EP2353745A2 - Outil et procédé destinés à la fabrication de corps de boîtes - Google Patents
Outil et procédé destinés à la fabrication de corps de boîtes Download PDFInfo
- Publication number
- EP2353745A2 EP2353745A2 EP11150226A EP11150226A EP2353745A2 EP 2353745 A2 EP2353745 A2 EP 2353745A2 EP 11150226 A EP11150226 A EP 11150226A EP 11150226 A EP11150226 A EP 11150226A EP 2353745 A2 EP2353745 A2 EP 2353745A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- drawing punch
- tool
- punch
- cup
- tool according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 238000000034 method Methods 0.000 claims abstract description 23
- 230000015572 biosynthetic process Effects 0.000 claims abstract 2
- 235000013361 beverage Nutrition 0.000 claims description 5
- 239000000463 material Substances 0.000 description 8
- 239000002184 metal Substances 0.000 description 4
- 230000009466 transformation Effects 0.000 description 3
- 238000010409 ironing Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000000443 aerosol Substances 0.000 description 1
- 238000000418 atomic force spectrum Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000010955 robust manufacturing process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/28—Deep-drawing of cylindrical articles using consecutive dies
Definitions
- a sheet-like sheet metal blank which is formed in several stages to the desired can body.
- This forming process comprises several forming stages, which are usually carried out in succession. Only in this way can the desired high degrees of deformation be achieved.
- WO 2008/067522 A1 a manufacturing line for the production of beverage cans from circular disc-shaped sheet metal blanks known. These are first transferred in appropriate forming machines in a cup shape. These cup-shaped intermediate moldings are then passed into further forming machines, which produce the desired can body in a so-called ironing-drawing process from the cup-shaped intermediate moldings.
- the WO 2009/052608 A1 suggests the transformation of a planar board to the can body in two stages in one perform single tool. This comprises two counter-acting drawing dies, which are arranged coaxially with each other. The result is a Stülp-drawing process, which places high demands on the formability of the material used.
- the tool according to the invention combines the transformation of a planar board into a cup and the forming of the cup into a can body in a two-stage operation in a tool. This eliminates the one hand, the need to hold for the Napfher too and for subsequent to the Napfher too ironing-pulling process separate special machines. In addition, because the tool according to the invention and the method according to the invention do not require an upthrusting process, a simple and reliable production process is obtained.
- the invention can be implemented particularly advantageously in the production of can bodies from materials which tend to work hardening.
- the Napfher too and the subsequent ironing-drawing process for producing the can body follow each other so closely in time that the deformation-induced heating of the cup for the post-stretching ironing-drawing process is at least largely retained.
- Hardening, as they could be done during transport on the way from a Napfautomaten to Abstreckautomaten, are thus excluded or minimized. This contributes to the creation of a robust and reliable manufacturing process.
- the inventive concept also allows a clear separation between moving and stationary tool parts.
- the moving drawing dies are both associated with a moving tool part, for example an upper tool.
- the corresponding countershapes and counterplant surfaces are assigned in the stationary tool part, for example a lower tool.
- the displacement or force control of the drawing punch can be made as required by components of the press, which reduces the tool costs. If necessary, can be dispensed with expensive possibly controllable springs, hydraulic devices, pneumatic devices, actuators and the like in the tool.
- These components can be associated with the inventive concept of the press and thus realized press side. Even if a more extensive tool park for different doses is kept, this is no special effort.
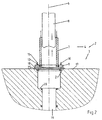
- FIG. 1 a forming machine 1 is illustrated by a tool 2 is added for the production of can bodies.
- the tool has a stationary in the forming machine 1 arranged lower tool part 3 and on this to and away from this linearly movable upper tool part 4.
- the tool parts 3, 4 can be arranged vertically above one another, but if necessary also in a different spatial orientation, for example next to one another or one behind the other.
- the direction of movement of the upper tool part 4 is vertical.
- the direction of movement can also have any other suitable spatial orientation.
- the upper tool part 4 is associated with a drive device 5, which moves the individual components of the upper tool part 4 in a suitable manner or applied with force.
- FIG. 4 illustrates the tool 2 in more detail.
- the upper tool part 4 comprises a plurality of concentric to a central axis 6 arranged parts, namely a first drawing punch 7, a second drawing punch 8 and a hold-down ring 9.
- the first drawing punch 7 is tubular. At its lower end face it can be provided, if necessary, with a pressure ring 10, which is particularly wear-resistant and tuned in its sliding properties on the material to be processed.
- the first drawing punch 7 is connected to that part of the drive device 5 which is suitable for moving the drawing punch 7 in a position-controlled manner in the direction of the central axis 6. Further, the drive device 5 is preferably designed so that it controls the operation of the drawing punch 7 from a position-controlled operation on a force-controlled operation can switch.
- the first die 7 is the hold-down ring 9 associated with the corresponding biasing means, such as a spring assembly 11 and pressure pins 12, 13, 14, 15 (see FIG. 1 ) is connected to the first punch 7 to define a defined, in FIG. 2 To generate indicated by arrows 16 force.
- biasing means such as a spring assembly 11 and pressure pins 12, 13, 14, 15 (see FIG. 1 ) is connected to the first punch 7 to define a defined, in FIG. 2 To generate indicated by arrows 16 force.
- the second drawing punch 8 which is also associated with the upper tool 4, is arranged movably in an inner channel of the first drawing punch 7 along the central axis 6. Its lower end face 17 preferably corresponds to the desired inner shape of the can body to be produced.
- the lower tool 3 includes several parts that are in FIG. 2 for the sake of simplicity, are shown as a single part.
- the lower tool 3 has, on the side facing the upper tool 4, a preferably flat surface 17 for supporting a printed circuit board 18 preferably designed as a round disk.
- the surface 17 forms the counter bearing surface for the hold-down.
- a stepped passage 19 is formed in the lower tool 3.
- the channel 19 initially has a diameter which is greater than the outer diameter of the first drawing punch 7.
- the passage 19 passes over a diameter which is smaller than the outer diameter of the first drawing punch 7, but larger than the outer diameter of the second drawing punch 8. If the drawing punch 7 moves into the through-channel 19, it defines with the channel wall an annular gap, the width of which results from the following functional description. Moves the second drawing punch 8 in the narrower, lower Part of the passage channel 9 a, he defined with the channel wall turn an annular gap whose width also results from the following functional description. The same applies to the distance between the step 20 and the surface 17.
- the upper tool 4 is moved to the lower tool 3.
- the hold-down ring 9 sets on the board 18 and pushes them with controlled force against the counter-contact surface 21.
- the counter-system 21 is that part of the surface 17 which surrounds the passage 19 directly.
- FIG. 4 illustrates the tool 3 after completion of the cup-pulling operation.
- the hold-down ring 9 is now inoperative.
- the first drawing punch 7 has moved the resulting cup so far into the passage 19 in that the bottom 24 arrives at the stage 20.
- the pressure ring 10 presses from the inside to the bottom 24 and thus against the stage 20.
- the first drawing punch 7 changes from its drag function to hold-down function.
- the corresponding drive of the drawing punch 7 can be designed so that it can assume different operating modes.
- the first drawing punch 7 is moved away during the drawing process (eg position-controlled). This can be done by a suitable, dependent on a drive gear or by position-controlled drives.
- the drive of the drawing punch 7 switches, for example, to force-controlled (eg force-controlled) operation.
- force-controlled eg force-controlled
- suitable spring means if necessary, be provided in their power controllable or switchable spring means.
- force sensing and force control can be provided if suitable drives are provided.
- the pestle in question is moved by a drive (e.g., servo drive) according to a predetermined path-time curve.
- a drive e.g., servo drive
- force-controlled operation the plunger is acted upon by a force that is brought into conformity with a predetermined force or a predetermined force curve.
- the second drawing punch 8 moves in the same direction as before the now resting drawing punch 7 forward (ie down here).
- the movement of the second drawing punch 8 may also have started earlier, but the second drawing punch 8 does not come into contact with the bottom 24 during the drawing operation of the bowl.
- the FIG. 5 is shown. This affects the kraftbeaufschlagte first drawing punch as hold-down, which controls the material of the cup controlled in the annular gap between the second punch 8 and the narrower part of the passage channel 19 can slide. In this second drawing process, the desired can body is produced.
- the wall thickness of the can body is reduced and adjusted to a desired level.
- the direction of the working stroke of the first drawing punch 7 coincides with the direction of the working stroke of the second drawing punch 8.
- the drawing punches 7 and 8 are thus moved in the same direction.
- the first and the second drawing process thus also take place in the same direction, ie in one and the same tool, one after the other and in the same direction.
- draw rings 25, 26 which are arranged one above the other in an axial distance in the wall of the passage 19.
- the annular gap formed between the drawing rings 25 and 26 and the drawing punch 8 determines the wall thickness of the can body to be formed.
- the draw rings 25, 26 calibrate the outer diameter of the can body. The process is called stripping.
- the can body production takes place in two stages.
- the first drawing punch 7 is active, while the second drawing punch 8 is inactive, so does not act on the material of the can body.
- the first drawing punch 7 acts as a hold-down while the second drawing punch 8 is active and causes the drawing and stripping.
- the material of the board 18 is zigzagged. From the horizontal orientation, which is predetermined by the surface 17, it first passes in parallel in the vertical direction to the central axis 6 to form the cylinder wall. From this, the material flows quasi z-shaped, ie in a right-left bend over the step 20 to form the can wall. Umstülpvor réelle in which the wall material would be bent twice as the diameter decreases in the same direction, are avoided.
- a special tool 2 is created, which combines both the Napfher too well as the transformation of the cup to the can body in a tool 3. It is assumed that preferably round plates 18, which are first drawn to a well in a Abstreckprocess of the tool 2 in a first step to wells and then in a second drawing process, the washerzug- and sliding-drawing-ironing, are stretched to can bodies. The draw directions are the same in both work stages. This results in simple, robust tools and a simple, robust manufacturing process.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201010000094 DE102010000094B4 (de) | 2010-01-15 | 2010-01-15 | Werkzeug und Verfahren zur Herstellung von Dosenkörpern |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2353745A2 true EP2353745A2 (fr) | 2011-08-10 |
| EP2353745A3 EP2353745A3 (fr) | 2014-05-14 |
| EP2353745B1 EP2353745B1 (fr) | 2016-04-20 |
Family
ID=44085298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11150226.6A Not-in-force EP2353745B1 (fr) | 2010-01-15 | 2011-01-05 | Outil et procédé destinés à la fabrication de corps de boîtes |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9016101B2 (fr) |
| EP (1) | EP2353745B1 (fr) |
| JP (1) | JP5728236B2 (fr) |
| DE (1) | DE102010000094B4 (fr) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011056462B4 (de) | 2011-12-15 | 2014-08-28 | Schuler Pressen Gmbh | Verfahren zur Herstellung eines Behälterkörpers |
| DE102012206297A1 (de) | 2012-04-17 | 2013-10-17 | Krones Ag | Verfahren und Vorrichtung zur Dosenherstellung und Dosenabfüllung |
| CN106513484B (zh) * | 2016-12-23 | 2019-01-04 | 佛山市永恒液压机械有限公司 | 滤清器外壳用拉伸机 |
| EP4601818A1 (fr) | 2022-10-14 | 2025-08-20 | Stolle Machinery Company, LLC | Système de réglage dynamique de positionnement d'un bloc d'outils d'un dispositif de fabrication de corps de boîte et dispositif de fabrication de corps de boîte le comprenant |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008067522A1 (fr) | 2006-11-30 | 2008-06-05 | Rexam Beverage Can Company | Procédé et appareil permettant de réaliser des composants de canettes de boisson à deux éléments |
| WO2009052608A1 (fr) | 2007-10-22 | 2009-04-30 | Novelis Inc. | Procédé et appareil pour produire des corps de récipient non ébavurés |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE20009E (en) * | 1936-06-16 | Art of drawing | ||
| US353439A (en) * | 1886-11-30 | Half to archibald w | ||
| US1602411A (en) * | 1924-02-09 | 1926-10-12 | Marquette Tool & Mfg Co | Die and blank holding means |
| US3855862A (en) * | 1973-04-23 | 1974-12-24 | Continental Can Co | Draw and wall iron process for metal cans |
| US4183238A (en) * | 1975-01-24 | 1980-01-15 | Agence Nationale De Valorisation De La Recherche (Anvar) | Double acting precision deep-stamping press |
| US4095544A (en) * | 1976-10-26 | 1978-06-20 | National Steel Corporation | Production of corrosion resistant seam-free can bodies from tinplate |
| US5357779A (en) * | 1990-09-07 | 1994-10-25 | Coors Brewing Company | Can body maker with magnetic ram bearing and redraw actuator |
| JP3758133B2 (ja) * | 2000-10-10 | 2006-03-22 | トヨタ自動車株式会社 | 絞り成形方法 |
| JP5019720B2 (ja) * | 2005-05-24 | 2012-09-05 | 小島プレス工業株式会社 | 電池ケースの製造装置 |
| TW201125658A (en) * | 2006-12-06 | 2011-08-01 | Ihara Science Corp | Elbow material, and production device and production method thereof |
-
2010
- 2010-01-15 DE DE201010000094 patent/DE102010000094B4/de not_active Expired - Fee Related
-
2011
- 2011-01-05 EP EP11150226.6A patent/EP2353745B1/fr not_active Not-in-force
- 2011-01-14 JP JP2011005550A patent/JP5728236B2/ja not_active Expired - Fee Related
- 2011-01-14 US US12/930,785 patent/US9016101B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008067522A1 (fr) | 2006-11-30 | 2008-06-05 | Rexam Beverage Can Company | Procédé et appareil permettant de réaliser des composants de canettes de boisson à deux éléments |
| WO2009052608A1 (fr) | 2007-10-22 | 2009-04-30 | Novelis Inc. | Procédé et appareil pour produire des corps de récipient non ébavurés |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011143472A (ja) | 2011-07-28 |
| EP2353745A3 (fr) | 2014-05-14 |
| US9016101B2 (en) | 2015-04-28 |
| EP2353745B1 (fr) | 2016-04-20 |
| DE102010000094B4 (de) | 2012-12-13 |
| DE102010000094A1 (de) | 2011-07-21 |
| JP5728236B2 (ja) | 2015-06-03 |
| US20110174045A1 (en) | 2011-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19730352B4 (de) | Verfahren und Vorrichtung zur Herstellung eines Napfes mit profiliertem Boden | |
| DE10030010C2 (de) | Verfahren zum Herstellen eines Behälters aus einer thermoplastischen Kunststofffolie und Formwerkzeug zur Durchführung des Verfahrens | |
| DE3739029C2 (de) | Stanz- bzw. Nibbelverfahren und Vorrichtung hierfür | |
| EP0418779B1 (fr) | Méthode pour manufacture de pièces d'oeuvre par découpage, en particulier dans un outil à contre découpage à précision | |
| DE102011002206B3 (de) | Vorrichtung und Verfahren zur Herstellung eines Dosenkörpers mit einem Halsabschnitt | |
| EP2701861B1 (fr) | Procédé et dispositif de fabrication de pièces embouties sans bride | |
| EP3243578B1 (fr) | Procédé et outil de presse destinés à la fabrication d'un moulage en tôle complexe à grande profondeur d'emboutissage | |
| EP2987566B1 (fr) | Appareil et méthode pour calibrer des surfaces de coupe avec bavure des pièces d'emboutissage ou des découpage de précision | |
| DE102010000235B4 (de) | Tiefziehwerkzeug zur Formung von Behälterböden | |
| DE3416740A1 (de) | Verfahren und vorrichtung zur formung eines behaelterdeckels | |
| DE1704313A1 (de) | Verfahren und Vorrichtung zum Formen hohler Erzeugnisse | |
| EP2353745B1 (fr) | Outil et procédé destinés à la fabrication de corps de boîtes | |
| DE19842750B4 (de) | Verfahren und Herstellung von tiefgezogenen Hohlteilen und Ziehwerkzeug | |
| WO2006024281A1 (fr) | Procede pour produire des ebauches de moyeu de roue au moyen d'une machine de formage par compression | |
| DE2752594A1 (de) | Vorrichtung zum ausstanzen und tiefziehen von werkstuecken aus blech o.dgl. | |
| DE102006007224A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Ausschnittes oder Durchbruchs in der Wandung eines nach dem Innenhochdruck-Umformverfahren ausgebildeten Bauteils | |
| EP0739663A2 (fr) | Machine pour former des pièces | |
| DE102011053084B4 (de) | Vorrichtung und Verfahren zur Herstellung von Dosenkörpern mit Schneideinrichtung | |
| DE10042896B4 (de) | Verfahren zum Herstellen eines Ringelements | |
| EP2384833B1 (fr) | Réglage du serre-flan dans la fabrication de corps de doses | |
| DE2516581C2 (de) | Formgebungsvorrichtung | |
| DE3916665C2 (fr) | ||
| DE102005027032B4 (de) | Vorrichtung zum Herstellen eines Formteils | |
| EP3052257B1 (fr) | Dispositif pour le formage d'une pièce en tôle | |
| DE3147897A1 (de) | Verfahren zum herstellen von ringfoermigen metallteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 22/22 20060101AFI20140409BHEP Ipc: B21D 22/28 20060101ALI20140409BHEP Ipc: B21D 51/26 20060101ALI20140409BHEP |
|
| 17P | Request for examination filed |
Effective date: 20141009 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 51/26 20060101ALI20151113BHEP Ipc: B21D 22/28 20060101ALI20151113BHEP Ipc: B21D 22/22 20060101AFI20151113BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20151130 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SCHULER PRESSEN GMBH |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 791830 Country of ref document: AT Kind code of ref document: T Effective date: 20160515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011009479 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160720 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160822 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160721 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011009479 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| 26N | No opposition filed |
Effective date: 20170123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170105 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170105 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 791830 Country of ref document: AT Kind code of ref document: T Effective date: 20170105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160820 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210129 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20201218 Year of fee payment: 11 Ref country code: GB Payment date: 20210122 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502011009479 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220105 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220105 |