EP2390212A2 - Dispositif d'épissurage et procédé d'épissurage d'un matériau plat de type bande - Google Patents
Dispositif d'épissurage et procédé d'épissurage d'un matériau plat de type bande Download PDFInfo
- Publication number
- EP2390212A2 EP2390212A2 EP11165282A EP11165282A EP2390212A2 EP 2390212 A2 EP2390212 A2 EP 2390212A2 EP 11165282 A EP11165282 A EP 11165282A EP 11165282 A EP11165282 A EP 11165282A EP 2390212 A2 EP2390212 A2 EP 2390212A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- film
- roll
- welding
- flat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1842—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact
- B65H19/1852—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact taking place at a distance from the replacement roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2220/00—Function indicators
- B65H2220/09—Function indicators indicating that several of an entity are present
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/462—Form of splice
- B65H2301/4621—Overlapping article or web portions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/463—Splicing splicing means, i.e. means by which a web end is bound to another web end
- B65H2301/4634—Heat seal splice
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/46—Splicing
- B65H2301/464—Splicing effecting splice
- B65H2301/46412—Splicing effecting splice by element moving in a direction perpendicular to the running direction of the web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1944—Wrapping or packing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/81—Packaging machines
Definitions
- Such devices and methods are used in packaging machines for packaging article groups, containers and / or pallets by wrapping with plastic film or other suitable sheet-like flat material.
- the wrapped around the article groups or containers foil sections are welded and / or shrunk under heat.
- the flat material or the film webs are normally unwound as a continuous material from large rolls. When the rolls are used up, they have to be replaced. Since the machine should not be stopped for such a role change, the switching between two web rolls takes place in known machines partially or fully automatically.
- film packers for the disposable packaging area modules are used for automatic film web welding. They connect the film web of a nearly empty, unrolled film roll with a new, full role in a roll change. Even when changing to a different type of film old and new film webs are welded together equally.
- a method for performing a roll change in a supply unit is known.
- web-shaped flat material for a packaging machine is unrolled from a roll.
- a roll change is to take place by connecting the flat material of the roll in use to a starting or connecting region of an available connecting roll by means of a connecting station.
- a holding and positioning element is fastened aligned at a workstation outside the supply unit.
- the connection area of the connection roller is positioned before the roll change with the holding and positioning element in the receptacle provided at the connection station.
- connection roller is fixed in the connection or connection station on the positioning element provided there for the exact positioning of the respective connection area.
- a corresponding holding and positioning element should be formed by a pinch roller which is manually rotatable about its axis.
- the EP 0 749 924 A1 discloses a method and apparatus for welding two film webs from each supply roll in a packaging machine.
- the beginning of the film web which belongs to the initially stationary full supply roll, is thereby deflected and held against the direction of the coming of the emptying supply roll film web, after which a signal for stopping at least the film feed is generated after electronic detection of AbwickelCloudes the running film web which then causes a compression and welding of the anti-parallel to each other extending film webs over the entire width.
- the excess end pieces of the film webs are separated at the weld, after which a further signal is generated, through which the film feed is restarted.
- a film splicing station with a first and a second unwinding device for each one film roll.
- the station includes a splicer for splicing films of the first and second unwinding devices at a splicing position, a movable transfer device for transferring a film of a unwinding device to the splicing station, and a holding device for holding the film stationary, which can be transferred by the transfer device.
- An object of the present invention is to propose an improved handling for web-like flat material, in particular for films for packaging articles and containers, in which a larger supply of the sheet material provided on a plurality of rolls can be fed and unwound from the rolls without frequent manual intervention or frequent roll changes while the machine is running.
- a device and a method for film handling to be provided each of which allow a simple and largely automatable change of the film between multiple supply rolls.
- the invention proposes a splicing device with at least three unwinding devices for each roll with web-like flat material comprising at least three welding bars, which are arranged displaceably within an approximately common plane, which may preferably be an approximately horizontal plane.
- at least one clamping device is provided, which can be positioned and displaced in an approximately horizontal plane above the welding bars.
- each of the at least three unwinding devices is assigned in each case to one of the welding bars.
- the invention thus provides a device for splicing flat material, which in particular can form a film splicing station for three or more rolled-up storage units of web-like flat material or films.
- the splicing device can be an important component of a device for transporting and feeding web-like sheet or web-like plastic film to a processing station for packaging articles and / or combining the articles into packages by wrapping with the plastic film and optional then shrinking the film be.
- a film roll stock is provided with at least three separate, one after another conveyor belt feedable film rolls.
- an arranged between the conveyor and the film rolls fixing and fastening means for fixing the film ends of the still full film rolls and for controllably securing one of the film ends of the full film rolls with the leading to the processing station film web is provided. If, in the present context, there is usually talk of foil or plastic film, then this material definition is not to be understood in the context of the present invention.
- plastic film is suitable as such packaging material, especially since the plastic films currently used normally contract in a desired manner under the action of heat so that a good fixing of the goods, articles and containers to be packaged thereby can be achieved by the shrinking process taking place.
- this material assignment is by no means excluded that can process and handle other materials by means of the inventive device and the method according to the invention, for example.
- Paper-like flat sheets or film-like flat sheets of organic or inorganic material which can be optionally subsequently by heat or, for example, under chemical Can shrink the influence. Therefore, it should be emphasized at this point that the terms foil, film web or plastic film are to be understood more comprehensively than the pure material definition in physical terms pretends.
- the device according to the invention can process a wide variety of web-like flat materials, which can be connected to one another at their web ends by means of the fastening device, which is formed according to the invention by welding bars, for example adhesively bonded, clamped, but in particular welded.
- a welding device is used to fix the film ends, by means of which the film ends of the still full film rolls or connecting rollers are welded to the running through the device and leading to the processing station film web can.
- This welding device is formed in the present invention by welding bars. Simultaneously with the welding process, the connection to the largely unwound and thus used up film roll is severed, so that after the change process the film web leading to the processing station is connected to the new connecting web, which is wound up on the new roll.
- the welding bar for fixing a tail of a still full web roll and controllable welding of one of the web ends with the still connected to a largely unrolled flat web portion of the processing station leading flat web with simultaneous separation of this largely unrolled flat web from are formed to the processing station leading web section.
- the welding bars can in particular have a plurality of clamping devices which can be pressed against one another for the temporary, simultaneous fixing of all web ends of the flat web rolls which have not yet been unrolled and the web end of the flat web leading to the processing station to be welded to the respective web end of the flat web roll to be activated.
- the device according to the invention can have a clamping device which is coupled to the fastening device or the welding device and can optionally be assigned a position of one of the film rolls of the film roll supply to be activated for temporarily fixing the film web leading to the processing station.
- the clamping device can, for example. As in their position variable Deflection pulley with a variably deliverable clamping bar o. The like. Be formed.
- the welding device has several clamping devices which can be pressed against one another for the temporary, simultaneous fixing of all film ends of the unrolled film rolls and the film end of the film web leading to the processing station to be welded to the respective film end of the film roll to be activated.
- These mutually compressible clamping devices can be formed, for example, by a plurality of so-called. Welding bars which are displaceable within a plane and pressed against each other to simultaneously fix all the film ends during the roll change and to allow the welding at the desired location.
- each film roll is preferably connected to one of the displaceable sealing bars and fixed there, for example by negative pressure and / or by means of electrostatic charging, so that the film ends of the film rolls acting as stock are kept in readiness.
- the respective active roll from which the film is unwound during operation of the packaging system, simultaneously runs through the open-ended clamping bar. Now, if the active role is largely used up and roll change should take place, the welding bars are pressed against each other, for example. By means of suitable pressure cylinder, whereby all film ends are fixed and held.
- the welding devices referred to in the present context as welding bars can, for example, have a suitable slide guide for smooth horizontal displacement and suitable restoring devices, so that they can be easily pressed against each other on the one hand and on the other hand can automatically detach from each other in non-activated pressure cylinders to the free movement of the not to interfere with moving film webs.
- the respective end of the film of the next connection roller which partially wraps around the welding bar is pressed against the still continuous film web of the almost unwound, worn-out roll.
- the clamping device which can be positioned above the welding devices is activated by fixing the clamping bar against the deflection roller, whereby reliable loosening and loss of the film section running through the machine can be reliably prevented.
- the connection can be changed. While the remainder of the used roll is separated from the film passing through the machine, the welding operation causes the new film roll to be connected to the film web in the processing machine.
- the inventive device allows different dimensions of the film roll supply, which may have three, four, five, six or optionally even more film rolls.
- the web of material leading to a processing station can be welded to one of the material webs of a web roll that is still full while the web roll is approximately unrolled, with the web of the approximately unwound web roll being severed at the same time.
- a close to the Sch Strukturbalken befind Anlagen Section of the leading to the processing station material web or clamped and guided in the vicinity of the weld Preferably, several or all of the sealing bars are pressed against one another during the welding of the material webs, so that all web ends of the still unrolled web rolls and the web end of the material web to be activated to be welded to the web end of the material web leading to the processing station are simultaneously clamped and fixed.
- a variant of the method according to the invention provides for feeding sheet-like, unwound from rolls flat material such as plastic film to a processing station for packaging articles and / or for combining the articles into containers by wrapping with the flat material or with the plastic film and optional, subsequent shrinking the film before.
- the web-like flat material or the plastic film is removed in this process from a roll of film rolls with at least three separate, successively fed to a conveyor film rolls and conveyed by an arranged between the conveyor and the film rolls fixing and fastening device in which fixes the film ends of the still full film rolls become.
- at least one of the film ends of one of the full film rolls is fastened to the film web leading to the processing station in this device.
- the film web leading to the processing station can be welded to one of the film webs of a still full film roll when the film roll is approximately unwound, with the film web of the approximately unrolled film roll simultaneously being severed.
- a section of the film web leading to the processing station close to the welding device can be held or clamped and guided in the vicinity of the welding point.
- clamping devices are pressed against each other during the welding of the film webs, with which all film ends of the still unrolled film rolls and to be welded to the respective film end of the film roll to be activated film end of the film web leading to the processing station simultaneously clamped and fixed.
- These welding devices can, for example, be designed so that the film ends are fixed by means of sliding in a plane and against each other pushbar.
- the ends of the film can be separated by means of separately activatable separating bars and / or by means of vacuum-controlled and / or fixable by static charge fixation devices are kept.
- an automatic detection of a largely unwound film supply of a roll takes place, so that an automatic change and an automatic welding of the films can be initiated.
- an automatic change and an automatic welding of the films can be initiated.
- uninterrupted machine cycles of several hours can be achieved in which no more manual intervention is required for feeding new supply rolls with packaging film.
- three, four or more roles can be handled one after the other, which are very long running cycles of the packaging machine can be reached, which were previously accessible only under permanent manual intervention.
- the film roll diameter is no longer limited by the lateral arrangement of the supply of film rolls in addition to the packaging machine. So it can also be used rolls with a larger diameter and longer film webs. Thus, it is possible, for example, to operate a one-way packer for a full shift without operator intervention in a six-roll configuration with a diameter of 600 mm each.
- Liquid containers such as bottles 40 are conveyed in the horizontal direction via a container feed 46, which can be formed, for example, by an endless conveyor, grouped into container units 41 in a container divider 47 and wrapped in shrink film in the film wrapping module 48 arranged behind in the conveying direction subsequent shrink tunnel 52 is shrunk by heat to the packaging units 41, so that finished container 42 arise.
- a container feed 46 which can be formed, for example, by an endless conveyor, grouped into container units 41 in a container divider 47 and wrapped in shrink film in the film wrapping module 48 arranged behind in the conveying direction subsequent shrink tunnel 52 is shrunk by heat to the packaging units 41, so that finished container 42 arise.
- a supply of films in the form of a first film roll 1 and a second film roll 2 and a fastening and separating device 50 is arranged below the film wrapping module 48.
- This fastening and separating device 50 connects in a roll change the film web of a nearly empty, unrolled film roll 1 with a new, full roll 2 by the two film rolls 1 and 2 by the fastening and separating device 50, which may be formed in particular by a welding module to be connected with each other. Even with a required change of the film type old and new film webs 1 and 2 are equally welded together.
- This welding is also known as splicing, which is why the fastening and separating device 50 or the welding module can also be referred to as a splicing device or as a splicing module.
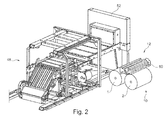
- FIG. 2 shows an external Folienbeschickung 10 and Folienversch bulkung 12.
- a currently used film roll 1 and a supply roll 2 is provided.
- the welding station 50 for film welding 12 is disposed above the film rolls 1 and 2, which also facilitates handling.
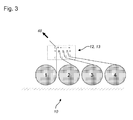
- the representations of the Fig. 3 and Fig. 4 each show the schematic structure of a side film roll feed 10 with automatic film web welding 12 with multiple splicing devices 13 according to the invention.
- a variable number of supply rolls in particular three, four, five or more roll receptacles for further supply rolls 2, 3, 4, 5 and 6 are provided.
- the first roller 1 is in use, while the remaining rollers 2, 3, 4, 5 and 6 serve as memory, which can be activated sequentially as soon as the first roller 1 or a respective subsequently activated roller 2, 3, 4 or 5 is empty.
- FIG. 5 to Fig. 9 illustrate the structure and operation of an automatic film web welding 12 with a film roll 1 used and three supply rolls 2, 3 and 4, ie with a film roll feed 10 accordingly Fig. 3 , dar.
- the Folienbahnversch saltung 12 - here also referred to as a splicing device 13 - each comprising a central sealing bar 20 per supply roll 2, 3 and 4 and two lateral welding bars 24, of which the first lateral welding bar 24 a of the first used roll 1 is assigned and the second lateral sealing bar 24 b last supply roll 4 is assigned.
- Both lateral welding bars 24a, 24b are respectively a controllable pressure cylinder 26, acting as a horizontally adjustable linear actuator assigned.
- the middle welding bars 20 and the second lateral sealing bar 24b (in Fig. 5 on the right) of the splicing device 13 also each have a separating device 22 for the film web 8. This may be, for example, a heatable separating wire 22.
- Fig. 5 shows that the film web 8-1 is fed from the film roll 1 via a movable deflection roller 30 to the film wrapping module 48. If the supply of film web 8-1 of the film roll 1 is used up, a temporary active film clamping of the remaining film web 8-1 takes place by means of a film clamping device 14, comprising the movable deflection roller 30 and a clamping bar 32.
- the clamping device 14 can improve the guidance of the film 8-1 by being positioned at one time in each case in the vicinity of the currently active film roll 1, 2, 3 or 4 and on the other hand ensures during the roll change and during the welding process that the film end of the web 8-1, 8-2, 8-3 or 8-4 still in the machine does not slip and thereby inadvertently during the welding process the film web 8-1, 8-2, 8-3 or 8-4 4 is severed.
- a machine downtime would be inevitable to reunite the film ends and to allow the further web transport again in the desired manner.
- the welding bars 20, 24a, 24b are pressed together by pushing together the pressing cylinders 26.
- the first lateral welding bar 24a is pressed by the pressing cylinder 26 against an adjacent middle welding bar 20, so that the film web 8-1 of the first roll 1 and the film beginning 9-2 of the first supply roll 2 lie directly against one another.
- the separation wire 22akt is now activated by being heated by the supply of energy. This leads to a welding of the film web 8-1 of the film roll 1 with the film web 8-2 of the supply roll 2 (FIG. Fig. 6 ).
- connection to the largely unwound and thus used up film roll 1 is severed, so that after the change process leading to the processing station film web 8-1 is connected to the new connection track 8-2, which is wound on the new roll 2.
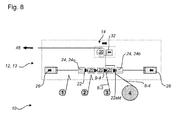
- the procedure is accordingly, when the film web 8-2 of the supply roll 2 tilts the end (not shown), or if the film web 8-3 of the supply roll 3 is empty ( Figure 8 ).
- the respective one middle welding bar 20 partially looping around film end 8-2, 8-3 or 8-4 of the next connection roller 2, 3 or 4 while against the still continuous film web 8-1, 8-2 or 8-3 of the almost unwound , consumed roll 1, 2 or 3 pressed.
- the clamping device 14 which can be positioned above the welding devices 12, is activated by locking the clamping bar 32 against the deflection roller 30, whereby reliable loosening and loss of the film section 8-1, 8-2 or 8-3 running through the machine can be prevented.
- connection By activating the corresponding welding device with simultaneous activation of a separating device - these two functions can be combined, for example, by the separating wire 22akt - the connection can be changed. While the remainder of the used roll 1, 2 or 3 is separated from the film web 8-1, 8-2 or 8-3 passing through the machine, the connection with the new film roll 2, 3 or 4 is effected by the welding operation.
- the first three roll receptacles with new film rolls 1, 2 and 3 are fed.
- the film ends 9-1, 9-2 and 9-3 are arranged so that at the end of the film web 8-4 of the roller 4, this is connected to the film beginning 9-3 of the roller 3, etc.
- This procedure explains the different embodiment of In particular, it explains why the second lateral sealing bar 24b has an activatable separating wire 22.
- an automatic detection of a largely unwound film supply of a roll 1, 2, 3 or 4 so that an automatic change and an automatic welding of the film webs 8-1, 8-2, 8-3 or 8-4 can be initiated.
- uninterrupted machine cycles of several hours can be achieved, in where no more manual intervention more for feeding new supply rolls 1, 2, 3 and 4 with packaging film longer required.
- three, four or more roles can be handled one after the other, which are very long running cycles of the packaging machine can be reached, which were previously accessible only under permanent manual intervention.
Landscapes
- Replacement Of Web Rolls (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010021732A DE102010021732A1 (de) | 2010-05-27 | 2010-05-27 | Spleißvorrichtung und Verfahren zum Spleißen eines bahnartigen Flachmaterials |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2390212A2 true EP2390212A2 (fr) | 2011-11-30 |
| EP2390212A3 EP2390212A3 (fr) | 2012-04-04 |
| EP2390212B1 EP2390212B1 (fr) | 2014-06-25 |
Family
ID=44513310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11165282.2A Active EP2390212B1 (fr) | 2010-05-27 | 2011-05-09 | Dispositif d'épissurage et procédé d'épissurage d'un matériau plat de type bande |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8381787B2 (fr) |
| EP (1) | EP2390212B1 (fr) |
| CN (1) | CN102328761B (fr) |
| DE (1) | DE102010021732A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014075907A1 (fr) * | 2012-11-15 | 2014-05-22 | Thüringisches Institut Für Textil- Und Kunststoff - Forschung E.V. | Procédé d'amenage et assemblage en continu de structures fibreuses en forme de bandes ou rubans dans une machine à vis sans fin |
| EP3967637A1 (fr) * | 2020-09-14 | 2022-03-16 | Harro Höfliger Verpackungsmaschinen GmbH | Dispositif et procédé d'épissurage et de fourniture continue d'une bande continue de feuille |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1393913B1 (it) * | 2009-05-05 | 2012-05-17 | Rent Srl | Gruppo e procedimento di alimentazione di bobine di materiale in foglio, in particolare ma non esclusivamente film plastico stampato con riferimenti di posizione per confezionatrici automatiche |
| CN104691834A (zh) * | 2015-02-06 | 2015-06-10 | 张家港市德顺机械有限责任公司 | 膜包机自动换膜装置 |
| WO2016196896A1 (fr) | 2015-06-04 | 2016-12-08 | Douglas Machine Inc. | Ensemble automatique de raccordement de film avec positionneur de rouleau de film |
| FR3041950B1 (fr) * | 2015-10-01 | 2020-02-21 | C.E.R.M.E.X. Constructions Etudes Et Recherches De Materiels Pour L'emballage D'expedition | Alimentation pour fardelage |
| WO2017065785A1 (fr) * | 2015-10-16 | 2017-04-20 | Avent, Inc. | Procédé et système pour l'introduction d'un fil de nez de réserve dans une chaîne de production de masque facial |
| US11225390B2 (en) * | 2017-05-19 | 2022-01-18 | Philip Morris Products S.A. | Method and apparatus for feeding and splicing sheet of material wound in a bobbin |
| IT201800005268A1 (it) * | 2018-05-11 | 2019-11-11 | Svolgitore con stazioni di svolgimento multiple | |
| DE102020105320A1 (de) * | 2020-02-28 | 2021-09-02 | Homag Gmbh | Zuführsystem für bandförmiges Material sowie Beschichtungsvorrichtung |
| CN114180380B (zh) * | 2020-09-14 | 2025-07-01 | 禾广企业股份有限公司 | 自动接膜设备及使用其的自动接膜方法 |
| CN113102548A (zh) * | 2021-03-18 | 2021-07-13 | 宁波港波电子有限公司 | 一种铜排输送方法及其输送机构 |
| CN114408634A (zh) * | 2022-02-15 | 2022-04-29 | 无锡奥特维科技股份有限公司 | 一种焊带料盘自动更换装置及方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0749924A1 (fr) | 1995-06-19 | 1996-12-27 | Kisters Maschinenbau Gmbh | Procédé et appareil pour le soudage de deux bandes, chacune venant d'un rouleau d'alimentation dans une machine d'emballage |
| DE102004032528B3 (de) | 2004-07-06 | 2005-08-11 | Khs Maschinen- Und Anlagenbau Ag | Verfahren zum Durchführen eines Rollenwechsels bei einer Versorgungseinheit zum Zuführen eines bahnartigen Flachmaterials an eine Verpackungsmaschine oder dergleichen Verarbeitungsmaschine sowie Versorgungseinheit zum Durchführen dieses Verfahrens |
| EP1600412A1 (fr) | 2004-05-26 | 2005-11-30 | Krones AG | Dispositif de raccordement d'un film |
| DE102006037189A1 (de) | 2006-08-09 | 2008-02-14 | Khs Ag | Verfahren zum Durchführen eines Rollenwechsels bei einer Versorgungseinheit zum Zuführen eines bahnartigen Flachmaterials an eine Verpackungsmaschine oder dergleichen Verarbeitungsmaschine sowie Versorgungseinheit zum Durchführen dieses Verfahrens |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2537882C2 (de) * | 1975-08-26 | 1986-04-17 | Heinrich Kuper GmbH & Co KG, 4835 Rietberg | Vorrichtung zum Verpacken von Gegenständen in Folie |
| DE3601297A1 (de) * | 1986-01-17 | 1987-07-23 | Waertsilae Strecker Gmbh | Vorrichtung zur beschickung einer maschine mit warenbahnen von einer mehrzahl vorratsrollen |
| DE3727339A1 (de) * | 1987-08-17 | 1989-03-02 | Hans Beck | Vorrichtung zum wechseln von auf eine vorratsrolle aufgewickelten folienbahnen |
| DE4018266C2 (de) * | 1990-06-07 | 1997-10-02 | Bat Cigarettenfab Gmbh | Anlage zum Herstellen und Verpacken von Zigaretten |
| JP3569004B2 (ja) * | 1994-10-17 | 2004-09-22 | 日本テトラパック株式会社 | フィルム接合装置 |
| DE29807979U1 (de) * | 1998-05-05 | 1999-09-16 | Kettner GmbH, 83026 Rosenheim | Vorrichtung zum Gruppieren oder Vereinzeln von Artikeln |
| JP2001233514A (ja) * | 2000-02-23 | 2001-08-28 | Shikoku Kakoki Co Ltd | ロールフィルム接続装置およびその方法 |
| US6923880B2 (en) * | 2002-11-19 | 2005-08-02 | Keene Technology Inc., | Film splicer apparatus and method for splicing a film used for bagging snack foods |
| DE10301347B4 (de) * | 2003-01-16 | 2013-05-08 | Pester Pac Automation Gmbh | Banderoliermaschine |
| US20070044896A1 (en) * | 2005-08-25 | 2007-03-01 | Ingersoll Machine Tools, Inc. | Auto-splice apparatus and method for a fiber placement machine |
| DE102006060109A1 (de) * | 2006-12-20 | 2008-06-26 | Krones Ag | Maschine zum Aufschrumpfen von Schrumpffolie auf Packgut und Verfahren zum Aufschrumpfen |
| WO2009148910A2 (fr) * | 2008-05-29 | 2009-12-10 | Ranpak Corp. | Système et procédé pour alimenter en matière première un convertisseur de fardage |
-
2010
- 2010-05-27 DE DE102010021732A patent/DE102010021732A1/de not_active Withdrawn
-
2011
- 2011-05-09 EP EP11165282.2A patent/EP2390212B1/fr active Active
- 2011-05-26 US US13/116,891 patent/US8381787B2/en not_active Expired - Fee Related
- 2011-05-27 CN CN201110147161.XA patent/CN102328761B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0749924A1 (fr) | 1995-06-19 | 1996-12-27 | Kisters Maschinenbau Gmbh | Procédé et appareil pour le soudage de deux bandes, chacune venant d'un rouleau d'alimentation dans une machine d'emballage |
| EP1600412A1 (fr) | 2004-05-26 | 2005-11-30 | Krones AG | Dispositif de raccordement d'un film |
| DE102004032528B3 (de) | 2004-07-06 | 2005-08-11 | Khs Maschinen- Und Anlagenbau Ag | Verfahren zum Durchführen eines Rollenwechsels bei einer Versorgungseinheit zum Zuführen eines bahnartigen Flachmaterials an eine Verpackungsmaschine oder dergleichen Verarbeitungsmaschine sowie Versorgungseinheit zum Durchführen dieses Verfahrens |
| DE102006037189A1 (de) | 2006-08-09 | 2008-02-14 | Khs Ag | Verfahren zum Durchführen eines Rollenwechsels bei einer Versorgungseinheit zum Zuführen eines bahnartigen Flachmaterials an eine Verpackungsmaschine oder dergleichen Verarbeitungsmaschine sowie Versorgungseinheit zum Durchführen dieses Verfahrens |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014075907A1 (fr) * | 2012-11-15 | 2014-05-22 | Thüringisches Institut Für Textil- Und Kunststoff - Forschung E.V. | Procédé d'amenage et assemblage en continu de structures fibreuses en forme de bandes ou rubans dans une machine à vis sans fin |
| EP3967637A1 (fr) * | 2020-09-14 | 2022-03-16 | Harro Höfliger Verpackungsmaschinen GmbH | Dispositif et procédé d'épissurage et de fourniture continue d'une bande continue de feuille |
| US11987461B2 (en) | 2020-09-14 | 2024-05-21 | Harro Hoefliger Verpackungsmaschinen Gmbh | Device and method for splicing and continuously providing a film web |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102328761A (zh) | 2012-01-25 |
| EP2390212A3 (fr) | 2012-04-04 |
| EP2390212B1 (fr) | 2014-06-25 |
| US8381787B2 (en) | 2013-02-26 |
| DE102010021732A1 (de) | 2011-12-01 |
| US20110290407A1 (en) | 2011-12-01 |
| CN102328761B (zh) | 2013-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2390212B1 (fr) | Dispositif d'épissurage et procédé d'épissurage d'un matériau plat de type bande | |
| EP3489157B1 (fr) | Système de déballage amélioré pour un objet emballé dans un emballage, en particulier dans un sachet, en particulier un article pharmaceutique ou cosmétique | |
| EP0120251B1 (fr) | Procédé et dispositif d'enveloppement d'objets de préférence quadrangulaires avec un matériau d'emballage sous forme de bande | |
| DE3723601C2 (fr) | ||
| EP1730061A1 (fr) | Procede et dispositif de traitement d'une bande de pellicule | |
| DE102013109427B4 (de) | Vorrichtung zum automatischen Abwickeln von bahnförmigen Materialien und Verfahren zum Betreiben einer derartigen Vorrichtung | |
| EP3212552A1 (fr) | Procédé et dispositif de manipulation d'un matériau plat et/ou en feuille enroulé sur des rouleaux | |
| DE102020108158A1 (de) | Verfahren zum Verpacken von Produkten sowie Verpackungsanlage | |
| EP0299180B1 (fr) | Dispositif de déroulage pour bande de papier ou de carton | |
| DE19522110A1 (de) | Verfahren zum Verschweißen zweier von jeweils einer Vorratsrolle kommender Folienbahnen in einer Verpackungsmaschine | |
| WO2024223857A1 (fr) | Dispositif et procédé pour l'industrie productrice de cellules energétiques pour la formation d'une pile comprenant plusieurs segments et une bande de materiau | |
| EP0609680A2 (fr) | Procédé et dispositif pour raccorder des bandes de matière | |
| EP1000860B1 (fr) | Procédé et dispositif pour cercler ou envelopper des objets | |
| DE102020106025A1 (de) | Verpackungsmaschine und Verfahren zum Verpacken eines Packguts mit einer aus einer oberen Papierbahn und einer unteren Papierbahn erzeugten Umverpackung | |
| DE102020108161B4 (de) | Verfahren zum Verpacken von Produkten | |
| EP3374301A1 (fr) | Dispositif d'enroulage pour matériau en forme de bande et procédé pour faire rentrer au moins une bande de matériau dans au moins un dispositif d'enroulage | |
| EP2112069B1 (fr) | Procédé et dispositif d'emballage de produits emballés par portions dans un dispositif d'emballage | |
| WO2009121542A1 (fr) | Équipement et procédé de fabrication de sacs à partir de tronçons de tube souple | |
| DE102016220760B4 (de) | Vorrichtung und Verfahren zum Herstellen von an Zusammenstellungen an Artikeln angepassten Zuschnitten aus Verpackungsmaterial | |
| EP2184244A2 (fr) | Dispositif d'enroulement et de déroulement de tambour | |
| DE102010031887B4 (de) | Führungsvorrichtung und Verfahren zum Führen von wenigstens einem Materialbahnende in einer Verpackungsmaschine | |
| DE10243464B4 (de) | Verfahren und Vorrichtung zum Verpacken einer Materialbahnrolle | |
| DE10217253A1 (de) | Vorrichtung zum Einhüllen von Gütern in Verpackungsmaterial | |
| DE102017105298A1 (de) | Konfektionierungsanlage | |
| WO2026068467A1 (fr) | Dispositif pour fournir une bande de matériau sans fin et station d'épissage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 19/18 20060101AFI20120229BHEP |
|
| 17P | Request for examination filed |
Effective date: 20120418 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140103 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 674528 Country of ref document: AT Kind code of ref document: T Effective date: 20140715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011003521 Country of ref document: DE Effective date: 20140807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140925 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140926 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141027 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141025 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011003521 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150326 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011003521 Country of ref document: DE Effective date: 20150326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150531 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150509 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150531 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150509 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110509 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 674528 Country of ref document: AT Kind code of ref document: T Effective date: 20160509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160509 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140625 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240408 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502011003521 Country of ref document: DE Representative=s name: BENNINGER, JOHANNES, DIPL.-ING., DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250402 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250422 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250531 |