EP2359946A2 - Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk sowie Verfahren zum Betrieb eines Warmpilgerwalzwerkes - Google Patents
Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk sowie Verfahren zum Betrieb eines Warmpilgerwalzwerkes Download PDFInfo
- Publication number
- EP2359946A2 EP2359946A2 EP20110000264 EP11000264A EP2359946A2 EP 2359946 A2 EP2359946 A2 EP 2359946A2 EP 20110000264 EP20110000264 EP 20110000264 EP 11000264 A EP11000264 A EP 11000264A EP 2359946 A2 EP2359946 A2 EP 2359946A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling mill
- press
- hot
- pilger rolling
- hollow block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 14
- 238000005098 hot rolling Methods 0.000 title 3
- 238000005096 rolling process Methods 0.000 claims abstract description 95
- 238000007790 scraping Methods 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B21/00—Pilgrim-step tube-rolling, i.e. pilger mills
Definitions
- the invention relates to a hot pilger rolling mill or a hot pilger rolling mill and a method for operating a hot pilger rolling mill.
- the hot pilgering is for example from the DE 29 51 264 C2 , from the DE 43 13 648 A1 or from the EP 0 472 253 A2 well known.
- the present invention proposes a hot pilger rolling mill or a hot pilger rolling mill with at least one pair of rollers, which is arranged in a rolling mill stand, and with a pressure press, which is arranged upstream of the rolling mill stand.
- the immediate arrangement of the recoil press on the inlet side of the mill stand reduces transport times of the hot hollow block from the pressure press to the pilger mill to a minimum, whereby accordingly temperature losses can also be minimized.
- the invention also proposes a method for operating a hot pilger rolling mill, which is characterized in that a hollow block to be processed initially positioned in a corresponding mill stand, the hollow block is then pressed by means of a pressure press on a mitrel and then the pilger rolling process is performed.
- the hollow block in the mill stand even after pressing can still be moved to be ultimately passed between the pilgrims
- the hollow block does not necessarily have to be positioned directly in the mill stand but that it is also conceivable to arrange it by a small distance outside the rolling mill stands, while the pressing operation is performed, as long as it is ensured that the hollow block can then be guided directly and quickly, in particular already for example by the corresponding feed apparatus itself, to the vocational rollers ,
- the pilgrim mandrel may already be arranged in the hollow block when it is arranged in the rolling mill stand or in the working area of the pressing press.
- the hollow block is first placed in the mill stand or in the work area of the pressure press to hereafter introduce the vocational mandrel in the hollow block.
- the hollow block is pressed forward in the rolling direction.
- a hot pilger rolling process substantially better softening conditions are achieved than is the case in hot pilger rolling processes according to the prior art.
- a pressing press of a hot pilger rolling mill train is also advantageous independently of the other features of the present invention, if a corresponding axial profiling of at least one of the press jaws is provided.
- axially refers to a direction in the pressure press, which is parallel to the main axis of the hollow block, when it is arranged in the press machine in the intended manner.
- inlet side or “outlet side” designate the directions which the hollow block passes through when passing through the hot pilger rolling mill by the feed apparatus. Even if the pilger rolling process itself represents a reciprocating motion, it still has a main direction of movement, which is superimposed on the actual pendulum motion.
- the pressure press may preferably be arranged in the working area of the feed apparatus, whereby temperature losses during transport of the hollow block from the pressure press to those in the vocational rolls can be reduced to a minimum.
- mandrel does not necessarily have to be connected to the feed apparatus when it is pressed on.
- the latter can also take place, for example, during pressing or immediately afterwards.
- the feed apparatus is ultimately nothing more than a longitudinal conveyor designed in a special way and adapted to the pilger rolling process, so that the advantages according to the invention can still be realized to a great extent if the pressure press is arranged on a longitudinal conveyor leading into or out of the rolling mill stand.
- This also makes it possible to ensure a very rapid and therefore temperature losses avoiding promotion of the hollow block to the actual rolling mill. Accordingly, it is thus also independent of the other features of the present invention conceivable that the pressure press is arranged on the outlet side of the rolling mill stand on a corresponding longitudinal conveyor and the hollow block is first introduced against the rolling direction in the rolling mill stand before the actual vocational rolling process begins.
- the processed hollow block must be stripped from the pilgrim mandrel after the hot pilger rolling process, for which - depending on the specific rolling process - stripping forces are necessary.
- separate scrapers are provided for this, to which the hollow blocks must be transported after leaving the hot pilger rolling mill.
- this scraper can be provided on the rolling mill stand itself and use the drive of the longitudinal conveyor, such as the already existing movement possibility of the feed apparatus for the stripping.
- the pressing press has a scraper, which receives the opposing forces of the longitudinal conveyor, or the advancing apparatus for the stripping process. So can For example, the hollow block are pressed against the stripping, when the mit mandrel is scraped out of the hollow block by means of the feed apparatus.
- the pilgrim mandrel itself is pressed against a corresponding stripping, when the hollow block is detected by the drive of another longitudinal conveyor and moved accordingly to perform the stripping.
- the former process since ultimately the feed apparatus is already connected to the pilgrim mandrel anyway and allows a corresponding longitudinal movement for stripping immediately.
- the overall arrangement is particularly advantageous when the pressure press itself has a Absteifstrom.
- the latter can be realized, in particular, by providing a corresponding scraping system on at least one press jaw of the pressing press.
- the respective contact surface is hardened in a corresponding manner, wherein ultimately hardening of the press jaw in any case, in particular for the region which presses against the hollow block during pressing, is preferably provided. Accordingly, such a stripping system can be realized directly on the press without substantial additional costs.
- the arrangement of the stripper on at least one press jaw has the particular advantage that the stripping, to allow stripping, introduced without additional further structural measures in the conveying path of the hollow block and then removed from this again so as not to hinder further processing ,
- the press jaw is mounted on the pressure press via an axial abutment, so that the stripping forces can be readily absorbed by the frame of the pressing press or by the rolling mill stand of the hot pilger rolling mill.
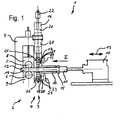
- the hot pilger rolling mill shown in the drawing (1) comprises on the one hand a hot pilger rolling mill (2) and on the other hand, a presser (3) and a scraper (4).
- the hot pilger rolling mill (2) comprises two pilger rolls (5, 6), which are mounted in a conventional manner to a rolling mill stand (7) via corresponding vocational roller carriage (8, 9) radially, that is vertically movable in this embodiment.
- the hot pilger rolling mill (2) comprises a feed apparatus (10), which via an arbor lock (11) carries an axially arranged vocational mandrel (12) and this can move axially back and forth (direction of movement 23).
- a hollow block (14) can be arranged for the hot pilger rolling process, which is accordingly guided in a mit movement by the vocational rollers (5, 6).
- a vocational ring (15) is provided on the pilgrim mandrel (12) between mandrel lock (11) and hollow block (14) in this embodiment.
- the presser (3) comprises a pressing press (16) which is arranged on the rolling mill stand (7) on the inlet side.
- the pressure press (16) comprises two press jaws (17, 18), which are arranged above or below the path (19) of the hollow block (14) through the hot pilger rolling mill (2).
- the press jaws are opened or pressed over cylinders (20, 21), wherein the press jaw (18) arranged below the web (19) via a linkage (22) interacts with the corresponding cylinder (21).
- the corresponding directions of movement of the press jaws (17, 18) are represented by the arrows (23, 24).
- the scraper (4) on the one hand comprises two scraper systems (25, 26), which are provided at the outlet side of the press jaws (17, 18) and can initiate stripping forces into the rolling mill stand (7) via abutments (27, 28) and the feed apparatus (10 ).
- the advancing apparatus (10) is displaced so far in the direction of vocational rollers (5, 6) that the vocational ring (15) comes to rest on the outlet side of the stripping units (25, 26).
- the press jaws (17, 18) so far closed (movement direction 24) that the stripping systems (25, 26) are arranged axially upstream of the vocational ring (15).
- the feed apparatus (10) can be moved back so that the vocational ring (15) presses against the stripping devices (25, 26) of the press jaws (17, 18) and thus against the abutments (27, 28), whereby the stripping operation is performed.
- the stripping can also take place in that the stripping systems (25, 26) come to bear directly against the hollow block (14).
- the press jaws (17, 18) in this embodiment each have a profiling (29 30), so that the inlet side of the hollow block (14) is provided during pressing with a corresponding profiling, as in FIG. 1 indicated.
- Such pressing is in particular possible because the presser (3) is arranged directly on the inlet side of the rolling mill stand (7).
- the hollow block (14) needs only in the area of the presser (3) brought and the mit mandrel (12) are introduced.
- it is not absolutely necessary that the hollow block (14) is already aligned exactly coaxial to the web (19) by the hot pilger rolling mill (2). In particular, slight skew is possible.
- the presser (3) is oriented such that the pressing operation is performed when the hollow block (14) is positioned on the web (19).
- the presser (3) is oriented such that the pressing operation is performed when the hollow block (14) is positioned on the web (19).
- the vocational mandrel (12) can already be connected to the feed apparatus (10) via the mandrel lock (11).
- the feed apparatus (10) can start its feed operation and use the hot pilger rolling process.
- the stripping can then take place by means of the scraper (4), as already explained above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Abstract
Um bei einem Warmpilgerwalzwerk (2) bzw. bei einer Warmpilgerwalzwerkstraße (1) mit einer Andrückpresse (16) und mit wenigstens einem Walzenpaar (5,6), welches in einem Walzwerkständer (7) angeordnet ist, Temperaturverluste an dem Hohlblock zu minimieren, ist die Andrückpresse (16) einlaufseitig des Walzwerkständers (7) angeordnet.
Description
- Die Erfindung betrifft eine Warmpilgerwalzwerkstraße bzw. ein Warmpilgerwalzwerk sowie ein Verfahren zum Betrieb eines Warmpilgerwalzwerkes.
- Das Warmpilgerwalzen ist beispielsweise aus der
DE 29 51 264 C2 , aus derDE 43 13 648 A1 oder aus derEP 0 472 253 A2 hinlänglich bekannt. Hierbei wird ein Hohlblock im Zusammenspiel zwischen einem Vorschubapparat, mittels dessen ein in einem Hohlblock angeordneter Dorn in geeigneter Weise bewegt wird, und Pilgerwalzen, welche ein entsprechend geeignetes Kaliber aufweisen, walzend bearbeitet, wobei das Material durch die Pilgerwalzen, welche sich entgegengesetzt der Walzrichtung drehen, schrittweise gewalzt wird, indem es jeweils hin und her bewegt und darüber hinaus auch rotierend durch das Walzenpaar geführt wird. Hierbei ist es zu Beginn des Walzvorganges notwendig, den Pilgerdorn in den zu bearbeitenden Hohlblock anzuordnen und den Hohlblock zumindest in einem Teilbereich an den Dorn anzudrücken. - Es ist Aufgabe vorliegender Erfindung, bei einem Warmpilgerwalzwerk bzw. bei einer Warmpilgerwalzwerkstraße mit einer Andrückpresse und mit wenigstens einem Walzenpaar, welches in einem Walzwerkständer angeordnet ist, Temperaturverluste an dem Hohlblock zu minimieren.
- Als Lösung schlägt vorliegende Erfindung ein Warmpilgerwalzwerk bzw. eine Warmpilgerwalzwerkstraße mit wenigstens einem Walzenpaar, welches in einem Walzwerkständer angeordnet ist, und mit einer Andrückpresse vor, welche einlaufseitig des Walzwerkständers angeordnet ist. Die unmittelbare Anordnung der Anrückpresse einlaufseitig des Walzwerkständers reduziert Transportzeiten des heißen Hohlblocks von der Andrückpresse zu dem Pilgerwalzwerk auf ein Minimum, wodurch dementsprechend Temperaturverluste ebenso minimiert werden können. Hierbei versteht es sich, dass - je nach konkreter Verfahrensführung bzw. je nach konkreter Umsetzung der räumlichen Umsetzung - kurze Transportwege des Hohlblocks von dessen Position während des Andrückens zu der Position, in welcher der Warmpilgerwalzprozess beginnt, in Kauf genommen werden können, ohne dass von der erfinderischen Grundidee abgewichen wird, durch geeignete Anordnung der Andrückpresse derart im Bereich des Einlaufweges des Hohlblocks in das Warmpilgerwalzwerk die Transportzeiten zu minimieren und insbesondere zusätzliche Wege, wie sie beispielsweise von einer separat angeordneten Andrückpresse zu einem Warmpilgerwalzwerk notwendig sind, zu vermeiden.
- Dementsprechend schlägt die Erfindung auch ein Verfahren zum Betrieb eines Warmpilgerwalzwerkes vor, welches sich dadurch auszeichnet, dass ein zu bearbeitender Hohlblock zunächst in einem entsprechenden Walzwerkständer positioniert, der Hohlblock anschließend mittels einer Andrückpresse an einen Pilgerdorn angedrückt und danach der Pilgerwalzprozess durchgeführt wird.
- In Abweichung zum Stand der Technik, bei welchem zunächst ein Andrücken erfolgt und anschließend der zu bearbeitende Hohlblock in dem Walzwerkständer bzw. in dem Walzwerk positioniert wird, erfolgt mithin das Andrücken erst, wenn der zu bearbeitende Hohlblock bereits in dem Walzwerkständer positioniert wird.
- Hierbei versteht es sich, dass - gegebenenfalls - der Hohlblock in dem Walzwerkständer selbst nach dem Andrücken noch verlagert werden kann, um letztlich zwischen die Pilgerwalzen geführt zu werden, Auch versteht es sich, dass der Hohlblock nicht zwingend unmittelbar in dem Walzwerkständer positioniert werden muss sondern dass es auch denkbar ist, ihn um eine kleine Wegstrecke versetzt außerhalb der Walzwerkständers anzuordnen, während der Andrückvorgang durchgeführt wird, solange gewährleistet ist, dass der Hohlblock anschließend unmittelbar und schnell, insbesondere beispielsweise bereits durch den entsprechenden Vorschubapparat selbst, zu den Pilgerwalzen geführt werden kann.
- Je nach konkreter Verfahrensführung kann der Pilgerdorn bereits in dem Hohlblock angeordnet sein, wenn dieser in den Walzwerkständer bzw. im Arbeitsbereich der Andrückpresse angeordnet wird. Ebenso ist es auch denkbar, dass der Hohlblock zunächst in dem Walzwerkständer bzw. im Arbeitsbereich der Andrückpresse angeordnet wird, um hiernach den Pilgerdorn in den Hohlblock einzuführen.
- Vorzugsweise wird der Hohlblock in Walzrichtung vorne angedrückt. Hierdurch können, so hat sich dieses - insbesondere auch unabhängig von den übrigen Merkmalen vorliegender Erfindung - bei einem Warmpilgerwalzprozess herausgestellt, wesentlich bessere Anwalzbedingungen erzielt werden, als dieses bei Warmpilgerwalzprozessen nach dem Stand der Technik der Fall ist.
- Letzteres ist insbesondere dann der Fall, wenn die Andrückpresse wenigstens eine Pressenbacke mit einer axialen Profilierung ausweist, so dass dem Hohlblock beim Andrücken ein entsprechendes Profil verliehen werden kann, welches das Anwalzen erleichtert bzw. zu besseren Walzergebnissen auch im Anwalzbereich führt. Insofern versteht es sich, dass eine Andrückpresse einer Warmpilgerwalzwerkstraße auch unabhängig von den übrigen Merkmalen vorliegender Erfindung vorteilhaft ist, wenn eine entsprechende axiale Profilierung wenigstens einer der Pressenbacken vorgesehen ist.
- In vorliegendem Zusammenhang bezeichnet der Begriff "axial" eine Richtung in der Andrückpresse, welche parallel zu der Hauptachse des Hohlblocks, wenn dieser in der Andrückpresse in bestimmungsgemäßer Weise angeordnet ist, liegt.
- Dementsprechend bezeichnen die Begriffe "einlaufseitig" oder "auslaufseitig" die Richtungen, welche der Hohlblock beim Durchlaufen des Warmpilgerwalzwerkes durch den Vorschubapparat bedingt durchläuft. Auch wenn der Pilgerwalzprozess an sich eine Hin- und Herbewegung darstellt, besitzt er doch eine Hauptbewegungsrichtung, welche der eigentlichen Pendelbewegung überlagert ist.
- Wie bereits vorstehend angeordnet, kann die Andrückpresse vorzugsweise im Arbeitsbereich des Vorschubsapparats angeordnet sein, wodurch Temperaturverluste beim Transport des Hohlblocks von der Andrückpresse zu den im Pilgerwalzen auf ein Minimum reduziert werden können.
- Hierbei ist es selbstverständlich, dass der Pilgerdorn beim Andrücken nicht zwingend bereits mit dem Vorschubapparat verbunden sein muss. Letzteres kann beispielsweise auch während des Andrückens bzw. unmittelbar hiernach erfolgen.
- Nunmehr ist der Vorschubapparat letztlich nichts anderes als ein in besonderer Weise ausgestalteter und auf den Pilgerwalzprozess abgestimmter Längsförderer, so dass die erfindungsgemäßen Vorteile auch dann noch weitestgehend realisiert werden können, wenn die Andrückpresse an einem in den bzw. aus dem Walzwerkständer führen Längsförderer angeordnet ist. Auch hierdurch kann eine sehr zügige und mithin Temperaturverluste vermeidende Förderung der Hohlblocks zu dem eigentlichen Walzwerk sichergestellt werden. Dementsprechend ist es mithin auch unabhängig von den übrigen Merkmalen vorliegender Erfindung denkbar, dass die Andrückpresse auslaufseitig des Walzwerkständers an einem entsprechenden Längsförderer angeordnet ist und der Hohlblock zunächst gegen die Walzrichtung in den Walzwerkständer eingeführt wird, bevor der eigentliche Pilgerwalzprozess beginnt.
- Andererseits hat es sich als besonderes zeit- und bauraumsparend herausgestellt, die Andrückpresse einlaufseitig, und zwar insbesondere an dem Walzwerkständer selbst, anzuordnen. Dieses ermöglicht insbesondere eine Reduktion an Ständerwerk, was erheblich zu einer Kostenreduktion beiträgt.
- Wie unmittelbar nachvollziehbar, muss der bearbeitete Hohlblock nach dem Warmpilgerwalzprozess von dem Pilgerdorn abgestriffen werden, wozu - je nach konkretem Walzvorgang - Abstreifkräfte notwendig sind. Nach dem Stand der Technik werden hierfür separate Abstreifer vorgesehen, zu welchen die Hohlblöcke nach Verlassen der Warmpilgerwalzwerkstraße transportiert werden müssen. Dementsprechend ist es auch unabhängig von den übrigen Merkmalen vorliegender Erfindung von Vorteil, im Bereich eines in den bzw. aus dem Walzwerkständer führenden Längsförderern, insbesondere in dem Arbeitsbereich eines Vorschubapparats des Warmpilgerwalzwerks, einen Abstreifer einer Warmpilgerwalzwerkstraße vorzusehen. Insbesondere kann dieser Abstreifer an dem Walzwerkständer selbst vorgesehen sein sowie den Antrieb des Längsförderers, wie beispielsweise auch die ohnehin vorhandene Bewegungsmöglichkeit des Vorschubapparats, für den Abstreifvorgang nutzen.
- Dementsprechend ist es, auch unabhängig von den übrigen Merkmalen vorliegender Erfindung, bei einem Warmpilgerwalzwerk bzw. bei einer Warmpilgerwalzwerkstraße vorteilhaft, wenn die Andrückpresse eine Abstreifanlage aufweist, welche die Gegenkräfte des Längsförderers, bzw. des Vorschubapparats für den Abstreifprozess aufnimmt. So kann beispielsweise der Hohlblock gegen die Abstreifanlage gedrückt werden, wenn der Pilgerdorn mittels des Vorschubapparats aus dem Hohlblock abgestrichen wird. Andererseits ist es auch denkbar, dass der Pilgerdorn selbst gegen eine entsprechende Abstreifanlage gedrückt wird, wenn der Hohlblock von dem Antrieb eines sonstigen Längsförderers erfasst und entsprechend bewegt wird, um das Abstreifen durchzuführen. Besonders bevorzugt ist jedoch ersterer Vorgang, da letztlich der Vorschubapparat ohnehin bereits mit dem Pilgerdorn verbunden ist und eine entsprechende Längsbewegung für das Abstreifen unmittelbar ermöglicht.
- Die Gesamtanordnung baut besonders günstig, wenn die Andrückpresse selbst eine Absteifanlage aufweist. Letzteres lässt sich insbesondere dadurch realisieren, dass an wenigstens einer Pressenbacke der Andrückpresse eine entsprechende Abstreifanlage vorgesehen ist. Vorzugsweise ist die jeweilige Anlagefläche in entsprechender Weise gehärtet, wobei letztlich ein Härten der Pressenbacke ohnehin, insbesondere für den Bereich, welcher an den Hohlblock beim Andrücken andrückt, vorzugsweise vorgesehen ist. Dementsprechend kann eine derartige Abstreifanlage ohne wesentliche Mehrkosten unmittelbar an der Andrückpresse realisiert werden.
- Die Anordnung der Abstreifanlage an wenigstens einer Pressenbacke hat insbesondere den Vorteil, dass die Abstreifanlage, um ein Abstreifen zu ermöglichen, ohne zusätzliche weitere bauliche Maßnahmen in den Förderweg des Hohlblocks eingebracht und anschließend aus diesem wieder entfernt werden kann, um die weitere Bearbeitung nicht zu behindern.
- Vorzugsweise ist die Pressenbacke über ein axiales Widerlager an der Andrückpresse gelagert, damit die Abstreifkräfte ohne Weiteres von dem Gestell der Andrückpresse bzw. von dem Walzwerkständer des Warmpilgerwalzwerks aufgenommen werden können.
- Es ist insbesondere denkbar, dass die vorstehend beschriebene Anordnung von Andrückpresse bzw. Abstreifer sowie die vorstehenden Verfahrensführungen auch bei Kaltpilgerwalzwerken vorteilhaft zur Anwendung kommen könnten. Hierbei ist jedoch zu berücksichtigen, dass die bei Kaltpilgerwalzwerken auftretenden Prozesse anderer Natur sind, so dass hier grundsätzlich mit anderen Problemen gerechnet wird. In diesem Zusammenhang sei betont, dass Warmpilgerwalzprozesse oberhalb der Rekristallisationstemperatur des zu verarbeitenden Materials stattfinden, während Kaltpilgerwalzprozesse unterhalb dieser Temperatur, insbesondere bei Zimmertemperatur, stattfinden. Darüber hinaus ist es denkbar, dass die vorstehend beschriebene Anordnung einer Andrückpresse bzw. eines Abstreifers sowie die entsprechenden Verfahrensschritte auch bei anderen Walzprozessen, bei welchen ein in einem Hohlblock angeordneter Dorn zur Anwendung kommt, vorteilhaft sein können.
- Weitere Vorteile, Ziele und Eigenschaften vorliegender Erfindung werden anhand nachfolgender Beschreibung eines Ausführungsbeispiels erläutert, welches insbesondere auch in anliegender Zeichnung dargestellt ist. In der Zeichnung zeigen:
- Figur 1
- eine schematische Darstellung einer Warmpilgerwalzwerkstraße bzw. eines Warmpilgerwalzwerks in einer Seitenansicht; und
- Figur 2
- eine Aufsicht entlang des Pfeils II in
Figur 1 auf den Andrücker nachFigur 1 . - Die in der Zeichnung dargestellte Warmpilgerwalzwerkstraße (1) umfasst einerseits ein Warmpilgerwalzwerk (2) sowie andererseits einen Andrücker (3) und einen Abstreifer (4).
- Hierbei umfasst das Warmpilgerwalzwerk (2) zwei Pilgerwalzen (5, 6), die in an sich bekannter Weise an einen Walzwerkständer (7) über entsprechende Pilgerwalzenschlitten (8, 9) radial, also bei diesem Ausführungsbeispiel vertikal, bewegbar gelagert sind.
- Ebenso umfasst das Warmpilgerwalzwerk (2) einen Vorschubapparat (10), welcher über ein Dornschloss (11) einen axial angeordneten Pilgerdorn (12) trägt und diesen axial hin und her bewegen kann (Bewegungsrichtung 23).
- Auf dem Pilgerdorn (12) kann für den Warmpilgerwalzprozess ein Hohlblock (14) angeordnet werden, der entsprechend in einer Pilgerbewegung durch die Pilgerwalzen (5, 6) geführt wird.
- Einlaufseitig ist auf dem Pilgerdorn (12) zwischen Dornschloss (11) und Hohlblock (14) bei diesem Ausführungsbeispiel noch ein Pilgerring (15) vorgesehen.
- Der Andrücker (3) umfasst eine Andrückpresse (16), welche an dem Walzwerkständer (7) einlaufseitig angeordnet ist. Die Andrückpresse (16) umfasst zwei Pressenbacken (17, 18), die oberhalb bzw. unterhalb des Pfades (19) des Hohlblocks (14) durch das Warmpilgerwalzwerk (2) angeordnet sind. Die Pressenbacken werden über Zylinder (20, 21) geöffnet bzw. angedrückt, wobei die unterhalb der Bahn (19) angeordnete Pressenbacke (18) über ein Gestänge (22) mit dem entsprechenden Zylinder (21) wechselwirkt. Die entsprechenden Bewegungsrichtungen der Pressenbacken (17, 18) sind durch die Pfeile (23, 24) dargestellt.
- Der Abstreifer (4) umfasst einerseits zwei Abstreifanlagen (25, 26), welche an den Pressenbacken (17, 18) auslaufseitig vorgesehen sind und über Widerlager (27, 28) Abstreifkräfte in den Walzwerkständer (7) einleiten können, sowie den Vorschubapparat (10). Zum Abstreifen wird der Vorschubapparats (10) derart weit in Richtung Pilgerwalzen (5, 6) verlagert, dass der Pilgerring (15) auslaufseitig der Abstreifanlagen (25, 26) zur Ruhe kommt. Anschließend werden die Pressenbacken (17, 18) so weit geschlossen (Bewegungsrichtung 24), dass die Abstreifanlagen (25, 26) axial einlaufseitig des Pilgerrings (15) angeordnet sind. Nunmehr kann der Vorschubapparat (10) zurückbewegt werden, so dass der Pilgerring (15) gegen die Abstreifanlagen (25, 26) der Pressenbacken (17, 18) und mithin gegen die Widerlager (27, 28) drückt, wodurch der Abstreifvorgang durchgeführt wird. Je nach konkreter Umsetzung kann das Abstreifen auch dadurch erfolgen, dass die Abstreifanlagen (25, 26) unmittelbar an dem Hohlblock (14) zur Anlage kommen.
- Die Pressenbacken (17, 18) weisen bei diesem Ausführungsbeispiel jeweils eine Profilierung (29 30) auf, so dass die Einlaufseite des Hohlblocks (14) beim Andrücken mit einer entsprechenden Profilierung versehen wird, wie in
Figur 1 angedeutet. Hierdurch lässt sich das Walzergebnis gegenüber dem Stand der Technik erheblich verbessern. - Ein derartiges Andrücken ist insbesondere dadurch möglich, dass der Andrücker (3) unmittelbar einlaufseitig an dem Walzwerkständer (7) angeordnet ist. Insofern braucht der Hohlblock (14) lediglich in den Bereich des Andrückers (3) gebracht und der Pilgerdorn (12) eingeführt werden. Hierzu ist es nicht zwingend erforderlich, dass der Hohlblock (14) bereits genau koaxial zur Bahn (19) durch das Warmpilgerwalzwerk (2) ausgerichtet ist. Insbesondere ist auch leichte Schräglage möglich.
- Vorzugsweise ist jedoch der Andrücker (3) derart ausgerichtet, dass der Andrückvorgang durchgeführt wird, wenn der Hohlblock (14) auf der Bahn (19) positioniert ist. Insbesondere kann zu diesem Zeitpunkt bereits der Pilgerdorn (12) über das Dornschloss (11) mit dem Vorschubapparat (10) verbunden sein.
- Sowie das Andrücken erfolgt ist und die Pressenbacken (17, 18) wieder geöffnet wurden (Bewegungsrichtung 23), kann der Vorschubapparat (10) mit seiner Vorschubarbeit beginnen und der Warmpilgerwalzprozess einsetzen.
- Nach dem Walzen kann anschließend das Abstreifen mittels des Abstreifers (4) erfolgen, wie bereits vorstehend erläutert.
-
- 1
- Warmpilgerwalzwerkstraße
- 2
- Warmpilgerwalzwerk
- 3
- Andrücker
- 4
- Abstreifer
- 5
- Pilgerwalze
- 6
- Pilgerwalze
- 7
- Walzwerkständer
- 8
- Pilgerwalzenschlitten
- 9
- Pilgerwalzenschlitten
- 10
- Vorschubapparat
- 11
- Dornschloss
- 12
- Pilgerdorn
- 13
- Bewegungsrichtung des Pilgerdorns 12 und des Vorschubapparats 10
- 14
- Hohlblock
- 15
- Pilgerring
- 16
- Andrückpresse
- 17
- Pressenbacke
- 18
- Pressenbacke
- 19
- Bahn des Hohlblocks 14
- 20
- Zylinder
- 21
- Zylinder
- 22
- Gestänge
- 23
- Bewegungsrichtung Öffnen
- 24
- Bewegungsrichtung Andrücken
- 25
- Abstreifanlagen
- 26
- Abstreifanlagen
- 27
- Widerlager
- 28
- Widerlager
- 29
- Profilierung
- 30
- Profilierung
Claims (11)
- Warmpilgerwalzwerkstraße (1) mit wenigstens einem Walzenpaar (5, 6), das in einem Walzwerkständer (7) angeordnet ist, und mit einer Andrückpresse (16), dadurch gekennzeichnet, dass die Andrückpresse (16) einlaufseitig des Walzwerkständers (7) angeordnet ist.
- Warmpilgerwalzwerk (2) mit wenigstens einem Walzenpaar (5, 6), das in einem Walzwerkständer (7) angeordnet ist, und mit einer Andrückpresse(16) , dadurch gekennzeichnet, dass die Andrückpresse (16) einlaufseitig an dem Walzwerkständer (7) angeordnet ist.
- Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Andrückpresse (16) wenigstens eine Pressenbacke (17, 18) mit einer axialen Profilierung (29, 30) aufweist.
- Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Andrückpresse (16) eine Abstreifanlage (25, 26) aufweist.
- Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk nach Anspruch 4, dadurch gekennzeichnet, dass die Abstreifanlage (25, 26) an wenigstens einer Pressenbacke(17, 18) der Andrückpresse (16) angeordnet ist.
- Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Pressenbacke (17, 18) über ein axiales Widerlager (27, 28) an der Andrückpresse (16) gelagert ist.
- Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk nach einem der Ansprüche 1 bis 6, gekennzeichnet durch einen mit dem Walzenpaar (5, 6) zusammenarbeitenden Vorschubapparat (10), welcher einen Pilgerdorn (12) antreibt, wobei die Andrückpresse (16) im Arbeitsbereich des Vorschubapparats (10) angeordnet ist.
- Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk nach einem der Ansprüche 1 bis 7, gekennzeichnet durch einen in den bzw. aus dem Walzwerkständer (7) führenden Längsförderer, an welchem die Andrückpresse (16) angeordnet ist.
- Verfahren zum Betrieb eines Warmpilgerwalzwerkes (2) mit einem Walzwerkständer (7), dadurch gekennzeichnet, dass ein zu bearbeitender Hohlblock (14) in dem Walzwerkständer (7) positioniert wird, anschließend der Hohlblock (14) mittels einer Andrückpresse (16) an einen Pilgerdorn (12) angedrückt wird und danach der Pilgerwalzprozess durchgeführt wird.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass der Hohlblock (14) in Walzrichtung vorne angedrückt wird.
- Verfahren nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass nach dem Pilgerwalzprozess der Pilgerdorn (12) mittels der Andrückpresse (16) und eines Vorschubapparats (10) für den Pilgerdorn (12) aus dem Hohlblock (14) abgestriffen wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010006373 | 2010-01-29 | ||
| DE102010025028A DE102010025028A1 (de) | 2010-01-29 | 2010-06-24 | Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk sowie Verfahren zum Betrieb eines Warmpilgerwalzwerkes |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2359946A2 true EP2359946A2 (de) | 2011-08-24 |
Family
ID=44178371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20110000264 Withdrawn EP2359946A2 (de) | 2010-01-29 | 2011-01-14 | Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk sowie Verfahren zum Betrieb eines Warmpilgerwalzwerkes |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2359946A2 (de) |
| CN (1) | CN102189105A (de) |
| BR (1) | BRPI1100625A2 (de) |
| DE (1) | DE102010025028A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012108643A1 (de) * | 2012-09-14 | 2014-03-20 | Sandvik Materials Technology Deutschland Gmbh | Pilgerwalzstraße |
| CN103406469B (zh) * | 2013-08-30 | 2015-09-30 | 太原重工股份有限公司 | 顶杆脱出装置 |
| DE102017105582A1 (de) * | 2016-04-01 | 2017-10-05 | Sms Group Gmbh | Verfahren und Anlage zur Herstellung eines nahtlosen warmgewalzten Rohres sowie gewalztes Schleudergussrohr und die Verwendung eines durch Schleuderguss hergestellten Hohlblocks |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2951264C2 (de) | 1979-12-17 | 1981-11-19 | Mannesmann AG, 4000 Düsseldorf | Einrichtung an Warmpilgerwalzwerken zum Walzen von nahtlosen Rohren |
| EP0472253A2 (de) | 1990-08-23 | 1992-02-26 | MANNESMANN Aktiengesellschaft | Verfahren und Vorrichtung zur Kaliberbearbeitung von Warmpilgerwalzen |
| DE4313648A1 (de) | 1993-04-21 | 1994-10-27 | Mannesmann Ag | Verfahren und Vorrichtung zum Herstellen von nahtlosen Rohren durch Drückwalzen |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| HU155159A (de) * | 1964-10-21 | |||
| DE2151014C3 (de) * | 1970-10-09 | 1978-07-20 | Diosgyoeri Gepgyar, Miskolc (Ungarn) | Selbsttätiges Dornschloß fur ein Rohrpilgerwalzwerk |
-
2010
- 2010-06-24 DE DE102010025028A patent/DE102010025028A1/de not_active Ceased
-
2011
- 2011-01-14 EP EP20110000264 patent/EP2359946A2/de not_active Withdrawn
- 2011-01-28 BR BRPI1100625 patent/BRPI1100625A2/pt not_active IP Right Cessation
- 2011-01-28 CN CN2011100312118A patent/CN102189105A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2951264C2 (de) | 1979-12-17 | 1981-11-19 | Mannesmann AG, 4000 Düsseldorf | Einrichtung an Warmpilgerwalzwerken zum Walzen von nahtlosen Rohren |
| EP0472253A2 (de) | 1990-08-23 | 1992-02-26 | MANNESMANN Aktiengesellschaft | Verfahren und Vorrichtung zur Kaliberbearbeitung von Warmpilgerwalzen |
| DE4313648A1 (de) | 1993-04-21 | 1994-10-27 | Mannesmann Ag | Verfahren und Vorrichtung zum Herstellen von nahtlosen Rohren durch Drückwalzen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010025028A1 (de) | 2011-08-04 |
| BRPI1100625A2 (pt) | 2013-04-30 |
| CN102189105A (zh) | 2011-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0230644B1 (de) | Anordung zum Entfernen von Zunder von warmgewalzten Stahlbänden | |
| DE2406326A1 (de) | Vorrichtung zur plastischen verformung von material | |
| DE4019285A1 (de) | Spanneinrichtung zum gezielten spannen von werkstuecken | |
| EP1166907A2 (de) | Verfahren zum Walzen von Rohrluppen in einem Planetenschrägwalzwerk | |
| DE102011116666B4 (de) | Vorrichtung und Verfahren zum Walzen von Rohrluppen | |
| EP2359946A2 (de) | Warmpilgerwalzwerkstraße bzw. Warmpilgerwalzwerk sowie Verfahren zum Betrieb eines Warmpilgerwalzwerkes | |
| DE2848990C2 (de) | Verfahren und Vorrichtung zur Herstellung von Rohrluppen | |
| DE2836338A1 (de) | Anordnung zum endlosen walzen von knueppeln in einer kontinuierlichen feinstahl- oder drahtstrasse | |
| DE3885235T2 (de) | Schnellwechselbare Kühlrohre. | |
| DE10224603B4 (de) | Vorrichtung zum Reinigen und Polieren von Drahtoberflächen mit Stahlwolle | |
| DE1477087A1 (de) | Verfahren und Vorrichtung zum Profilieren von Werkstuecken | |
| DE2438833A1 (de) | Verfahren und vorrichtung zum walzen von rohrfoermigen hohlkoerpern | |
| DE97460C (de) | ||
| DE10126411B4 (de) | Verfahren zum Walzen von Rohrluppen in einem Planetenschrägwalzwerk und Vorrichtung zum Zuführen von Rohrluppen in ein Planetenschrägwalzwerk | |
| DE112009001413B4 (de) | Walzmaschine zum Umformen von metallischen und/oder eisenhaltigen Werkstücken mit verstellbaren Walzen | |
| DE862139C (de) | Walzwerk zum Walzen von nahtlosen Rohren aus Hohlbloecken | |
| DE69404792T2 (de) | Maschine zum Anspitzen von Stäben | |
| AT517326B1 (de) | Verfahren zur Herstellung eines metallischen Rohrs, Verfahren zum Betrieb einer Nahtlosrohranlage, Stoßbank sowie Nahtlosrohranlage | |
| AT515282B1 (de) | Dressurvorrichtung | |
| DE102016205221A1 (de) | Vorrichtung und Verfahren zum Plattieren einer warmen Bramme | |
| DE840537C (de) | Hydraulische Hochdruckentzunderung | |
| DE731188C (de) | Vorrichtung zum Umfuehren von Feinblechen und Platinen | |
| DE2551119C2 (de) | ||
| DE275435C (de) | ||
| DE1051766B (de) | Verfahren und Vorrichtung zum Pilgern von Rohren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20130801 |