EP2388132A2 - Verfahren und Vorrichtung zum Fördern und Puffern von gepressten Paketen - Google Patents
Verfahren und Vorrichtung zum Fördern und Puffern von gepressten Paketen Download PDFInfo
- Publication number
- EP2388132A2 EP2388132A2 EP11166212A EP11166212A EP2388132A2 EP 2388132 A2 EP2388132 A2 EP 2388132A2 EP 11166212 A EP11166212 A EP 11166212A EP 11166212 A EP11166212 A EP 11166212A EP 2388132 A2 EP2388132 A2 EP 2388132A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- conveyor
- conveyor belt
- objects
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 230000003139 buffering effect Effects 0.000 title description 6
- 238000010008 shearing Methods 0.000 claims abstract description 3
- 239000000872 buffer Substances 0.000 claims description 10
- 230000004888 barrier function Effects 0.000 claims description 7
- 238000003860 storage Methods 0.000 claims description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 239000012464 large buffer Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000010814 metallic waste Substances 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/32—Presses specially adapted for particular purposes for consolidating scrap metal or for compacting used cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/32—Discharging presses
Definitions
- the invention relates to a method for conveying from a press, in particular a Schervolierpresse, directly or indirectly ejected directly onto a conveyor objects, in particular packages in a container, the articles are conveyed with the conveyor at a conveying speed in the container, which after filling emptied and replaced by an empty container.
- the invention relates to a device comprising a press, in particular a Schervolierpresse, and means for conveying articles ejected from the press, in particular packages, in an exchangeable container, which means comprises at least one conveyor belt and / or at least one conveyor chute on the or on which the items are ejected from the press.
- presses are used for portioning and compressing scrap or metal waste in order to be able to transport and dispose of them efficiently. Since the presses are used to full capacity utilization in continuous operation, the removal of pressed packages collected in containers must not result in any interruption of the machines.
- the invention is therefore an object of the invention to provide a method and an apparatus of the type mentioned, with or with the one filling a
- Container can be made to save space with a package ejected from a press, without having to interrupt the operation of the press during a container exchange.
- the procedural object of the invention is achieved in that in a method of the type mentioned during the replacement of the filled container by a change in the conveying speed, the objects are temporarily stored on the conveyor.
- An advantage achieved by the invention is to be seen in particular in that, by temporarily storing or buffering the objects on the conveying means, the press can continue to operate in the event of a container change, while at the same time requiring space for only a single container. Thus, only a single access option with only a single noise protection lock is necessary. This is extremely space-saving compared to a method of the prior art.
- At least partially one or more conveyor belts are provided as conveying means and during the replacement of the filled container the conveying speed of at least one conveyor belt is slowed down and / or at least one conveyor belt is temporarily stopped.
- the conveying speed can be selected flexibly.
- the conveying can be done continuously or clocked, especially in stop-and-go operation.
- At least partially one or more conveyor chutes are provided as conveying means and during the replacement of the filled container at least one conveyor chute in the region of one end thereof is closed. Delivery chutes represent a cost-effective and less maintenance-intensive form of the conveyor. It is also advantageous that when caching the ejected objects by closing one end of a conveyor chute automatically a dense and thus space-saving arrangement of the cached or buffered objects is achieved.
- the articles are conveyed with two conveyor belts. It has been proven that the two conveyor belts are arranged at least approximately at a right angle to each other. In a method of this type is advantageous in that it saves space, while at the same time a high buffer capacity can be achieved relative to the space required.
- the objects are distributed in the container by pivoting at least a part of the conveying means. As a result, a uniform filling of the container can be achieved in a simple manner.
- a truck container or a railroad car is used as a container. This ensures that large quantities of pressed packages can be collected and that a container can be removed by truck or rail.
- the objects are ejected in the region of an initial of the conveyor on a package slide, which is subsequently withdrawn under a barrier to pass an ejected object on the conveyor.
- This offers the advantage of a consistent, controlled transfer of the objects on the conveyor.
- small parts are also handed over to the funding during pressing.
- an object ejected on the package carriage is braked by a baffle plate before the package carriage is withdrawn. This ensures that the item is in a quiet position when handed over.
- a conveyor belt is moved in a clocked manner in accordance with an ejection of the objects. Due to the clocked operation (stop-and-go operation with arbitrary, even irregular intervals) a flexibility with respect to the Auswerfintervalle whose length is usually unpredictable, achieved.
- the articles can thereby be arranged on a conveyor belt with a predetermined distance, thus achieving a high buffering capacity.
- the device object of the invention is achieved in that in a device of the type mentioned a single container is placed at a predetermined location and a conveying speed of the at least one conveyor belt variable or at least one conveyor chute in the region of the end is closed to a buffering allow the objects on the at least one conveyor belt or the at least one conveyor chute during a change of the one container.
- An advantage achieved by the invention is to be seen in particular in that an exchange of the filled container is possible without having to stop the press. Since only one parking space for a container is to be provided in the device according to the invention, the space requirement of the device is reduced to a minimum.
- the conveyor belt or the conveyor chute which or which transfers the objects to the container, pivotable about a preferably approximately vertical
- Axis is. As a result, a uniform filling of the container can be achieved in a simple manner.
- the device for conveying objects preferably comprises two conveyor belts. It is advantageous if the conveying speeds of the two conveyor belts are independently adjustable. Furthermore, it has been proven that the two conveyor belts are arranged approximately at a right angle to each other. A device designed in this way offers the advantage that a high buffer capacity is achieved with a relatively small space requirement at the same time.
- the container is a truck container or a railroad car. This ensures that large quantities of pressed packages can be removed by truck or rail.
- the conveyor belt or the conveyor chute which or which transfers the objects to the container during the replacement of the filled container in a rest position can be brought. This ensures a necessary freedom of movement when replacing the container.
- a parcel carriage and a barrier are provided in the region of an opening of the conveyor belt or conveyor chute, wherein an article can be ejected from the press onto the parcel carriage, which is subsequently retractable under the barrier, whereby the article is placed on the conveyor belt or the conveyor chute arrives.
- baffle plate which decelerates an object ejected onto the package carriage. By braking an ejected object, which takes place before retracting the parcel carriage, a too powerful impact of the article is avoided on the conveyor, whereby the conveyor, in particular a conveyor belt, is spared.
- At least one sensor is provided for detecting certain positions of the objects in the device.
- a control of the conveyor in dependence on positions of the objects in the device take place.
- the control can be done according to an irregular interval in which the objects are ejected from the press.
- the device can also be controlled in such a way that the conveyor stops and advances depending on positions of the objects in the device (stop-and-go operation or clocked operation). This offers the advantage that the entire buffer capacity of the conveyor can be utilized.
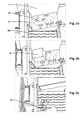
- Fig. 1 shows the outline of a preferred embodiment of a device 1 according to the invention comprising a Scherversierpresse 2, two conveyor belts 4a, 4b and a package slide 6.
- the conveyor belts 4a, 4b are arranged approximately at a right angle to each other.
- the conveyor belts 4a, 4b arranged at an arbitrary angle to each other and, for example, be aligned in parallel one behind the other.
- a container 3 is positioned at the end of the second conveyor belt 4b.
- Metal scrap filled in the shearing packet press 2 is pressed into a package by pistons 9, 10, 11 in three successive steps. Such a package is ejected onto the package carriage 6; by hydraulic displacement of the package carriage 6, the package reaches the first conveyor belt 4a. From this, the package becomes the second
- Conveyor belt 4b promoted.
- the second conveyor belt 4b is pivotable in an angular range of about 20 ° in different working positions A, whereby the container 3 can be uniformly filled with packages.
- the second conveyor belt 4 b can be pivoted into a rest position R. Length and vertical pivot axis of the second conveyor belt 4b are selected so that in the working positions A, the packages can be distributed throughout the container 3.
- the conveyor belts 4a, 4b serve as a buffer or storage for ejected by the Schervolierpresse 2 items 5.
- the operation of Schervolierpresse 2 can be continued undisturbed, ie, the Schervolierpresse 2 must not be stopped during the container change.
- the first step before a container exchange is that the first conveyor belt 4a is switched from a conveying operation, which can be carried out continuously, into a clocked mode (stop-and-go mode or buffer mode). This is understood to mean that the conveyor belt 4a stops and only after passing an article 5 from the package carriage 6 on the conveyor belt 4a is moved by slightly more than a length of the article 5 and then stopped again. This process is repeated with each subsequent transfer of an object 5.
- This clocked operation is a dense arrangement (buffering) of the objects 5 on the first conveyor belt 4a. Even before a removal of the container 3, but while the first conveyor belt 4a is already operated clocked, all located on the second conveyor belt 4b, further spaced objects 5 are conveyed into the almost full container 3, so that the conveyor belt 4b is emptied. Subsequently, the second conveyor belt 4b is also switched to a pulsed operation and pivoted into the rest position R, whereupon the replacement of the container 3 can take place.
- the clocked operation of the second conveyor belt 4b is controlled such that the second conveyor belt 4b stops and on transfer of an object 5 from the first conveyor belt 4a on the second conveyor belt 4b by at least a length of an object 5 and then again stopped.
- a plurality of sensors are provided, which recognize the positions of the articles 5 on the conveyor belts 4a, 4b or on the package carriage 6, for example, an ejection on the package carriage 6, a transfer to the first conveyor belt 4a, a transfer to the second conveyor belt 4b or a transfer into the container 3.
- These sensors can be, for example, light barriers.
- Typical lengths of the conveyor belts 4a, 4b are 17 m and 11 m, whereby lengths in a range of a few meters to around 100 m are possible.
- a length of an article 5 or a package of 30 cm and a spacing of the objects 5 on the conveyor belts 4a, 4b of about 3 cm in the clocked operation (buffer operation) thus results in a possible intermediate storage of a maximum of 84 items 5 on the conveyor belts 4a, 4b.
- conveying mode and buffer operation differ only by the constant in each operating mode conveyor speeds.
- buffer mode is driven at a lower speed than in the conveying operation, whereby a closer arrangement of the articles 5 on the conveyor belts 4a, 4b is achieved.
- ejection of an article 5 during a container change by a flap at the end of the conveyor belt 4b can be prevented.
- FIGS. 2a to 2c is shown at the beginning of the first conveyor belt 4a arranged above this packet carriage 6.
- an article 5 is ejected from the Scherversierpresse 2, wherein this is braked by a baffle plate 8 ( Fig. 2b ).
- the parcel carriage 6 is withdrawn under an immediately overlying barrier 7, whereby the article 5 is transferred in a controlled manner to the conveyor belt 4a ( Fig. 2c ).
- Further embodiments of the device 1 may also or exclusively comprise conveyor chutes, which can be closed at their ends for buffering the articles 5.
- the conveyor belt 4b in Fig. 1 be replaced by a hinged conveyor chute.
- the described embodiment with two conveyor belts 4a, 4b is more expedient.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Conveyors (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Container Filling Or Packaging Operations (AREA)
- Intermediate Stations On Conveyors (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Fördern von von einer Presse, insbesondere einer Scherpaketierpresse, auf ein Fördermittel mittelbar oder unmittelbar ausgeworfenen Gegenständen, insbesondere Paketen, in einen Behälter, wobei die Gegenstände mit dem Fördermittel mit einer Fördergeschwindigkeit in den Behälter gefördert werden, der nach Befüllen entleert und durch einen leeren Behälter ersetzt wird.
- Des Weiteren betrifft die Erfindung eine Vorrichtung, umfassend eine Presse, insbesondere eine Scherpaketierpresse, und eine Einrichtung zum Fördern von von der Presse ausgeworfenen Gegenständen, insbesondere Paketen, in einen austauschbaren Behälter, welche Einrichtung zumindest ein Förderband und/oder zumindest eine Förderrutsche umfasst, auf das bzw. auf die die Gegenstände von der Presse auswerfbar sind.
- In der metallverarbeitenden Industrie werden Pressen zum Portionieren und Komprimieren von Schrott bzw. Metallabfällen eingesetzt, um diese effizient abtransportieren und entsorgen zu können. Da die Pressen zur vollen Ausschöpfung einer Kapazität im Dauerbetrieb laufen, darf der Abtransport von in Behältern gesammelten gepressten Paketen zu keiner Unterbrechung der Maschinen führen.
- Gemäß dem Stand der Technik sind Verfahren bekannt, bei denen zwei Stellplätze für je einen Container zur Aufnahme von von einer Presse ausgeworfenen Paketen vorgesehen sind. Die gepressten Pakete gelangen auf ein zwischen diesen Containern befindliches Förderband, von welchem sie je nach Förderrichtung des Förderbandes in den einen oder den anderen Container gefördert werden. Während des Befüllens des einen Containers kann der andere Container ausgetauscht werden. Nachteilig bei einem solchen Verfahren ist ein hoher Platzbedarf, da zwei separate Stellplätze für die zwei Container notwendig sind. Damit sind auch zwei Zufahrtsmöglichkeiten, eventuell auch zwei Lärmschutzschleusen wegen der laut arbeitenden Pressen, vorzusehen, um mit Fahrzeugen einen Containerwechsel durchführen zu können.
- Der Erfindung liegt demnach die Aufgabe zugrunde, ein Verfahren bzw. eine Vorrichtung der eingangs genannten Art anzugeben, mit dem bzw. mit der ein Befüllen eines
- Behälters mit von einer Presse ausgeworfenen Paketen platzsparend erfolgen kann, ohne während eines Behältertausches den Betrieb der Presse unterbrechen zu müssen.
- Die verfahrensmäßige Aufgabe der Erfindung wird dadurch gelöst, dass bei einem Verfahren der eingangs genannten Art während des Ersetzens des befüllten Behälters durch eine Veränderung der Fördergeschwindigkeit die Gegenstände am Fördermittel zwischengespeichert werden.
- Ein mit der Erfindung erzielter Vorteil ist insbesondere darin zu sehen, dass durch das Zwischenspeichern bzw. Puffern der Gegenstände auf dem Fördermittel die Presse bei einem Behälterwechsel im Dauerbetrieb weiterarbeiten kann, wobei gleichzeitig Platz für nur einen einzigen Behälter erforderlich ist. Damit ist auch nur eine einzige Zufahrtsmöglichkeit mit nur einer einzigen Lärmschutzschleuse notwendig. Dies ist äußerst platzsparend im Vergleich zu einem Verfahren des Standes der Technik.
- Es hat sich bewährt, dass zumindest teilweise ein oder mehrere Förderbänder als Fördermittel vorgesehen werden und während des Ersetzens des befüllten Behälters die Fördergeschwindigkeit zumindest eines Förderbandes verlangsamt und/oder zumindest ein Förderband zeitweise gestoppt wird. Durch die Verwendung von Förderbändern als Fördermittel kann die Fördergeschwindigkeit flexibel gewählt werden. So kann das Fördern kontinuierlich oder getaktet, insbesondere im Stop-and-go-Betrieb, erfolgen.
- Es kann auch von Vorteil sein, wenn zumindest teilweise eine oder mehrere Förderrutschen als Fördermittel vorgesehen werden und während des Ersetzens des befüllten Behälters zumindest eine Förderrutsche im Bereich eines Endes derselben verschlossen wird. Förderrutschen stellen eine kostengünstige und wenig wartungsintensive Form des Fördermittels dar. Außerdem ist von Vorteil, dass beim Zwischenspeichern der ausgeworfenen Gegenstände durch Verschließen eines Endes einer Förderrutsche automatisch eine dichte und damit platzsparende Anordnung der zwischengespeicherten bzw. gepufferten Gegenstände erreicht wird.
- Es hat sich bewährt, dass durch das zumindest eine Förderband die von der Presse ausgeworfenen Gegenstände über ein Einwurfniveau des Behälters in die Höhe gefördert werden. Dadurch ist man bei der Wahl eines Niveaus des Behälters relativ zur Presse wenig eingeschränkt. Insbesondere ist es möglich, Presse und Behälter in derselben Ebene, beispielsweise in einer Industriehalle, anzuordnen.
- Zweckmäßigerweise werden die Gegenstände mit zwei Förderbändern gefördert. Dabei hat es sich bewährt, dass die zwei Förderbänder zumindest etwa in einem rechten Winkel zueinander angeordnet werden. Bei einem Verfahren dieser Art ist von Vorteil, dass es platzsparend ist, wobei gleichzeitig eine relativ zum Platzbedarf hohe Pufferkapazität erreicht werden kann.
- Es ist von Vorteil, wenn die Gegenstände in dem Behälter durch Verschwenken zumindest eines Teils des Fördermittels verteilt werden. Dadurch kann ein gleichmäßiges Befüllen des Behälters auf einfache Weise erreicht werden.
- Bevorzugt wird als Behälter ein Lkw-Container oder ein Eisenbahnwaggon eingesetzt. Dadurch ist sichergestellt, dass große Mengen an gepressten Paketen gesammelt werden können und dass ein Abtransport eines Behälters mittels Lkw oder Eisenbahn erfolgen kann.
- Es hat sich bewährt, dass das Fördermittel während des Ersetzens des befüllten Behälters in eine Ruhestellung gebracht wird. Dadurch ist eine beim Behältertausch erforderliche Bewegungsfreiheit gegeben.
- Des Weiteren ist es von Vorteil, wenn die Gegenstände im Bereich eines Anfangs des Fördermittels auf einen Paketschlitten ausgeworfen werden, welcher darauffolgend unter eine Barriere zurückgezogen wird, um einen ausgeworfenen Gegenstand auf das Fördermittel zu übergeben. Dies bietet den Vorteil einer gleichbleibenden, kontrollierten Übergabe der Gegenstände auf das Fördermittel. Außerdem werden beim Pressen anfallende Kleinteile ebenfalls an das Fördermittel übergeben.
- Bevorzugt wird ein auf dem Paketschlitten ausgeworfener Gegenstand von einer Prallplatte abgebremst, ehe der Paketschlitten zurückgezogen wird. Dadurch ist sichergestellt, dass der Gegenstand bei der Übergabe in einer ruhigen Position ist.
- Es ist von Vorteil, wenn während des Ersetzens des Behälters ein Förderband entsprechend einem Auswerfen der Gegenstände getaktet bewegt wird. Durch den getakteten Betrieb (Stop-and-go-Betrieb mit beliebigen, auch unregelmäßigen Intervallen) wird eine Flexibilität bezüglich der Auswerfintervalle, deren Länge in der Regel nicht vorhersehbar ist, erreicht. Außerdem können die Gegenstände dadurch auf einem Förderband mit einem vorbestimmten Abstand angeordnet werden, womit eine hohe Pufferkapazität erreicht wird.
- Es hat sich bewährt, dass ein Förderband jeweils um zumindest eine Länge eines Gegenstandes weiterbewegt wird. Dies bietet den Vorteil, dass eine möglichst dichte Anordnung der Gegenstände und damit eine große Pufferkapazität erreicht wird.
- Des Weiteren ist es von Vorteil, wenn mittels eines oder mehrerer Sensoren bestimmte Positionen der Gegenstände erkannt werden und dadurch die Bewegung eines Förderbandes gesteuert wird. Dadurch wird ein vollautomatisches Verfahren ermöglicht. Insbesondere können die Gegenstände in einem vorgegebenen Abstand auf dem Förderband gepuffert werden. Außerdem ergibt sich der Vorteil, dass die gesamte Pufferkapazität des Förderbandes bzw. der Förderbänder ausgenutzt werden kann.
- Die vorrichtungsmäßige Aufgabe der Erfindung wird dadurch gelöst, dass bei einer Vorrichtung der eingangs genannten Art ein einzelner Behälter an einer vorgegebenen Stelle aufgestellt ist und eine Fördergeschwindigkeit des zumindest einen Förderbandes variabel bzw. die zumindest eine Förderrutsche im Bereich deren Endes verschließbar ist, um eine Pufferung der Gegenstände auf dem zumindest einen Förderband bzw. der zumindest einen Förderrutsche während eines Wechsels des einen Behälters zu ermöglichen.
- Ein mit der Erfindung erzielter Vorteil ist insbesondere darin zu sehen, dass ein Austausch des gefüllten Behälters möglich ist, ohne die Presse stoppen zu müssen. Da bei der erfindungsgemäßen Vorrichtung nur ein Stellplatz für einen Behälter vorzusehen ist, ist der Platzbedarf der Vorrichtung auf ein Minimum reduziert.
- Es ist von Vorteil, wenn das Förderband bzw. die Förderrutsche, welches bzw. welche die Gegenstände an den Behälter übergibt, schwenkbar um eine vorzugsweise etwa vertikale
- Achse ist. Dadurch kann ein gleichmäßiges Befüllen des Behälters auf einfache Weise erreicht werden.
- Es hat sich bewährt, dass zumindest ein Förderband vorgesehen ist, mit welchem die Gegenstände in eine Höhe über einem Einwurfniveau des Behälters förderbar sind. Dadurch ergibt sich der Vorteil, dass man bei einer Wahl eines Niveaus des Behälters relativ zur Presse wenig eingeschränkt ist. Insbesondere ist es dadurch möglich, Behälter und Presse in derselben Ebene aufzustellen, wie das beispielsweise in Industriehallen erwünscht ist.
- Bevorzugt umfasst die Einrichtung zum Fördern von Gegenständen zwei Förderbänder. Es ist von Vorteil, wenn die Fördergeschwindigkeiten der zwei Förderbänder unabhängig voneinander einstellbar sind. Des Weiteren hat es sich bewährt, dass die zwei Förderbänder etwa in einem rechten Winkel zueinander angeordnet sind. Eine in solcher Weise ausgebildete Vorrichtung bietet den Vorteil, dass eine hohe Pufferkapazität bei einem gleichzeitig relativ geringen Platzbedarf erreicht wird.
- Bevorzugt ist der Behälter ein Lkw-Container oder ein Eisenbahnwaggon. Dadurch ist sichergestellt, dass große Mengen von gepressten Paketen mittels Lkw oder Eisenbahn abtransportiert werden können.
- Zweckmäßigerweise ist das Förderband bzw. die Förderrutsche, welches bzw. welche die Gegenstände an den Behälter übergibt, während des Ersetzens des befüllten Behälters in eine Ruhestellung bringbar. Dadurch ist eine beim Austausch des Behälters erforderliche Bewegungsfreiheit gewährleistet.
- Es ist von Vorteil, wenn im Bereich eines Anfangs des Förderbandes bzw. der Förderrutsche ein Paketschlitten und eine Barriere vorgesehen sind, wobei ein Gegenstand von der Presse auf den Paketschlitten auswerfbar ist, welcher darauffolgend unter die Barriere zurückziehbar ist, wodurch der Gegenstand auf das Förderband bzw. die Förderrutsche gelangt. Dadurch ist sichergestellt, dass eine Übergabe des Gegenstandes auf das Fördermittel in gleichbleibend kontrollierter und schonender Weise erfolgt. Außerdem werden beim Pressvorgang anfallende Kleinteile ebenfalls auf das Fördermittel übergeben.
- Des Weiteren hat es sich bewährt, dass eine Prallplatte vorgesehen ist, welche einen auf den Paketschlitten ausgeworfenen Gegenstand abbremst. Durch das Abbremsen eines ausgeworfenen Gegenstandes, welches vor dem Zurückziehen des Paketschlittens erfolgt, wird ein zu wuchtiges Auftreffen des Gegenstandes auf das Fördermittel vermieden, wodurch das Fördermittel, insbesondere ein Förderband, geschont wird.
- Es ist von Vorteil, wenn zumindest ein Sensor zum Erkennen bestimmter Positionen der Gegenstände in der Vorrichtung vorgesehen ist. Dadurch kann eine Steuerung der Fördereinrichtung in Abhängigkeit von Positionen der Gegenstände in der Vorrichtung erfolgen. Insbesondere kann die Steuerung dadurch entsprechend einem unregelmäßigen Intervall, in dem die Gegenstände aus der Presse ausgeworfen werden, erfolgen. Auch kann die Vorrichtung so gesteuert werden, dass ein Stoppen und Weiterbewegen der Fördereinrichtung in Abhängigkeit von Positionen der Gegenstände in der Vorrichtung erfolgt (Stop-and-go-Betrieb bzw. getakteter Betrieb). Dies bietet den Vorteil, dass die gesamte Pufferkapazität des Fördermittels ausgenutzt werden kann.
- Weitere Merkmale, Vorteile und Wirkungen der Erfindung ergeben sich anhand des nachfolgend dargestellten Ausführungsbeispiels. In den Zeichnungen, auf welche dabei Bezug genommen wird, zeigen:
-
Fig. 1 einen Grundriss einer erfindungsgemäßen Vorrichtung; -
Fig. 2a bis 2c eine schematische Darstellung eines Auswurfs eines Pakets auf einen Paketschlitten und eine darauffolgende Übergabe auf ein Förderband. -
Fig. 1 zeigt den Grundriss einer bevorzugten Ausführungsform einer erfindungsgemäßen Vorrichtung 1, umfassend eine Scherpaketierpresse 2, zwei Förderbänder 4a, 4b und einen Paketschlitten 6. Die Förderbänder 4a, 4b sind in etwa in einem rechten Winkel zueinander angeordnet. Natürlich können die Förderbänder 4a, 4b in einem beliebigen Winkel zueinander angeordnet und beispielsweise auch parallel hintereinander ausgerichtet sein. Ein Behälter 3 ist am Ende des zweiten Förderbandes 4b positioniert. In die Scherpaketierpresse 2 gefüllter Metallschrott wird durch Kolben 9, 10, 11 in drei aufeinanderfolgenden Schritten zu einem Paket gepresst. Ein solches Paket wird auf den Paketschlitten 6 ausgestoßen; durch hydraulisches Verschieben des Paketschlittens 6 gelangt das Paket auf das erste Förderband 4a. Von diesem wird das Paket zum zweiten - Förderband 4b gefördert. Das zweite Förderband 4b ist in einem Winkelbereich von ca. 20° in verschiedene Arbeitsstellungen A verschwenkbar, wodurch der Behälter 3 gleichmäßig mit Paketen gefüllt werden kann. Während eines Austausches des Behälters 3 kann das zweite Förderband 4b in eine Ruhestellung R verschwenkt werden. Länge und vertikale Schwenkachse des zweiten Förderbandes 4b sind so gewählt, dass in den Arbeitsstellungen A die Pakete im gesamten Behälter 3 verteilt werden können.
- Während eines Wechsels des Behälters 3 dienen die Förderbänder 4a, 4b als Zwischenspeicher bzw. Pufferspeicher für von der Scherpaketierpresse 2 ausgeworfene Gegenstände 5. Dabei kann der Betrieb der Scherpaketierpresse 2 ungestört weitergeführt werden, d. h., die Scherpaketierpresse 2 muss während des Behälterwechsels nicht gestoppt werden. Der erste Schritt vor einem Behältertausch ist, dass das erste Förderband 4a von einem Förderbetrieb, welcher kontinuierlich erfolgen kann, in einen getakteten Betrieb (Stop-and-go-Betrieb bzw. Pufferbetrieb) geschaltet wird. Darunter ist zu verstehen, dass das Förderband 4a stoppt und erst nach Übergabe eines Gegenstandes 5 vom Paketschlitten 6 auf das Förderband 4a um etwas mehr als eine Länge des Gegenstandes 5 weiterbewegt und danach wieder gestoppt wird. Dieser Vorgang wiederholt sich bei jeder weiteren Übergabe eines Gegenstandes 5. Durch diesen getakteten Betrieb erfolgt eine dichte Anordnung (Pufferung) der Gegenstände 5 auf dem ersten Förderband 4a. Noch vor einem Entfernen des Behälters 3, während aber das erste Förderband 4a schon getaktet betrieben wird, werden sämtliche auf dem zweiten Förderband 4b befindlichen, noch weiter beabstandeten Gegenstände 5 in den fast vollen Behälter 3 gefördert, sodass das Förderband 4b leergefahren wird. Daraufhin wird das zweite Förderband 4b ebenfalls in einen getakteten Betrieb geschaltet und in die Ruhestellung R verschwenkt, worauf der Austausch des Behälters 3 erfolgen kann. Der getaktete Betrieb des zweiten Förderbandes 4b wird derart gesteuert, dass das zweite Förderband 4b stoppt und bei Übergabe eines Gegenstandes 5 vom ersten Förderband 4a auf das zweite Förderband 4b um zumindest eine Länge eines Gegenstandes 5 weiterbewegt und danach wiederum gestoppt wird. Dieser Vorgang wiederholt sich bei jeder weiteren Übergabe eines Gegenstandes 5. Dadurch werden Gegenstände 5, die auf dem ersten Förderband 4a noch einen größeren Abstand hatten (Auswurf noch während des Förderbetriebs), auf dem zweiten Förderband 4b eng angeordnet. Der getaktete Betrieb beider Förderbänder 4a, 4b kann so lange erfolgen, bis beide Förderbänder 4a, 4b über ihre gesamte Förderlänge mit Gegenständen 5 befüllt sind. Nach einem in dieser Zeit erfolgten Behälterwechsel wird das zweite Förderband 4b in eine Arbeitsstellung A verschwenkt, woraufhin die auf den Förderbändern 4a, 4b zwischengespeicherten Gegenstände 5 in den entleerten Behälter 3 gefördert werden können (regulärer Förderbetrieb). Für die Steuerung des getakteten Betriebs der Förderbänder 4a, 4b sind mehrere Sensoren vorgesehen, welche die Positionen der Gegenstände 5 auf den Förderbändern 4a, 4b bzw. auf dem Paketschlitten 6 erkennen, beispielsweise einen Auswurf auf den Paketschlitten 6, eine Übergabe auf das erste Förderband 4a, eine Übergabe auf das zweite Förderband 4b oder eine Übergabe in den Behälter 3. Diese Sensoren können beispielsweise Lichtschranken sein.
- Typische Längen der Förderbänder 4a, 4b sind 17 m bzw. 11 m, wobei Längen in einem Bereich von wenigen Metern bis um die 100 m möglich sind. Bei einer Länge eines Gegenstandes 5 bzw. eines Paketes von 30 cm und einer Beabstandung der Gegenstände 5 auf den Förderbändern 4a, 4b von ca. 3 cm im getakteten Betrieb (Pufferbetrieb) ergibt sich somit eine mögliche Zwischenspeicherung von maximal 84 Gegenständen 5 auf den Förderbändern 4a, 4b. Daraus folgt bei einem durchschnittlichen Auswurfintervall von 30 Sekunden eine Zeitspanne von ca. 42 Minuten, in der ein Behälteraustausch erfolgen muss. Auch wenn die Beabstandung der Gegenstände 5 auf den Förderbändern 4a, 4b größer gewählt wird, kann bei einer Anzahl von ca. 60 auf den Förderbändern 4a, 4b zwischengespeicherten Gegenständen 5 eine Zeitspanne von ca. 30 Minuten erreicht werden, in der ein Behälteraustausch zu erfolgen hat. Dies ist eine ausreichend große Zeitspanne, um einen ungestörten, durchgehenden Betrieb der Scherpaketierpresse 2 zu gewährleisten, da ein Behälterwechsel in der Regel nur 10 Minuten benötigt.
- Bei einer einfacheren Verfahrensvariante, bei der keine Sensoren erforderlich sind, unterscheiden sich Förderbetrieb und Pufferbetrieb nur durch die im jeweiligen Betriebsmodus konstanten Fördergeschwindigkeiten. Im Pufferbetrieb wird mit einer geringeren Geschwindigkeit gefahren als im Förderbetrieb, wodurch eine engere Anordnung der Gegenstände 5 auf den Förderbändern 4a, 4b erreicht wird. Zusätzlich kann ein Auswurf eines Gegenstandes 5 während eines Behälterwechsels durch eine Klappe am Ende des Förderbandes 4b verhindert werden.
- In den
Figuren 2a bis 2c ist der am Beginn des ersten Förderbandes 4a über diesem angeordnete Paketschlitten 6 dargestellt. Auf den leeren Paketschlitten 6 (Fig. 2a ) wird ein Gegenstand 5 aus der Scherpaketierpresse 2 ausgestoßen, wobei dieser von einer Prallplatte 8 abgebremst wird (Fig. 2b ). Daraufhin wird der Paketschlitten 6 unter eine unmittelbar darüberliegende Barriere 7 zurückgezogen, wodurch der Gegenstand 5 auf kontrollierte Weise auf das Förderband 4a übergeben wird (Fig. 2c ). - Weitere Ausführungsformen der Vorrichtung 1 können auch oder ausschließlich Förderrutschen umfassen, welche an ihren Enden zur Pufferung der Gegenstände 5 verschlossen werden können. Beispielsweise kann das Förderband 4b in
Fig. 1 durch eine schwenkbare Förderrutsche ersetzt werden. Die beschriebene Ausführungsform mit zwei Förderbändern 4a, 4b ist aber zweckmäßiger.
Claims (16)
- Verfahren zum Fördern von von einer Presse, insbesondere einer Scherpaketierpresse (2), auf ein Fördermittel mittelbar oder unmittelbar ausgeworfenen Gegenständen (5), insbesondere Paketen, in einen Behälter (3), wobei die Gegenstände (5) mit dem Fördermittel mit einer Fördergeschwindigkeit in den Behälter (3) gefördert werden, der nach Befüllen entleert und durch einen leeren Behälter ersetzt wird, dadurch gekennzeichnet, dass während des Ersetzens des befüllten Behälters (3) durch eine Veränderung der Fördergeschwindigkeit die Gegenstände (5) am Fördermittel zwischengespeichert werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass zumindest teilweise ein oder mehrere Förderbänder (4a, 4b) als Fördermittel vorgesehen werden und während des Ersetzens des befüllten Behälters (3) die Fördergeschwindigkeit zumindest eines Förderbandes (4a, 4b) verlangsamt und/oder zumindest ein Förderband (4a, 4b) zeitweise gestoppt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass zumindest teilweise eine oder mehrere Förderrutschen als Fördermittel vorgesehen werden und während des Ersetzens des befüllten Behälters (3) zumindest eine Förderrutsche im Bereich eines Endes derselben verschlossen wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass die Gegenstände (5) mit zwei Förderbändern (4a, 4b) gefördert werden.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass die zwei Förderbänder (4a, 4b) zumindest etwa in einem rechten Winkel zueinander angeordnet werden.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Fördermittel während des Ersetzens des befüllten Behälters (3) in eine Ruhestellung (R) gebracht wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass während des Ersetzens des Behälters (3) ein Förderband (4a, 4b) entsprechend einem Auswerfen der Gegenstände (5) getaktet bewegt wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass ein Förderband (4a, 4b) jeweils um zumindest eine Länge eines Gegenstandes (5) weiterbewegt wird.
- Vorrichtung (1), umfassend eine Presse, insbesondere eine Scherpaketierpresse (2), und eine Einrichtung zum Fördern von von der Presse ausgeworfenen Gegenständen (5), insbesondere Paketen, in einen austauschbaren Behälter (3), welche Einrichtung zumindest ein Förderband (4a, 4b) und/oder zumindest eine Förderrutsche umfasst, auf das bzw. auf die die Gegenstände von der Presse auswerfbar sind, dadurch gekennzeichnet, dass ein einzelner Behälter (3) an einer vorgegebenen Stelle aufgestellt ist und eine Fördergeschwindigkeit des zumindest einen Förderbandes (4a, 4b) variabel bzw. die zumindest eine Förderrutsche im Bereich deren Endes verschließbar ist, um eine Pufferspeicherung der Gegenstände (5) auf dem zumindest einen Förderband (4a, 4b) bzw. der zumindest einen Förderrutsche während eines Wechsels des einen Behälters (3) zu ermöglichen.
- Vorrichtung (1) nach Anspruch 9, dadurch gekennzeichnet, dass das Förderband (4a, 4b) bzw. die Förderrutsche, welches bzw. welche die Gegenstände (5) an den Behälter (3) übergibt, schwenkbar um eine vorzugsweise etwa vertikale Achse ist.
- Vorrichtung (1) nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass zumindest ein Förderband (4a, 4b) vorgesehen ist, mit welchem die Gegenstände in eine Höhe über einem Einwurfniveau des Behälters (3) förderbar sind.
- Vorrichtung (1) nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass die Einrichtung zum Fördern von Gegenständen (5) zwei Förderbänder (4a, 4b) umfasst.
- Vorrichtung (1) nach Anspruch 12, dadurch gekennzeichnet, dass die zwei Förderbänder (4a, 4b) etwa in einem rechten Winkel zueinander angeordnet sind.
- Vorrichtung (1) nach einem der Ansprüche 9 bis 13, dadurch gekennzeichnet, dass das Förderband (4a, 4b) bzw. die Förderrutsche, welches bzw. welche die Gegenstände (5) an den Behälter (3) übergibt, während des Ersetzens des befüllten Behälters (3) in eine Ruhestellung (R) bringbar ist.
- Vorrichtung (1) nach einem der Ansprüche 9 bis 14, dadurch gekennzeichnet, dass im Bereich eines Anfangs des Förderbandes (4a, 4b) bzw. der Förderrutsche ein Paketschlitten (6) und eine Barriere (7) vorgesehen sind, wobei ein Gegenstand (5) von der Presse auf den Paketschlitten (6) auswerfbar ist, welcher darauffolgend unter die Barriere (7) zurückziehbar ist, wodurch der Gegenstand (5) auf das Förderband (4a, 4b) bzw. die Förderrutsche gelangt.
- Vorrichtung (1) nach Anspruch 15, dadurch gekennzeichnet, dass eine Prallplatte (8) vorgesehen ist, welche einen auf den Paketschlitten (6) ausgeworfenen Gegenstand (5) abbremst.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT8122010A AT509952B1 (de) | 2010-05-17 | 2010-05-17 | Verfahren und vorrichtung zum fördern und puffern von gepressten paketen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2388132A2 true EP2388132A2 (de) | 2011-11-23 |
| EP2388132A3 EP2388132A3 (de) | 2012-11-07 |
Family
ID=44358227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11166212A Withdrawn EP2388132A3 (de) | 2010-05-17 | 2011-05-16 | Verfahren und Vorrichtung zum Fördern und Puffern von gepressten Paketen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2388132A3 (de) |
| AT (1) | AT509952B1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104909175A (zh) * | 2015-06-15 | 2015-09-16 | 泉州东山机械有限公司 | 一种铅废料压块机 |
| EP3133022B1 (de) | 2012-03-07 | 2018-07-04 | GEA Food Solutions Germany GmbH | Verpackungslinie |
| US12172849B2 (en) | 2018-10-23 | 2024-12-24 | Cainiao Smart Logistics Holding Limited | System and method for processing logistic object, and sorting apparatus |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2109407A (en) * | 1936-02-27 | 1938-02-22 | Stokes Machine Co | Tablet packaging machine |
| DE1211994B (de) * | 1959-01-08 | 1966-03-03 | Heinz Wilhelm Hessling | Fahrbare Bandanlage zum Foerdern von Stueckgut |
| US4203314A (en) * | 1978-05-19 | 1980-05-20 | American Can Company | Positive transfer means between two independently driven mechanical presses |
| NL8901083A (nl) * | 1989-04-28 | 1990-11-16 | Terpa Poultry Bv | Werkwijze en inrichting voor het via een dwarstransporteur afvoeren van verpakte produkten. |
| JP3323035B2 (ja) * | 1995-06-29 | 2002-09-09 | ワイケイケイ株式会社 | 形材屑処理装置 |
| JP2003181692A (ja) * | 2001-12-12 | 2003-07-02 | Koyo Seiki Kk | 空缶プレス機 |
| US7377214B2 (en) * | 2005-09-26 | 2008-05-27 | Professional Management Disposal Systems L.L.C. | Apparatus and method for temporarily compressing loose, multiply bent, pieces of scrap sheet metal into compacted wafers |
| DE102005062715B4 (de) * | 2005-12-28 | 2008-02-14 | Fette Gmbh | Vorrichtung zum Befüllen von Aufnahmebehältern mit den Produkten einer Rundläuferpresse |
-
2010
- 2010-05-17 AT AT8122010A patent/AT509952B1/de not_active IP Right Cessation
-
2011
- 2011-05-16 EP EP11166212A patent/EP2388132A3/de not_active Withdrawn
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3133022B1 (de) | 2012-03-07 | 2018-07-04 | GEA Food Solutions Germany GmbH | Verpackungslinie |
| CN104909175A (zh) * | 2015-06-15 | 2015-09-16 | 泉州东山机械有限公司 | 一种铅废料压块机 |
| US12172849B2 (en) | 2018-10-23 | 2024-12-24 | Cainiao Smart Logistics Holding Limited | System and method for processing logistic object, and sorting apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| AT509952B1 (de) | 2013-05-15 |
| AT509952A3 (de) | 2013-02-15 |
| AT509952A2 (de) | 2011-12-15 |
| EP2388132A3 (de) | 2012-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60318496T2 (de) | Maschine zur lieferung/ausgabe von länglichen gegenständen wie länglichen behältern | |
| AT516875B1 (de) | Verfahren zum Einlagern von Stückgütern in ein Lagerregal und Lagersystem | |
| EP2855282B1 (de) | Verfahren und vorrichtung zum transport von gegenständen aus abgebenden stationen in aufnehmende stationen | |
| EP3269468A1 (de) | Werkzeugmaschine zum ausschleusen von werkstückteilen | |
| EP2958838A1 (de) | Vorrichtung und verfahren zum transportieren von gegenständen | |
| EP3025971B1 (de) | Füll- und wechselvorrichtung zum befüllen von behältern mit schüttgut | |
| DE4025391C2 (de) | Vorrichtung zum Ausrichten und/oder Sortieren von Einzelteilen | |
| AT501897B1 (de) | Verfahren und vorrichtung zum automatischen beschicken einer warenausgabeeinrichtung | |
| EP3456424B1 (de) | Umschlagstation und rücknahmeautomat | |
| AT509952B1 (de) | Verfahren und vorrichtung zum fördern und puffern von gepressten paketen | |
| DE102006007364A1 (de) | Verfahren und Zentralbandautomat zum Befüllen eines Auftragsbehälters in einem Kommissioniersystem | |
| EP2480468B1 (de) | Hochgeschwindigkeitsspeicher | |
| DE102012110101A1 (de) | Verfahren und Vorrichtung zum Handhaben von Hygieneartikeln | |
| DE102015217665A1 (de) | Vorrichtung zum Fördern zumindest eines Ladungsträgers und Verfahren zum Betreiben einer derartigen Vorrichtung | |
| EP2253564A1 (de) | Sammelbehälter für zu sammelnde Güter | |
| EP1803664B1 (de) | Vorrichtung zur Unterbrechung eines kontinuierlichen Produktstroms einer Rundläuferpresse | |
| EP2759216A1 (de) | Schragenentleereinrichtung und Verfahren zum automatischen Entleeren von mit stabförmigen Artikeln gefüllten Schragen in eine Produktionsmaschine der Tabak verarbeitenden Industrie sowie eine Produktionsanordnung mit einer Produktionsmaschine und mindestens zwei Schragenentleereinrichtungen | |
| EP2801531A2 (de) | Verpackungsverfahren, Verpackungsvorrichtung sowie Spritzgussanlage mit Verpackungsvorrichtung | |
| EP2919588B1 (de) | Bearbeitungsvorrichtung sowie verfahren zum bearbeiten von in einem produktstrom geförderten nahrungsmittelprodukten | |
| EP2421778B1 (de) | Produkteumverteilvorrichtung | |
| EP3106412B1 (de) | Gruppieren von gütern | |
| WO2018015348A1 (de) | Kommissioniersystem und verfahren zur auslagerung von objekten aus einem kommissioniersystem | |
| EP4576032A1 (de) | Speichervorrichtung zur speicherung von produkten in einem kombiautomaten, automat und verfahren | |
| EP3318518A1 (de) | Aufgabevorrichtung für behälterverschlüsse | |
| AT412866B (de) | Verfahren und anlage zum befüllen von behältern mit gegenständen oder gruppen von gegenständen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B30B 9/32 20060101ALI20121001BHEP Ipc: B30B 15/32 20060101AFI20121001BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20130508 |