833C2 (de) | ||
| DE1136452B (de) | Schmelzofen zum intermittierenden Abgeben geschmolzenen Metalls und Verfahren zum Betreiben desselben | |
| DE19936227A1 (de) | Verfahren und Vorrichtung zur Vakuum-Entgasung von Stahlschmelze während des Stranggießens in einer Stranggießanlage | |
| DE2219818A1 (de) | Verfahren und vorrichtung zur behandlung von metallschmelzen waehrend des stranggiessens | |
| CH633728A5 (de) | Verfahren zur vermischung fluessiger metalle beim schmelzen und vorrichtung zur ausfuehrung des verfahrens. | |
| EP3493930B1 (de) | Pralltopf, vorrichtung zum vergiessen einer metallischen schmelze sowie verfahren zum vergiessen einer metallischen schmelze | |
| EP1706515B1 (de) | Mischvorrichtung | |
| DE10130354C1 (de) | Tauchrohr und Verfahren zum optimierten Vergießen einer Stahlschmelze in einer Kokille | |
| KR101554338B1 (ko) | 용탕 분사용 노즐 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| 17P | Request for examination filed |
Effective date: 20110721 |
|
| 17Q | First examination report despatched |
Effective date: 20111012 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MALPOHL, KLAUS Inventor name: HILLEN, RUDOLF |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STRIKOWESTOFEN GMBH |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 593597 Country of ref document: AT Kind code of ref document: T Effective date: 20130215 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20130219 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010002104 Country of ref document: DE Effective date: 20130314 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DR. LUSUARDI AG, CH |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2401125 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130417 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130116 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130516 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130416 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130417 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E017485 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| 26N | No opposition filed |
Effective date: 20131017 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010002104 Country of ref document: DE Effective date: 20131017 |
|
| BERE | Be: lapsed |
Owner name: STRIKOWESTOFEN G.M.B.H. Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130812 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20190812 Year of fee payment: 10 Ref country code: PT Payment date: 20190807 Year of fee payment: 10 Ref country code: FR Payment date: 20190822 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20190821 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190821 Year of fee payment: 10 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200813 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200812 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200812 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240901 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240822 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240801 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250925 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250825 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250808 Year of fee payment: 16 Ref country code: IT Payment date: 20250825 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: H13 Free format text: ST27 STATUS EVENT CODE: U-0-0-H10-H13 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250812 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 593597 Country of ref document: AT Kind code of ref document: T Effective date: 20250812 |